



Как производят кабель в новом подмосковном цехe

Несколько дней назад многие СМИ и блоги облетела новость, про открытие в Московской области нового цеха по производству кАбелей, в котором после выхода на проектную мощность будут выпускать до 6000 км кабелей в год.
Часть журналистов просто перепечатали пресс-релиз и опубликовали предоставленные «Завод Москабель» фото, но отдельные коллеги к новости приделали фото, взятые с других заводов той же группы компаний (снятые во времена царя Бориса Годунова, и продемонстрировали не новый современный цех, а старое производство с соответствующим оборудованием и размещением в древнем помещении. Я буквально ревел тушканчиком, когда читал комментарии под старыми фотками, в которых люди удивлялись, а чего же там нового.
А поскольку я человек простой и привык, что контент должен быть авторский, а не тихо «свистнул и ушел — называется нашел», то мы отправимся с Вами на этот завод и своим глазами все посмотрим. И самое главное не просто попялимся на производственный процесс, но и постараемся разобраться, как же там производят кабель.
Выдвигаемся в Богородский городской округ Московской области.

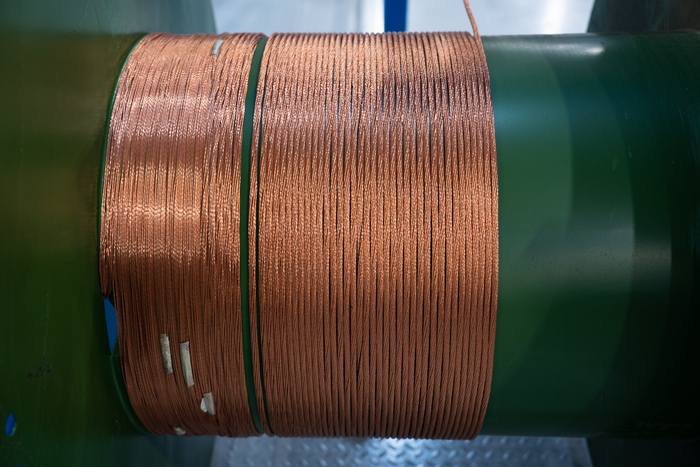
Проволока на катушках поступает в цех с другого предприятия этой группы компаний.
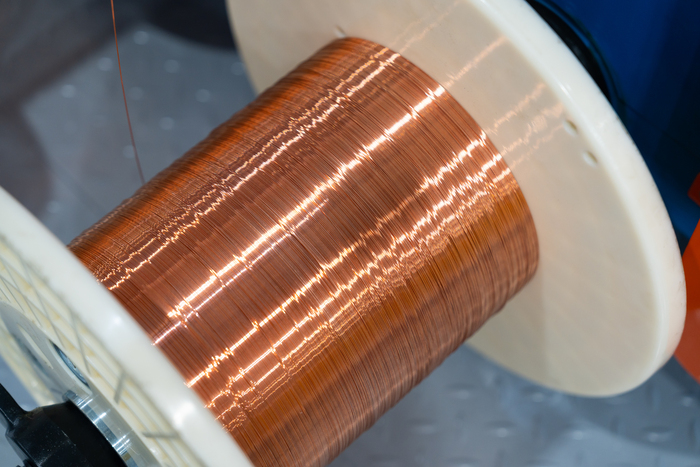
Катушка устанавливается на станок и тонкие металлические «нити» подаются в машину скрутки
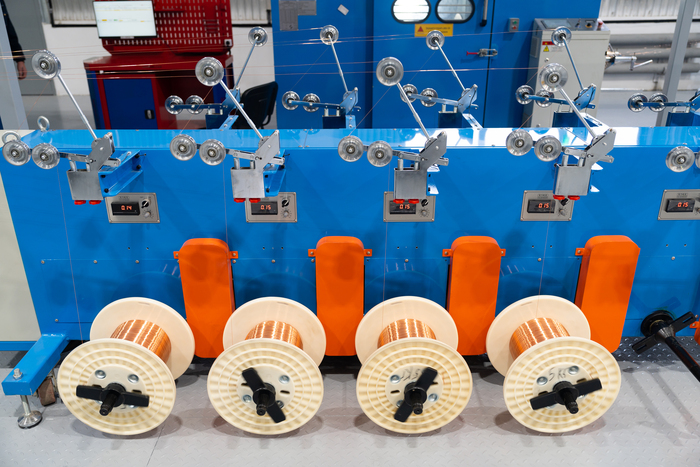
Проволоки переплетаются.

Всю продукцию изготавливают полностью из отечественного сырья, уровень локализации составляет 100%.
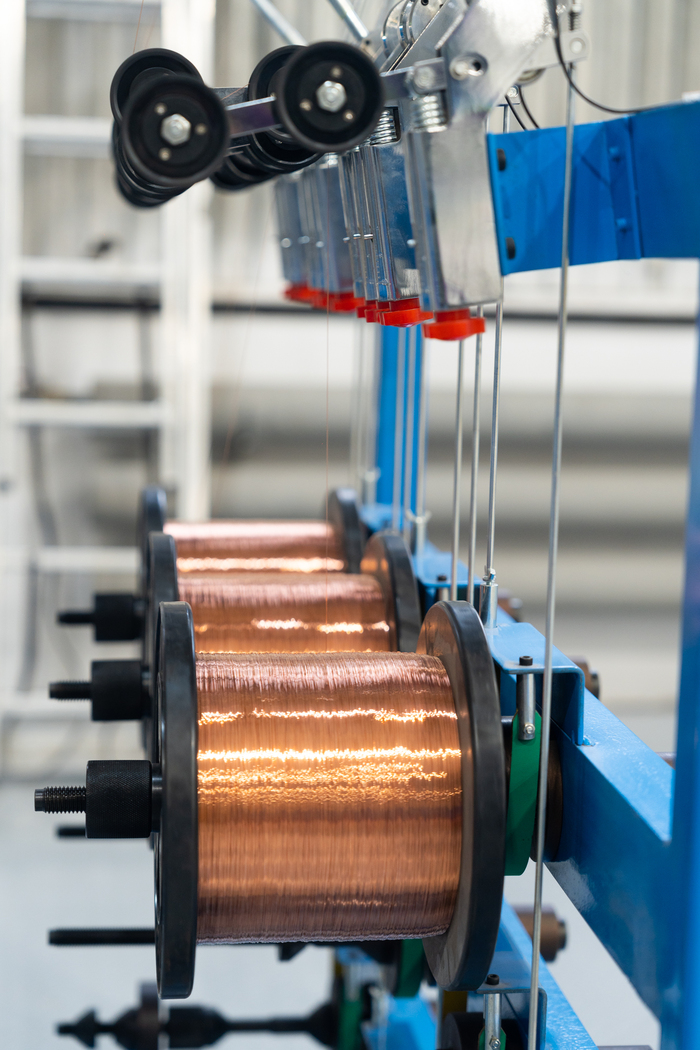
В данном элементе происходит скрутка проволоки в одну жилу. В итоге мы получаем стренгу, уже готовую к новым этапам.
В зависимости от нужных характеристик будущего кабеля выбирается тип скрутки
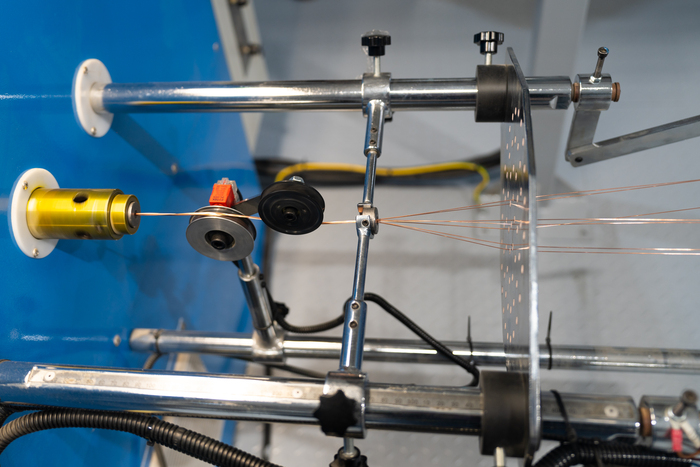
Отправляемся на крутильные линии, которые позволяют осуществлять скрутку готового кабеля . Сюда подаются различные заготовки (может крутиться голый кабель, а может и в изоляции)

Через стенку от нового цеха располагается стройка второй очереди предприятия, которая позволит выпускать еще 10000 км кабеля. Планируемый запуск в 2025 году.
Так же будет и 3 очередь, которая будет построена чуть позднее рядом на свободной территории (2026-2027). Там будет производиться более крупный кабель.
Цех оборудован видеокамерами, позволяющими следить за операторами и с помощью искусственного интеллекта выявлять несоответствия при ручных операциях.
Автоматические операции контролируются специальной системой с программным обеспечением.
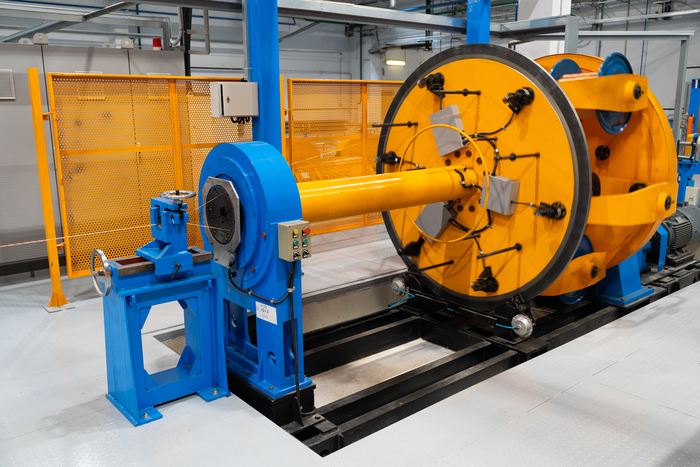
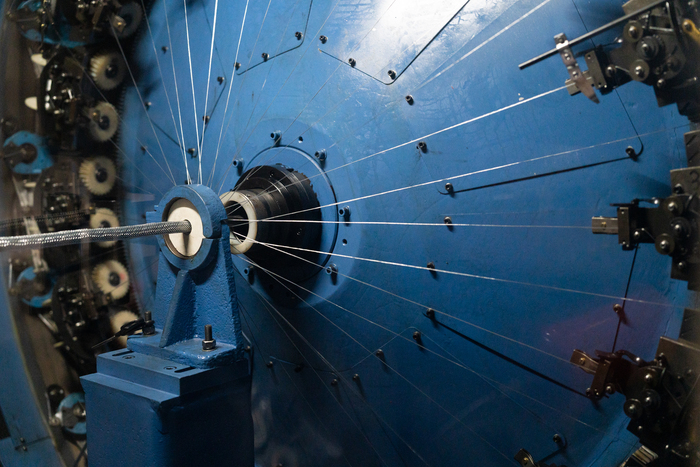
Скрутка жил происходит на этих огромных станках следующим способом: несколько катушек с жилами устанавливаются внутрь и скручиваются как и в самом начале процесса с проволокой.
Так же с этими станками рядом находится линия бронирования, позволяющая наносить ленточную броню, которая обеспечивает защиту, так и проволочную броню, которая позволяет еще и гибкость и стойкость при внешних воздействиях.

Перейдем к двум экструзионным линиям. На первый взгляд они между собой похожи, но при этом они отличаются.

Первая линия позволяет наносить изоляцию из резины. Это очень тяжелый материал, потому что сначала его надо через вальцы пропустить, нарезать своеобразные «тряпки» и потом заправить их в эструдер и уже после этого наносится изоляция.

После экструдера расположены ванны для охлаждения кабеля.

Это очень важный процесс, и если что-то пойдет не так, то жила кабеля может сместиться, а сама оболочка тоже пострадать.

Вторая линия позволяет наносить ПВХ или даже термопласты (способны работать при температурах в 250 градусов)

Оставшаяся после ванны вода удаляется специальным оборудованием. После чего внешняя изоляция сушится.

На линии оплетки наносится как уже понятно из названия оплетка из металла. В зависимости от материала обеспечивается защита от механических воздействий или электрических помех.
В финале катушки с готовой продукцией поступают на склад,а оттуда заказчику.
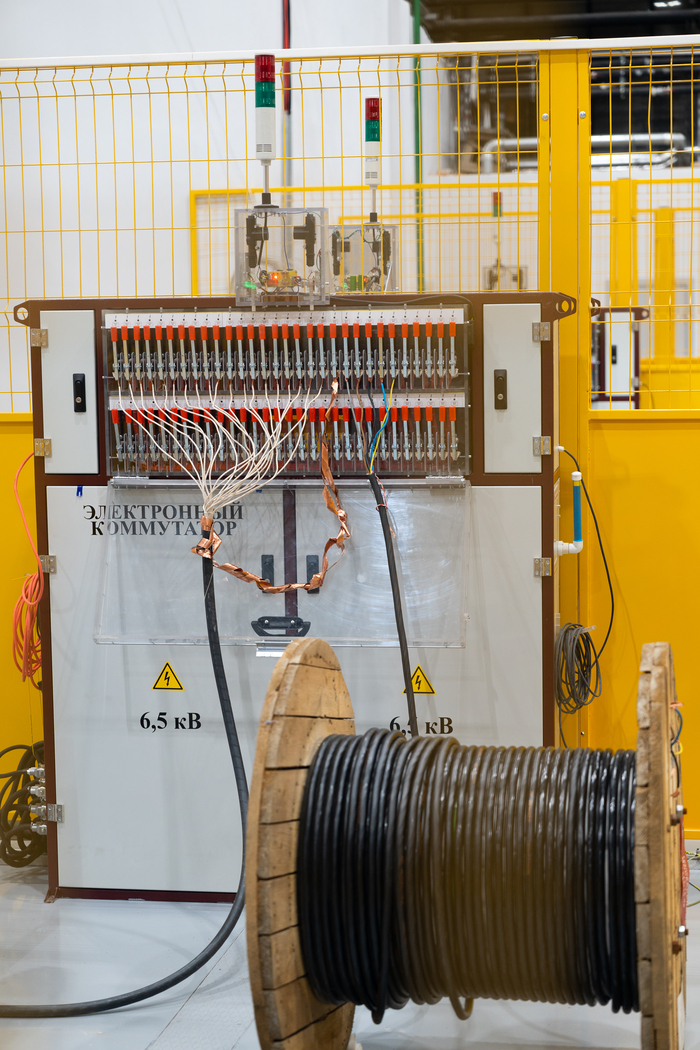
Отдел испытаний полностью автоматизирован. Оборудование тут на 50% наше и на 50% китайское.
Тут проверяют не пропускается ли ток изоляцией, все ли хорошо с толщиной и так далее.
Переходим на линию лужения. Она необходима чтобы защитить проволоку от различных воздействий и так же обеспечить быструю ее сварку. Заходит медная проволока в две ванны, в которых находится олово и дальше уже выходит готовый луженый продукт. Далее этот кабель пойдет для подвижного состава, так что скоро он будет в «Ласточке» или в поездах на МЦД.

Это не все оборудование. В ближайшее время будут установлены и налажены еще несколько станков.

Два слова по поводу импортозамещения. Хоть и потрясывает отдельных граждан от этого слова. Только один небольшой пример: на этом предприятии в том числе будут производить кабель, использующийся для телекоммуникаций. Это замена кабеля Sony Ericsson для базовых станций. Раньше как было — поставляют базовую станцию и кабель для нее берут у этих западных граждан по цене крыла самолетного. А теперь все иначе. И этот цех уже победил в тендере, так что, СонЯ, давай до свидания.
И это только самый простой пример.

P.P.S. Для всех любителей цифр небольшая информация для полноты картины.
Откуда деньги: инвестиции в создание нового производства превысили 530 млн рублей, из которых 262 млн рублей в виде льготного займа по флагманской программе «Проекты развития» предоставил федеральный Фонд развития промышленности. Это именно займ, который будет возвращен предприятие в фонд.
Это единственный проект с займами по выпуску электрического оборудования? Нет. ФРП уже профинансировал 84 проекта на общую сумму 24,4 млрд ₽. Общие инвестиции по этим проектам составляют 66,8 млрд ₽. При реализации проектов планируется создание свыше 3100 новых высокопроизводительных рабочих мест.
Показать полностью
21


Мой опыт и проекты в которых участвовал
Приветствую всех, кто заинтересован в инженерных работах! Меня зовут Павел Самута, и я готов предложить вам свои профессиональные услуги в области инженерии. Я уверен, что сотрудничество со мной принесет вам множество преимуществ.

Мой опыт и проекты в которых участвовал
Для заказчиков инженерных работ я предлагаю:
- Обширные знания в области технических наук, полученные в процессе обучения в Брестском государственном политехническом колледже и Брестском государственном техническом университете, позволяют мне легко понимать ваши требования и выполнять работу на высоком уровне.
- Способность применять современные технические тренды и инновационные разработки, что позволяет создавать качественные и конкурентоспособные проекты.
- Строгое соблюдение всех стандартов и обозначений на чертежах, а также выполнение сроков - моя репутация 5 из 5 на основании отзывов из карт.
- Помощь в подборе подрядной организации и поставщика, а также качественной производственной площадки.
- Готовность не только "перерисовать" ваш эскиз, но и придумать свой с учетом ваших требований и создать новые интеллектуальные решения, добавляющие потребительную стоимость.
- Дипломатичность, высокие коммуникативные навыки и опыт публичных выступлений.
Для производственных площадок я могу предложить:
- Привлечение новых клиентов на изготовление деталей.
- Опытные переговоры на техническом языке, накопленные за время работы с 2007 года.
- Помощь вашим клиентам в технической консультации и услугах инжиниринга, если у вас нет штатного инженера-конструктора.
Участие в различных проектах: мой опыт и компетенции
Реверс инжиниринг проекта, по замене в редукторах шестерен конических с круговым зубом. Дополнительно осуществлен подбор производства.
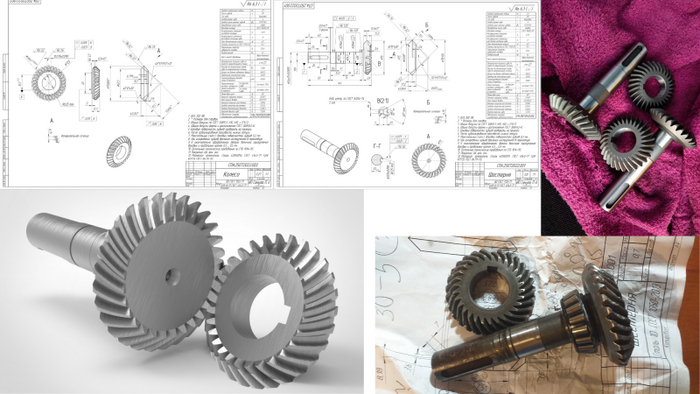
Реверс инжиниринг проекта, по замене в редукторах шестерен конических с круговым зубом.
Обратный инжиниринг поршня (бойка) гидромолота для сноса.
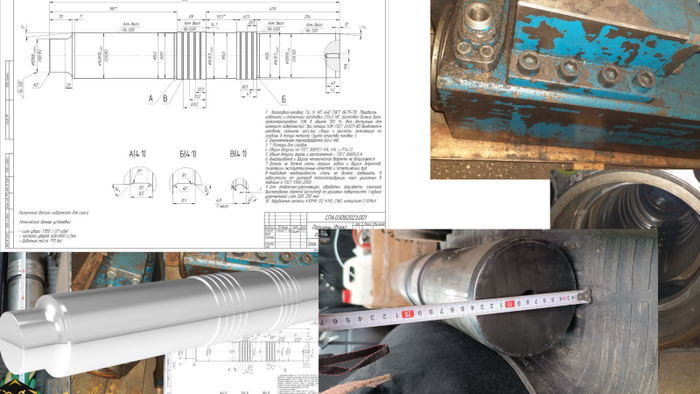
Обратный инжиниринг поршня (бойка) гидромолота для сноса.
Роторы винтового компрессора попутных нефтяных газов. Ремонт оборудования. Реверс инжиниринг.
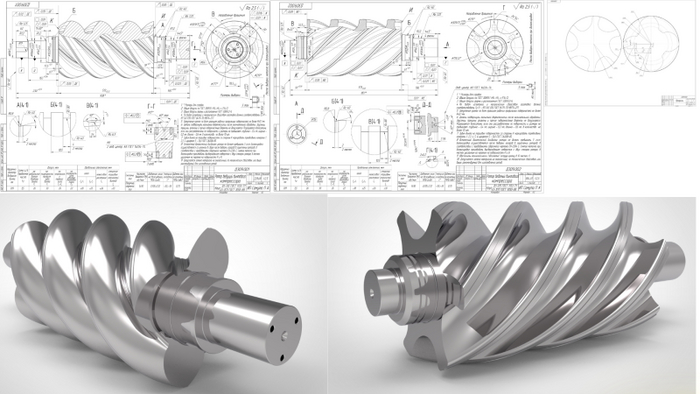
Роторы винтового компрессора попутных нефтяных газов. Ремонт оборудования. Реверс инжиниринг.
Создание 3D-модели в CAD - крышка корпуса.
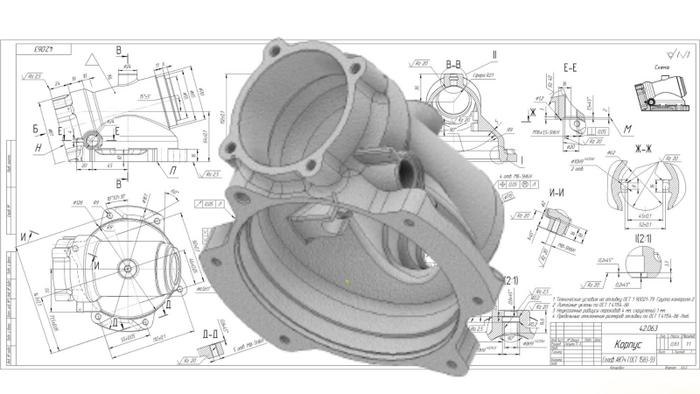
Создание 3D-модели в CAD - крышка корпуса.
Отсканируйте этот QR-код с помощью камеры вашего телефона, чтобы просмотреть объект в дополненной реальности.

Отсканируйте этот QR-код с помощью камеры вашего телефона, чтобы просмотреть объект в дополненной реальности.
Листовое тело, гибка, резка.
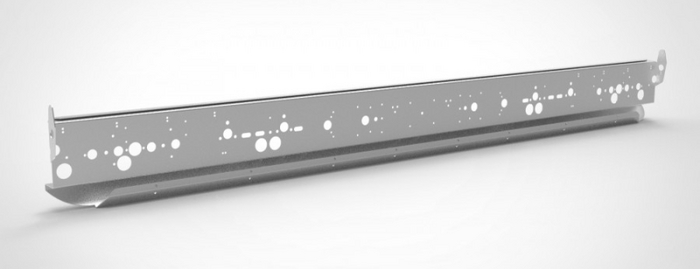
Листовое тело, гибка, резка.
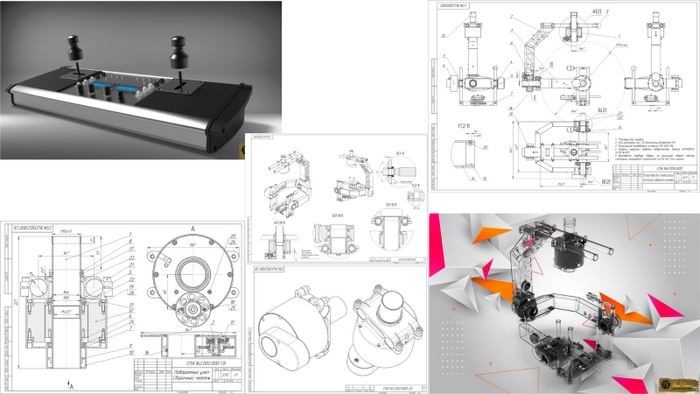
3D печать джойстик управления киносъемочным краном
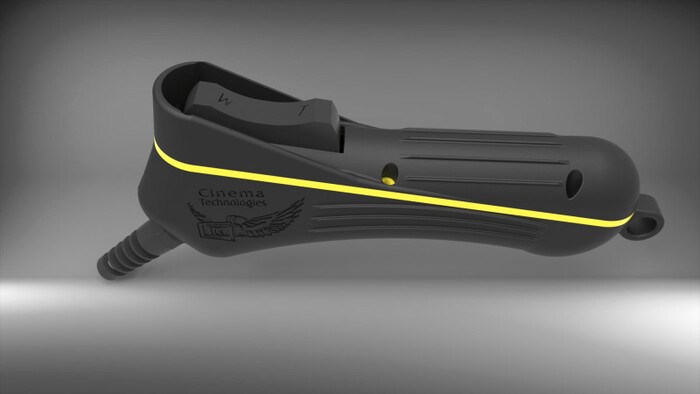
3D печать джойстик управления киносъемочным краном
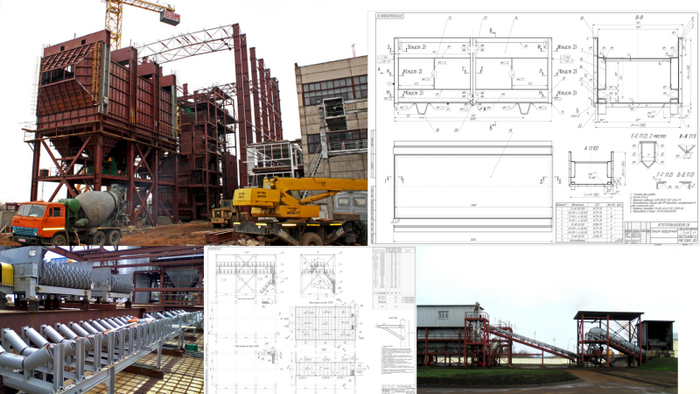
Котел Е-10-1,4 ДР, работающий на фрезерном торфе (взамен котла ДКВР 10-13 на котельной ОАО «ТБЗ Дитва»).
Котел Е-10-1,4 ДР, работающий на фрезерном торфе (взамен котла ДКВР 10-13 на котельной ОАО «ТБЗ Дитва»).
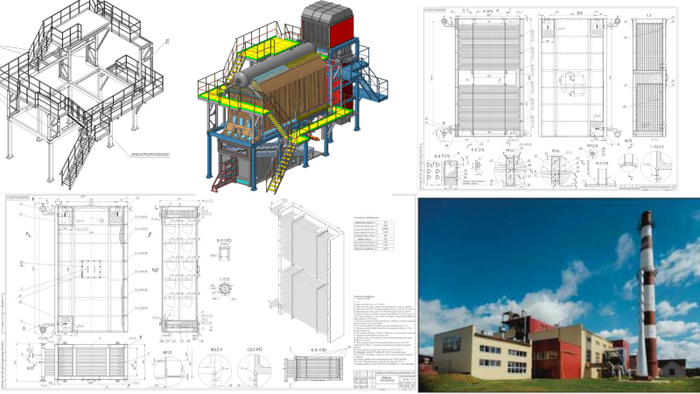
В 2009 году на электростанции реализован проект «Реконструкция Жодинской ТЭЦ с установкой парового котла производительностью 60т/ч, работающего на древесном топливе». На 03.04.2009 г. закончен и сдан, приемочной комиссии.
В 2009 году на электростанции реализован проект «Реконструкция Жодинской ТЭЦ с установкой парового котла производительностью 60т/ч, работающего на древесном топливе».
Ковш чайниковый емкостью 1,0 т (Ковш 3Ч 1 СТБ 1857-2009)

Ковш чайниковый емкостью 1,0 т (Ковш 3Ч 1 СТБ 1857-2009)
Коробка переключения передач.
Коробка переключения передач
Конкурс песни «Детское Евровидение — 2018». Проектирование оборудования для съемок.
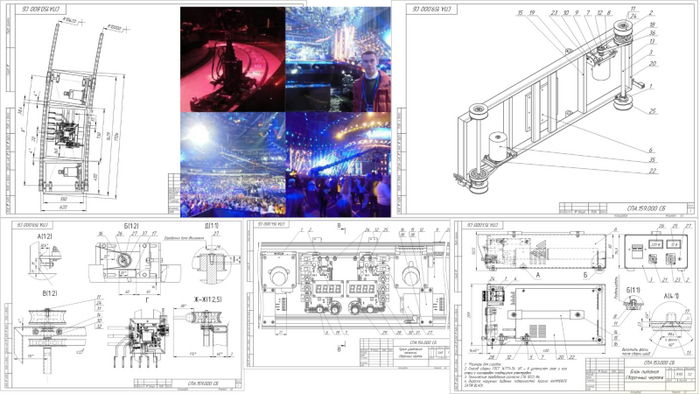
Киносъемочное оборудование.
Киносъемочное оборудование.
Работая со мной, вы получите не только качественные инженерные услуги, но и надежного партнера, готового помочь вам в решении самых сложных задач. Не стесняйтесь обращаться ко мне - я всегда готов к новым вызовам и интересным проектам! У вас есть идеи и остались вопросы?
✓ Пишите, рассказывайте о своем бизнесе. Пожалуйста поделитесь этим постом с теми, кому как вы считаете это будет важно.
Показать полностью
13

Приобрели новые станки ЧПУ на производство мебели - показываю процесс загрузки
В прошлом посте рассказал про ремонт нового цеха и перепланировку производственных отделов. Параллельно с процессом ремонта загружали новые ЧПУ станки. Через окно. Расскажу немного о новых станках и покажу процесс доставки цех)

Для начала - зачем нам нужны были новые станки.
У наших стандартных ЧПУ станков рабочее поле 1,5х1,6 м - используем для распила листы фанеры точного размера 1525 х 1525 мм. Для увеличения объема работы купили два широкоформатных станка с большим рабочим полем 2х3 м. С новыми станками у нас в будущем будет запас мощностей производства и возможность работать с разными материалами. Тогда можно будет еще увеличить смены сотрудников.
При разгрузке станков возникла проблема - они не влезли в грузовой лифт. Производство у нас на 2 этаже, поэтому решили затаскивать через окно. В одной из секций окон полностью убрали проем и раму.

Одновременно мы меняли старые окна нижних рядов по всему цеху. Если в них железную раму оставляли и только вставляли сам стеклопакет, то это окно пришлось полностью демонтировать. Каждое квадратное окно размером 1х1 м, в одной секции таких окон 9 шт.
С помощью манипулятора затащили с улицы станки весом 1200 кг каждый через проем.
Процесс:





После загрузки секцию застеклили, но хитрым способом - если нужно будет снова загружать станки, мы срезаем пену, снимаем крепеж и легко снимаем окна. Удобно, и финансовых потерь и трудозатрат будет меньше.
Вся операция с проемом окна (демонтаж и монтаж) с перерывами на затаскивание станков заняло 10 дней.
Таки образом увеличили кол-во станков с 5 до 7 с ростом объемов производства. В цифрах - на 5 станках производили 8 тыс условных единиц продукции в месяц, на 7 довели до 11 тыс.
Новые станки в цеху.


Стараюсь чаще писать о производстве. Подписывайтесь на блог)
Для тех кому интересно, что мы производим:
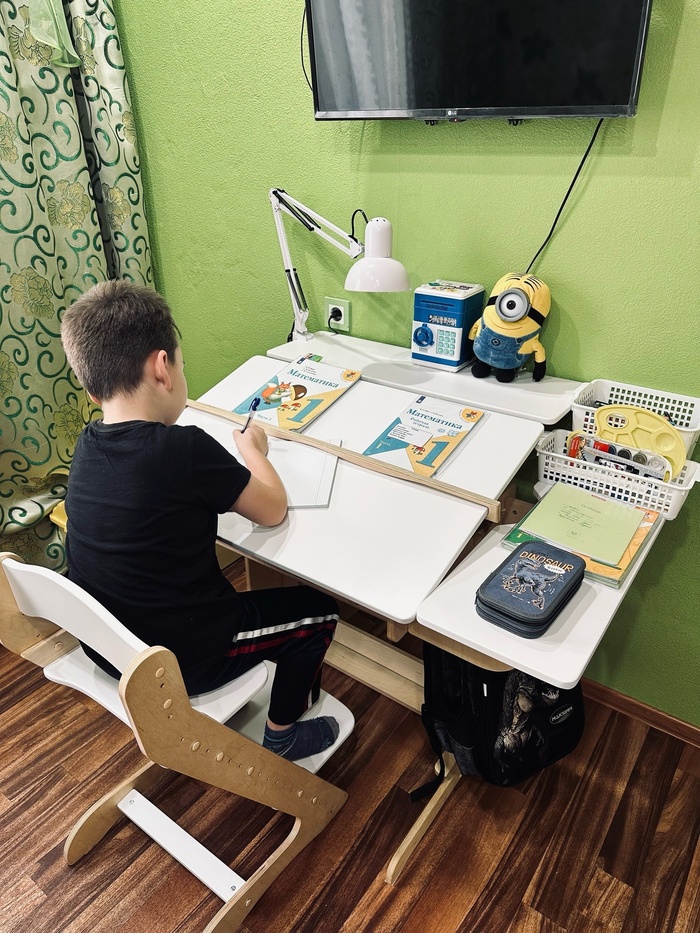
Конторки для работы стоя

Растущие парты и стульчики

Нейротенажеры

И много всего другого)
Показать полностью
12

Почему российские заводы производят анальные лубриканты? Есть ли среди них АО с целевым гос.финансированием и прибылью?
Почему российские заводы производят анальные лубриканты? Есть ли среди них АО с целевым гос.финансированием и прибылью? Где находится ИГИЛ?
Как мы расширили производство почти в 2 раза - фото до и после
В конце весны мы расширили производственный цех, поставили новое оборудование и перепланировали отделы производства. Вкратце расскажу и покажу, как это было)

Раньше ютились на площади 1809 м² - была зона ЧПУ и зона шлифовки. При текущих продажах на тот период нам хватало по 8-10 шлифовщиков и 1 чпушника в смену.
Зона ЧПУ с двумя станками

Часть зоны шлифовки

Запланировали увеличить производственные мощности - заказали новые станки и начали кампанию по найму сотрудников цеха.
Мы занимали не всю территорию цеха - часть цеха арендовало другое производство, были поставлены перегородки. Позже они съехали, и мы забрали территорию себе.
Сделали скрины из видео, когда снимали производственные процессы)


Теперь площадь цеха 2 802 м².
Сложность была в том, чтобы сделать ремонт и перестановку, не затормозив производственный процесс - не могли себе позволить останавливать производство даже на день.
Технический директор Максим организовал сделать все за ночь.
Подключили новый щит в одно питание, провели электрику, подключили новый свет. Покрасили стены и трубы.


Перенесли часть шлифовального оборудования. Подключили пылеудаление.

Теперь шлифовка находится дальней части цеха, на новой территории, ЧПУ на другом конце. Пыль от шлифовки больше не оседает на станки, как это было раньше.

С пылью сейчас гораздо лучше - организовали посменную уборку цеха.
В скопе с расширением решили поменять окна по всему цеху, чтобы стало светлее - раньше стояли старые железные окна, которая не открывались. Летом приходилось ставить мощные вентиляторы.
Поменяли 18 нижних окон. Демонтировали так, чтобы потом можно было вставить стеклопакет без какого-то добавления, чисто под крепёж.
Сейчас у нас 52 сотрудника в цеху и несколько новых станков. Подробнее расскажу о станках позже)
Если интересует, что мы производим - растущую мебель для работы и учебы для сохранения здоровья. В группе Вконтакте подробности
Показать полностью
12
Просто фото наших шлифовщиков)





Показать полностью
5


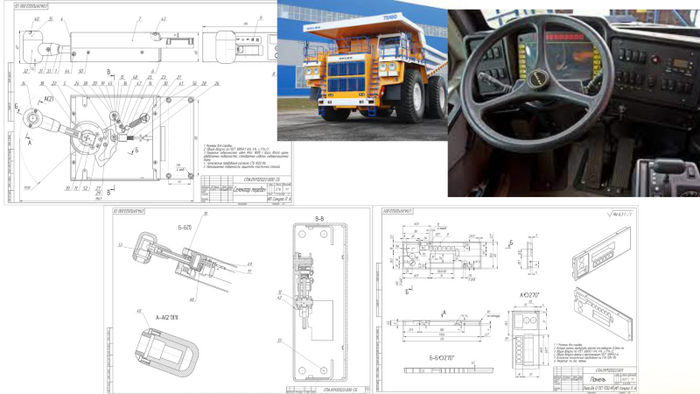
Зубодолбежный станок с ЧПУ
ООО Первая станкостроительная компания передала Заказчику специальный зубодолбежный станок модели ЕЗС-207 (Аналог 5А122).

Покупатель станка АО «Пневмостроймашина» - PSM-HYDRAULICS® г. Екатеринбург — российский лидер в конструировании и производстве аксиально-поршневых гидромашин и гидроклапанной аппаратуры. Доля предприятия на рынке силовой гидравлики составляет более 80%.
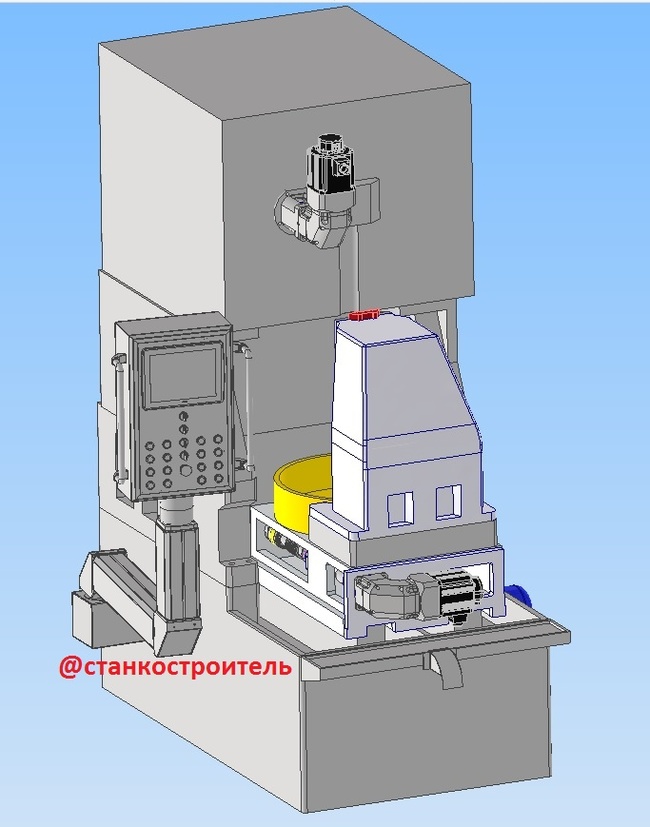
По требованию заказчика станок доработан, увеличена высота обрабатываемого изделия, установлена ЧПУ и задняя стойка.
Зубодолбежный полуавтомат предназначен как для обработки шестерен типа “диск”, так для обработки деталей типа “вал-шестерня”, для чего на станке установлена контрподдержка.
Максимальный диаметр обработки 250 мм, макс. модуль 6, число двойных ходов 1200 в мин. Максимальный высота изделия 500 мм.
Станок ЕЗ-207 станок оснащен цифровой гитарой. Перенастройка станка происходит автоматически путем задания на дисплее параметров обработки. Возможность хранения в памяти устройства ЧПУ до 100 различных наладок.
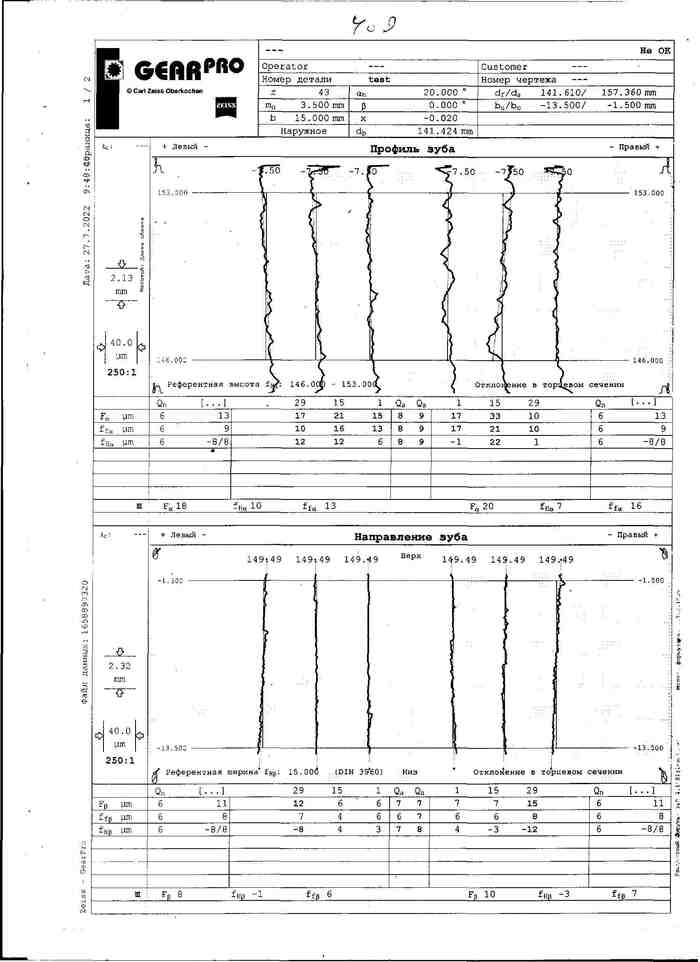
После изготовления опытной партии деталей, производились измерения наиболее важных параметров зубьев, на контрольно-измерительной машине Carl Zeiss Gear Pro. Измерения подтвердили класс точности станка П – повышенный.
Показать полностью
3
1