






Что надо успеть за выходные
Выспаться, провести генеральную уборку, посмотреть все новые сериалы и позаниматься спортом. Потом расстроиться, что время прошло зря. Есть альтернатива: сесть за руль и махнуть в путешествие. Как минимум, его вы всегда будете вспоминать с улыбкой. Собрали несколько нестандартных маршрутов.

Как добывают гранит в России
Вместе со словом «каменоломня» возникает ассоциация со словом «каторга» и воображение сразу рисует в голове жутковатые картинки о непосильном труде истязаемых усталостями и болезнями людей. На самом деле это мало чем отражает реальность.

Современная добыча блочного камня процесс хоть и очень трудоемкий, но вполне посильный для профессионалов. О том, как и для чего добывается такой камень я постараюсь рассказать на примере одного гранитного карьера на севере Ленинградской области.
Карьер скрыт от посторонних глаз, укрывшись в глухих местах почти на границе с Финляндией. Дорога есть, но назвать это дорогой довольно сложно. Скорее направление. Ухабистая грунтовка протяженностью около сорока километров от Каменногорска до карьера отняла у нас больше часа. Каждый новый километр был хуже предыдущего, пока наконец дорога не превратилась в сплошное песчано-глинистое месиво. Верный знак. Значит мы почти на месте.

На первый взгляд карьер выглядит заброшенным. На въезде нам не попался ни один человек. Но ничего удивительного. Из-за сложностей зимней добычи руководство этого карьера приняло решение не производить разработку в зимний период. С наступлением морозов работа здесь полностью останавливается до весны. Сейчас в апреле только началась расконсервация производства после зимнего застоя. Первая вахта приехала сюда всего неделю назад. Сразу нужно сделать оговорку, что этот карьер сам по себе довольно небольшой и добычу блоков здесь тяжело назвать промышленной. Объемы весьма скромные и составляют в среднем 180-200 м3 готовых блоков в месяц, что в несколько раз меньше, чем на аналогичном карьере по соседству.

Бытовые условия здесь спартанские. Электричества нет. Все электроснабжение осуществляется при помощи дизельного электрогенератора. Все остальное как в деревне. Вода в колодце, туалет на улице, душ там же. Отопление печное. Суровый быт суровых камнетесов.

Картину брутальности дополняет потрепанный бульдозер отечественного производства, как монумент дремлющий около бытового городка. Для него здесь не слишком много работы.

О карьере и о ньюансах работы нам рассказал старший текущей смены, любезно согласившийся на проведение небольшой экскурсии по своему хозяйству. В смене всего 5-7 человек. Практически все работники обладают универсальными навыками и совмещают несколько должностей. Рентабельность производства при существующих объемах здесь стараются повысить снижением себестоимости, в том числе и экономией на штате. Горный мастер здесь выступает и как начальник участка, и как энергетик. Оператор погрузчика может быть и кольщиком, и оператором пил, и механиком.

Склад готовой продукции в начале сезона выглядит довольно скромно. Карьер не выполняет никаких видов обработки, кроме непосредственной добычи. Эти гранитные блоки и есть то, что идет на продажу. Четких размеров для блоков нет, выдержать которые было бы крайне тяжело и затратно. Поэтому существуют категории или группы. Согласно ГОСТ определены 4 группы блоков. I группа - блоки свыше 5 м3, II группа - блоки 3-5 м3, III - 0,7-3 м3, IV - 0,1-0,7 м3. Блоки должны иметь форму максимально приближенную к параллепипеду. Могут быть отклонения от правильности формы, но и они строго регламентированы. Ценность блока зависит от его объема. Чем больше объем блока тем больше не только его стоимость, но и больше стоимость одного кубического метра.

Однако, не смотря на более высокую стоимость, крупные блоки добывать не слишком выгодно. Основным спросом пользуются блоки II и III группы. Такие как например этот. Это классический пример наиболее востребованного на этом карьере блока. Его размер примерно 1х1х2,5 метра.

Однако среди готовых блоков есть гиганты. Неизвестно сколько такой блок будет ждать своего покупателя, но рано или поздно это произойдет и это будет выгодная продажа. Крупные блоки обычно берут для последующей распиловки на слэбы - пластины, из которых потом изготавливают, например, столешницы или подоконники. Но эта продукция не слишком ходовая. Гораздо чаще из гранита изготавливают облицовочную плитку, бордюрный камень или плиты для мощения мостовых и тротуаров. Для этих изделий такой размер сырьевых блоков просто не нужен.
Поэтому в большинстве случаев добытые крупные блоки пассируют для придания им более востребованных габаритов и правильной формы. Для этого используется специальное бурильное оборудование, которое способоно очень быстро, а главное точно пробурить строчку из параллельных отверстий, по которым позже блок будет расколот на части. Существует и более технологичный способ - распилка, но в плане мобильности бурилка выигрывает, хотя и заметно уступает в скорости и качестве. После дисковой пилы края блока приобретают гладкие ровные поверхности, что положительно влияет на его товарные качества.

Технологии добычи блоков существуют разные. Самый распространенный добычи в нашей стране еще недавно был способ слабых взрывов. Но у него есть множество недостатков. При таком способе добычи получается огромное количество отходов, достигающее 80% от полученной горной массы. Кроме того, неправильный расчет мощности взрыва может привести к появлению трещин из-за чего такой камень будет просто никому не нужен. Таким образом можно вообще загубить месторождение и единственным продуктом, который можно будет получить останется только щебень. Поэтому все большее распространение получает способ канатного пиления. Конструкция канатной пилы очень проста. Фактически это электромотор, который протягивает канат, отдаленно похожий на велосипедную цепь с режущими алмазными элементами.

Именно после ее работы остаются такие идеально ровные и гладкие стены. Но не все так просто как кажется на первый взгляд. Если в процессе пиления ничего сложного - пила пилит самостоятельно, постепенно по мере пропиливания смещаяясь по рельсам, то процесс подготовки куда более трудоемкий.

Для того чтобы завести канат необходимо предварительно пробурить в скале два отверстия. Одно вертикально, а второе горизонтально. причем их нужно пробурить таким образом, чтобы они пересеклись в одной точке. Малейший перекос бура и бурение пойдет насмарку. Для этой операции в мире разработано множество устройств, упрощающих жизнь горнякам, но на этом карьере традиционно доверяют ручной переносной буровой установке с пневмоприводом.

Бурит она гранитную породу весьма эффективно, но имеет свои особенности. Для работы ей нужен компрессор. Хорошо если есть дизельный компрессор. Он может работать автономно. А если компрессор электрический, то к нему придется либо тянуть провода с электропитанием, либо питать от дизельного генератора. Такая схема как раз и применяется на карьере. Как вы помните внешнего электроснабжения здесь нет. По мере бурения длину бура приходится наращивать. Это делается с помощью бурильных труб, которые кроме удлинения обеспечивают также подачу воздуха.

Пожалуй главным недостатком такого бурового инструмента является его неточность. По словам самих рабочих, самое сложное в канатном пилении это точно пробурить скважины. Это получается, увы, не всегда. Иногда приходится перебуривать, зачастую не один раз. Если все прошло гладко в полученные отверстия заводится режущий канат и дальше достаточно присматривать за пилой, пока она отпиливает кусок скалы.

Пилят вертикальными ломтями, называемыми панелями. После того как пропил закончен панель заваливают. От удара о землю она как правило раскалывается по естественным трещинам. После этого полученные блоки сортируют и придают им товарную форму.
Заваливание панели, пожалуй, самая опасная процедура во всем процессе добычи блоков. Чем выше горизонт, тем опаснее. Панель заваливается при помощи погрузчика. В распил сверху вставляется тяпка - стальной крюк. К нему крепится трос, на другом конце зацепляется погрузчик и медленно начинает тянуть. В какой-то момент скала не выдерживает и заваливается. Не хотел бы я в этот момент находиться рядом. Кстати риск непроизвольного самостоятельного заваливания отпиленной панели тоже существует. Поэтому надо быть предельно осторожным и избегать потенциально опасных зон.

Трещины - главный враг добытчиков. Если трещин много, то соответственно увеличивается процент отходов. В отходы уходят обломки неправильной формы, с неправильным направлением слоистости камня, слишком пестрым рисунком и т.п. Впрочем понятие отходы в данном случае довольно абстрактное. При желании, практически весь этот отход можно соответствующим образом переработать. Например, расколоть его на мелкие изделия, такие как брусчатка. Другой вопрос насколько это целесообразно. Тут каждый карьер решает эту задачу самостоятельно.

Главной машиной на блочном карьере бесспорно является огромный фронтальный погрузчик. Именно он выполняет всю тяжелую работу на карьере. Благодаря его силе и весу, он является незаменимым помощником человека практически во всех операциях, от расчистки забоя от отходов, транспортировки блоков, до заваливания панелей. Самым распространенным погрузчиком для работы на подобных карьерах является CAT 988. Это огромная махина весом 50 тонн, невероятно сильная и надежная. Такой агрегат имеет просто космическую стоимость - около 800 000 долларов. Одна только шина от такого погрузчика стоит около 10 000 долларов.

Как я уже сказал. Эта машина делает абсолютно все. С ее помощью готовые блоки перемещаются на склад, забой очищается от обломков, производится доставка топлива к установкам в любой точке карьера, осуществляется погрузка на автотранспорт, отсыпаются и ровняются подъездные пути, производится уборка снега.

Для перемещения и погрузки блоков погрузчик не использует ковш. Для этих операций имеется другое приспособление - вилы. Погрузчик оборудован быстросъемным устройством, позволяющим оперативно менять навесное обрудование. Достаточно пары минут, чтобы ковшовый фронтальный погрузчик превратился в погрузчик вилочный на подобие того, что мы часто встречаем в крупных магазинах строительных товаров. Только больше, намного больше.

Вилы, кстати, тоже солидные. Под стать самой машине. Им приходится поднимать вес до 20 тонн. Но иногда блоки весят и больше. Для их транспортировки стандартные грузовые полуприцепы не подходят. Их перевозят на усиленных платформах, на таких обычно транспортируют тяжелую строительную технику, а погрузка осуществляется уже при помощи крана.

А так выглядят те самые отходы от производства блоков: обломки, осколки и обрезки, по своей форме и размерам не попадающими ни под одну группу. Отечественные карьеры традиционно не заботятся о переработке своих отходов, которые на самом деле являются прекрасным сырьем. Но для этого требуется соответствующее оборудование, которое весьма дорогостоящее. Кроме того это уже соврешенно другой профиль и другой рынок сбыта. Самим карьерам это просто не выгодно, а переработчкам камня в свою очередь невыгодно транспортировать обломки до своих производств. Из-за этого отвалы давно работающих карьеров достигают невероятных размеров. Порой в них накапливается по нескольку миллионов кубических метров породы.

Камнедобывающий бизнес в России только сейчас начинает выходить на путь высоких технологий. Все чаще применяется высокотехнологичная техника и оборудование, используются более эффективные технологии, появляются дополнительные цеха по переработке камня. Разумеется такое развитие напрямую зависит от руководства и, к сожалению, у нас пока чаще бывает так, что существующее состояние дел многих устраивает. Впрочем эта ситуация не только в горнодобывающей промышленности.

Спасибо всем, кто поддерживает познавательные репортажи в "Как это сделано". Отблагодарить можно по ссылкам
https://pay.cloudtips.ru/p/19c62f42
Посмотрите еще мои репортажи, которые я снимал на разных заводах, там много интересного Мои производственные репортажи
Познавательные посты и ролики о том как устроены вещи, как работают и как сделаны публикуются в сообществе Как это сделано, присоединяйтесь, там много интересного!
Показать полностью
22

Наш первый бизнес. Чего делать категорически нельзя?
Всем привет! Нас двое меня зовут Максим, а моего друга зовут Александр. Встретились мы не так давно, но сразу услышали друг друга, о жизненных позициях, об опыте каждого из нас, он разный. Кто-то моложе, кто-то старше и в случайном разговоре появились общие интересы. На тот момент Александр занимался 3D печатью и моделированием, а я работал управляющим в кафе. Меня заинтересовала его деятельность, для меня это было новое, и я давно хотел уйти из общепита, потому что не видел себя в нем в будущем. Находясь в диалоге пару месяцев, мы начали развивать тему моделирования разных изделий, и пришли вместе к тому, что есть необходимые вещи в каждом доме. Это можно быть что угодно, но мы остановились в детском направлении, а именно детском стульчике. Почему именно это? Потому что детский стульчик нужен в каждой семье без исключения, у кого есть дети, все это знают. Он может быть из пластика, из дерева, он может быть какой угодно. Форма не имеет значения! Но сам стульчик имеет громадное значение! Это факт, он был у нас в детстве у каждого. Форма стульчика соответствует возрасту вашего ребенка. Они бывают для кормления, когда ребенок еще не ходит, дальше они становятся инструментом, чтобы ребенок дотянулся до чего-то. Потом они становятся полноценным предметом использования и во взрослом возрасте, мы все сидим на них. В процессе полного погружения в этот вопрос, мы обнаружили, что есть инклюзивный дизайн. Что это? Инклюзивный дизайн подразумевает создание продукта доступным для всех. Мы ясно это видим и в этом есть развитие.
Хотим с вами поделиться чего делать категорически нельзя! Вопрос риторический возможно, но повторим его. Чего делать действительно нельзя? Спешить нельзя! Ответы рождаются из тех вопросов, которые уже существуют. Это возможно только увидеть. Увидеть из чего рождаются вопросы, а не ответы. А вопросы рождаются из реальности, из того, что есть на самом деле.
Первый вопрос, который у нас появился, какая форма должна быть? Мы воспользовались площадкой Etsy, наблюдая за товарами, которые были там в тренде. Нашли цифровой магазин с изделиями из фанеры и классным дизайном продукта.
Второй вопрос, как это купить? Воспользовались контактом и через Дубай приобрели цифровой файл. Могу дополнить, что не имей 100 рублей, а имей 100 друзей. Приобретя этот файл появился следующий вопрос.
Третий вопрос, а где это распилить? Мы опять погрузились в этот вопрос и начали его изучать. Находясь в Москве, есть огромное количество предложений. Пришли к простому решению склад фанеры и станок ЧПУ должны находится в одном помещении, что напрямую влияет на себестоимость. Мы нашли такое производство. Так как у нас был готовый файл, мы его решили распилить. Встретившись на производстве, пообщались, они ответили на все наши вопросы, их было много, какая фанера, сорт, классификация, размер фрезы и тд. В последствии оказался один момент, который никто не учел. Это влажность в помещении, которая влияет на фанеру (но это отдельная история). Ребята все четко распилили, без вопросов за 2 дня. Кому интересно, можем поделиться контактом.
Четвертый вопрос, соединение элементов стульчика? Изначально, как оказалось, детали стульчика фиксируются на клей, что в нашем случае неприемлемо, потому что покупателям клеить нет смысла, должен быть быстро фиксируемый крепеж. Начали разбираться с видами крепежа, это оказалось очень занимательной темой, есть конфирматы, есть саморезы, есть винты с футорками. Сделали тесты всех видов, у каждого вида свои фиксированные размеры, наш выбор остановился на саморезах, потому что конструктивная особенность подразумевает крепеж под углом. Это самое простое и надежное решение.
Пятый вопрос, упаковка? Погрузившись в вопрос упаковки, мы поняли, что все что делается индивидуально, стоит космических денег, что сильно бы повлияло на себестоимость. Вообще упаковка тянет на целую статью, расскажем в последующих статьях. Каким-то чудом мы нашли готовую упаковку, идеально подходящую под наши размеры за 42р. По индивидуальным размерам цена за упаковку варьировалась от 150р до 300р. В принципе, казалось бы, можно упаковывать… Но по факту это оказалось только началом!
Продолжение в следующей статье, друзья.

Показать полностью
1


Как сплести серебряную цепочку

Производство цепи Бисмарка начинается с наматывания проволоки на железный штырь.
Проволока 1мм, ригель 3мм.

Получается такая заготовка


Разводка нужна для облегчения сборки.

После разводки витков, нарезаем кусачками звенья.


Сплетаем звенья в цепь. Пропаиваем в местах соприкосновения наружных «усиков», со всех сторон!


Протягиваем цепь в вальцах до появления характерной формы Бисмарка.

После протяжки, равномерно по всей длине опиливаем плоским бархатным напильником задавая форму.
К сожалению, не могу показать процесс изготовления концевиков (ушек) и замочка,
времени было мало!

После концевиков и замочка, шлифуем самой мелкой наждачной шкуркой до появления глянца.
Затем на 15 минут в электромагнитную галтовку с шариками, иголками и моющим средством, затем полировка.

Материал серебро 925 пробы. Название плетения Бисмарк.
Показать полностью
11


Как делают ватные палочки
Ранее я уже выкладывал тут рассказы о том, как делают китайские палочки для еды , зубочистки , деревянную посуду Производство одноразовой деревянной посуды (ложки, вилки, тарелки)
После ряда вопросов решил добавить еще пост о том, как делают ватные палочки.

Местами технологии схожи, но есть нюансы. Честно говоря, я использую пикабушные посты для упрощения работы с клиентами. :) Часто проще скинуть несколько ссылок на эти описания, чтобы человек понял базовые принципы того, что он хочет сделать и осознал куда придется влезть. Почему-то существует уверенность, что разные простые вещи делаются просто. Нет, это так не работает.
ВАЖНО! На фото и видео в основном процесс настройки оборудования, именно поэтому палочки рассыпаны на полу, на столах, в разных коробках. :) Не надо писать про ужасную нестерильность и грязные палочки. Это настройка. Все палочки потом пошли в печку кроме образцов, которые я себе отобрал. На производствах (и в Китае и в России) чистота и порядок.
Итак. Заказчик попросил оборудование для производства ватной палочки. Бывает она в основном пластиковая и деревянная. Есть еще бумажные варианты и прочая экзотика, но об этом не будем. Коротко обрисую 2 цикла подготовки заготовки из дерева и пластика, потом они все сходятся к одному станку. На видео везде убрал звук, информации аудио нет особой, а вот подскочить от внезапного визга пилы можно.
Дерево.
Берем березовые чурки и варим их долго и упорно в горячей воде по специальному секретному алгоритму. На фото внизу один из вариантов варки, снято на китайском заводе.

Один из вариантов варки (снято на китайском заводе)
Затем распаренные чурки очищаются от коры и идут на лущильный станок, который превращает их в ленту толстого шпона.
Шпон идет на рубочный станок, который из него делает плашки одинакового размера.
Нарубленные плашки сушат в сушилках, затем отправляют на фрезерные станки, где с помощью пары фрез из плашки получают круглую заготовку заданного диаметра.
Заготовка идет в шлифовальную машину фрикционного типа, где в процессе трения друг об друга палочки становятся гладкими, убираются торчащие волокна и прочие мелкие огрехи.
Затем заготовка нарезается на автоматической пиле на нужный размер и прогоняется через механический сортировщик, где отсеивается короткая, длинная и ломаная заготовка.

Автоматическая пила для нарезки заготовки зубочисток, ватной палочки.
Итак, мы получили деревянную заготовку. На самом деле процесс более сложный, нудный, писать о нем можно долго, но для общего понимания этого достаточно.
Пластик.
Для получения пластиковой заготовки ватной палочки применяется специальный экструдер с блоком нарезки. Ниже приложу видео работы такого агрегата. В Китае мы заказывали станки для производства ватной палочки и экструдеры на одном заводе, поскольку агрегаты взаимосвязаны и завод одновременно выпускает и экструдеры и линии намотки, формируя готовую линию под требования заказчика. Тут все более-менее просто, в экструдер засыпаем пластик в гранулах и добавки, на выходе получаем нарубленную в размер заготовку. Диаметр заготовки можно регулировать в некоторых пределах (один экструдер может выдавать и 2 и 2, 5 и 3 мм палочку), длина регулируется в очень небольших пределах. В принципе, сам экструдер - штука универсальная, при замене головы на выходе (фильера) можно и трубочку для коктейля делать, но вот блок нарезки придется изготавливать уже другой.
Итак, у нас есть заготовка, пластиковая или деревянная, нам надо из нее сделать ватную палочку. Мы заказывали универсальные станки, которые могут работать и с пластиковой и с деревянной заготовкой. Разница на начальном этапе. Вате надо как-то зацепиться за кончик палочки, чтобы намотаться и создать головку. Для этого на дерево наносится клей, а пластиковая палочка проходит мимо термоголовки, которая подплавляет пластик и на кончиках палочки формируются заусенцы, за которые цепляется вата.
В бункер станка загружается заготовка. На фото березовая, но может быть и пластик. Кстати, о березе. В Китае 99,9% ватной палочки на древесной основе делается из бамбука. Нам пришлось долго и упорно искать в Китае завод, где нам сделают заготовку нужного нам размера из березы для тестирования станков, поскольку отправлять такой объем в Китай из России - тот еще гемморой. Нашли на севере завод зубочисток, у которого на складе завалялись фрезы под нужный диаметр и там заказали заготовку.

Сами станки весьма не маленькие и места занимают прилично.

Тут 2 линии, в принципе одинаковые, но одна настроена под пластик, вторая - под дерево.
Я видел станки немецкого или шведского производства, они компактнее, работают быстрее, но стоят раз в 5-10 дороже и очень требовательны к качеству заготовки. Вообще легче всего работать с пластиком. Он стабилен. Дерево, как ни старайся, все равно гуляет по размерам и геометрии заготовки. А любые отклонения приводят к проблемам в работе станка. Китайцы говорили, что на пластике один человек может контролировать работу 2-3 станков, а если дерево - только один станок.
Самая сложная и нудная в настройке часть - блок намотки. Вот тут надо упомянуть одну особенность. Станки изготавливаются под четкий конкретный диаметр заготовки! И если длину еще как-то можно отрегулировать на пару миллиметров, то диаметр заготовки один! Прежде, чем заказать станки, надо четко понять и выяснить с каким диаметром заготовки планируется работать. Дело в том, что вырезы на колесах, которые передают заготовку, вырезы на транспортировочной цепи, звездочки в механизме, размеры пневмозахвата - все это делается под один размер. И перенастроить станок с 2 на 2, 7 мм, например, не получится.



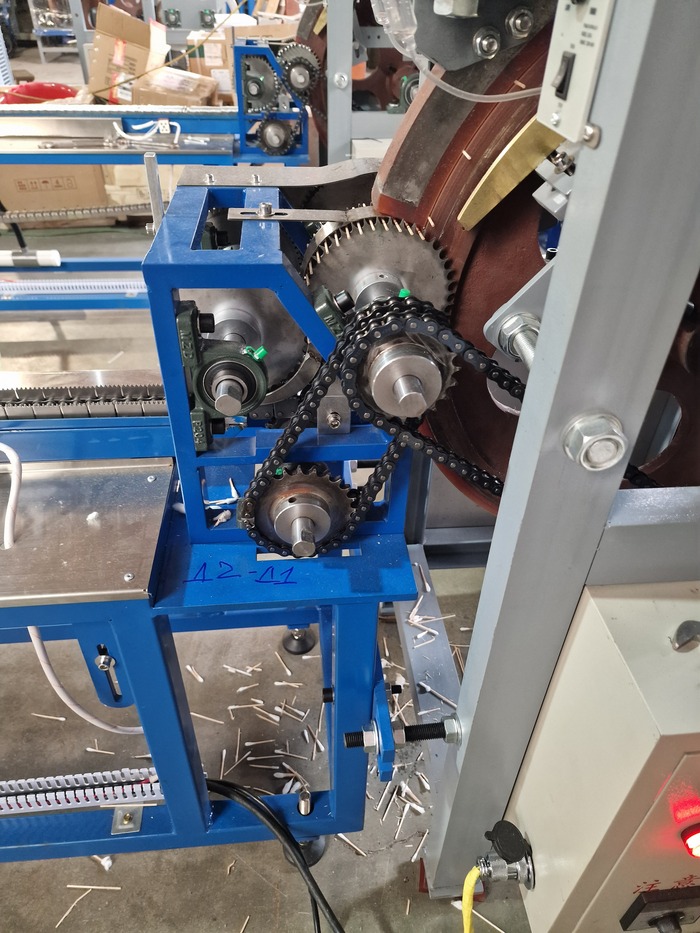
И так, как это работает. Палочку из бункера подхватывает колесо с вырезами, передает на второе такое колесо, в процессе заготовка выравнивается, проходит через механизм клеенанесения (валик с клеем) для дерева или термоголовку для пластика. Затем попадает между неподвижным основанием и колесом, которое прокатывает ее между лентой и подаваемой сверху ватой. Вату в виде жгута затягивает специальное устройство сверху, которое ее разлохмачивает и разравнивает. Вата наматывается на вращающуюся палочку и формирует головку, затем сверху ватная головка смачивается специальным составом, который склеивает волокна и не дает ватной головке разлохмачиваться. Система звездочек подхватывает сырую палочку и укладывает ее на специальную зубчатую ленту - цепь, по которой палочка ползет дальше.

Так выглядит транспортировочная цепь. На фото 2 фрагмента под разную палочку. И тут становится понятно про диаметр заготовки, На фото видно, что вырезы отличаются по размерам и шагу между ними.
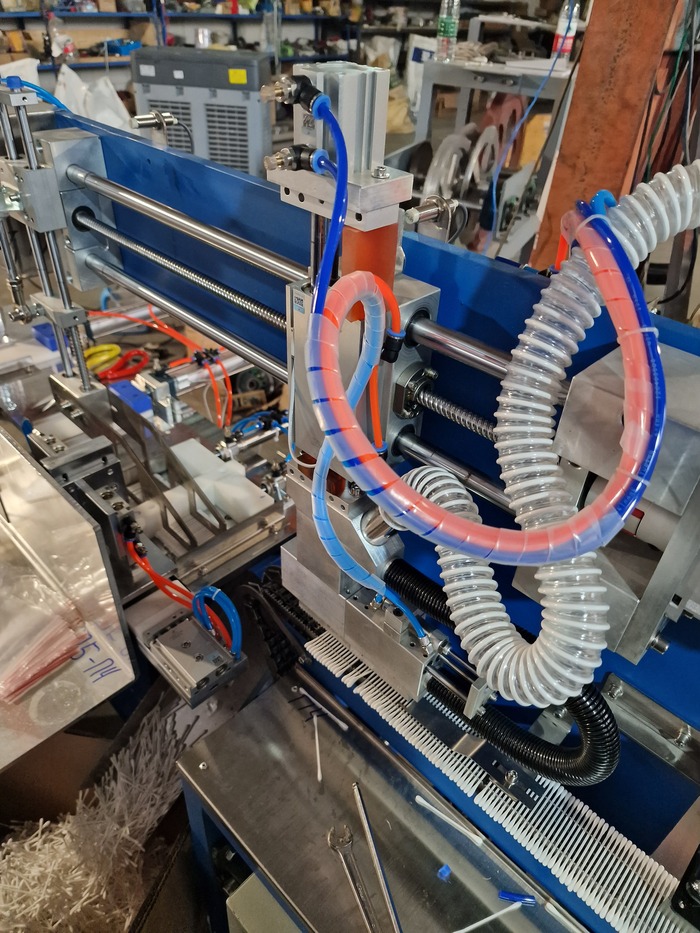
Палочка ползет по транспортеру в зону сушки.

Перед сушкой специальные пластины с пневмоприводом выравнивают заготовку.
Затем процесс сушки. Тут влажные ватные головки подсыхают и палочка готова к упаковке. Вот тут кроется еще одна засада. Если палочка деревянная, то особых проблем с температурой нет, а вот с пластиком приходится повозиться, если слишком поднять температуру, сама пластиковая палочка размягчается и гнется, идет брак.

Ну а дальше высохшая палочка попадает в блок упаковки. Эта часть станка изготавливается под заказ, в зависимости от того, как планируется упаковывать палочку. Есть станки полный автомат, которые в конце сами формируют пакеты, сами туда палочку складывают и запечатывают. есть упаковка в пластиковые коробки, прямоугольные или цилиндрические. Все это надо продумывать перед заказом. Эти станки были сделаны под упаковку в зип-пакет по 100 штук с ручной подачей пакета (оператор одевает пакеты на устье упаковщика и туда заряжаются палочки по 100 штук).

Ну и просто общее видео работы линии, чтобы было понятнее все то, что я понаписал выше. :)
В общем, постарался более-менее простым языком описать процесс. Видео не слишком красивые и постановочные, снимал все на заводах в процессе работы, но общее представление дают. Понятно, что все описано схематично, но если буду все подробно расписывать, не только лишь все дочитают до конца. :) Но, надеюсь, кому-то было интересно почитать как на самом деле не просто то, что кажется простым. И, кстати, в Китае на заводе мне показали образцы ватной палочки, под которую они делали станки (фото не нашлось у меня к сожалению) и я офигел от разнообразия и полета фантазии заказчиков, чего там только не было, больше 20 форм и размеров точно.
Показать полностью
13
8
Говорят, если гуманитарий пройдет это головоломку до конца, он может считать себя технарем
А еще получит ачивку в профиль. Рискнете?

Продолжение поста «И снова обзор чудес пакистанских технологий»
Восстановление одной банки аккумулятора