Тс, а теперь ответь на вопрос, за сколько бы ты взялся сделать такую же работу? Сделал бы в 3 раза дешевле, зная сколько это стоит? Ну, допустим, ты наивный и согласился бы. А тут перф сдох и нужен новый, да и штроборез бы взять нормальный, да и пыль заебала, пылесос нужен. Вот взял ты самый минимум, потратил все, что заработал за заказ. предлагают снова, согласишься на ту же цену? Зная, что инструмент умирает, доставки стоят денег, да и вообще инструмент бы получше взять надо? А ты, вообще, делаешь нормально, а ценные специалисты делают в два раза дороже и в три раза хуже и никто не жалуется. Справедливо? Будешь делать за х/2 прайс?
Невероятный многофункциональный инструмент для электриков с множеством интересных возможностей для работы с электрическими проводами. Стоит такой около 330 руб. Ссылка на него
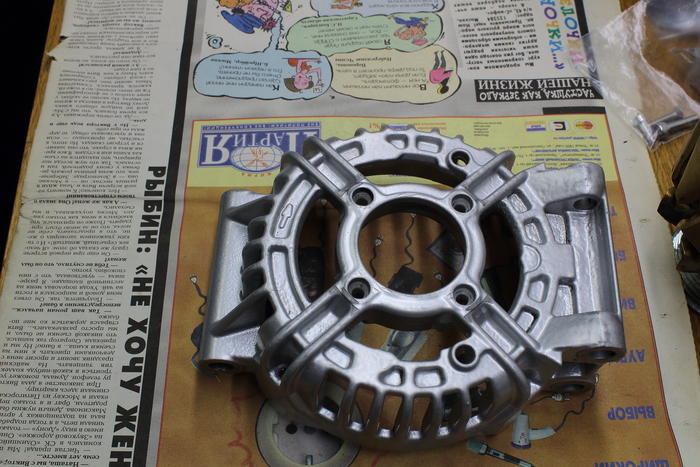
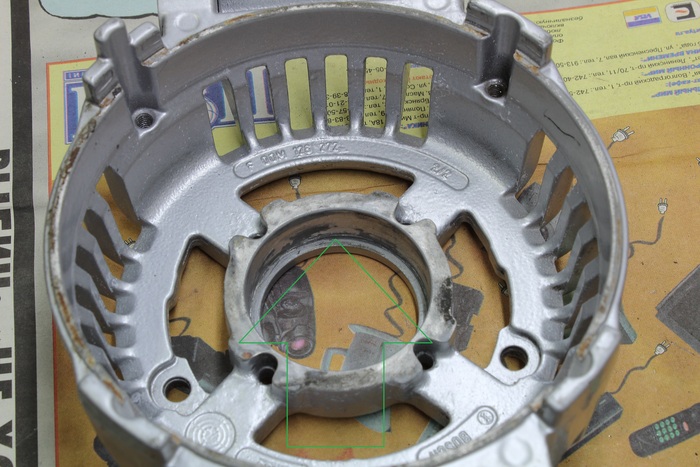
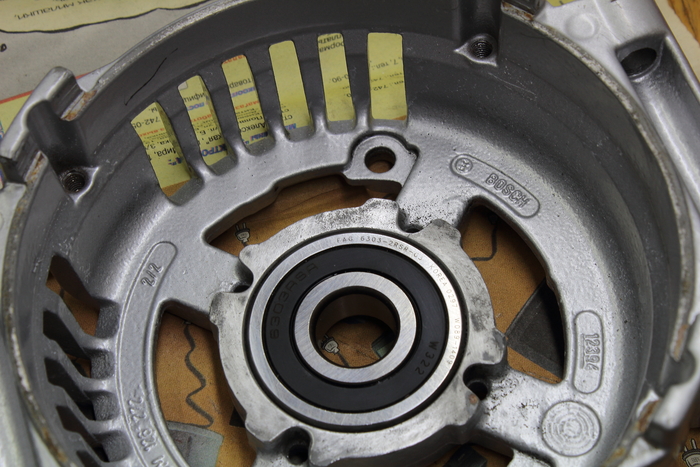
Берём отмытую переднюю крышку генератора и внимательно осматриваем нет ли на ней трещин либо других дефектов.
Особенно внимательно нужно смотреть посадочное место под передний подшипник: иногда при не правильной выпрессовке или запрессовке могут появиться трещины-с таким дефектом крышка подлежит замене! Но это обычно бывает когда посадочное место имеет тонкие стенки, например на генераторах Ваз-2110-там ещё ко всему передний подшипник по заводскому завальцован(если он конечно же не менялся). При замене некоторые после запрессовки кернят и без того тонкие стенки.
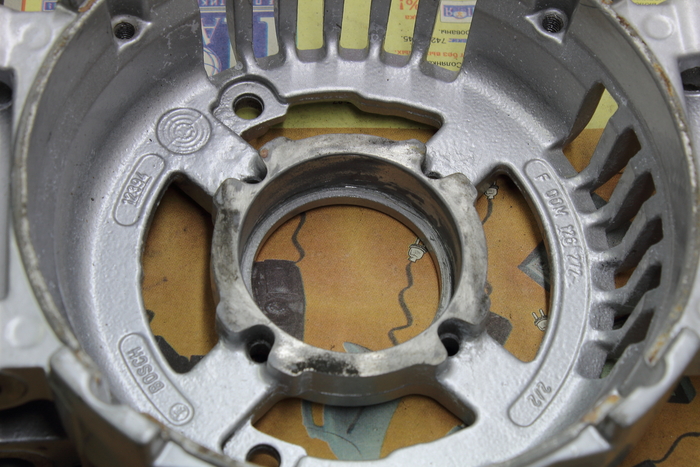
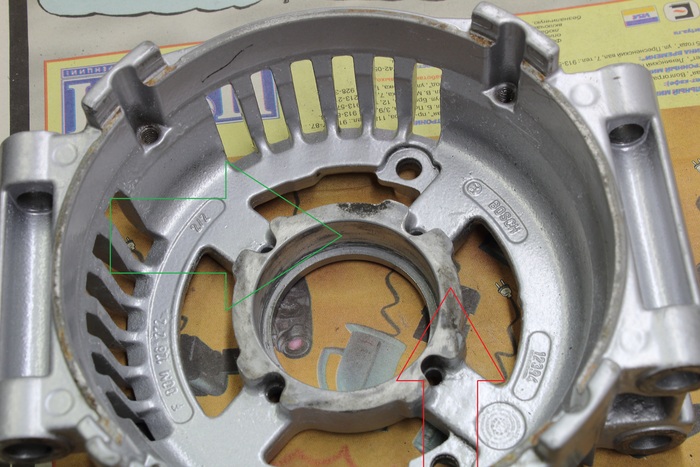
Но на нашем генераторе посадочное место под передний подшипник имеет достаточно толстую стенку-что является не сравненным плюсом. После выпрессовки старого подшипника зачищаем посадочное место.
В начале проходим лезвием канцелярского ножа стык стенки и упора крышки подшипника: что бы при запрессовке кромка подшипника плотно прилегала к упору.
Далее проходим красным скотч-брайтом по внутренней части посадочного места, но без фанатизма. Наша задача почистить посадочное место, а не увеличить диаметр). Так же желательно почистить место прилегания крышки переднего подшипника к посадочному месту. Можно либо лезвием либо скотч-брайтом. А ещё удобнее будет наждачной бумагой на поролоне зернистостью 240, 300.
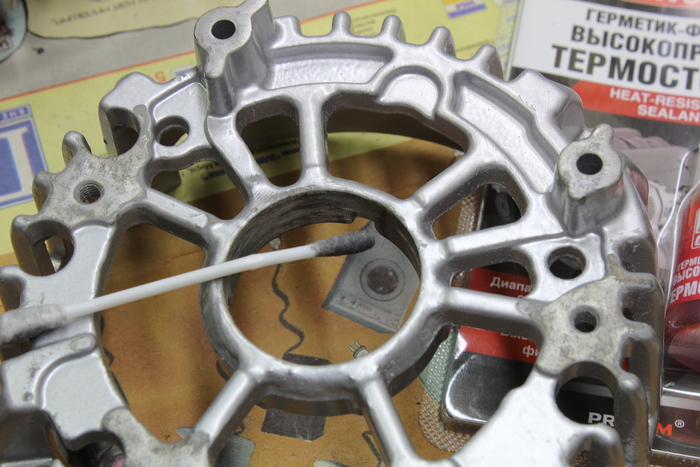
На выходе должно получиться примерно так
Далее обезжириваем спиртом посадочное место под подшипник ватной палочкой
Так как новый подшипник немного в масле, в начале вытираем чистой тряпочкой его целиком, а после посадочное место(кромку) подшипника обезжириваем спиртом.
Подшипник передний FAG 6303-2RSR-C3 Korea
Грязи на посадочных местах всегда в избытке, особенно после чистки)
Капаем пару капель фиксатора резьбы и ватной палочкой размазываем по всей окружности посадочного места в передней крышке. А теперь идем и запрессовываем: при запрессовке под переднюю крышку подкладываем оправку по диаметру упора крышки.
Запрессовывать с упором на передний упор подшипника всегда риск попасть на новую крышку.
Оправка нужна для того, что бы усилие при запрессовке нового подшипника шло на силовые элементы передней крышки генератора. Вот так.
Фиксатор резьбы я использую простой, он недорогой что-то в районе 150 рублей. Держит отлично
После запрессовки проверяем плотность посадки к упору крышки подшипника. Кстати, если при проверке вы видите, что есть не плотные места прилегания, то возможно упор был уже деформирован при запрессовке без оправки)
С внутренней стороны крышки кромка подшипника должна чуть-чуть выступать(может 0,2-0,3мм), это нужно для того, что бы стопор подшипника поджимал подшипник. То есть фиксация от продольного люфта. Передний подшипник не должен свободно(от руки) запрессовываться в крышку генератора: конечно эту проблему можно решить с помощью фиксатора резьбы, но не всегда.
Чуть не забыл новый подшипник так же запрессовываем оправкой-диаметр оправки=диаметр наружной обоймы подшипника. Кто-то запрессовывает новый подшипник и старым, но я всё же считаю(это только моё мнение) что оправкой будет более правильным. При запрессовке переднего подшипника усилие должно быть только по внешней обойме подшипника!
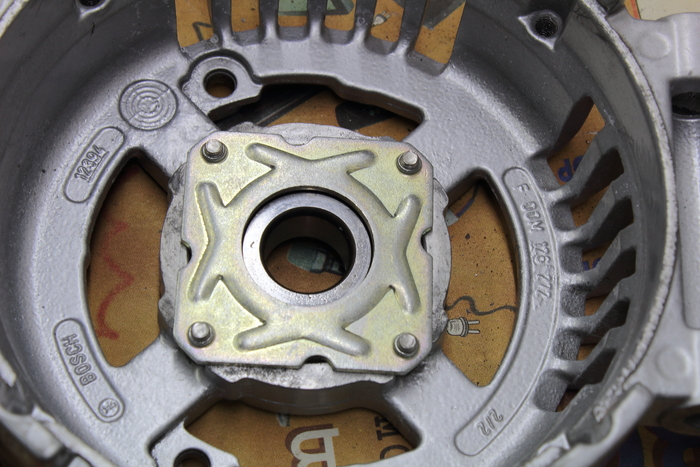
Стопор подшипника будем ставить новый. Обратите внимание, что стопор ставиться вот этой стороной к подшипнику. Жёлтый круг-это место прилегания стопора к внешней кромке подшипника.
Стопор переднего подшипника генератора AZB 7409
Вот как должно быть! Если перевернуть стопор и притянуть винтами, то при вращении ротора(или якоря) будет касание выштамповки стопора и пыльника подшипника!
Стопор переднего подшипника генератора AZB 7409
Винты крепления стопора подшипника использовал вот такие. Их так же садим на фиксатор. Для надёжности)
Винт ПТГ 4х20 DIN 7991 нержавейка А2
Головка винтов под шестигранник на 2,5 или на 3мм(уже забыл)
Шайбу или кольцо уплотнительное то же ставим новое. Красными стрелками обозначено место прилегания шайбы к подшипнику.
Кольцо уплотнительное AZB 9931
А вот этой стороной к шкиву генератора.
Кольцо уплотнительное AZB 9931
Одеваем переднюю крышку генератора на ротор. А сверху уплотнительное кольцо( или защитную шайбу?)
На посадочное место ротора и подшипника наносим немного смазки(желательно высокотемпературной) для предотвращения прикипания(окисления) соединения. Что бы потом при разборе не долбить молотком по передней крышке генератора что бы снять её))
Новое уплотнительное кольцо по наружному диаметру на 2 мм уже оригинального, это конечно не очень хорошо, может попадать грязь в этот зазор. Но с другой стороны в это есть один большой плюс! Это то, что кольцо, в случае его прикипания к валу, можно будет легче снять поддев аккуратно плоской отвёрткой. Оригинальное уплотнительное кольцо это не позволит сделать, так как зазора там почти нет)
Накручиваем пока что от руки составной шкив генератора
И переворачиваем его
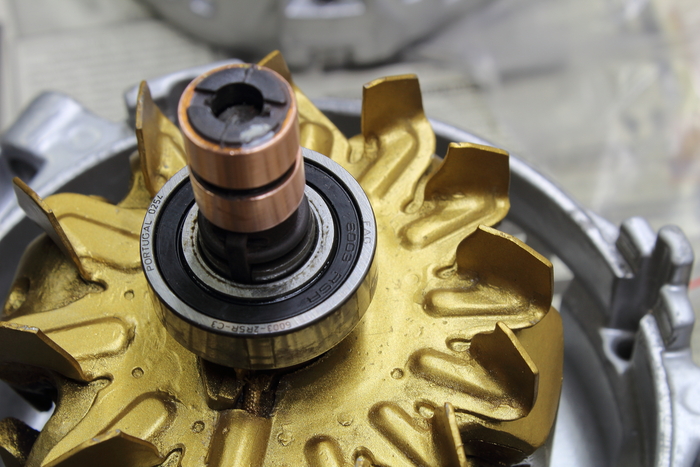
Так как ротор с другого восстановленного генератора, то смысла его проверять не было, но всё же. Замер индуктивности или активного сопротивления. Проверка на 220Вольт с лампой на 75Ватт: один контакт на токосъёмное кольцо, а другой на полюс ротора-если не светится(мерцает или моргает) лампа, то всё отлично. Один контакт на одно токосъёмное кольцо, а другой контакт на другое, берём в руки ножовочное полотно,желательно это делать в перчатках, и противоположным краем полотна подносим к ротору. При минимальном расстоянии от ротора полотно должно начать вибрировать, а если коснуться ротора то оно при магнитится.
Подшипник генератора задний FAG 6003-2RSR-C3 Portugal
Расстояние(высота) от подшипника до верхней части токосъёмных колец 29 мм.
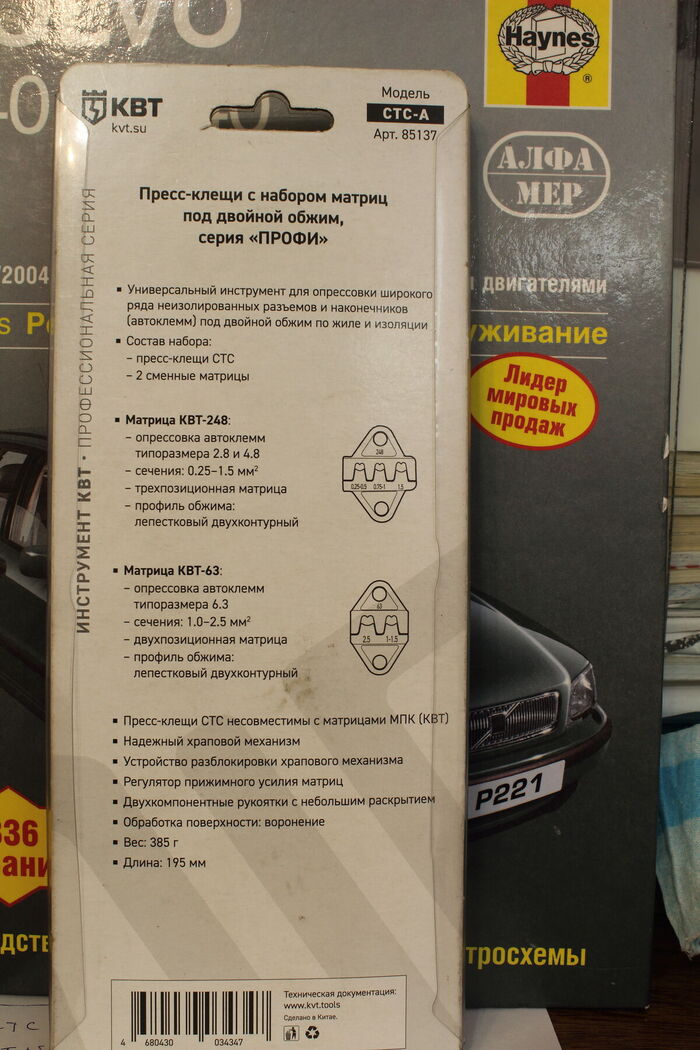
Самые первые пресс-клещи для обжима-КВТ СТС-А В начале не очень нравились. Но как оказалось они стали самыми удобными в работе. Плюс ко всему и вес у них не большой.
Приобретались для обжима автомобильных неизолированных клемм.
Клещи под двойной обжим и по жиле и по изоляции Плюс ко всему трещёточный механизм имеется с регулировкой усилия.
Ручки очень удобные. В данный момент обкатываю марку "IWISS" и самое главное что мне в них не нравиться, то это то, что ручки слишком хорошо лежат в руке. Это неудобно когда нужно сместить чуть ниже или выше инструмент одной рукой. С КВТ это удобнее. Но как говориться у всех фломастеры разные.
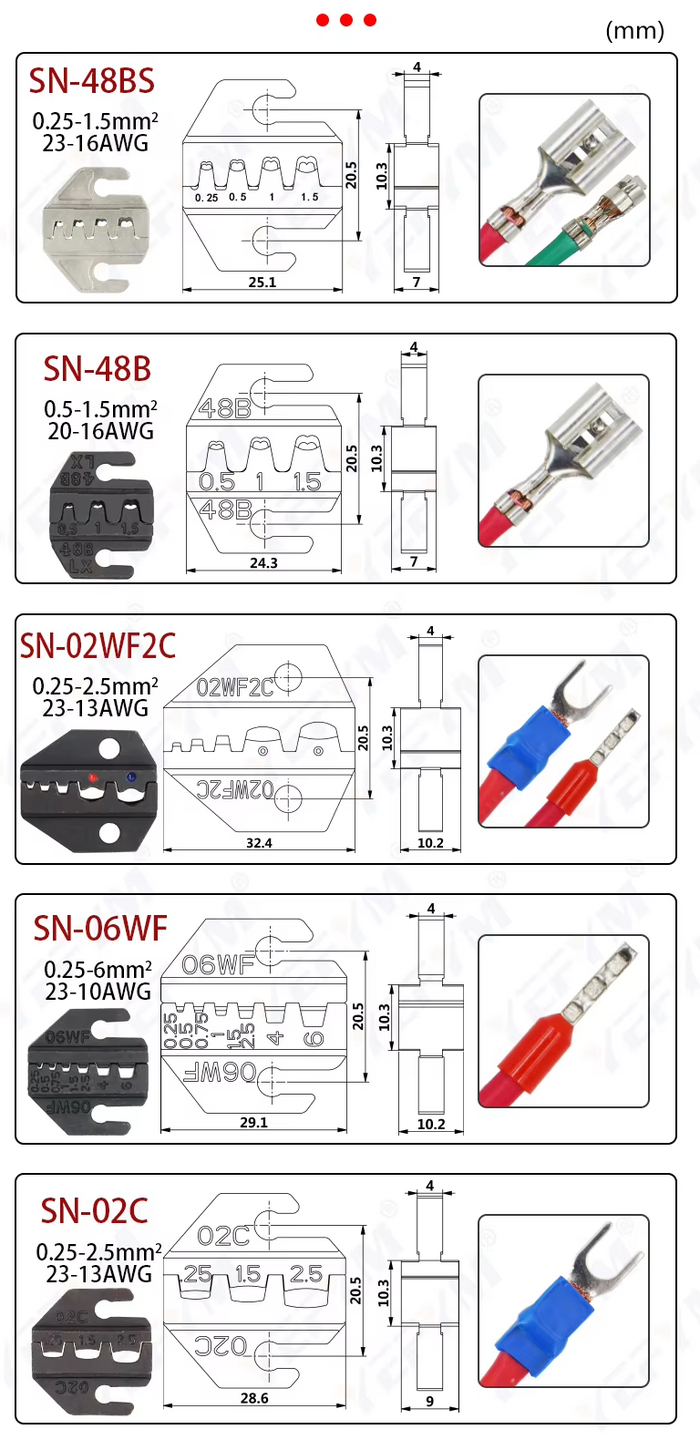
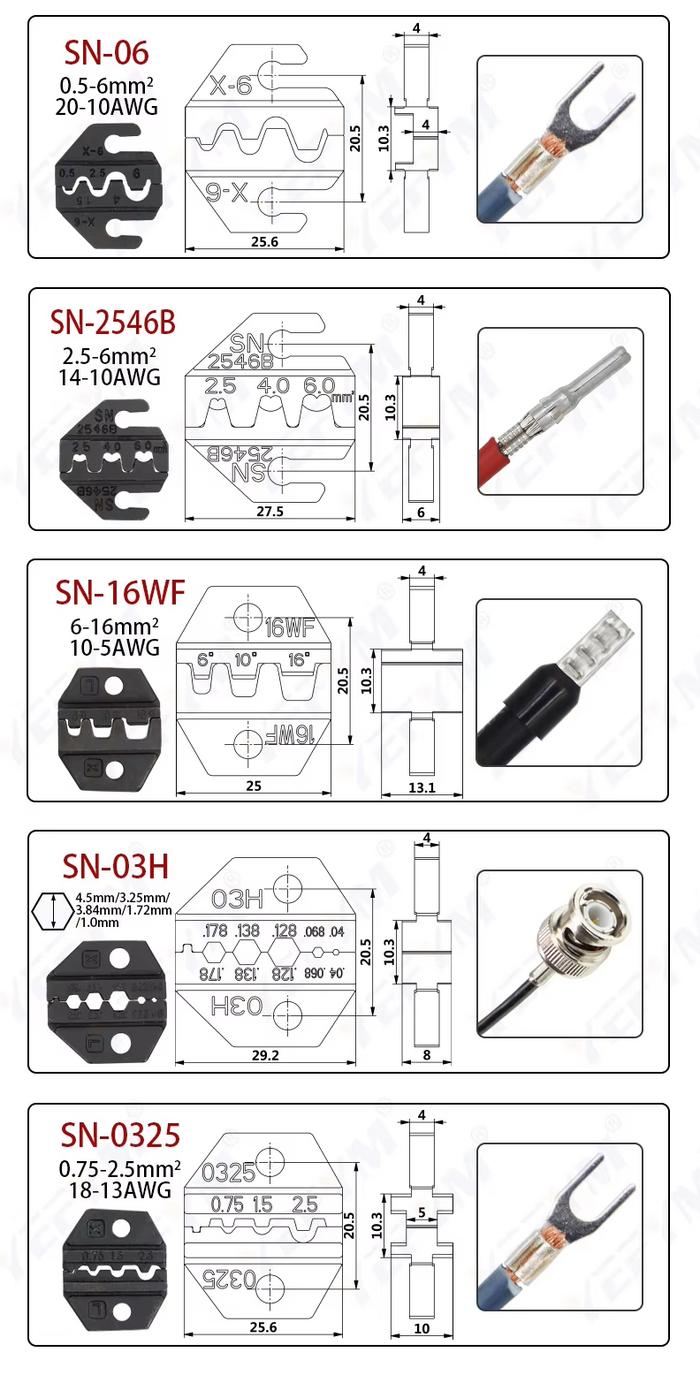
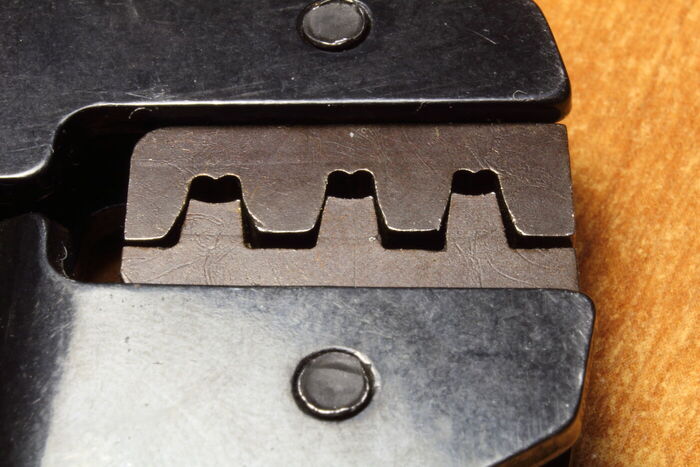
Попробовав в работе несколько видов пресс-клещей-уже примерно осознаёшь что тебе нужно и для чего. И на первом месте в клещах-это именно та форма матрицы которая нужна тебе для твоих задач! И под основной размер обжимаемых клемм это 025-05мм и 0,75-1мм. И именно под этот размер настроены клещи: провод 0,5-075мм(жила) и 1,2-1,8мм(изоляция). И эти две ячейки 0,25-0,5 и 0,75-1 только под конкретный размер! Ячейка 1,5 не настроена ни под чего:настроить её для моего качества невозможно не сбив настройки первых двух ячеек!
И основная причина этого не параллельных ход матрицы-ножничный. Это когда одну сторону уже начинает обжимать, а другую ещё нет. А когда первая сторона уже обжата, а вторая не дожата. Это пожалуй самый главный минус ножничного хода.
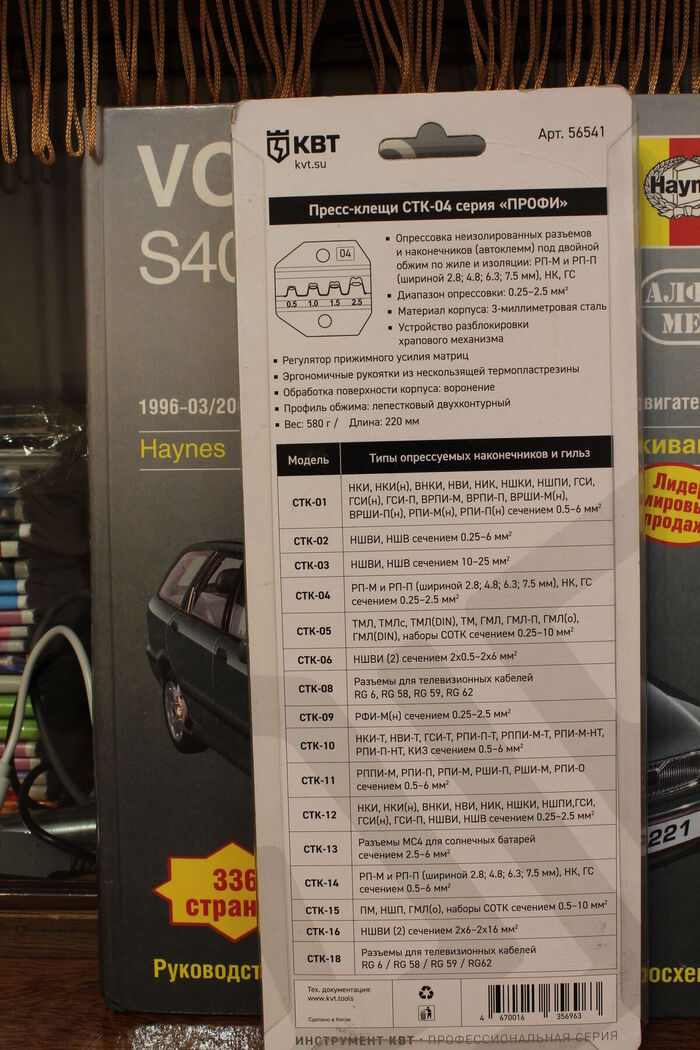
Решил плавно переходить с пайки на обжим. Начал с простого кримпера: КВТ СТК-04 с матрицей МПК-04 под лепестковый двухконтурный обжим
Обжим сразу и по жиле и по изоляции-то, что надо для работы.
Под 0,5 и 1мм губки матрицы более узкие так как длина клемм меньше-это очень удобно. Форма матрицы по жиле более менее правильной формы. По изоляции есть два варианта-ступенька делается не за счёт выступа на самой матрице, а за счёт её ширины. У данного производителя имеются матрицы и с выступом на самой матрице. Лично для меня пока что это не принципиально-самое главное в кримпере это правильная форма и качество исполнения матрицы!
Лепестки как по жиле так и по изоляции ровные и одинаковой ширины. Единственное, что нет выступа под воротничок.
Более менее точного размера. Схождение матрицы под углом в начале, а когда остаётся 2-3 мм до конца, то внешняя сторона матрицы дожимает. Конечно это не параллельное движение, но намного лучше, чем ножницы. Дожим происходит за счёт угла поворота рычага в нижней ручке кримпера.
Примерно так. Для тренировки обжимки данный кримпер подойдёт, а там видно будет. Может что-то и другое попробуем.
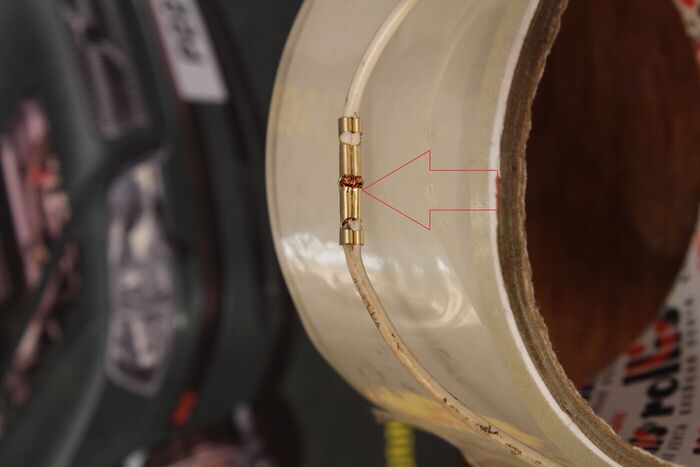
Для соединения проводов использую вот такие гильзы. Они соединяют провод как по жиле так и по изоляции. В большинстве случаев эти гильзы перекрывают диаметры проводов от 0,5 до 1,5мм по жиле. По стоимости одна соединительная гильза 1,40р.
Вчера приобрёл кримпер подешевле. С виду он неплохо выглядит, вес меньше, ручки более приятные на ощупь, матрица с виду лучше) Но как оказалось-это только внешне он лучше-а по факту очень и очень на любителя( Жать им неудобно так как усилие на ручках какое-то неприятное. Если он дожимает по жиле нормально, то вот по изоляции он рвёт. Если обжать нормально по изоляции, то по жиле получаем недосвет, то есть недожим. Ни какие регулировки это не убирают-сегодня днём сдал их обратно в магазин! Производитель "Автодело"
Верх жмёт СТК-04 от КВТ Стрелкой обозначена ступенька для плавного перехода с изоляции на жилу во избежание повреждения жилы-так называемый воротничок)
По изоляции гильза должна фиксировать, а не рвать её. Но у КВТ настройки усилия сжатия более грамотно сделаны-нужно чуть ослабить, для того, что бы изоляцию прижимало с меньшим усилием и тогда это будет правильно.
Автодело в деле. Результат есть-гильза уничтожена)))
На нетвёрдую 4 Нужно ослабить усилие на одно деление и выставлять гильзу заподлицо по жиле. И тогда будет настоящая "4" . И тренироваться, тренироваться!
Пережатый край-это недостаток кримперов с непараллельным ходом матриц( Этот недостаток можно уменьшить с помощью наконечников, гильз и проводов по ГОСТУ и более точных регулировок самого кримпера, но полностью его убрать не получится. Проще будет сделать переход на параллельный ход матриц-то есть замена кримпера.
Ступенька с противоположной стороны, то есть посередине гильзы(с другой стороны гильзы так же) является следствием получения наплыва материала гильзы-а именно латуни марки Л63. Этот наплыв нужен для того что бы не было трещины на гильзе при обжимке. Тот, кто выставляет гильзу в кримпер ровно по краю знает, что при обжимке второй стороны есть шанс, что гильза лопнет. Это относится только к кримперам с непараллельным смыканием(движениям) матриц. У кримперов с параллельным движениями матриц такой недостаток полностью отсутствует!
Тыльная сторона обжатой гильзы с проводом 0,75-хотя нет! По схеме на задние фонари Газель Next идут провода на 0,75, но это не так, там они на 1мм. Не знаю почему,но это проверено примерно на 12-15 автомобилях.
Провода на задние фонари и гильзы сделаны по техническим условиям!
Заводская обжимка провода 0,75мм на клемме Dupont 2.54 Вид со стороны лепестков.
Тыльная сторона клеммы обжата неплохо так. Сразу видно параллельный ход матрицы.
Соединительная гильза крупным планом. По 3 внутренних выступа слева и справа на гильзе нужны для блокировки(фиксации) обжимаемого провода по жиле.
Бесконтактным мультиметром для определения наличия напряжения в цепи без прямого контакта с проводами. Прибор позволяет обнаруживать электрические сигналы и предупреждать о наличии или отсутствии напряжения, этот метод позволяет сохранить изоляцию проводов и проще найти обрыв в цепи. Допустимые значения переменного напряжения: 12-1000В. Автоматическая идентификация высокого/среднего/низкого напряжения. Стоит такой около 1 000 руб.Ссылка на прибор.