


Как оцинковывают сталь

Сегодня мы увидим как происходит оцинковка металла на Череповецком металлургическом комбинате. Нас ждет бассейн расплавленного цинка, огромное «зеркало» высотой в дом, робот-манипулятор и манящая бадейка с гартцинком. Вы готовы? Тогда отправляемся в Череповец.
Цех покрытий металла №3 знаком нам по прошлому посту с полимеризацией. В него же входит агрегат непрерывного горячего цинкования №4.
Кроме горячего цинкования существуют и другие варианты: холодное, гальваническое, термодиффузионное и газотермическое. У каждого есть свои плюсы и минусы.
Но мы сегодня «в гостях» у горячего цинкования.
Пройдем к начальному этапу агрегата.
По дороге нас встречают огромные слитки цинка.

Рулоны стали поступают сюда после Стана-2000 (очень рекомендую о нем почитать у меня несколько постов назад, это нечеловечески крутая машина)

Как и на агрегате полимерных покрытий тут для непрерывности установлены два разматывателя, для непрерывной работы. Пока один рулон разматывается, второй уже устанавливается.
Максимальная масса рулонов тоже до 30 тонн

Кроме разматывателя, осуществляющего размотку рулонов, на этом участке установлена листоправильная машина (для правки переднего и заднего конца полосы с целью задачи полосы в отрезные ножницы), гильотинные ножницы (для обрезания концов полосы, имеющих дефектные участки и отклонение от требуемой толщины), сварочная машина (для сварки заднего конца предыдущего рулона и головного конца следующего рулона выпрямленным током с раздавливанием кромок стальных полос), вырубной пресс (для вырубки метки на полосе в районе сварного шва) и натяжная станция №1 — для создания заданного натяжения полосы в головной части.

До химического узла установлено петлевое устройство №1. Оно предназначено для создания резерва полосы, чтобы обеспечить работу участка на нужной скорости, когда работа участка ввода технологической линии остановлена для смены рулона.
Полезная емкость такого накопителя 423 метра. А максимальная скорость 240 м/мин

Поверхность полосы металла должна быть подготовлена соответствующим образом для цинкования.
По этой причине ее подают на химический узел. Там происходит очистка от жировых и механических загрязнений.
При помощи 6 пар щеточно-моющих роликов осуществляется механическая очистка. А химическая путем распыления щелочного раствора на полосу через форсунки (отжимные ролики потом все убирают)
Далее в секции окончательной промывки с полосы смываются все остатки раствора. Горячий воздух высушивает полосу.
Теперь полоса заходит в печь термохимической обработки. Благодаря чему повысится адгезия поверхности с жидким цинком.
В камере предварительного нагрева полоса нагревается до 250-270 градусов.
В камере безокислительного нагрева нагревается уже до 650-750 градусов.
А в камере восстановительного нагрева полоса нагревается в зависимости от назначения от 730 до 780 градусов. За этим следует камера выдержки, где поддерживается температура 730-780 градусов.
В финале полоса охлаждается до температуры расплава цинка 460 градусов в камере струйного охлаждения.

Перейдем на самое зрелищное для меня место в цеху — в участок нанесения покрытий.

После термической обработки наша полоса, не соприкасаясь с воздухом, поступает в ванну с цинковым расплавом.
Внешне кажется, что поверхность ванны не особо большая, но в реальности ее вместимость 280 тонн расплава цинка.

Полоса на выходе из ванны напоминает огромный зеркальный столб.

А сама поверхность расплавленного цинка так и манит к себе. Жаль ее температура в 460 градусов ограничивает все возможные контакты с ней

В процессе оцинковки полосы остаются отходы — изгарь (на поверхности), гартцинк и нашатырный шлак.
Изгарь и гартцинк содержат цинк. И если в первой это 55%, то во втором до 90-97%. Есть даже технологические способы извлечения оттуда цинка.
Но его же еще надо достать из этого бассейна. Пару лет назад этим занимался специально обученный человек в костюме и с титановым черпаком.
С весны 2021 года этим занимается робот-манипулятор. Своим ковшом он производит уборку с зеркала расплава. Это еще один пример, как технологии упрощают жизнь человеку.
Кстати, то корытце с гартцинком и изгарью на главной фотографии поста и есть продукт работы робота.

После нанесения покрытия лента поступает на 33 метровую башню охлаждения.
На начальном участке происходит охлаждение до температуры, при которой не повреждается роликами поверхность. А затем и до температуры, необходимой для водяной закалки (где она в свою очередь охлаждается от 150 до 45 градусов).

Наступает этап правильно-дрессировочного стана и изгиборастяжной машины. Это нужно для изменения внутренних натяжений металла.
После всех процедур на узле нанесения пассивации, на металл наносится тонкая пленка из оксидов хрома. Далее лента отправится в печь сушки.

Пройдем ближе к завершающим этапам.

Нас встречает еще один вертикальный петлевой накопитель, обеспечивающий как и первый непрерывность и стабильность работы.
Его вместимость 280 метров.

До смотки полосы в рулоны она проходит через помещение инспекции выходного участка.

Тут установлены несколько оборудованных мест контроля. На части из которых выведены данные с многочисленных датчиков системы по цифровому контролю качества.
О ней подробнее рассказывал в посте про полимеризацию и не вижу смысла дублировать информацию.

На выходе после аттестации на металл наносят защитный масляный слой на промасливающей машине.
На выходной полосе полосу обрезают при помощи барабанных ножниц. Сама смотка происходит на моталках.

Краном рулон передается на упаковку. И тут уже в зависимости от пожеланий заказчика его упакуют в те или иные упаковочные материалы.
Впереди склад готовой продукции и доставка покупателю.

Вот такая небольшая, но интересная экскурсия получилась. Но на Северстали еще много всего интересного, так что буду веровать и уповать, что в новом 2024 году мы с вами еще много что там увидим.
P.S. С наступающим новым годом. Здоровья вам и вашим близким. И ярких и интересных праздников. А как они закончатся — ждите мои новые репортажи со всей нашей необъятной Родины
Показать полностью
19

Как делают насосы для водоснабжения дома или дачи. Экскурсия по заводу
Владельцы загородных домов, не подключенных к системе центрального водоснабжения, наверняка имеют у себя на участке колодец или скважину. Чтобы достать воду, используются насосы для водоснабжения. О производителе таких насосов сегодня и пойдет речь.

Продукция завода
О компании
В подмосковном городе Подольске с 2000 года работает завод по производству насосного оборудования и комплектующих для водоснабжения, водоотведения и очистки воды. Знакомьтесь – компания «ДЖИЛЕКС».
Коротко в цифрах:
Численность персонала - более 600 человек
Площадь территории - 7 гектар
Площадь производственных и складских помещений - около 37 тыс.кв.м.

Завод «ДЖИЛЕКС в Подольске
Продукция
Завод выпускает погружные и поверхностные насосы и насосы-автоматы, системы автоматики и очистки воды, оголовки и крышки для скважин, шланги и фитинги для труб ПНД, гидроаккумуляторы и трубы ПНД, комплектующие. Словом, полный комплект для организации системы автоматического водоснабжения в частном доме или на даче.
Материал прозводства
Вся изготавливаемая пластиковая продукция произведена из первичных материалов, разрешенных к контакту с питьевой водой. Сырьем служит пластиковый гранулят российского производства.
Для изготовления корпусов погружных скважинных насосов применяется нержавеющая сталь – точно такую же используют в пищевой промышленности. При производстве гидроаккумуляторов и расширительных баков применяется углеродистая сталь высокого качества со специальными добавками.

Раскройка металла из матричных рулонов
Процесс производства
Пластиковые детали производятся на самом заводе — на станках, которые называются ТермоПластАвтоматы или ТПА. Изготовление ведется в полуавтоматическом режиме.
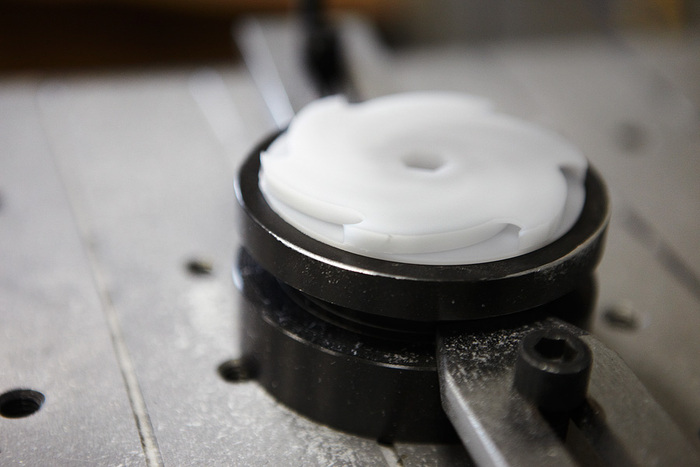
Ультразвуковая сварка рабочих колес
Рабочие колеса скважинных насосов свариваются с помощью ультразвука. Это надежнее, чем обычная сварка.
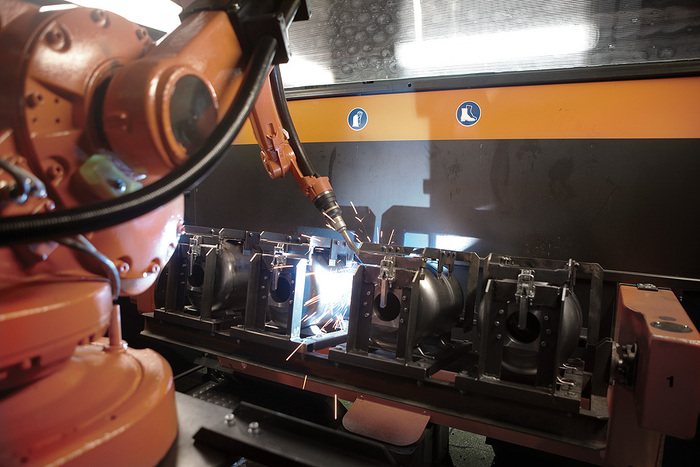
Роботы
80% производства автоматизировано, поэтому на заводе применяются автоматические и полуавтоматические станки, где основная операция (например, сварка) автоматизирована, а человек проводит подготовительные работы и контролирует общий процесс.
Например, корпуса погружных насосов «ВОДОМЕТ» производятся полностью в автоматическом режиме. Стальная лента подается в вальцы, где скручивается в трубу, затем шов сваривается, шлифуется и полируется. На последнем участке труба обрезается на нужный размер.

Автоматическая сварка шва на корпусе погружного насоса

Конечный продукт — погружной насос «ВОДОМЕТ»
Изготовление расширительных баков и гидроаккумуляторов
Или корпуса гидроаккумуляторов и расширительных баков. Половинки штампуются в автоматическом режиме и попадают на другой участок, где кромка обрабатывается и отрезается. Далее рабочий перемещает половинки на линию, где половинки свариваются автоматом.

Перемещение заготовок гидроаккумулятора
Потом заготовки вручную перемещаются на участок, где другой сварочный автомат приваривает опорные ножки и площадку для насоса.
Приваривание опорных площадок к гидроаккумулятору
И затем почти готовые изделия отправляются на покраску, в автоматическую покрасочную камеру.

Порошковая покраска гидроаккумуляторов
Даже укладывает готовые изделия на паллеты тоже робот!
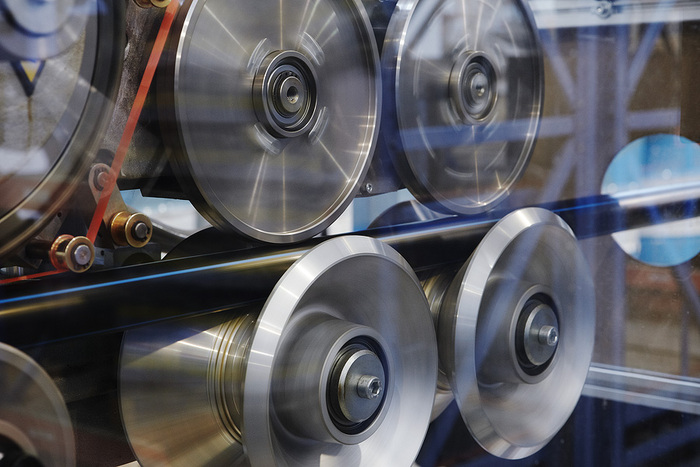
Изготовление труб ПНД
А еще есть две линии по производству ПНД труб и да, они тоже полностью автоматические.
Маркировка труб ПНД

Упаковка бухты трубы ПНД
Сборочные конвейеры
А где работают люди? В основном на сборочных конвейерах. Со времен Генри Форда конвейерный метод – оптимальное решение для массового производства. Конечно, сборщики не сидят годами на одном месте, на заводе существует ротация персонала как внутри одного конвейера, так и между сборочными участками.

Сборочный конвейер
Вообще люди – это основной ресурс и основная движущая сила предприятия. Не роботы, не станки, не складские и производственные площади, а люди.

Сборочный конвейер
Если статья показалось интересной, будем продолжать обзоры с завода. Там еще много есть, что рассказать и показать!
Показать полностью
13

Та заводская проходная что в люди вывела меня. (Из к/ф "Весна на Заречной улице")

В первый раз решил я "поднять страну с колен" в 20 лет. Устроился я учеником токаря в Саранский литейный завод. Был "молод и горяч" думал что самое справедливое, это сдельная оплата труда. Типа чем больше буду работать, тем больше заработаю. И то что если получать 10 тысяч в месяц, то через год у меня будет 120 тысяч. Оказалось что расценки на изготовление разных деталей, установлены непонятным способом. Если работать на одной операции, то мало заработаешь даже работая как Стаханов. А на другой операции бывает и расценки выше и работа проще. Естественно где поприбыльней, работают "любимчики", а на дешевой работе случайные люди. Да и у "авторитетов" постоянные споры из-за расценок. А еще оказывается что эти расценки могут срезать. Приходит нормировщик, смотрит и записывает как ты работаешь, потом посчитает. Почему то расчеты всегда ему показывали, что нужно срезать расценки и увеличить норму, но никогда не наоборот. Поэтому старые токаря мне сказали, что выше нормы делать смысла нет, срежут. Помню, устроился как то сварщик и начал работать без перекуров, а вместо обеда быстрый перекус. Думал он, что получит зарплату в два раза больше. Но в итоге получил всего на пару тысяч больше, обиделся и больше на работу не пришел. Правда расценки потом вернули, потому что потом все отказались делать эту работу за копейки. А я с переменным успехом дальше работал токарем, сдал на 3 разряд. Как то прихожу домой включаю телевизор. А там идет фильм "Неподдающиеся" про двух разгильдяев. И там я вижу такой же токарный станок на котором я работаю. Черно-белый фильм СССР! Карл!!! 21 век на дворе. Так я проработал там два года. Случился очередной в России "кризис 2009" и меня сократили. Потом другой завод. Далее несколько лет не работал на заводах. Не было желания поднимать страну с колен. Однажды увидел обьявление поработать токарем вахтовым методом на Савёловском машиностроительном заводе. Сама фирма подрядчик под названием типа "рога и копыта" находится в Москве, а Савёловский завод в Тверской области. Ехать от Москвы почти три часа. Чтоб приняли на завод нужно пройти экзамен (ВНЕЗАПНО!) у начальника службы безопасности. Это по рассказам был технически очень умный дядя, а начинал обычным слесарем на этом заводе. Такой вот он мололец. Прям почти как Горбачёв наверное, который с комбайнеров поднялся. Подрядчик спросил меня: где я работал? Я ответил: "Саранский литейный завод" и у меня 4 разряд. Еше он споосил: что я там делал? Я ответил: детали для вагонов. Он похихикал. Я спрашиваю, а тут что делают? Он гордо и с пафосом сказал, что тут оборонка, станкостроение и делают станки с програмным управлением. И что смогли сдать экзамены далеко не все, даже с 5 и 6 разрядами. Я зашел на экзамен, нач/безопасности достал чертеж и задал несколько вопросов. Я что то ответил. Оказалось сдал и пошли осматривать завод и подбирать мне рабочее место. И тут уже я "достал" подрядчика просьбой, чтоб он мне показал оборонку. Мне как тупому изготовителю вагонов, было интересно увидеть чудо производства! В итоге он мне показал мужика с усами предпенсионного возраста, который вытачивает на станке винт длиной метра два. И опять это был станок из черно-белого фильма!!! Я спросил вы угораете? Оказывается этот винт типа для ракеты "булава". Потом я говорю, веди меня где делают станки с програмным управлением! Их то уж точно по технологиям 60ых годов не сделать. Приходим.... Стоят контейнеры: электрошкафы, станины, мониторы. Все это вместе соединяется прикручивается и вешается шильдик" Савёловский машиностроительный завод". Позже расспросив у работяг кто на вахте про зарплату, оказалось что им платят намного меньше чем мне обещали заплатить. Решив что всё что мной было увидено и услышано, угнетает моё сознание. Проработав три дня я уехал. Прошли года. В России опять очередной (дефолт, кризис, санкции) нужное подчеркнуть. Я решил, что нужен стране. Пошел на завод Рузхиммаш. Оказалось, что бы устроится на завод, надо принести справку об отсутствии судимости. Но это завод! Не МВД и не должность депутата! Еще справку о привке от коронавируса и гриппа. Собрав все справки, неделю ходил по многочисленным кабинетам заводуправления, собирая подписи. Далее достают много разных толстых журналов, где я ставлю много подписей, что инструктажи по технике безопасности со мной провели. На заводе теперь почему то рабочим выдают красные каски, а начальству белые. Проводятся кое как разные обучения, выдаются корочки для разрешения работ с оборудованием и кранами. Например даже преподаватель из технадзора сказал что на стропальщика положено учить 40 часов, а завод заплатил за обучение на 2 часа. Итог: никто не обучен, а в цеху ничего не соблюдается. На кранах даты испытания перерисовываются, часто не держут тормоза и груз падает. Стропы не дефектуют, используют пока не порвутся итд итп. При таком подходе, травмы и несчастные случаи регулярны. В некоторые станки каждый день заливают ведро масла, которое за смену выливается на пол, вместо того чтоб остановить станок и отремонтировать по хорошему. Когда же станок не выдерживает и ломается то ремонтируют его не качественно, а так чтоб побыстрее запустить. Состояние оборудования почему то никого не интересует. Но зато везде какие то таблички и плакаты "кайдзенов" и окрашенные дорожки. Это типа внедрение зарубежного японского опыта кайдзенов. Постоянно придумывают никому ненужную вещь, потом на плакатах пишут как круто этим улучшили труд. Естественно через месяц всё это забывают, а если что-то изготовили то выкидывают в металлолом и начинают придумывать следующую. Поэтому лучшее время на заводе это в столовой! И я искренне рад что на опрелеленную сумму, кормят бесплатно. Если же ты кишкаблуд то доплатить нужно копейки.
Показать полностью
1

Краболовы из Находки. Как в России серийно строят современные суда
Находкинский Судоремонтный Завод правильнее было бы назвать судостроительным. Когда-то он был создан для ремонта судов, а сейчас здесь налажено серийное производство одних из самых современных судов России. Предлагаю посмотреть, как в Находке строят суда-краболовы.

Находкинский Судоремонтный Завод
Производство начинается в больших просторных цехах. Размеры диктуются масштабами продукции.

В цехах НСРЗ
Обращаю внимание, что на заводе работает немало молодежи. Находкинский судоремонтный завод — градообразующее предприятие. За спиной рабочего виден плакат с самым главным для НСРЗ заказом.

Сотрудник НСРЗ
Посмотрим на плакат и характеристики судна поближе. Краболовные суда проекта CCa5712LS — это заказ группы компаний «Антей». Длина судна — 57,7 метра, ширина — 12,6 метра, дедвейт — 1200 тонн. Суда предназначены для добычи и транспортировки живого краба в акваториях Берингова, Баренцева и Охотского морей. Краболовы имеют ледовый класс Ice2, что позволяет осуществлять самостоятельное плавание в мелкобитом разреженном льду неарктических морей и в сплошном льду за ледоколом при толщине льда до 0,55 м.
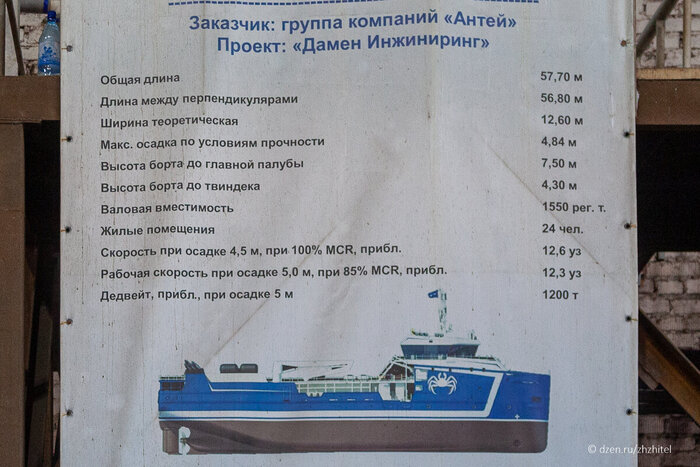
Технические характеристики проекта CCa5712LS
Сейчас на НСРЗ одновременно строят 22 судна-краболова. Первоначально заказ был на 8 судов, а недавно заложили еще 14. Помимо проекта CCa5712LS, суда строят и по обновленному проекту CCLC600.

В цехах НСРЗ
Перемещаясь по цехам, можно увидеть, как появляются и растут в размерах части будущих судов.

Секция краболовного судна
В Находке очень гордятся тем, что освоили серийное производство судов. Это позволяет выплачивать достойные зарплаты, уже создано более 400 новых рабочих мест. Государство помогает работе предприятия, предоставляя по действующей на Дальнем Востоке программе «Свободный порт Владивосток» налоговые льготы и сниженные страховые взносы по оплате труда. Это позволяет сохранить и дополнительно привлечь квалифицированные кадры. Также для резидентов СПВ упрощаются административные процедуры.

На судоремонтном заводе работают самые квалифицированные сварщики
После того, как части судна будут готовы, им предстоит покинуть цеха и выбраться на производственные площадки на территории предприятия.

Рубка краболовного судна
Для перевозки частей судна используется внушительная техника. В частности, самоходные транспортеры. Об этой машине я недавно рассказывал отдельно.

Самоходный транспортер DCY430
Готовые секции судна стыкуются между собой. Здесь начинаешь понимать, насколько в реальности суда большие.

Стыковка секций судов
После стыковки секций корпус передвигается дальше при помощи кранов и тележек, которые передвигаются по рельсам, непривычно уложенным квадратно-гнездовым способом. Разворачивают тележки, поднимая краном.

Тележки для транспортировки секций судов
То, что на НСРЗ одновременно строится целая серия судов, позволяет последовательно наблюдать этапы постройки краболовов. Некоторые краболовы уже приобрели почти законченные очертания.

Корпуса краболовных судов на НСРЗ
После того, как суда, почти построены, их спускают на воду, где они проходят швартовые испытания. Также на суда устанавливается оборудование. Сейчас на воду спущены три краболовных судна: «Капитан Хазан», «Дмитрий Коноплев» и «Капитан».

Краболовные суда, спущенные на воду. Фото: НСРЗ
Давайте поднимемся на борт краболова «Капитан Хазан», который спустили на воду год назад.

Краболовы «Дмитрий Коноплев» и «Капитан Хазан» у причала НСРЗ
Особенности проекта в том, что в трюме находятся 9 специальных RSW-танков — емкостей для транспортировки живого краба. В танках поддерживается оптимальная температура хранения. Всего на борту может перевозиться до 120 тонн живого краба.

На борту краболовного судна «Капитан Хазан»
В рубке краболова просторно и комфортно. Стекла наклонены, как на диспетчерских вышках в аэропортах. Это убирает блики и улучшает обзор. Установленное в рубке оборудование заботливо укрыто полиэтиленовой пленкой.

В рубке краболова
На борту краболовного судна могут разместиться 24 человека. Для них предназначены каюты, в которых есть рабочие зоны и санузлы.

Тут будет рабочий кабинет капитана краболова
Говорить о том, что с постройкой краболовов все в шоколаде и сложностей совсем нет, я не буду. Санкции повлияли на ход строительства, например, на 8 краболовов первой партии планировалась установка японских двигателей. Поставить успели только 6, по остальным решают вопросы с поставкой или перепроектированием под другие варианты двигателей. Предприятие, и заказчики смотрят на будущее с оптимизмом, иначе не заказали бы еще партию из 14 краболовов. Я тоже надеюсь, что у Находкинского Судоремонтного Завода всё получится.

Автор репортажа на НСРЗ
Давайте пожелаем сотрудникам НСРЗ успехов в работе. Строительство судов-краболовов — реальный пример того, что в России производится технически сложная продукция мирового уровня. И это радует.
Это один из репортажей о путешествии на Дальний Восток с автопробегом #ОткрываемДальний. О самых интересных местах я рассказываю на канале ЖЖитель: путешествия и авиация, некоторые статьи буду публиковать и на Пикабу.
Показать полностью
18



Маленький промторг и большие проблемы ума
Минпромторг раскритиковал депутатский законопроект, требующий от торговли обозначать стоимость продуктов за круглую единицу меры, — 1 л или 1 кг.
Об этом пишет газета «Известия».
В ведомстве заявили, что торговля столкнётся с расходами для пересчёта веса и объёма продуктов, что отразится на ценах.
Кроме того, в министерстве отметили, что для некоторых продуктов такой подход вообще неактуален. Речь идёт о чае, кофе, чипсах, жевательной резинке.
«Проект следует доработать», — говорится в публикации.
Ранее сообщалось, что Госдума может ужесточить требования к продаже продуктов в октябре.
Позже в Союзе потребителей поддержали идею обязать магазины указывать цену за литр или килограмм.
Также депутат Ярослав Нилов прокомментировал предложение обязать магазины указывать цену за литр или килограмм.