

Камера избыточного давления своими руками
Коллеги, сегодня хочу Вам рассказать об такой элементарной, важной и опасной штуке как камера избыточного давления (автоклав).
Данное оборудование необходимо при множестве технологических процессах:
Литье пластиков в силиконовые формы.
Полимеризация композитных материалов.
Изготовление крупногабаритных восковых моделей.
В общем основное ее применение это процесс перехода жидких материалов в твердое состояние с обеспечением минимального количества пор и обеспечением максимальной пробиваемости при сложной геометрии формы. Данный процесс происходит за счёт всестороннего давления газа на массу материала, в следствии чего имеющиеся в растворе пузырьки схлопывается и выходят на поверхность.
Как всегда все начинается с проекта.

Мне необходима довольно таки большая камера. Для этого я выбрал трубу ф400мм по внутреннему диаметру и толщиной стенки 6 мм. Высота внутреннего цилиндра так же 400 мм.
Поскольку процесс происходит при рабочем давлении 6 бар стоит и объем у нас 50 литров, стоит подумать о повышенной надёжности конструкции (так как у мамы я один).
И так решено по толщинам:
Труба бесшовная 6мм
Дно 10мм
Торец 10мм
Крышка 8мм
Ручку делаем 5 мм с расчетом на то, что она добавит прочности на изгиб крышке.
Крышка и торец. Здесь хочу заострить на минуту внимание.

Овал, конечно же овал, как на скороварке у бабушки, делаем это для того, что бы за 3 секунды одним движением мы засунули и поджали крышку, необходимо это делать быстро, так как многие смолы так называемые пятиминутки имеют очень маленькое время жизни, мы успеваем их дегазировать, залить в форму и после этого скорее помещаем в автоклав! Пропорции размера овала не скажу, но я крутил в 3д, что бы минимальное пространство требовалось для разворота крышки.
Начертили, трубу отрезали, детали нарезали на лазере, все детали у нас ст3.
Далее варим

Такие вещи я сам варить боюсь, обратился к профессионалам. Далее порошковая покраска.
Покупаем манометр, тройник и 2 шаровых крана.
Крышку по контуру проклеиваем дверным уплотнителем, я беру D образный профиль.

Далее ее испытываем, это очень важный момент. Для испытания я наполнял ёмкость водой и давал 8 бар, больше компрессор не осиляет. Подержал ночь под давлением
В принципе все, начинаем пахать.
Так выглядит через 3 месяца работы, уплотнитель пора менять.

По этим же мотивам далее изготовил себе бочку 600 мм высотой, вес уже больше 70кг.

Показать полностью
6

Конкурс для мемоделов: с вас мем — с нас приз
Конкурс мемов объявляется открытым!
Выкручивайте остроумие на максимум и придумайте надпись для стикера из шаблонов ниже. Лучшие идеи войдут в стикерпак, а их авторы получат полугодовую подписку на сервис «Пакет».
Кто сделал и отправил мемас на конкурс — молодец! Результаты конкурса мы объявим уже 3 мая, поделимся лучшими шутками по мнению жюри и ссылкой на стикерпак в телеграме. Полные правила конкурса.
А пока предлагаем посмотреть видео, из которых мы сделали шаблоны для мемов. В главной роли Валентин Выгодный и «Пакет» от Х5 — сервис для выгодных покупок в «Пятёрочке» и «Перекрёстке».
Реклама ООО «Корпоративный центр ИКС 5», ИНН: 7728632689

Как в России производят низковольтную электротехническую продукцию

Давно мы с вами не отправлялись на заводы и крупное производство. Пора исправлять эту несправедливость. Сегодня нас ждут во Владимирской области, где мы сможем проследить за выпуском низковольтной электротехнической продукции.
А пока я мчу во Владимир на «Ласточке», а оттуда на автобусе в поселок Ставрово, «позволю себе – просто 30 секунд или одну минуту – маленькую историческую справку дать. Вы не против?» про этот населенный пункт ( успеете бутеров нарезать и чай приготовить)
В конце 11 века на территории будущего поселка находилось селище, но официально текстовое упоминание Ставрово встречается лишь в 15 веке. Этимология названия данного ойконима сокрыта во тьме веков, но считается, что название произошло от греческого слова крест.
На сегодняшний день проживает тут чуть менее 7000 человек. Но к счастью работающих производств хватает и люди массово не уезжают из населенного пункта.
Хотел было продолжить вам рассказ о экономических изменениях за несколько веков, но мы уже оказались на проходной предприятия «Электрорешения» (бренд EKF). Прослушаем и распишемся за технику безопасности, и пройдем в некоторые цеха нового модернизированного импортозамещающего производства низковольтной электротехнической продукции.
Инвестиции в модернизацию превысили 288 млн рублей, из них 144 млн рублей предоставил федеральный Фонд развития промышленности в виде льготного займа.
Сложно поверить, но предприятие зародилось в далеком 2001 году в обычном гараже, а теперь его продукцию продают в 25 странах мира, а во всех ее подразделениях (не только в Ставрово) трудятся более 1800 человек.
Цель всех инвестиций — ежегодно выпускать в Ставрово до 6,2 млн розеток и выключателей, 4 млн кабельных вводов, 570 тыс. распределительных щитов, 770 тыс. каучуковых и 830 тыс. силовых разъемов

Но пора и на процессы взглянуть
Огромный цех заполнен термпластавтоматами. Это современные машины, в которых гранулы определенных видов пластика нагреваются и в жидком агрегатном состоянии подаются под давлением в пресс-форму.

Сами гранулы внешне похожи на гречку. Написал это, понял, что видимо проголодался, перекусил и в итоге они уже похожи не на еду, а на пластиковые гранулы :)
В зависимости от необходимой задачи используются гранулы разного размера и заданных свойств. На предприятии десятки видов таких разнообразных материалов.

Гранулированный пластик засыпается в емкость и начинается автоматическое волшебство.

Приглядимся к узлу смыкания. Там происходит запирание формы, перед тем как в нее произойдет впрыск. А откуда он возьмется? Из узла впрыска. Именно там происходит нагрев и как уже говорил впрыск уже расплавленного пластика.

Готовая деталь автоматическим манипулятором перемещается на ленту конвейера.
Это позволяет не повреждать, да даже не царапать изделие.

В каждой литьевой машине установлена своя пресс-форма. И она производит именно эту деталь. На некоторых фотографиях можно увидеть наклейку с наименованием выпускаемого продукта.
И пока одна дверца движется по ленте с одной стороны, с другой к сотрудникам уже перемещается другая будущая часть устройства.

Кроме современного оборудования есть тут еще одна фишечка. Компания разработала и внедрила во все производственные процессы платформу промышленного интернета вещей для эффективного использования ресурсов — систему EKF Connect Industry.
С ее помощью происходит анализ технологического процесса, анализ режимов эксплуатации, анализ эффективности использования, планирование технического обслуживания и ремонта, прогнозирование отказов на базе ИИ и цифровых двойников, анализ энергобаланса, идентификация энергопотерь, анализ качества электроэнергии, планирование энергопотребления, расчет режимов электросети и многое-многое другое.
По-русски говоря – программулина собирает данные со станков в режиме реального времени, строит разные графики и отчеты, что позволяет более правильно загружать технику и тратить электричество.
И разработали они эту облачную IIoT-платформу сами. За счет использования ее теперь ежедневно повышают эффективность производства (только на энергоресурсах затраты снизились на 15%, а это денежки и немалые).
В дальнейшем они планируют предоставлять доступ российским промышленным предприятиям к этой платформе по подписке. То есть и на розетках зарабатывать и на софте.

Но вернемся к производственному процессу.
На сборке все закрепляется и упаковывается.
Повлияла ли модернизация и закупка нового оборудования на количественные и качественные показатели? Разумеется. Например, до этого на участке по производству боксов за смену их делали лишь 200 штук, а теперь на выпуск одного уходит минута рабочего времени.

Впереди склад и отправка заказчику.

И это лишь производство одного из наименований продукции.
В Ставрово расположено производство металлических лотков и профилей, пластиковых боксов и распредкоробок, электроустановок и силовых разъёмов, молниезащиты, автоматических выключателей и так далее.

В Александрове (это тоже во Владимирской области) есть еще один завод EKF, но там в свою очередь производство металлических электротехнических щитов и оболочек, телекоммуникационных шкафов и стоек, аксессуаров для щитов и лотков.

Продолжим нашу прогулку.
Собирается все в потоке. Каждый сотрудник (чаще сотрудница – как сказал директор, по его ощущениям, 60% сотрудников - женщины) выполняет конкретно свою операцию.
На всех этапах производства проводят испытательные тесты. Отдел контроля качества тоже наличествует и проверяет все начиная от сырья и т.д.

Восхищаюсь усидчивостью и внимательностью работников. У меня бы через час уже глаз задергался, а они очень кропотливо выполняют задачи день за днем.

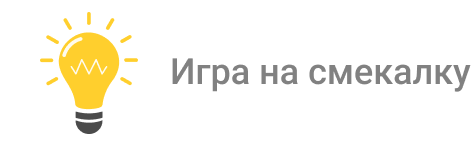
Все детали от мельчайшей гаечки до корпуса выпускается тут в одном из цехов. Это уточнил специально для тех, кто продолжает как мантру повторять, что у нас ни гвоздей, ни трусов, ни часов не производят.
Детали собираются вручную

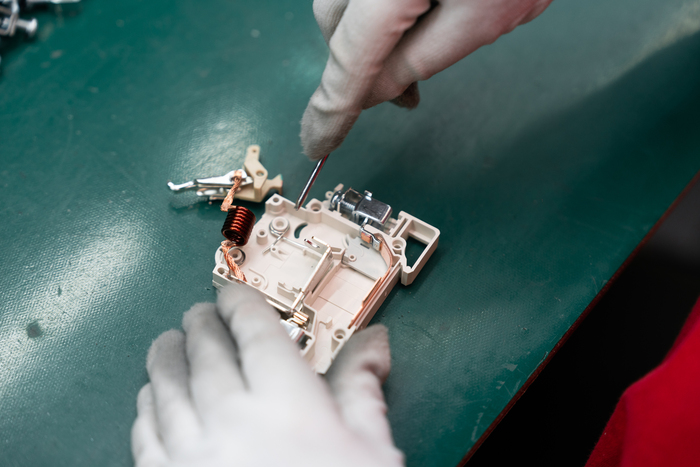
А упаковывается все на автоматических линиях
Вот такая у нас получилась небольшая экскурсия. Очень надеюсь, что в ближайшее время мы побываем с вами на новом и интересном производстве, где своими глазами сможем увидеть процесс создания ещё какой-нибудь интересной, нужной и разнообразной продукции.

P.S. Не забывайте свой царский-королевский лайк, который мотивирует меня чаще рассказывать вам что-то новое, познавательное и интересное.
P.P.S. По слухам, если вы подписываетесь на мой аккаунт — ваш показатель харизмы увеличивается на 100500 пунктов :)
P.P.P.S. Упомянутый в посте Фонд развития промышленности, кстати, предоставляет займы под 3% и 5% годовых сроком до 7 лет в объеме от 5 млн до 5 млрд рублей, стимулируя приток прямых инвестиций в реальный сектор экономики. Только на производство, правда, выдает – стартапы или исследования в другую дверь. :)
Показать полностью
18


Изготовление 200 статуэток. Часть 3 Покраска
Продолжение истории, предыдущие части
1. Изготовление 200 статуэток. Часть 1
2. Изготовление 200 статуэток. Часть 2. Постобработка
Завершающий этап Покраска

Подготовительные работы были очень долгими и мы уже думали, что покраска никогда не начнётся.
Но всё же началась) и в этот момент общее настроение приподнялось!
Сначала начали прокрашивать подложку на визоры в серый цвет, что бы металлик наносился без просветов, но позже поняли, что это лишнее, так как металлик наносился на белый грунт без просветов.
И вот обзор
Очень жаль, что мы не смогли отснять всех 200 космонавтов вместе, так как отправили двумя партиями по 100 штук по готовности.
Это был полезный опыт. Мы давно думаем о масштабирование. Было допущено не мало ошибок, из-за которых время изготовления растянулось, но выводы сделаны.
Надеемся, что данная статья будет полезна мастерам и интересна обычным читателем!
Спасибо за внимание!
Crazy Craft Sochi
Показать полностью
2
2
Изготовление 200 статуэток. Часть 2. Постобработка
Продолжение рассказа об изготовление 200 статуэток космонавтов. Первая часть Изготовление 200 статуэток. Часть 1
1.Космонавты

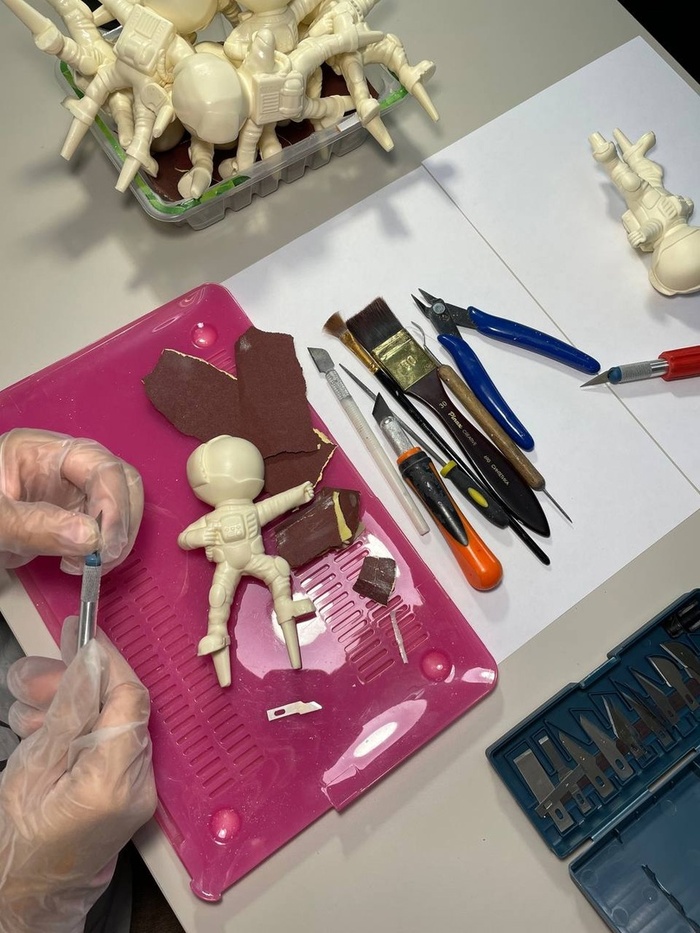
С каждым новым отлитым космонавтом силиконовая форма усыхала и на отливкам, на месте стыка форм, начали появляться облои, а так же в некоторых участках с непродуманными углами, о которых говорили в первой части появлялись пузырьки. Начали постобработку.
Первым делом нужно смыть масленый слой с фигурок, для этого мы использовали Изопропиловый спирт 99.9%.
Заливаем в таз спирт, кладём фигурки на несколько минут отмачиваться, после чего каждого чистим щёткой и смываем чистым спиртом.
Далее нужно зачистить все дефекты после литья при помощи скальпелей, надфилей, гравера и наждачной бумаги.
У нашей студии две локации - цех, который находится в промзоне, где мы занимаемся литьём, формовками, сборкой ЧПУ фрезера и работой с крупными фигурами
И сочинское архитектурное чудо - жилой 4-х этажный гараж


Второй этаж кухня и рабочая зона с компьютерами

остальные два этажа с жилыми комнатами, в которых живёт наша команда, в каждой комнате оборудовано рабочее место для покраски статуэток.
Так вот, для обработки такого объёма было решено выделить для этого второй этаж, что бы не мусорить в разных комнатах.

Напомним что срок на изготовление у нас месяц, а на момент начала обработки осталось 18 дней, по этому пришлось всей команде отложить другие проекты и набросится на обработку.
Вот видео, которое передаёт атмосферу)
Места на статуэтках, где образовались углубления от пузырьков воздуха при заливке, приходилось заполнять автомобильной шпатлевкой и затем снова зачищать наждачной бумагой
Тот кто занимался обработкой статуэток или моделек, знает какой это утомительный труд, тем более когда приходится исправить большое количество одинаковых! фигурок. Нашим девчонкам нужно поставить памятник! Так как работу по обработки в основном выполнили они, в это время мужская часть команды занималась другими процессами, о которых расскажем ниже.
А ещё к нам в гости иногда приходят друзья, которые тоже были озадачены, но после этого они больше не приходили)
Ещё одно видео с переменки)

Когда первые 50 космонавтиков были обработаны, мы приступили к подготовке к грунтованию.
Для удобства смоделировали держатель, благодаря которому можно наносить грунт с разных сторон и устанавливать для просушки в сетку от овощей
Напечатали тестовый образец на FDM принтере Anycubic Chiron
протестировали на выпадение
после чего запустили в печать в большом количестве
Изначально мы планировали грунтовать в цеху, но он находится на приличном расстояние от нашего дома и по этому решили собрать покрасочную камеру на улице у входа, что бы сэкономить время.
Перед грунтованием по каждому космонавту прошлись Скотч Брайтом и обезжириватилем
Наносили грунт-эмаль Kudo по пластику, при помощи аэрозольного пистолета.
После нанесения первого слоя на некоторых фигурках проявились дефекты, которые снова пришлось дорабатывать. Всех космонавтом мы грунтовали в 2 и более слоёв.
Вот таким образом они высыхали
Ещё один момент, который мы поняли после нанесения грунта. В углублениях виднелся бежевый пластик, который нам пришлось закрашивать отдельно, далее мы добавили при литье немного чёрного пигмента и наши фигурки стали серыми и после грунта, если даже немного в углублениях проявлялся серый цвет, то это смотрелось как тени.
2.Флажки
По мимо космонавтов, которых нужно красить, луны, которая отливается сразу в цвет, нужно ещё изготовить флажки.
Сами флаги мы решили печатать, а палочки для них купили на озоне, это чёрные пластиковые палочки для леденцов.
Печатали на SLA 3Д принтере Elegoo с разрешением 8К, прочной смолой от Siraya Tech по 40 штук за раз.
После печати, промыли в спирте, засветили в ультрофиолетовой камере, зачистили места от поддержек и загрунтовали
И вот когда первая партия загрунтована, начинается покраска!
Чуть не хватило медиа для завершения поста, по этому продолжение следует)
Показать полностью
8
15
Изготовление 200 статуэток. Часть 1

Осваивать литье пластика мы начали в апреле 2023. Первым делом сняли слепки и отлили статуэтки из игры Mass Effect - Garrus 1\6, Tali Zorah 1\6 и Tali 1\4. Каждая из тех фигурок состояла из множества деталей, в общей сложности за апрель и май мы сняли около 70 слепков и отлили 300+ деталей.
И вот спустя пол года к нам поступил заказ на изготовление 200 статуэток космонавтов для «Фабрики столешниц Кедр»
Обсудив все детали, мы просчитали стоимость наших работ и далее заключили договор.
В тех задание была картинка из интернета и с помощью фотошопа добавлен логотип на флаг, размер статуэток 15 см.

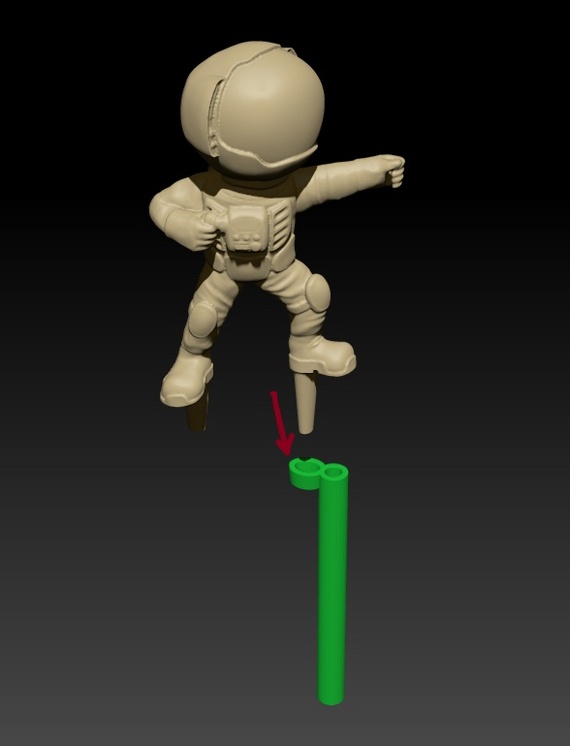
Как мы считали вес статуэток?
Скачиваем примерно похожую фигурку с Тингеверс, добавляем полусферу за место луны и закидываем эти 3д модели в Chitubox (программа для 3д печати), в которой мы узнаем вес наших статуэток.
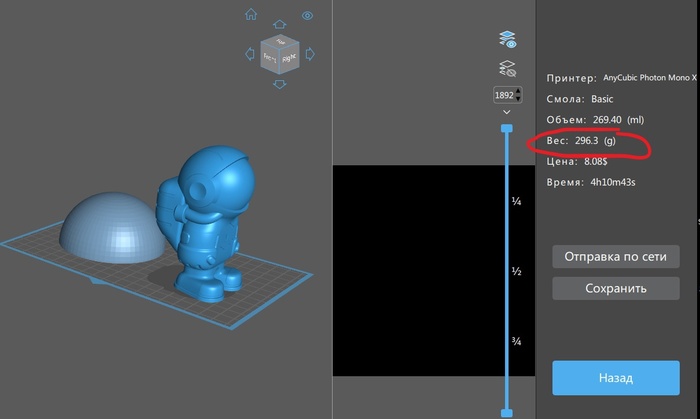
Узнаём, что космонавт с луной весит 300 грамм, добавляем ещё 10 грамм на литник и остаток в стаканчики при заливки и 10% на случай неудачных заливок. Получается, что вес каждой фигурки 350 грамм * 200 штук = 70 кг пластика.
В итоге купили пластик бочками, так вышло экономичнее, 50 кг компонент А и 50 кг компонент B.
Для отливки такого количества нам потребуется 6 комплектов форм, так как одна силиконовая форма выдерживаем в районе 35 отливок, после чего высыхает и начинаем крошится. Силикон рассчитали на глаз, из расчёта 1 кг на астронавта и 500 грамм на луну * 6 комплектов = 9 кг. У нас было несколько кг в наличии и дозаказали ещё 10 кг, это должно хватить.
Приступаем к изготовлению:
Этап 1. 3Д моделирование
Самого астронавта мы лепим в ZBrush, буквы с логотипа выдавили в SketchUp
На этапе моделирования было несколько упущений, которые в последствие пришлось исправлять в ручную, хороший урок.
1. Так как мы сразу решили делать двусоставные формы космонавтов, было понятно что по всей фигурке будет оставаться линия стыка, которую нужно будет счищать. По этому было решено сделать на 3д модели швы на одежде, по которым в последствие сделать разделение на силиконовой форме, а вот про шлем и обувь мы не подумали и по этому их пришлось в последствие зачищать.

2. Отрицательные углы. Ещё один урок, который мы усвоили это то, что при заливки не должно быть отрицательных углов и углов 90 градусов, так как при дегазации в моновакуумной камере пузырьки воздуха и газов застревают в форме и не могут выйти. Конечно это всё можно исправить дополнительными литниками, но это не всегда возможно и всё равно место от литников тоже нужно зачищать.

Что бы этого избежать, нужно продумывать литьё на стадии 3д моделирования.
Этап 2. 3Д печать и постобработка.
Печатали на фотополимерном 3Д принтере Elegoo Saturn 2 с разрешением 8K.
После печати, на каком бы принтере вы не печатали нужна постобработка.
Вот так выглядит мастер модель до обработки:
Постобработка включает в себя выравнивание всех неровностей, удаление следов от поддержек, заклеивание отверстий для слива смолы
Мастер модель после постобработки, до грунтовки:

Грунтуем грунтом по пластику, мелко зернистым на расстояние 20-30 см в 2-3 слоя.
И вот у нас готовая фигурка для снятия силиконовых слепков:


!Очень важно, что мы в последствие поняли, что мастер модель нужно делать максимально прочной. Мы печатали космонавта пустотелым и нужно было залить в него литьевой пластик для прочности, что мы не сделали и в дальнейшем нам пришлось его чинить.
Этап 3. Формирование опалубки и пластилинового борта.
Мы решили делать двусоставные формы для космонавта с замками и из одной формы сделать несколько, как это делает Hardzenen в ролике ниже
Первым делом создаём из пластилина границы одной половинки формы:
Стараемся формировать границы таким образом, что бы максимально скрыть стыки будущей силиконовой формы, и сформировать контуры пластилина по форме пластиковой опалубки.
Далее по периметру вокруг космонавта стеком сделали канавку и воткнули пластиковые бусины. Это послужит в качестве замков в форме для плотного соединения без сдвигов при заливке пластика.

Опалубку для космонавта мы напечатали на 3д принтере пластиком из двух половинок. Делали с запасом высоту для дальнейшей заливки силиконом из двух половинок. Так же была напечатана опалубка и для луны.
Этап 4. Силикон.
Когда опалубки готовы, наносим разделительный слой восковым разделителем в аэрозоле. Силикон использовали на олове 20 шор, после смешивания двух компонентов ставим в вакуумную камеру для дегазации и начинаем лить тонкой струйкой в одну точку.
Для отливки 200 фигурок нам нужно было 6 комплектов форм, так как каждый силиконовый молд выдерживает 30-40 заливок, далее начинает разрушаться. Но к нашему сожалению по методу Hardzenena нам удалось снять только 4 формы, после чего космонавт сдвинулся в форме.
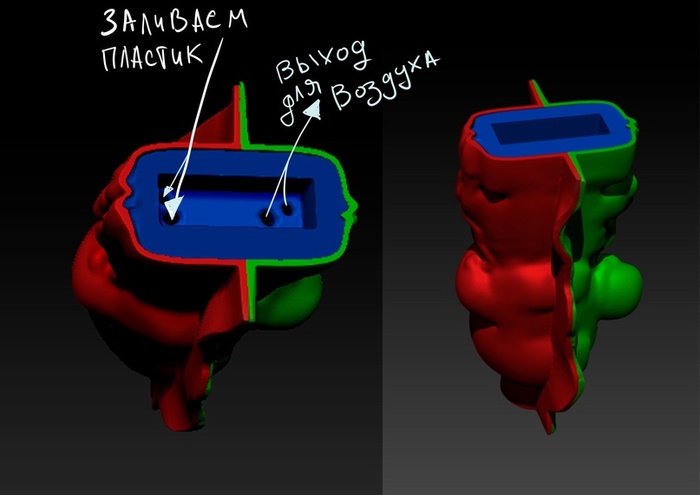
Остальные две формы сделали с закрытым кожухом.
Создаём в 3Д опалубку повторяющую форму космонавта на расстояние 1.5 см

Печатаем две части на FDM принтере, через верхнее отверстие заливаем силикон
После застывания силикона, разрезаем форму в районе ног, достаём космонавта и можно заливать пластик.
Плюсы и минусы каждой технологии опишу чуть позже в другом посте.
Этап 5. Литьё пластика.
Луну лили в открытую формочку, пластик проливается отлично, дегазация не потребовалась, пузырьков на лицевой части нет.
Космонавтов отливали в моновакуумной камере.
Собираем формчоку, смешиваем компоненты, заливаем, ставим в камеру, создаём в камере вакуум, ждём пока весь воздух выйдет и его место заполнит пластик, после наоборот, запускаем воздух компрессором, создаём давление 4-5 атмосфер и держим до полного отверждения в районе 20 минут.
И вот первый космонавт отлит!


Продолжение следует
Часть 2 Изготовление 200 статуэток. Часть 2. Постобработка
Показать полностью
13
12


Чем можно покрасить ребристый чёрный пластик ?
Здравствуйте

Есть устройство, которое очень давно уже не производят(по этому вариант "купить новое" не предлагать) с пластиковым корпусом в очень-очень плачевном состоянии... вернее корпус относительно нормальный, все кнопки целы, свои функции выполняет, но просто облезло потёртый со следами от дна кружки и царапин.
1) эта электроника и она будет нагреваться при работе (т.е. корпус частично выполняет функцию по выводу тепла от процессора)
2) она находится в одном помещении с человеком (проветриваемость нулевая)
3) на корпусе много механических кнопок
Соответственно
1) При нагреве краска не должна вонять или выделять какие-то токсичные испарения
2) она должна быть достаточно мелкозернистой, чтобы не залипить собой кнопки
3) она не должна сползать при физическом взаимодействии (когда на кнопку будут нажимать)
4) чем дешевле, тем лучше... бюджет ограничен
Показать полностью
Угадайте звездного капитана юмористической команды «Сборная Красноярска» по описанию одного из участников
Ну что, потренировались? А теперь пора браться за дело всерьез.
Показать полностью