Война в Украине? Не-е, не слышали)
Где-то людей убивают быстро, а где-то медленно... Угадайте, шо за город?)
И еще вопрос: "Почему местные люди, живущие там, ничего сделать не могут?"
Где-то людей убивают быстро, а где-то медленно... Угадайте, шо за город?)
И еще вопрос: "Почему местные люди, живущие там, ничего сделать не могут?"
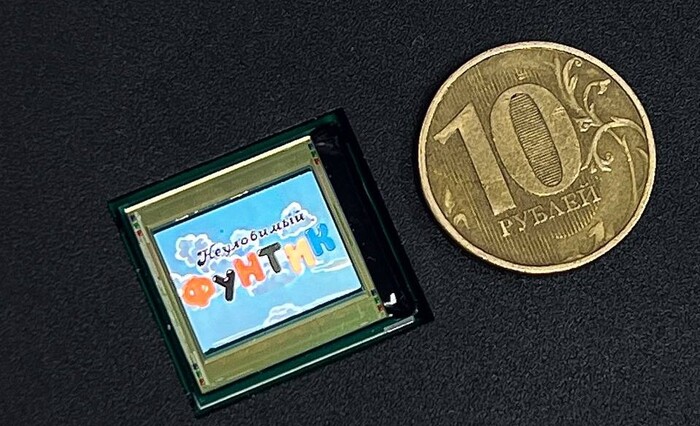
Ростех показал возможности первого в стране миниатюрного OLED-дисплея
Холдинг «Росэлектроника» Госкорпорации Ростех продемонстрировал возможности первого полностью российского микродисплея на органических электролюминесцентных светодиодах (OLED).
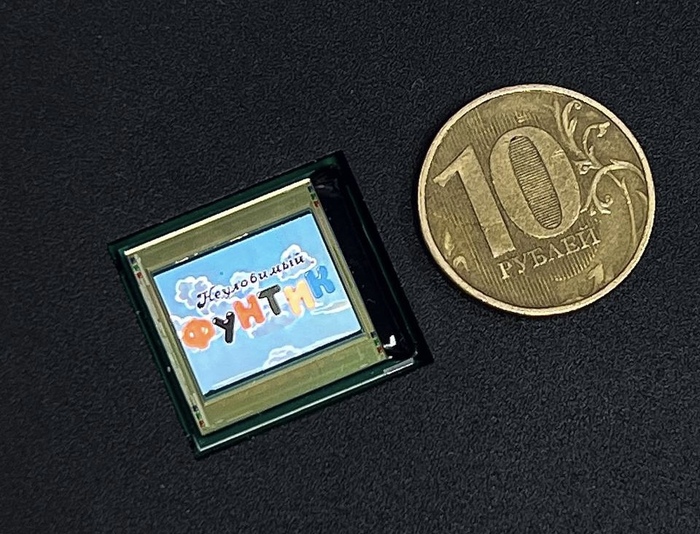
Устройство, размеры которого сопоставимы с десятирублевой монетой, обладает разрешением 1280х1024 пикселей и шагом пикселей в 12 мкм. В сферу его применения входят очки виртуальной, дополненной и смешанной реальности, фото- и видеокамеры, тепловизионные прицелы и тепловизоры.
Одним из непременных условий производства OLED-микродисплеев является строгое соблюдение повышенных требований к технологическому процессу. В частности, требуется высокая точность обработки верхнего стека кремниевой сверхбольшой интегральной схемы и нанесения многослойной OLED-структуры, толщина которой не превышает 100 нм.
В мире насчитывается пять стран, в том числе Россия, владеющих технологией создания таких устройств. Единственное в нашей стране предприятие, которое обладает соответствующим оборудованием и технологией для изготовления OLED-структур и устройств на их основе, – ЦНИИ «Циклон» холдинга «Росэлектроника».
Россия является одной из пяти стран в мире, которая владеет технологией создания OLED-микродисплеев.
Холдинг "Росэлектроника" (входит в Ростех) продемонстрировал возможности своего микродисплея размером с десятирублевую монету, показав на экране любимые советские мультики. Это первый полностью российский микродисплей с разрешением 1280х1024 пикселей и шагом пикселей в 12 мкм.
Источник: https://t.me/ruselectronics_official/53
Предлагаем вашему вниманию видео о российском станке "Саста" из линейки фрезерных станков: широко-универсальный фрезерный станок мод. 6820Ф1
Ниже предлагаем вам текстовый вариант с фотографиями:
Широкоуниверсальный фрезерный станок мод. 6820Ф1 является разработкой завода "Саста" и полностью изготавливается на заводе. Все литые корпусные детали, включая станину, колонну, стол, корпуса поворотной головки отливаются на собственном литейном заводе и проходят механическую и термическую обработку на площадях "Састы". Также на площадях "Састы" осуществляется изготовление защиты станка, корпусов электрошкафа и пульта управления, производится электромонтаж.



Станок 6820Ф1 – это универсальный фрезерный станок с УЦИ, который по своей кинематике является аналогом известного советского широкоуниверсального фрезерного станка 6Р83Ш. Он подходит для решения большинства задач, связанных с обработкой деталей размерами до 2000 мм в длину и до 530 мм в ширину из стали, чугуна, алюминия в условиях единичного, мелко- и средне-серийного производства.


Станок оснащен угловой головой с возможностью поворота в двух плоскостях, что позволяет вести обработку детали под настраиваемым углом к поверхности. Поворот каждого звена осуществляется вручную.


Станина станка имеет широкие призматические направляющие скольжения шириной 250 мм, благодаря чему возможна силовая обработка, в том числе труднообрабатываемых материалов.
Движение всех линейных осей осуществляется с помощью ШВП, а не ходовых винтов, что позволяет уменьшить нагрузку и момент страгивания при начале движения.

Благодаря системе передачи электромагнитных муфт управление всеми осями осуществляется с помощью одного серводвигателя. Привод каждой оси оснащен надежным электромагнитным тормозом.
Асинхронный двигатель мощность до 15 кВт вкупе с 12-ти ступенчатой коробкой передач обеспечивает высокий крутящий момент, более 1800 Нм на шпинделе.
Переключение передач осуществляется вручную. Коробка передач также выполняет функцию суппорта, что существенно увеличивает жесткость станка и уменьшает габарит шпиндельного узла.

Для обеспечения простоты смены инструмента, шпиндель станка оснащен гидравлической системой зажима/разжима.
Для контроля перемещения и отслеживания координат, станок оснащается устройством цифровой индикации ЛИР российского производства с линейными датчиками, что в сочетании с серводвигателем, ШВП, автоматизированной системой смазки позволяет добиться высокой точности обработки.
В качестве дополнительного оснащения возможна установка горизонтального держателя инструмента типа "серьга".
Сразу приношу извинения за ошибки. Продолжу.
Далее идёт производство. На производстве у нас 11 человек.
8 операторов ЧПУ, 1 контролёр, 2 наладчика. Все трудоустроены официально, зп белая на карту. Оплата больничных, отпусков, пособий- всё это есть. Выдают спецодежду и обувь. На Новый год нас радуют хорошей дополнительной премией.
Расскажу сначала о наладчиках. 1-й наладчик- он же начальник цеха, программист, мастер, технолог. 2-й наладчик тоже программист, мастер и технолог. В их обязанности входит управление персоналом, заполнение производственной документации, написание программ и установка их на станки; наладка станка, запуск детали в производство, заточка инструмента( свёрл,фрез,пластин, резцов). Расчет необходимого колличества металла, расчёт норм выработки для операторов. Также они сообщают руководству о необходимости закупки расходников( резцы, пластины, сверла, фрезы, ремни, датчики и т.д.).


Занимаются ремонтом станков и податчиков, вообще ремонтом всего что сломалось: будь то коротнувшая розетка, сгоревший датчик на компрессоре, или ремонт насоса которым откачивают эмульсию.

Иногда, когда даже наладчик не справляется вызывают какого- нибудь узкоспециализированного мастера(например по приводам, по электронике и т.п).
График у них 2/2 только дневные смены. Зп наладчика н1 является тайной, но я предполагаю она должна быть от 1.5 тысяч$, очень уж хороший специалист. Зп наладчика н2 значительно скромнее до 1800 бел.руб. хотя и он, безусловно, классный спец.
Контролёр ОТК. 1 человек.
Она же ведёт учёт готовой продукции и брака, заполняет необходимую документацию, взаимодействует с ОТК заказчика, продувает детали и упаковывает их после проверки, передает готовую упакованную продукцию представителю заказчика. Ещё убирает офис, гардероб, кухню и частично цех.

Следит за необходимостью закупки ветоши, воды для кулера, чистящих средств.
Проверка готовых изделий ведётся по чертежу на соответствие деталей требуемым размерам и допускам. Чаще выборочно из сделанного за смену с каждого станка берется n- далей и их проверяют по всем параметрам.
Иногда заказчик требует 100% проверки по одному размеру или нескольким, или вообще всем размерам. В таком случае к ОТК подключают и наладчиков и операторов, ведь за сутки может быть изготовлено и более 5000 деталей.
Кстати, при обнаружении брака( если его невозможно исправить и брака много) принято стоимость затраченного металла делить между всеми операторами, контролёром и наладчиком н2. Иногда могут лишить части премии только виновника. Такой подход очень мотивирует на создание продукции высокого качества. Нет качества = нет зарплаты. Без разницы по какой причине произошёл брак: косяк оператора, наладчика, или же сбился какой- нибудь высокоточный агрегат для измерений и этого просто не заметили. Есть ещё вариант брака из-за использования некачественных расходников( раскатников, накатки и др.), Но тут чаще всего можно договорится с заказчиком. В целом, серьезный брак бывает очень редко. Далее фото оборудования и инструментов используемых для измерения деталей.

Иногда заказчик предоставляет свой инструмент для контроля( пробки, скобы, кольца, втулки и др.). Практически всегда контролёр, наладчик и оператор используют одни и те же "мерители"( кроме штангелей- у каждого есть свой). Так быть не должно, но есть. Многие измерительные приборы безнадежно пиздят, поэтому стараемся держать размеры всегда в середине допуска.
Хотя, надо заметить, что по-всей видимости у некоторых наших заказчиков, ОТК часто в куда более печальном состоянии. Я имею ввиду навыки и инструмент. К нам как-то приезжал представитель контроля заказчика, и было впечатление, что человек не умеет пользоваться штангельциркулем.
Мне наша контролёр очень напоминает многорукое индийское божество способное сделать буквально тысячу дел, притом качественно и быстро.
График контролёра 5/2, но выходит на работу она и в воскресенье. Зп 800 бел.руб.

Вот теперь расскажу о работе оператора станков ЧПУ. Операторов 8 человек. График 2/2. Смены по 12 часов дневные и ночные. Зп от 1400 до 2300 бел.руб. Есть обед 30 минут с 11.30 до 12.00, аналогично ночью. Но я например, ухожу на обед когда мне удобно. Никто не стоит над душой и не контролирует, как часто ты пьешь чай или куришь. Главное норму сделать. Коллектив молодой, до 40 лет. Есть люди с профильным образованием, есть люди прошедшие обучение на производстве. В смене работает 2 оператора + наладчик( только днём). Один оператор работает на 5-и станках, второй на 4-х, хотя бывало, что один человек работает и на 9(!) . Станки практически никогда не останавливаются. Разве что на переналадку, замену инструмента, ремонт, пересменку, большие праздники.
Здесь на детали левая резьба и внутри отверстие d 0.5 или 0.7( точно не помню). Потом фото 4- х станков моего напарника и 5 моих станков.





Будет третья часть, просто получается более 50 блоков в посте, если писать всё. Я теперь знаю:(
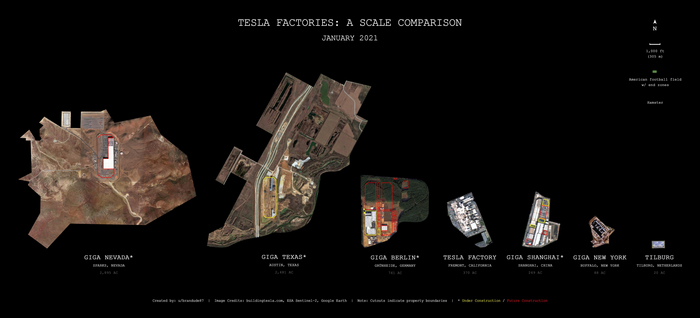
Совсем недавно завод Gigafactory Berlin официально начал серийное производство электромобилей. Торжественная церемония с участием Илона Маска и канцлера Германии Олафа Шольца сопровождалась передачей первых 30 машин покупателям прямо в холле завода, хотя на рынке товарные машины появятся в апреле. Предприятие обошлось компании в 5 млрд евро — это самая большая разовая инвестиция в немецкую промышленность за последние годы. По плану к 2025 году завод выйдет на плановую мощность 500,000 машин и 50 ГВт∙ч аккумуляторов в год, а штат вырастет с нынешних 4,000 до 12,000 человек.

Дату открытия гигафабрики в Техасе и, соответственно, начала производства объявил генеральный директор и по совместительству главный инженер компании Илон Маск. 7 апреля пройдет шоу Giga Fest, вероятно, подобное тому, которым сопровождалось открытие Giga Berlin.
Производственные мощности каждой гигафабрики заявляются на уровне 500,000 машин/год, но лишь для первой фазы - дальнейшая застройка, характерная для всех производственных объектов Tesla, значительно увеличивает этот показатель. К примеру, согласно документу, отправленному в феврале властям Шанхая, Tesla расширяет производство до 1млн/год, чтобы удовлетворить растущий экспортный спрос. Это помимо того, что компания уже подыскивает место для второго завода в Китае. Маск частично подтвердил эту информацию, cказав что решение о выборе локации будет объявлено в конце года.
Но этого мало, чтобы утолить амбиции компании на ближайшее десятилетие, поэтому нужно больше фабрик. Цель — довести производственные мощности хотя бы до 10 млн машин в год за 8 лет. Таковы показатели выпуска у текущего крупнейшего автомобильного производителя - VAG.
Глава немецкого концерна, Герберт Дисс, неоднократно заявлял, что VW постарается не отставать от своего главного конкурента — Tesla. По его словам, несмотря на свои размеры Tesla занимает более выгодную позицию и обладает большим капиталом для того, чтобы стать крупнейшей автомобильной компанией мира.
Небольшой видео-инсайд, раскрывающий степень готовности предприятия - здесь будут производиться, помимо самой популярной в линейке Model Y, долгожданные пикапы Cybertruck, грузовики Semi и спорткары Roadster 2. Все это будет создаваться с использованием батарей нового формата 4680 c большей удельной плотностью, обеспечивающей запас хода на 16% больше, что крайне важно для уже перечисленных моделей.

Такую задачу поставил Little.Bit пикабушникам. И на его призыв откликнулись PILOTMISHA, MorGott и Lei Radna. Поэтому теперь вы знаете, как сделать игру, скрафтить косплей, написать историю и посадить самолет. А если еще не знаете, то смотрите и учитесь.
Условный модуль 4. Сталь 20х2н4а сырая. Глубина реза сейчас примерно 6мм. Второй проход.
Такие шестерни используются в редукторах фуникулёра для лыжных трасс, для подъёма лыжников на верх склона. В данном случае как раз такой редуктор в ремонте.
Вид спереди
Вид сзади