

Откопал древность
Разбирая древние негативы наткнулся на такую древность.
Показать полностью
1
Разбирая древние негативы наткнулся на такую древность.
Решил немного отдохнуть от закалки и написать об упомянутой в прошлой статье дульке, но исписав пару станиц, понял, что это надолго…. Да, вот об этой маленькой выемке на клинке как-нибудь придется написать много и с картинками. А чтобы вопросы не возникали дам ей свое определение. А то напишут тут в коммах, что она владельцам ножей для облегчения заточки служит…
Дулька – небольшая выемка на лезвии клинка у рикассо. Абсолютно ненужный пользователю элемент. Рудимент предыдущей технологической эпохи. След старых уходящих в прошлое технологий.

Поэтому продолжим моделировать фантазийную сталь. (Посмотрите прошлую статью по этой теме). Начнем сыпать в наше варево с углеродом легирующие добавки – специи и пряности. Каждая добавка придает супу особый вкус – перец, шафран, укроп, гвоздика и т.п. Каждая легирующая добавка тоже влияет на «вкус» стали – ее свойства. Не будем разбираться подробно, это тема сложная да нам и не нужная – мы говорим о принципах закалки разных марок сталей, а не об их моделировании.
Самая дешевая и самая распространенная добавка в стальной суп – хром.
Хром, помимо изменения некоторых свойств стали, очень склонен к образованию комков в смеси – карбидов в стали. Эти карбиды довольно тугоплавки. При этом они связывают наш углерод, и чтобы его хватило для образования равномерной смеси (чтобы после закалки получить хорошую твердость) нужно включить бетономешалку-температуру на уже большую мощность, чем в просто углеродистой стали. Поэтому легированные стали будут закаливаться уже от больших температур, лежащих в области линии равной 850 градусов. То есть, добавив в сталь хром (или другой карбидообразующий элемент) нам нужно повысить температуру под закалку, чтобы эти карбиды растворить.
Чем больше хрома – тем больше карбидов – тем больше времени их нужно растворять, но проще, конечно, повысить температуру. С этим все просто и понятно: добавили специи в раствор – получили комки, которые нужно разбить. Так как бетономешалкой у нас работает диффузия, зависящая от температуры, то просто ее немного поднимаем.
Играя с добавками углерода и хрома (и других специй) в разных пропорциях, получим разные марки легированных сталей.
И вот тут возникает логичный вопрос: как определить подручными средствами, какая сталь легированная, а какая нет? Можно по искре, как углеродку, но это уже гораздо сложнее – нужно иметь некоторое количество маркеров и определенный опыт. А можно с помощью магнита. Предвижу возгласы – магнит это несерьезно. Наоборот - очень даже серьезный и научный метод определения остаточного аустенита (горячего раствора в холодном состоянии – вот такой оксюморон) в стали.
Небольшая цитата из учебника. "О степени превращения перлита в аустенит можно судить еще более просто: по изменению магнитных свойств образцов в процессе превращения. Дело в том, что перлит магнитен, а аустенит немагнитен. По мере протекания превращения значения магнитных свойств станут постепенно уменьшаться, пока не достигнут при завершении превращения нулевого значения". Работает это правило и в обратную сторону.
Как вы помните, железо в стали при нагреве выше 768 градусов теряет магнитные свойства. Аустенит тоже немагнитен и по идее после охлаждения нагретой стали до 768 градусов она должна снова магнититься. Так и происходит в углеродистых сталях, однако, с легированными сталями все немного не так.
Если при нагреве при 768 градусах они магнитные свойства потеряют, то при охлаждении на воздухе магнитные свойства восстановятся при гораздо более низкой температуре. По этому признаку мы можем в какой-то мере определить даже степень легированности – чем дольше восстанавливаются магнитные свойства, тем больше в стали легирующих.
На практике это выглядит следующим образом. Нагрели сталь до желтого и после остывания до красного цвета пробуем ее «на магнит». Цвет каления при 768 градусов вы уже помните – цвет спелой вишни – и если сталь уже остыла «до черного», а на магнит не реагирует, значит в ней присутствуют легирующие элементы.
Почему так происходит? Помните наш мультяшный автобус и народ который нужно в него запихнуть? А если транспорт пришел к остановке не пустой, а с пассажирами-легирующими элементами? В этом случае нам и греть нужно дольше чтобы войти и чтобы выйти больше усилий приложить. Помните разговор с «качком» в переполненном вагоне метро?
- Вы на следующей остановке выходите?
- Да.
- А люди перед вами?
- Тоже, только они об этом не знают.
Чтобы углерод выделился из раствора с хромом ему «нужно приложить усилия». Хром мешает диффузии углерода, он ее замедляет в несколько раз. (Вообще-то не все легирующие уменьшают скорость диффузии углерода. Например хром, ванадий, молибден – уменьшают, а никель и кобальт увеличивают).
И вот тут еще одна засада для тех, кто пытается сдержать «перебегание» углерода из слоя в слой в дамаске путем никелевых прокладок. Никель в дамаске чисто декоративный материал, создающий контрастность. Но за все надо платить, и если в ламинате как прокладка он еще работает нормально, то в многослойном материале за счет диффузии создается непрочный никеле-железо-углеродный слой.
Но тему диффузии мы затронули только потому, процесс распада нашего горячего раствора – аустенита – на исходную смесь феррит и перлит (перлит и карбиды) процесс диффузионный. В легированной стали в итоге он затягивается и она остается немагнитной ниже температуры в 768 градусов.
Если сталь после хорошего нагрева при остывании до темно-красного начинает магнититься, значит это углеродка и закаливаем ее в районе первой линии в 768 градусов. Если не магнитится даже остыв до черного – легированная сталь и закаливаем уже при более высокой температуре в районе второй линии.
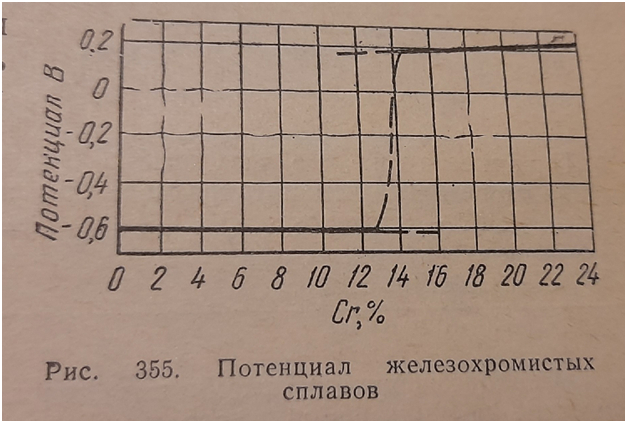
А что будет, если мы продолжим сыпать хром в нашу сталь? Ничего интересного происходить не будет до момента, когда количество хрома в стали превысит 12%. В этот момент произойдет скачкообразное повышение коррозионной стойкости. Стали с содержание хрома меньше 12% подвержены коррозии как и обычное железо, стали с содержанием более 12-14% Cr ведут себя как благородные металлы, так как обладают положительным потенциалом (пассивное состояние).
Поэтому нержавейку легко определить с помощью гранулы медного купороса - медь не будет осаждаться из раствора медного купороса на поверхность нержавеющей стали. Положили гранулу купороса на сталь, капнули водой и смотрим – самый простой и надежный способ.
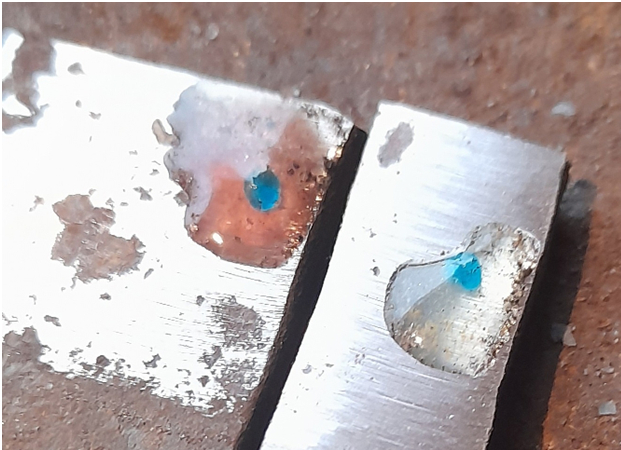
Жаль только что этот способ определяет все виды нержавеек, а среди них есть и те, которые не закаливаются. Однако тут может помочь магнит: не магнитится – не закаливается. Но есть и такие, которые магнитятся, но не закаливаются – тут только по искре или калить на пробу.
Попробуем рассчитать свою сталь и приблизительную температуру ее закалки. Допустим, нам нужна сталь для рыбацкого ножа, выполняющего заодно и кухонные работы – порезать, почистить, пошинковать.
Нож нам нужен небольшой и неширокий – управляемость лучше; не толстый – тяжелых работ по открыванию люков и рубки деревьев не предусмотрено; коррозионностойкий, нормально держащий заточку, при этом легко правящийся в полевых условиях.
Берем железо и начинаем сыпать в него углерод. При 0,4% сталь уже закаливается, значит, пора сыпать хром - его кладем 13%. То есть, мы создали нержавеющую хорошо закаливающуюся сталь при минимальном количестве взятых углерода и хрома. Это будет самая дешевая нержавейка пригодная для изготовления различного инструмента и ножей в частности. Марка ее 40Х13, а иностранные аналоги китайская 4С13, польская 4Н13, немецкая 1.4031, американская 420.
Это самая удобная в обработке и работе нержавеющая сталь – углерода немного, хрома по минимуму для нержи, а значит карбидов не так и много. Однако минимум углерода, который еще и связан в сложные карбиды, может приводить к некоторым трудностям в закалке, которые для нас уже и не трудности.
Мы знаем, что чтобы растворить и перемешать в растворе углерод для таких доэвтектоидных сталей нужно увеличить скорость диффузии – поднять температуру. По идее нам нужно калить от второй линии в 850 градусов – это вы помните из прошлой статьи мы уже моделировали такую сталь, - однако у нас много хрома который связал углерод и чтобы растворить эти тугоплавкие карбиды нужно еще накинуть температуру - поднимем ее под третью линию. Отсюда закаливаются все нержавеющие стали как доэвтектоидные, так и заэвтектоидные. Выше, как говорил, поднимать можно, но в крайних случаях при специальной двойной закалке, о которой ниже.
Итак, сталь у нас есть, изделие готово, как калить? Специально для этой статьи я изготовил два ножа из 40Х13 и закалил двумя разными способами. В обоих случаях получились неплохие, на мой взгляд, ножи, один из которых тут же конфисковала супруга на кухню.

Давайте рассуждать. Чтобы растворить карбиды хрома нужна довольно высокая температура – это раз. Два – углерода мало и чтобы получить высокую твердость нужно его хорошенько распределить по объему стали – опять же надо греть. Но в любом случае мы карбиды получим – от этого никуда не деться, поэтому придется недостаток обратить в достоинство – сделаем карбиды как можно мельче - этим мы упрочним сталь (мелкодисперсное упрочнение) и повысим коррозионные свойства за счет большего количества хрома оставшегося в матрице.
Значит, нагреваем сталь до 1100 и закаливаем ее в воде. Твердость в данном случае нам не важна, так как теперь сталь нужно отпустить – нагреть до 500-600 градусов. После этого в стали появится очень много мелких карбидов в перлитной матрице – что нам и нужно. Это наша цементно-песчаная смесь с мелкими камушками. Теперь быстро нагреваем до 900 и закаливаем в масле (можно и в воде для большей твердости). Крупных карбидов у нас нет – растворили с первого нагрева, а остатки мелких упрочняют сталь. После такой закалки 40Х13 царапает стекло но все еще несколько хрупка. Даем ей небольшой отпуск (до слегка золотистого цвета если на горелке) и работаем. Сталь после такой закалки упруга, в меру тверда и обладает высокими коррозионными свойствами.


Все эти нагревы легко делать на глаз – если мы кратковременно нагреем и выше(ниже) 1100 – ничего страшного. Если чуть меньше или чуть больше 900 – тоже нормально.
Нагретая до 500-600 градусов сталь не имеет цвета каления – она черная. Температуру можно не парясь определить с помощью пирометра – они доступны и недороги. А можно с помощью подручных средств, например, при температуре в 561 градус начинает плавиться кальциевая селитра (нитрат кальция) – распространенное удобрение.
Второй способ.
Этот способ гораздо проще и лучше подходит для 40Х13 и ей подобных, так как дает большую твердость. Первым способом лучше закаливать заэвтетоидные стали типа 95Х18 и ее аналоги. Однако и тем и другим способом легко закалить любую нержавеющую сталь. Жаль только, что годятся они больше для горнов, так как греть муфели по нескольку раз, да на разную температуру – заломно. С распространением муфельных печей, как ни парадоксально, и возникли некоторые трудности в закалке нержавеющих сталей.
Греем сталь до 1000-1100, чуть выдерживаем чтобы растворить карбиды, даем ей остыть на воздухе до красного или темно-красного и закаливаем в воде. После закалки сталь легко царапает стекло. Отпуск как и в первом способе. Преимущества: довольно широкий закалочный интервал температур, нет коробления, высокая твердость, быстрота выполнения. Ошибиться в данном случае очень сложно. Заметили, что мы нагревали сталь выше, а закаливали от температуры ниже рекомендуемой? Дело в том, что большинство рекомендаций по закалке даны для работы с муфельными печами с регулируемой температурой. Наша очень удобная и надежная «закалка с подостуживанием» непригодна для больших партий и основана на умении термиста на глаз определить температуру для погружения изделия в закалочную среду.
А если за основу взять сталь с большим содержанием углерода? Может в этом случае нам не придется греть сталь до высоких температур под закалку, так как углерода у нас за глаза для того чтобы равномерно распределить его по матрице? Придется.
Углерода много – много поэтому и карбидов хрома. Матрица при 13% углерода будет обеднена хромом и нержавейка у нас получится так себе. Придется к большому углероду добавлять еще и порядком хрома.
В этом случае мы получили сталь как бы лежащую на противоположном конце линейки нержавеющих инструментальных сталей. В ней все по максимуму и хром и углерод, в отличие от нашей первой стали, где все по минимуму. А получили мы теперь нечто 95Х18 и ее зарубежных аналогов: США - 440B, 440C, 440FSe, A756; Германия - 1.4125, X102CrMo17, X105CrMo17; Япония - SUS440C; Франция - X105CrMo17, Z100CD17;ЕС - X102CrMo17; Польша - H18; Чехия – 17042.
Больше углерода – больше карбидов хрома – меньше хрома в матрице – хуже коррозионные свойства – больше хрома.
Греть до высоких температур придется как и в первом случае, но теперь уже для того, чтобы растворить множество крупных тугоплавких карбидов. Поэтому первый способ закалки довольно не плох, если нужна высокая твердость. При втором способе твердость может быть даже чуть ниже, (особенно если калить в масло) но рез будет агрессивнее за счет остатков крупных карбидов.
«Мыльный рез» у нержавеек возникает только по причине закалки их от высоких температур, а так карбидов в них хватает. Но кто сейчас будет париться с двойной закалкой или закалкой с подостуживанием, если нужно закалить большую партию клинков?
Перечисленные выше марки стали хорошо известны и популярны. Популярны до такой степени, что народ тупо клюет только на их название. На прошлой неделе говорил с одним из производителей ножей из довольно крупной мастерской. Да, он иногда ставит на обкладки (в трехслойке) такие стали. На вопрос зачем, честно ответил: «маркетинг!». Потребительских свойств ножу это не добавляет, но народ берет.
Эти стали уже довольно заморочисты по причине большого количества карбидов в них. Чтобы получить хорошие коррозионные свойства приходится греть под закалку до больших температур, при достаточном количестве углерода. Да и после ковки, а куются они тяжело и режутся хуже, нужен специальный отжиг из-за возможного выделения карбидов по границам зерен стали. Поэтому в них часто вводят дополнительные легирующие добавки помимо хрома.
А теперь представьте как сложна термообработка ножа из 95Х18 и У8 . Если провести отжиг, то можем вырастить зерно в У8, так как температура отжига первой около 900, а второй около 700. И если мы нагреем сталь под закалку чуть выше, допустим до 900, то даже при закалке с 780, мы закалим обе стали. Поэтому греть придется «снизу» поднимая температуру и закалка с подостуживанием уже невозможна.
Поэтому японские производители ножей не парятся и ставят на обкладки стали типа 20Х13. Это что-то типа нашей первой нержавеющей стали только с меньшим количеством углерода – чтобы не закаливалась. Отличная обрабатываемость, свариваемость, высокая коррозионная стойкость, свободная возможность проводить сложную закалку центрального слоя на очень высокую твердость – что еще нужно? Но кто-то не ищет легких путей…
P.S.
То что сталь 95х18 ледебуритная для нас не имеет никакого значения. И 40х13 и 95х18 после закалки имеют в своей структуре мартенсит, карбиды и остаточный аустенит. Разница будет только в количестве и пропорциях этих составляющих.
Кому-то все эти статьи кажутся бессмысленными, потому что «Алиэкспресс», как взорвавшаяся в старой и пыльной галактике сверхновая, осветил нам путь в будущее. В общем, «на Али» как в Греции, есть всё. Или почти все. Упомянул Грецию и сразу подумал, что цитату из Чехова «В Греции есть всё» не многие помнят. Это к тому, что без лирики эта статья не обойдется.
А если, вдруг, понадобилась пружинка специфической формы и размера? Где взять? Обычно идут в магазин или ищут в Интернете. А если понадобилась срочно? А вот тут нужно иметь хотя бы минимальные знания по термической обработке и закалке-отпуску в частности.
Есть много специалистов, которые в домашних условиях наловчились перевивать магазинные и вить нужные по размеру (и жесткости) пружины. Действительно, сколько раз я расковыривал какой-нибудь шампунь с дозатором, чтобы вытащить оттуда пружину и перевив, тут же закалить ее на газовой конфорке. Да, временная, конечно, замена, но отыскав нужную проволоку, потом можно сделать что-то и понадежнее.
Приходилось мне перекаливать и подсевшие заводские ружейные пружины, да мало ли когда пригодятся знания по термической обработке… Сделать и закалить шило, резец, рыболовные крючки, кстати, раньше крючки часто перекаливали: то перекал с завода – ломаются, то недокал –разгибаются. Купят сотню на донки или перемет и всю партию в перекалку. А где перекаливали? Да в гараже на паяльной лампе или на кухне на газу.
Сейчас такое «непотребство» стали забывать – проще новое купить, а старое выкинуть. Сменился технологический уклад. Это произошло как-то не слишком заметно для тех, кто в мегаполисах живет, а вот кто в деревнях или небольших городах - прочувствовали это сразу. Сварочники разных видов, пилы, точила, станки по дереву и металлу, гриндеры, болгарки и всевозможные насадки к ним появились сразу и у всех. Вчера еще рубили ленту на пилу-лучкову, а сегодня уже мощный электролобзик фигурно режет твердую древесину.

Самодельный сварочный аппарат.
Теперь даже по дереву не часто вырезают руками, а покупают станок ЧПУ, который выпиливает почти любой рисунок.

Уже не надо идти к знакомому мужику в гараж, что-то выточить на его точиле. А помнится не так и давно точила делали сами, как и сварочные аппараты. Я сам как-то делал, а один такой самодельный работает у меня до сих пор. Тянет даже четверку-электрод.
А если у кого была наковальня и горн, то он мог почувствовать себя в шкуре настоящего деревенского кузнеца.
Тащили в кузницу все – от сломанных шумовок, до перил и оград. По этой причине деревенский кузнец был специалистом широчайшего профиля и делал очень многое от лужения кастрюль и ковки кочедыков, до починки часов. Один такой гад, починил трофейные старинные настенные часы, привезенные дедом из Германии в сорок пятом. Часы пошли, но завод уменьшился основательно – отрубил деревенский кузнец часть пружины на свои кузнечные нужды.
Но не всякий деревенский кузнец мог подковать лошадь – тут совсем другая специализация и подход. Да и закаливать подковы не нужно – смысла нет.
Жизнь идет вперед, быстро меняя свой вид. Уходят в прошлое старые технологии не оставляя следа. Вот, например, так называемая «дулька» на ноже. Откуда она взялась? Нет, это не для удобства заточки – это след технологии изготовления. Или «чо» («чойл») на кукри – тоже след старинной техны. Она забыта, а традиция делать – осталась, как и в случае с «дулькой». Нам конечно "знатоки" расскажут, что альтруист-кузнец, озаботившись удобством пользователя своей продукции решил как-то отметить зону заточки. А что, годная версия - тот кто покупает ножи тупой и слепой обычно, не видит где и откуда точить. Кстати, это выемка иногда очень мешает - цепляется за нее все, но делают иногда. Традиция. А может она клинок укрепляет? Подумайте на досуге.
В общем, реальность из неспешной, когда для звонка в другой город нужно было идти на почту заказывать разговор, чтобы в определенный день, человек в другом городе пришел на свою почту там, и вы смогли пару минут поболтать о жизни, растворилась во времени. В нашу жизнь ворвался агрессивный маркетинг в прямом смысле этого слова.
Слова «продать» и «купить» стали самыми популярными. Забейте в поиск – проверьте. Со сменой уклада на нас обрушилась и масса информации. Теперь не нужно идти к какому-нибудь мастеру и спрашивать, как он что-то делает. Сейчас можно почитать статью на каком-нибудь сайте и сделать все самому. И все бы хорошо, вот только информация часто очень сильно искажена, потому как сайты порой наполняются «контентом от фрилансеров». Очень хорошо знаю парочку таких. Работать их на этом поприще жизнь заставила. Кстати, вот вам совет от одного из них, если и вы захотите влезть в эту шкуру.
«Не вкладывай душу, иначе быстро сгоришь».
Это - если хочешь стать настоящим профессионалом и писать быстро и много, надо писать «на отвяжись». И писали они статьи на разные темы, от починки и обустройства канализации, от приготовления изысканных блюд, до советов влюбленным.
Понимаете, какого качества эти статьи? А тысячи таких висят где-то на сайтах, так как были приняты заказчиком и оплачены. А теперь читаются и откладываются в мозгах заглянувших. А потом эти читатели, впитав в себя ересь про утерянные секреты булата, до хрипоты мне доказывают, что булат «рубил камни и самозатачивался от крови врага». Кстати, это цитата с такого сайта.
Более того, многие читатели перестали читать длинные статьи – сил, наверное, нет. Надеюсь, до этих строк добрались не все и остались только самые терпеливые – вредный я.
Итак, перехожу к теме закалки.
Давайте пофантазируем и представим себя не в роли упомянутого деревенского кузнеца. А в роли прошаренного современного исследователя-металлурга, способного в своей лаборатории создать по желанию любую сталь.
Берем чистое железо и начинаем постепенно добавлять в него углерод – 0,1%, 0,2%, 0,3% - и проверять сталь на закаливаемость. Вот, дошли до 0,35 или даже 0,4% углерода. Если до этого момента никаких особо заметных изменений не происходило, то при 0,4% С сталь после закалки вдруг стала гораздо крепче и тверже. Что случилось, если углерод до этого момента тоже в железе присутствовал?
Помните из прошлой статьи доэвтектоидные стали и почему они так называются? В стали «не хватает» углерода, и чтобы наш застывший раствор получился без мягких комков его надо хорошо перемешать перед этим. Что делает строитель, если в смеси мало цемента? Он тщательно ее перемешивает, до тех пор, пока все частички песка не будут связаны частичками цемента. Только в этом случае застывший бетон получится крепким и однородным.
Броуновское движение помните со школы? А диффузию? В нашем случае диффузия – это проникновение атомов одного элемента в кристаллическую решетку другого. Чем выше температура, тем быстрее работает углеродомешалка – диффузия. Диффузия нам заменяет бетономешалку. Чем быстрее ее обороты, тем меньше времени уйдет на создание качественной смеси-раствора.
Как вы помните, перемешивание или образование раствора в углеродистой стали начинается при 727 градусах. Если очень долго ждать, то когда-нибудь, в теории, мы и получим этот качественный раствор, но это не точно. Поэтому чтобы процесс создания раствора шел быстрее, нужно, как вы понимаете, поднять температуру.
Раствор – это в прямом смысле раствор. Раствор углерода в раскаленном железе называется аустенитом. Могли бы назвать и просто – горячим раствором, но тут дело в том, что при определенных условиях этот горячий раствор может сохраняться в холодном виде. Тут у нас оксюморон получается, поэтому такой горяче-холодный раствор назвали остаточным аустенитом.
Пусть вас не пугает название аустенит. Раствор углерода в горячем железе назвали по фамилии англичанина его описавшего У.Робертса-Остина (W.Roberts-Austen). Если бы эту структурную составляющую сталей открыл бы Иванов, раствор назвали бы, наверное, иванитом. Ведь холодный пересыщенный раствор углерода в железе мартенсит назвали в честь немца Адольфа Мартенса, поэтому ничего такого особо умного в этих словах нет. Нам главное помнить, что есть горячий раствор и холодный раствор. И чтобы получить нужный нам очень твердый холодный, необходимо хорошо перемешать углерод в горячем. Вот это и есть вся основная «тайна» закалки любых, повторяюсь – любых сталей. Конечно тех, где есть углерод в достаточном количестве.
Как примерно определить сколько его в углеродистой стали я писал в прошлой статье.
То есть, чтобы закалить нашу сталь с 0,4 углерода, надо ее основательно прогреть, чтобы углерод и феррит растворились в горячем железе (аустените) полностью и равномерно. Поэтому, температура закалки доэвтектоидных сталей («с нехваткой углерода»), немного выше, чем температура закалки заэвтектоидных («с избытком углерода»).
Теперь сварим сталь с углеродом 0,6%. Как вы уже поняли, температура закалки этой стали будет немного ниже, чем стали с 0,4% С – диффузию-углеродомешалку, сильно зависящую от температуры уже не нужно включать на такую высокую мощность.
Сталь с 0,8% С потребует для закалки еще меньшей температуры нагрева – углерода больше, «перемешивать» его особо тщательно уже не нужно. Это хорошо видно на схеме закалочных температур. Берем температуру в 727 градусов, при которой начинает появляться раствор, чтобы долго не ждать добавляем 50 градусов сверху и получаем температуру закалки У8 – 760-780 градусов. Но эта схема работает только для сталей с избытком углерода, доэвтектоидные стали надо греть немного выше – углерода мало.
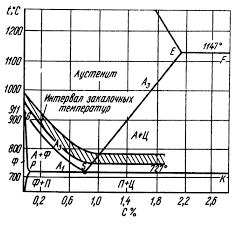
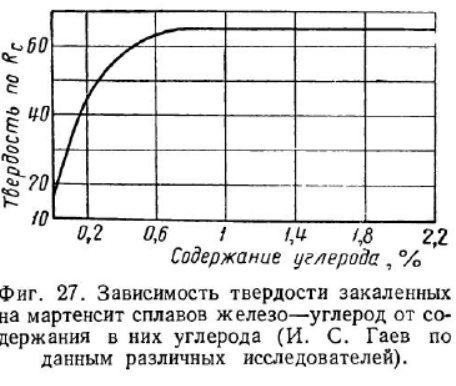
В сталях с избытком углерода его так много, что он выделяется в виде комков-карбидов. Чем карбидов больше, тем до более высоких температур надо греть сталь, чтобы их растворить полностью. (Большой кусок сахара будет растворяться в чае дольше, чем ложка сахарного песка такой же массы). Однако, углерода и так хватает, поэтому карбиды не растворяют полностью, чем еще больше упрочняют сталь после закалки, потому что карбиды самая твердая фаза в стали. Гораздо тверже мартенсита – пресыщенного холодного раствора, который и получается после закалки. (Твердость мартенсита 650-750 Нв, а твердость карбидов около 800 Нв).
Более того, чем больше углерода в таком растворе, тем он тверже. Поэтому твердость заэвтетоидных углеродистых сталей больше твердости доэвтектоидных сталей. Про точку «S» я писал в прошлой статье.
Почему так? Да совсем просто.
Как-то видел один короткий смешной советский мультфильм, очень точно иллюстрирующий процессы, происходящие в стали во время закалки. Вы его легко найдете по запросу в Сети «советский мультфильм автобус».
На остановке стоит большая толпа народа. Подъезжает маленький автобус и часть людей впихивается в салон.
- Все влезли? – спрашивает водитель.
- Нет! – орут с остановки в ответ.
Водитель передвигает специальный рычаг и автобус немного растягивается в длину.
- Все влезли?
- Нет!
Рычаг переводится еще на одно деление вниз и автобус еще удлиняется.
- Все?
- Нет!
Водитель давит рычаг в пол и автобус становится похож на длинную колбасу.
- Все?
- Все!
- Поехали, - водитель возвращает рычаг в исходное и автобус сжимается в первоначальный вид.

В общем, в салоне стало очень много твердых, немного искаженных и деформированных пассажиров. Точно так же происходит и в стали.

В раскаленном состоянии железо способно растворять углерод, а в холодном – нет. Вспомните наш солевой раствор. Кстати, для лучшей аналогии тут посоветовали соль заменить на сахар – так будет точнее. Я не против.
Напихав в кристаллическую решетку железа много атомов углерода, мы резко охлаждаем сталь, чтобы углерод не успел выделиться из раствора как тот сахар (или пассажиры не успели выскочить из сжимающегося мультяшного автобуса). Кристаллическая решетка железа, из-за того, что углерод не может в ней раствориться но и не может выделиться, искажается очень сильно и в стали образуется уже известный нам мартенсит – пресыщенный твердый раствор углерода в железе. Понимаете, почему пресыщенный? Углерод должен был «выпасть в осадок» в виде карбидов или в виде цементита в перлите, но не успел.
Чтобы углерод не успел выделиться, нужна очень большая скорость охлаждения горячего раствора (аустенита). Чем она выше – тем больше углерода останется в холодном железе, тем больше будет искажена кристаллическая решетка, тем тверже станет мартенсит.
По этой причине, закалить раскаленную саблю размахивая ей в воздухе, пусть и на скаку, можно только на очень небольшую твердость. Но по причине того, что сталь раньше часто была хладноломкой, сабли на высокую твердость и не закаливали – поломаются.
Были, конечно, всякие экземпляры, но хорошие и стоили дорого, да и писал я уже об этом.
Короче, моча для получения высокой твердости, как закалочная среда, гораздо лучше горного воздуха. И свет луны тут как бы и ни при чем, а вот слезы девственницы, если горючие и соленые, очень даже подойдут.
Надеюсь, я понятно описал причину, по которой мы вообще нагреваем сталь под закалку. И на этом можно было бы остановиться, если бы не легирующие элементы. Продолжим моделировать нашу фантазийную сталь в следующей статье, а пока разберемся, как определить температуру закалки углеродистых сталей.
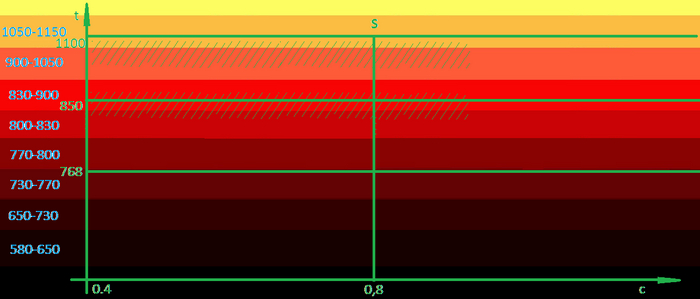
Наверное, вам надоели эти унылые черно-белые схемы, поэтому нарисую свою, яркую и веселую. Начну, с модных в нынешнее время всяких там красных линий. Но мелочиться не буду - сделаю красные линии широкими и разных оттенков. (Может в этом и все дело?)
Поначалу я хотел добавить в схему и синих тонов, но это потом сможет сделать каждый, когда дойдем до отпуска. А пока и красного хватит, тем более что некоторые красные линии я буду чертить зеленым цветом.
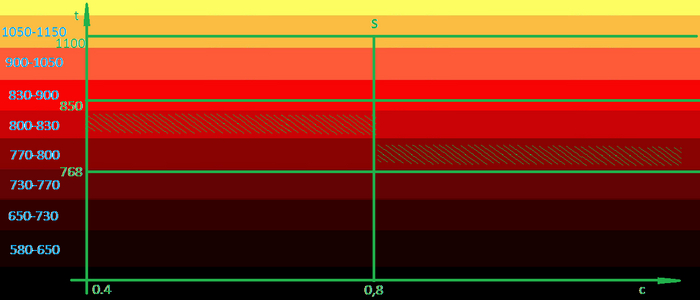
Первая красная-зеленая линия это линия равная температуре 1100 градусов. Температура взята произвольно, но желательно не нагревать выше неё любую сталь: углеродистую, легированную, нержавеющую. Поэтому эта зеленая линия и красная.
Следующая линия – это линия S. Слева от которой лежат стали доэвтектоидные, справа – эвтектоидные - больше она ничего и не обозначает.
Еще одна очень нужная и интересная – линия равная температуре 768 градусов. Это выше температуры, при которой начинается образовываться наш горячий раствор, поэтому при такой температуре можно как-то закалить все углеродистые стали от 0,35-0,4% углерода. А углеродистые стали от 0,8% будут уже прекрасно закаливаться. Зеленая линия в 850 градусов будет красной для всех углеродистых сталей, как доэвтектоидных с нехваткой углерода, так и заэвтектоидных с его избытком. Можно нагреть и выше, но не нужно – ни к чему.
Почему 768 и как определить эту температуру? Можно по цвету каления – на глаз. Сталь цвета спелой вишни будет соответствовать этому нагреву. Цвет спелой вишни… как лирично. Так и просится сюда хокку:
Все холоднее,
Только никак не остыть
Гроздьям рябины.

Определите температуру каления стали по цвету ягод.
Кстати, цвет заходящего солнца у горизонта соответствует примерно 850-900 градусам нагрева стали, поэтому оно у нас и остывающее после раскаленного желтого. Но это не точно, проверяйте сами.
Вообще, определять температуру визуально нужно в полумраке. На ярком свету всегда будет перегрев.
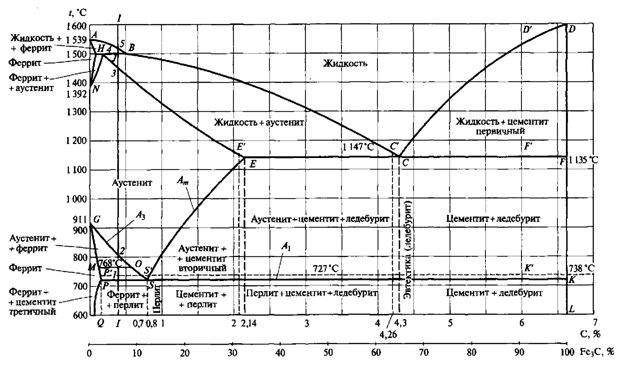
Второй, более надежный способ определения этой температуры – магнит. Выше 768 градусов железо не магнитно. На диаграмме железо-углерод вы найдете эту линию слева в углу. Она там хоть и короткая, но после нагрева выше 768 градусов немагнитны все стали и доэвтектоидные и заэвтектоидные. Только, вот, речь пока идет об углеродистых сталях. В легирующих - своя особенность, с помощью которой их легко можно определить с помощью магнита, потому что наш горячий раствор углерода в железе – аустенит - тоже немагнитен.
Хоть фото ниже и не передает точно цвета, но принцип понятен: при одном нагреве магнит притягивается к напильнику, а при другом – большем – нет.


Углеродка самая простая в закалке сталь. Алгоритм действий здесь прост.
Определяем по искре количество углерода с помощью маркеров или просто на глаз. Если это сталь доэвтектоидная (меньше 0,8%С) Нагреваем сталь до момента, когда магнит перестанет к ней притягивается. Запоминаем цвет каления. Нагреваем чуть выше и закаливаем в воде.
Температура таких сталей на нашей красочной схеме будет лежать слева от линии S в заштрихованной области. Цвет каления красный, светло-красный.
Если сталь заэвтектоидная, например, тот же пущенный на нож напильник, то все еще проще. Нагреваем до момента, когда магнит перестает реагировать на сталь и закаливаем в воде. Можно в масле, если не нужна очень высокая твердость. Температура закалки таких сталей в заштрихованной области справа от линии S.
Закаливать такую сталь можно двумя способами. Нагревать до момента, когда магнит перестанет «прилипать» или остужать до этого момента, нагрев сталь чуть выше.
Второй способ проще и имеет ряд преимуществ – сталь меньше коробит, меньше закалочных трещин, не нужно постоянно вынимать заготовку из горна. Такой способ называется закалка с подостуживанием. Раньше применялся очень широко, сейчас, с появлением у кузнецов муфельных печей почти не применяется, как и «закалка на магнит». Причина тут еще в том, что сменившийся технологический уклад открыл доступ к легированным и высоколегироованным сталям. Углеродистые стали в изготовлении ножей почти перестали применяться.
Действительно, зачем термисту греть печь выше положенной температуры, а потом еще «ловить момент» когда можно нагрев печь, запихнуть туда охапку заготовок калить их точно от заданной температуры. Вот так прогресс меняет технологии и приводит к неожиданным результатам. Если кузнец, закаливающий заготовки по одной может «запороть» одну-две-несколько, то при закалке в муфельной печи в брак может пойти вся партия. В то же время, если термист сделал все правильно – вся партия будет нужного качества.
Однако, при малых объемах закалка в горне выгодней – скорость нагрева больше, тратится меньше времени на закалку малой партии или единичного экземпляра. А при закалке легированных сталей закалка с подостуживанием уменьшает коробление и повышает твердость относительно обычной закалки. Она идеально подходит для закалки тонких и длинных предметов. Да и сам процесс гораздо проще выходит. Правда магнит в этом деле нам уже не поможет. Но об этом в следующих статьях.
Одна вакансия, два кандидата. Сможете выбрать лучшего? И так пять раз.
То, что закалка изменяет свойства стали не заметить трудно. И в соответствии с житейской логикой, если изменяются одни свойства, то, скорее всего, меняются и другие. Поэтому изменение свойств стали после закалки в головах наших предков значительно расширило свои границы.
Закалка стала обрастать мифами и легендами. Действительно, что мог подумать какой-нибудь солдат из афинского войска глядя на то, что одна рана после пореза заживает быстро, а другая, даже меньшая, гноится и воспаляется?
Если в середине 19 века акушера, профессора Игнаца Филиппа Зиммельвейса «просвещенные европейцы» насильно упекли в психушку и забили там до смерти за то, что он предложил врачам хорошенько мыть руки перед операцией, то что говорить о жителях далеких эпох? Микробы – это точно не про греков.

Приведу немного цитат из седьмой главы ремесленного трактата 12 века под авторством Абу-л-Фазл Хубайши Тифлиси (Персия) «Описание ремесел».
«Закаливание меча. Если кто-либо захочет так закалить клинок, что он будет рубить все что им не ударить и станет очень острым, пусть смешает желчь барана с мочой осла и закаливает в этой смеси клинок. После этого клинок будет рубить все, что не ударить и станет очень опасен».
Все эти заморочки и пляски древних вокруг обычной закалки - только из-за низкого качества стали, ее неоднородности и, зачатую, малого содержания углерода. Что такое углерод и как он влияет на свойства стали старые мастера, конечно, не знали. Однако давали вполне вменяемые рецепты, не понимая основ и механизмов происходящих при этом процессов. Из упомянутой выше книги.
«Превращение мягкого железа в сталь. Если кто-либо захочет превратить мягкое железо в сталь, пусть сначала его расплавит, а когда оно расплавится на огне, смешает корки кислого граната и желтого миробалана и посыплет этим — железо превратится в хорошую сталь».
Здесь вполне внятно описан процесс науглероживания стали, где в качестве карбюризатора использованы корки граната. Как собственно и моча – раствор солей увеличивающих скорость охлаждения закаливаемого изделия.
Жаль только, что железо расплавить в то время было нельзя – технологии не позволяли. Засыпать все в тигель и науглеродить – да, кинуть корки в расплав железа – нет.
Все рецепты мастера тщательно хранили, потому как от этого зависели их заработки и, значит, благосостояние. Пишут, что знаменитый японский мастер Масамуне тут же отрубил руку своему приемному сыну Самонджи, от чего тот умер. Отрубил за то, что Самонджи во время закалки мастером клинка сунул руку в воду, чтобы узнать ее температуру. Еще пишут, Мастер Масамуне был очень добрым человеком.
Еще парочка рецептов от Хубайши Тифлиси, чтобы понять всю глубину тех изысканий.
«Закаливание любого клинка. Если кто захочет так закалить клинок, чтобы место куда он ударил, не заживало бы и превратилось в свищ, пусть смешает кровь собаки, человеческую мочу и сок лука-порея и пропитает этим старых хлопок. Затем накалит на огне клинок, обернет этим влажным хлопком и составит на три дня в горячем навозе. Потом пусть вынет и пользуется».
На первый взгляд кажется бессмыслицей, однако навоз – это очень агрессивная среда, заставляющая сталь усиленно корродировать. В появившиеся микропоры попадает питательная среда из состава обмазки и навоза, в которой активно размножаются патогенные микробы.
Это вам напоминание про «полезность» дола на кухонных ножах или тех охотничьих ножах, которыми время от времени разделывают пищу.
Кстати, рецепт закалки топора для незаживающих ран отличается от рецепта закалки ножа. Разительно. Рецепт закалки острия копья тоже не плох.
«Если кто захочет закалить копье так, чтобы раненый им за час почернел от раны и погиб, пусть возьмет осиные яйца, сожжет их, смешает с кровью осла и все это прокипятит в воде. Потом станет закаливать в этом наконечник». И, конечно, рецепт закалки меча для таких ран совершенно другой.
В книге собрано более десятка рецептов закалки стали. Можно как-нибудь рассмотреть их все и поискать зерна рациональности…
Еще рецепт зонной закалки, но уже не такой старинный как прошлые.
«Как известно, стали можно придать путем особой закалки такую твердость, что она будет резать стекло, подобно алмазу. Но не всем известно, что существует очень простой способ для придания стали такой твердости. Шило, лезвие ножа или другой инструмент накаливаются добела и тотчас же погружаются в обыкновенный сургуч на одну секунду. Эту операцию повторяют беспрерывно, выбирая каждый раз для погружения свежее место в сургуче, до тех пор, пока сталь не остынет и не будет больше входить в сургуч. Тогда процесс закалки считается законченным. Остается снять приставшие частицы сургуча. При употреблении закаленного таким способом острия или лезвия из стали рекомендуется каждый раз смачивать их скипидаром».
Думаю, дефицитный сейчас сургуч можно попробовать заметить парафином, так как температура плавления у них примерно одинаковая около 60 у сургуча и 65 – 80 у парафина. Правда плотность разная.
Современные мастера не отстают от мастеров прошлых веков и придумывают все новые и новые рецепты, для своих дамасков и ламинатов. Эти изыскания оплачивает в конечном итоге покупатель. Покупатель всегда все оплачивает.
Вот, взять к примеру известные и популярные «канатные тесты» на результаты которых покупатель и ориентируется. Он думает, глядя на результат тестов, что купит себе у победителя прочный нож, который не будет тупиться дольше других? А вот фигушки. Давайте разбираться, так как заголовок статьи к этим тестам имеет самое прямое отношение.
Вообще, среднестатистический пользователь почему-то думает, что «канатный тест» придумали мудрые ученые. А это совершенно не так. Ученые, да и известные мастера, как раз предостерегают людей ориентироваться на результаты нарезки канатов. И причин тут даже не одна, а целых две. Серьезных таких причин.
Так как пока никто не взял на себя обязанности летописца истории нашей современной ножевой индустрии, то попробую побыть им немного.
Итак, всего лишь двадцать лет назад никаких таких канатных тестов не было. Мастеровой народ и любители ножей тихо-мирно поживали себе на форумах и неспешно обсуждали всякие пришедшие в голову мысли – свои и коллег. Ножевой мир тихо варился в собственном соку, словно папоротники в болотах девонского периода палеозойской эры.
И тут бац…Нет, не метеорит, а так называемые «дамаско-булатные войны» – первая и вторая. Умолчу пока об их причинах, как и об основных участвующих сторонах, нам главное - результаты этих жестоких сетевых баталий. У каждой войны есть результат, и у этих войн он был, причем довольно значимый.
Во-первых, уютно угнездившуюся на ножевом Олимпе публику из известных мастеров спустили немного пониже - они стали ближе к народу. Во-вторых, в России резко увеличился интерес к булатам, что повлекло за собой появление целой плеяды новых мастеров работающих как с дамаском, так и с булатом.
В-третьих, чувствительный пинок расслабившимся мэтрам заставил их зашевелиться и выдавать на гора уже совершенно другие по качеству и сложности работы.
В общем, ножевой мир всколыхнулся и задумался, а что же мы делаем? Вот тут и возникла идея проверки ножей на качество. Предлагались самые разнообразные варианты от забугорных тестов типа прокатки режущей кромки по латунной трубке (одно время популярный тест), до рубки проволоки и постройки специальных механизмов.
Думали, думали и придумали резать ножом что-то такое, что быстро его затупит. В качестве такого материала был выбран… а вот и не угадали – войлок. Все резали войлок и делились результатами друг с другом. Однако, валенки быстро закончились, да и войлок у энтузиастов часто был не той системы, поэтому народ опять напряг мозги.
В итоге кто-то шибко умный посоветовал канат. Желающие могут покопаться в архивах ножевых форумов и найти точную дату данного события. Предлагаю этот день сделать всенародным праздником и выходным.
Первые публичные тесты прошли в Москве при небольшом скоплении народа. Результаты многих озадачили, так как в тестах участвовали клинки от известных мастеров и они первые места не заняли, как ожидалось. Это был шок. Все чесали репу и тихонько обсуждали случившееся. Мастера искали оправдания, хотя надо было просто забить и послать.
Один публичный тест, другой и тут кое-кто просёк, что это же золотое дно! Нахрена годами набирать авторитет, пробираясь к вершине Олимпа, когда туда можно пройтись прямо по головам наших мэтров ими же любезно подставленными. И люди пошли…
Этот лохотрон выглядел так: собираем кучу ножей известных мастеров и брендов, делаем свой нож для резки канатов - и мы в дамках. Покупатель видит, что наш нож перерезал всех и идет к нам, а вот тут-то мы и продаем ему за дорого (мы же крутые победили мэтров) всякую лабуду.
И ведь прокатывало. Потом, правда, в сети появлялись робкие вопросы купивших такие ножи: «А почему они не режут?». Только кто их слушал?
Мастера – не дураки, эффективных менеджеров раскусили быстро и на такие соревнования тоже стали выставлять свои канаторезательные ножи. Случались и казусы – закаленные до ужаса клинки ломались об мягкий канат. В итоге у нас появился новый вид спорта – резка канатов.
Для победы в нем требуется особый инструмент – специально закаленные ножи. То, что кроме как резать что-то относительно мягкое такими ножами ничего нельзя, это никого не смущало и не смущает – главное победа и имя в первых строчках рейтинга. Чтобы набрать большую твердость не так давно некоторые шли на всякие ухищрения, и даже обрабатывали сталь в жидком азоте.
Маркетинг набирал обороты…
Частенько то, что их ножи участвуют в тестах, мастера даже не знали. Более того: как точили их ножи, у кого взяли, для чего данный нож предназначался никого не волновало – главное чтобы клеймо стояло. Да и о результатах тестов их участники (посредством своих ножей) порой случайно узнавали от клиентов или же еще кого-то.
Как сделать нож-победитель для резки канатов? Не сложно – нужно закалить его на максимально возможную твердость. Желательно если клинок будет из легированной карбидообразующими элементами высокоуглеродистой стали. Угол заточки можно делать большим, так как проверяется не качество реза, а его продолжительность. То, что ножом будет трудно заточить карандаш – не важно: канат-то он будет пилить очень долго.
Если такой нож уронить на бетонный пол, то он, скорее всего, расколется. Но низкая прочность окупается износостойкостью лезвия. В поход такой нож брать тоже не стоит, но кто сейчас в походы ходит? Настоящие такие - дней на несколько в отрыве от цивилизации?
А вот что писал профессор Колчин, советский историк и археолог о том, каким должен быть хороший нож. Ориентируясь на эти упомянутые качества мастера и проигрывали канатные тесты, пока за ум не взялись.
«Переходя к технологии изготовления, определим, каким техническим требованиям должен отвечать нож в эксплуатации. Этих требований три. Первое – максимальная твердость острия лезвия, способная удерживать остроту, второе – вязкость клинка, позволяющая лезвию при изгибах и ударах не ломаться, и третье – возможность восстановления затупленного лезвия».
Получается, что благодаря тестированию на канате у нас в ноже осталось только одно ему нужное требование – максимальная твердость острия». Хорошо это? Нет, конечно, но других ориентиров у покупателей нет. Интересуясь свойствами клинка, покупатель ориентируется только на твердость. Это заставляет изготовителей гнаться за ней, как за убегающим горизонтом и конца этой гонки не видно, потому как окружающая среда все меньше требует от ножа двух следующих качеств: ударной вязкости и способности к быстрой заточке.
Гай Плиний Старший (род в 22-24 году н.э.) «Естественная история…» (1810 г. издания)
«Железные рудокопи находятся почти везде… Разности железа многочисленны… Некоторые земли дают токмо мягкое, к свинцу подходящее железо, другие хрупкое и рудянистое, коего в употреблении на колеса и гвозди избегать должно… (запомните эти слова). Иное скорее ржавеет... Между всеми же имеет преимущество Серическое железо… второе место заслуживает Пароское. Другие виды железа не переделываются в чистую сталь, но получают примесь мягчайшего железа… Тончайшие железные вещи обыкновенно закаливаются в масле, дабы от воды они соделались до хрупкости крепкими».
Заметили, никакой заморочки с закалкой. Закаливали, как и сейчас, обычно или в масле или в воде. И даже древние греки знали, что крепкий нож может быть хрупким, только вот современным покупателям это невдомёк. Или не нужно совсем – ему и так пойдет. Это в прошлом требовались и другие свойства оружия.
Об этом писал в середине 19 века поручик Максимов в своем наставлении «О распознании достоинства холодного оружия».
«…Здешние клинки, не уступая ни в чем знаменитым азиатским. Разве только затейливостью узора, в некоторых, очень важных отношениях имеют большое преимущество, так например гибкость, вязкость и упругость. Обыкновенные качества здешнего оружия, совершенно чужды азиатскому. Все достоинство которого заключается в твердости и красоте узоров.
Но одна чрезмерная твердость клинка, достигающая иногда до того, что искусные бойцы перерубают ими оружейные стволы, в неопытных руках не принесет пользы, даже может быть вредна, ибо при избытке твердости металл может быть хрупок и тогда от случайного удара плашмя клинок разобьется на несколько кусков. Я был свидетелем подобного случая, бывшего в 1846 году в Собственном конвое Его Величества с знаменитою турецкою саблей, принадлежавшей моему товарищу, сыну шамхала Тарковского.
Твердость клинка может быть безусловно полезна в одном только роде холодного оружия в кинжале, но и тут гибкость никогда не будет лишняя».
А вот что пишет о твердости в своей книге «Секреты булата» наш известный мастер-оружейник Л.Б. Архангельский.
«Сама по себе высокая твердость не обеспечивает прочность клинка, ни стойкость его лезвия. (В самом деле, стекло твердое, но из-за полного отсутствия эластичности не прочное, поэтому делать из него сабли и ножи не следует)… Только сочетание твердости и прочности придает лезвию клинка в холодном оружии необходимую стойкость к истиранию и ударам». Кроме того, клинки должны иметь и некоторую упругость».
Были попытки сделать в канатных тестах вторую часть – испытание на излом и ударную вязкость, но, по понятным и описанным выше причинам это не прижилось. Действительно, какая такая ударная вязкость, если мы большей частью режем огурцы и помидоры не выходя из дома? Кстати, помидорный тест тоже есть.
Да стоит открыть любой учебник, как мы прочитаем:
«Предел прочности возрастает одновременно с ростом твердости до 48 – 52HRC, дальнейшее увеличение твердости вызывает резкое падение предела прочности. Это связано с изменением механизма разрушения. На первом этапе роста твердости разрушение вязкое, оно предваряется пластической деформацией, осуществление которой требует затрат энергии; на втором этапе разрушение хрупкое. Твердость режущих инструментов значительно выше 48 - 52HRC, поэтому повышение твердости материала, используемого для изготовления режущего инструмента, всегда сопровождается снижением прочности.
Прочность и ударная вязкость используемого материала должна назначаться из принципа достаточности – не должно быть выкрашивания режущей кромки и, тем более, поломки инструмента».
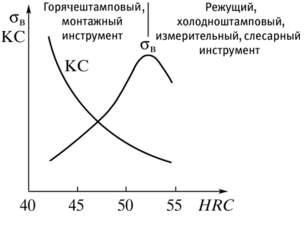
Рис. 1.4. Зависимость предела прочности (ов) и ударной вязкости (КС) от твердости (схема)
«Одновременное повышение и твердости, и прочности для инструментальных материалов реализуется весьма ограниченно. Это может быть достигнуто только для сталей и только до определенного уровня твердости.
Для прочих инструментальных материалов — сталей высокой твердости, твердых сплавов, режущей керамики, СТМ повышение твердости сопровождается снижением прочности. Это связано с изменением механизма разрушения. На первом этапе роста твердости разрушение вязкое, оно предваряется пластической деформацией, осуществление которой требует затрат энергии; на втором этапе разрушение хрупкое.
Зависимость между твердостью и ударной вязкостью принципиально одинакова для всех материалов. Увеличение прочности приводит к снижению ударной вязкости (см. рис. 1.4).
Эти закономерности определяют принцип выбора прочности и ударной вязкости инструментальных материалов. Эти характеристики должны назначаться из принципа достаточности — необходимо предотвратить локальное (например, сколы режущей кромки) и, тем более, полное разрушение инструмента (поломка)».
«Трещиностойкость характеризует способность материала сохранять свою работоспособность (не разрушаться) при наличии трещины. Чем выше твердость инструментального материала, тем меньше его трещиностойкость».
Так зачем клинку нужна твердость?
При резании режущая кромка ножа в результате работы подвергается истиранию и абразивному износу. Абразивный износ измеряется объемом V материала сошлифованного с единицы поверхности данным абразивом за единицу времени в данных условиях.
Существует определенная связь между износом V и микротвердостью H материала. Износ хрупких материалов, (а закаленная кромка ножа особенно для соревнований по резке каната материал хрупкий), обратно пропорционален квадрату их твердости.
То есть, износ тем меньше, чем больше твердость. А это значит, что закаленным на большую твердость клинком можно сделать больше резов.
Вот только износостойкость не всегда польза. Затачивание основано на износе кромки до нужной толщины под влиянием абразива. Если кромка тверже абразива – заточить нельзя. Чем тверже нож – тем дороже абразив и дольше заточка. Как и чем затачивать твердый нож в полевых условиях? Да даже дома не все это смогут сделать сами.
Получается, что продолжи мы канатный тест во времени используя заточку по ходу испытаний, совсем не факт что выиграет тот нож, который победил на первом этапе. Пока его заточат, менее твердый успеет не только восстановить кромку, но и сделать некоторое количество резов. И чем дольше будут продолжаться соревнования, тем меньше шансов будет у твердых ножей – с каждым разом его правка будет занимать все больше времени. И в итоге нож придется нести в мастерскую, а более мягкий в это время будет продолжать резать.
Если бы гонки «Формулы-1» продолжались до первой заправки или первой смены колес, они точь в точь походили бы на тесты по резке каната. И в итоге мы увидели бы на трассе не привычные мощные болиды, а легкие шаткие трехколесные конструкции на велосипедных шинах. Вот в эту сторону пока и движется наша ножевая индустрия.
Как можно графически представить совокупные свойства ножа в зависимости от трех предъявляемых к нему требованиям?
Твердость – Т, затачиваемость – З и прочность – П, примем площадь круга и как нибудь оценим - дадим на каждое свойство пять единиц. В итоге сбалансированный по свойствам нож у нас будет иметь 15 единиц этих свойств.
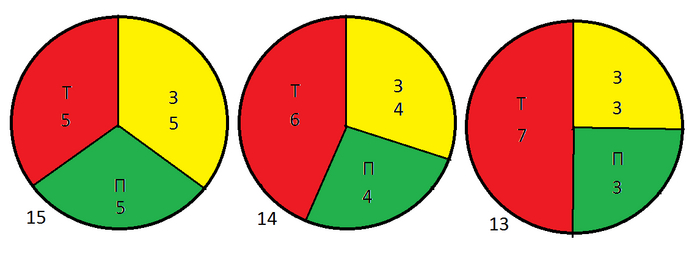
Увеличим твердость ножа. Увеличить можно только за счет других своств. Поэтому добавляя единицу к твердости мы по единице отнимем у прочности и затачиваемости. В итоге получим в ноже уже не 15, а 14 единиц своств.
Добавив еще единицу твердости, получим только 13 единиц общих свойств. Вообще-то давно пора было открыть закон сохранения свойств, так как свойства стали есть по сути энергия удерживающая структуры в стабильном состоянии. И выглядеть наша секторная диаграмма свойств должна так:

А дальше последует самое сложное и самое интересное: научно-практическая часть. В которой попробую на пальцах объяснить то, что нарисовано в этом, как многим кажется, кошмаре:
Изготовление хоть ножа, хоть меча состоит из трех основных видов технологии. Первое – это получение самого металла, второе – получение изделия заданной формы и третье – термическая обработка изделия.
Изменение свойств металлов при термической обработке очень велико. А изменение свойств стали, так как речь сейчас идет именно о ней, просто громадно. Из мягкой и пластичной после закалки она становится твердой и прочной, причем иногда настолько, что изделие не усиливают какими-то способами, а тупо не закаливают полностью или применяют термообработку понижающую ряд полученных свойств.
Как простейший пример - клинки спортивного оружия. А теперь немного документов. Обращусь к Правилам вида спорта «Фехтование» утвержденным приказом Министерства спорта Российской Федерации от 08.08.2016 № 944.
В этих правилах обговаривается все до мельчайших деталей. Нам, в данном случае, интересны два параметра оружия: длина, толщина и жесткость.
§5. Сабля.
1. Длина и вес.
Общая максимальная длина сабли – 105 см. Общий вес готовой к использованию сабли составляет менее 500 граммов.
2. Клинок.
2.1. Клинок сделан из стали; его сечение близкое к прямоугольному. Максимальная длина клинка – 88 см; минимальная ширина клинка 4 мм, она должна находиться около головки. Минимальная толщина клинка – 1,2 мм, и она также должна находиться ниже головки (рис.12).
2.2. Его конец может состоять из единого целого или должен быть завернут таким образом, чтобы образовалась головка, вид которой сверху должен представлять квадратное или прямоугольное сечение минимум в 4 мм и максимум в 6 мм; максимальный размер сечения должен находиться не более чем в 3 мм от окончания клинка.
2.3. Оконечность клинка может быть выполнена также в виде цельной головки; в этом случае он должен иметь такое же сечение, как и загнутое окончание клинка (рис.12).
2.4. Если клинок имеет изгиб, то последний должен быть плавным и не превышать 4 см (рис.13). Запрещены клинки, концы которых могут цепляться, и клинки, которые изогнуты в сторону лезвия.

. Допустимый изгиб клинка сабли.
2.5. Клинок сабли должен иметь гибкость, соответствующую стреле прогиба минимум 4,0 см и максимум 7,0 см, измеряемой в следующих условиях:
- клинок закрепляется горизонтально в 70 см от края головки;
- гирька весом в 200 гр. подвешивается в 1 см от края головки;
- стрела прогиба измеряется по концу наконечника между двумя положениями головки – нагруженным и ненагруженным (рис.8, стр.88)».
Ничего интересного не заметили в этом описании? Нет? Тогда еще одна картинка с размерами.
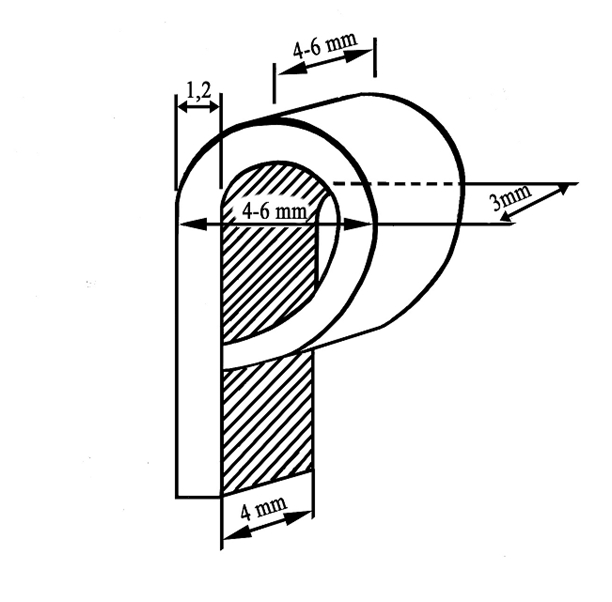
Это кончик спортивной сабли. Ширина клинка 4 мм, толщина 1,2 мм. Теперь возьмите линейку и отметьте на ней 4 мм и 1 мм. Не 4 см шириной как у некоторых сабель, а 4 мм. Не 6 мм толщины, а 1,2 мм. И такой узкой и тонкой полоской спортсмены не только наносят удары, но и парируют чужие.

И это притом, что спортивное оружие «недокалено». Вернее, оно термообработано так, чтобы не нанести травму сопернику - при сильном ударе клинок спортивного оружия согнется. Однако, можно закалить и посильнее.
Возьмите в руки широкую стальную линейку. Ее толщина даже меньше миллиметра, однако, если у нее заточить край – это будет довольно грозное оружие. При такой малой толщине, линейке хватит жесткости, чтобы нанести опасную рану. А теперь вспомните про что-то там «упрочняющий» дол и найдите для него место на этой сабле. Причем я специально отметил, что данному оружию термической обработкой «недодали» жесткости, чтобы не делать его травмоопасным.
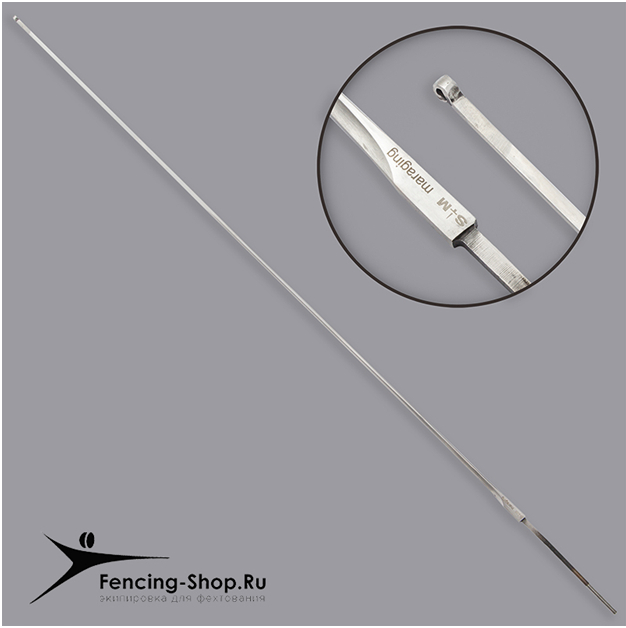
Клинок спортивной сабли.
Хотя говорить что все стали после закалки становятся тверже – нельзя. Например, некоторые «нержавейки» после закалки становятся мягче, но это уже частности, а пока о том, что и так всем известно.
И вот здесь начинается самое интересное. Дело в том, что многие пользователи закаленных изделий путают свойства после термической обработки со свойствами сталей разных марок. Чаще всего закаленными (термически обработанными, давайте под закалкой примем этот термин) у нас выступают ножи, с которыми мы имеем дело ежедневно. (Те же ложки и вилки тоже прошли термообработку, но немного другую). Поэтому часто можно слышать, что сталь, ну, допустим 65Г, хуже в клинках чем, например, Х12МФ.
Хотя после термической обработки первая может быть тверже второй намного, да и эта вторая при желании термиста станет вообще непригодной для использования в каком либо изделии. «Убить» полностью сталь закалкой сложно, но нет ничего невозможного. И чаще нам приходится сталкиваться не с неподходящей маркой стали, а с несоответствующей задачам термической обработкой.
И тут опять приходится бороться с тараканами в чужих головах, а все из-за того, что многие любители ножей, как и мастера эти ножи изготавливающие, путают закалку стали, прокаливаемость стали и неполную закалку стали. Все эти непохожие друг на друга термины смешались в кучу в их головах как кони и люди в доме Облонских.
Пример. После прочтения одной моей статьи, некий мастер по изготовлению ножей очень расстроился из-за того, что я якобы нелицеприятно высказался о современном ламинате (и дамаске) после закалки теряющем смысл.
Суть в том, что на центральный слой и на обкладки мастера используют стали популярные и хорошие, но после термообработки имеющие примерно одинаковую твердость. В качестве контраргумента мне привели клинок, изготовленный из У8 – центральный слой и 95Х18 – обкладки.
95х18 нержавеющая сталь и конструкция ножа, как и выбор материалов на первый взгляд кажутся идеальными – углеродка режет, а «нержавейка» усиливает механические свойства и уменьшает коррозию.
На вопрос как 95х18 «усилит» клинок обычно ссылаются на справочник, в котором указана температура ее закалки – 1050 градусов (температура закалки У8 – около 800 градусов). По логике мастеров, а такой пакет как оказалось довольно популярен, нержавейка получит частичную закалку или не закалится вообще, что сделает обкладки из нее более прочными и вязкими. На практике ничего такого не получится, а выйдет совершенно наоборот. Более того, ударная вязкость обкладок может стать меньше, чем у центрального слоя при закалке от 800 градусов. А все потому, что мастерами в данном случае попутаны свойства сталей после изотермической закалки и коррозионная стойкость сталей, в частности нержавейки.
Почему так получится, объясню ниже, хотя мифов в головах мастеров бродит множество и они частенько делятся ими со своими клиентами. Например, рассказами о том, как быстро углерод «перебегает» из одного слоя стали в другой. Тут вообще слово «диффузия» - забыто, а от чего она зависит мало кто знает, так как страницы учебников пошли на самокрутки или потрачены на растопку горнов.
Вообще, тема диффузии и как разные элементы в стали на нее влияют очень интересна. Интересна тем, что на способности углерода глубоко диффундировать (проникать) в железо базируются некоторые методы получения самой стали или ее упрочнения. Цементация стали – древнейший способ ее получения, имеющий как свои достоинства, так и существенные недостатки.
Представляете, если некоторые современные мастера изготавливающие ножи незнакомы со всеми «тайнами» закаливания сталей, то что говорить о мастерах древности? Именно в древности родилось великое множество мифов о закалке, часть из которых дошла и до нас. Более того, в эту часть мы свято верим, хотя обычный критический взгляд на миф его тут же рушит.
Давайте немного пройдемся по мифам, но перед этим о том, что же их вызвало, хотя если вы прочли прошлые статьи, прекрасно это знаете – никакое качество стали тех лет, а вернее наличие такой вредной примеси как фосфор. Фосфор вызывает хладноломкость стали, даже железо с фосфором становится хрупким. Были времена, когда железо считалось хорошим, если его можно было согнуть в обруч для бочки. Я не буду повторяться и приводить цитаты из первоисточников – они есть в прошлых статьях, как и данные по наличию фосфора.
Неоднородную сталь да еще с фосфором хорошо закалить трудно, так как после закалки вязкая сталь станет хрупкой сама по себе, а наличие фосфора сделает ее «стеклянной». Хотя древние греки проблем с закалкой не испытывали и калили клинки как и сейчас в масло. Но вот когда закончились их качественные руды…
В книге Дж. Р. Толкиена «Властелин колец» в части «Хоббит» упоминается тройная закалка наконечников копий гномов. Здесь, видимо, сработала «житейская логика» как и в случае с 95х18 на обкладках. У гномов: «чем больше раз закалим, тем большую твердость получим», у наших мастеров: «если недогреем, то получим меньшую твердость».
В первом случае мы можем получить растрескивание клинка, так как в процессе закалки возникают огромные напряжения. И если в стали есть сера или фосфор, то при бесконечных закалках мы, в конце концов, сломаем клинок. А если у нас сталь неоднородна, да еще с непроварами?
Как-то я решил испытать сколько закалок выдержит пруток из У8. Где-то в районе десятой он лопнул вдоль (не поперек) и я получил две почти ровные длинные половинки. Я уже писал про звенящие клинки после закалки и ссылался на видео, где в замедленной съемке показано как извивается закаливаемый в воде клинок, пытаясь это проиллюстрировать.
Кстати, Толкиен упоминает в своих произведениях еще один меч На́рсил, который был разбит на шесть частей и затем перекован в новый меч Анду́рил.

Интересный факт: кузнец-консультант принимавший участие в создании фильма усомнился в том, что в ту эпоху была возможность как-то сварить обломки меча в единое целое. И я так думаю. И даже мастерство кузнецов-эльфов здесь бы не помогло. И сейчас нет таких технологий у кузнецов, кроме как сварить все вместе электросваркой, а потом зачистить болгаркой швы. Можно только осторожно сварить куски металла в кучу наподобие уклада и уже из бруска оттянуть новый клинок.
Кстати, то, что меч развалился на части, говорит о «перекале» или некачественной стали. Да и вообще этот меч очень прост по конструкции – нет никакой вязкой сердцевины – одна сплошная закаленная на одинаковую твердость железка. У хорошего меча могло выкрошиться лезвие, но лопнуть на несколько частей – явный брак гномов. Ладно – сломался, но не развалился же…
Многие, наверное, слышали про закалку мечей в моче черных козлов или рыжих мальчиков и, вполне возможно, посмеялись над этим. А зря. Моча – это солевой раствор, а в этой среде скорость охлаждения стали в некотором интервале температур гораздо выше.
«В 10-процентном водном растворе поваренной соли скорость охлаждения стали в области трооститных превращений (500-600°С) в два раза больше скорости охлаждения в пресной воде. А в интервале 200-300 почти как у пресной воды. Это преимущество водных растворов солей используется в практике термической обработки»
А вот закалка в теле рабов – явный миф. Обычно пишут, что для того чтобы хорошо закалить меч нужно раба-нубийца долго и упорно откармливать. А потом вставить раскаленный меч ему в зад. Что-то в этом конечно есть, потому как поначалу скорость охлаждения будет высокой, а потом, по мере обгорания и налипания внутренностей на сталь уменьшится, что вполне выгодно. Однако так меч золотым выйдет. Рабы они ведь не от грязи заводятся. Чтобы доставить раба работоспособным в мастерскую это немало труда и средств надо затратить. Недаром, мечтая о светлом будущем и прекрасном далеко, Аристотель видел у каждого гражданина по три раба. А тут ценный ресурс для какой-то закалки разбазаривается…
И вообще мы упускаем такой существенный момент как коробление стали. Неоднородную сталь сильно коробит (а однородную раньше и взять было негде) поэтому после закалки необходимой операцией было выпрямление закаленного клинка.
Еще один не выдерживающий критики миф про то, как казаки закаливали клинки.
«В давние времена таким же способом закаливали кинжальные клинки кубанские казаки. Во время инициации - посвящения молодого казака в воины, он должен был несколько раз воткнуть в землю раскаленную заготовку своего личного кинжала».
Давайте разбираться. Если и был такой обычай, то он никак не связан напрямую с закалкой. С болью, как и всякая инициация – да, с термообработкой – точно нет. Во-первых, нет такого понятия «личный клинок». Сегодня клинок один – завтра казак побогаче купит. Во-вторых, после втыкания раскаленного клинка в землю – он будет весь кривой.
Тут на углях нагревая под закалку стараешься расположить так, чтобы пустот не было и искривления во время нагрева под собственным весом, а здесь раскаленный - и в землю. Да его и не воткнешь – согнется, не говоря уже о том, что не закалится.
А вот порассуждать о том, что раскаленную заготовку как-то надо держать – смысл есть. Пересилить боль какое-то время – это в порядке вещей при любой инициации. Выдержал боль – ты мужчина. Нет – готовься к следующему разу.
Все это опровергает еще один миф о закалке: закалке на скаку.
«Кузнецы передавали раскаленный клинок всаднику и тот мчался на резвом скакуне по горным долинам, размахивая клинком… Некоторые мастера закаливали таким образом клинки сабель только ранним утром, пока не сошла ночная роса и воздух прохладен и влажен, другие же дожидались тумана, когда воздух густо насыщен мельчайшими капельками воды».
Красиво, романтично, но невыполнимо. Итак, нагреть клинок нам нужно до 850 градусов максимум. Затем взять его клещами и быстро донести до газующего на месте всадника.
А как еще, это только в кино и на картинках мечи уже с готовыми рукоятями куют.
Нести нужно бегом, потому как сталь быстро остывает, и если остынет до 727 градусов, закалить мы ничего не сможем.
У всадника тоже должны быть клещи – он же не инициацию проходит – и этими клещами он должен ловко ухватить клинок и, тронув поводья, начать клещами размахивать. Правда уже не так красиво и романтично выглядит? А пока все это делается, ни скакать, ни размахивать уже и не нужно – остыло всё.
Еще один миф – это прижигание ножом ран и укусов змей и жарка мяса на кончиках кинжалов или саблях. Эту фигню часто можно видеть в кино – тоже романтично и брутально. Однако нагрев стали выше 150-200 градусов вызывает изменение ее свойств достигнутых ранее термообработкой. Нагрев до красна делает сталь такой же, как и до закалки – то есть мягкой пластичной.
В этой части старался избегать специальных терминов, они в следующей, как и то, почему же обкладки из 95х18 не работают и что мы измеряем на канатных тестах.
Эпиграфом к этой статье лучше всего подойдет испанская поговорка: «Сон разума рождает чудовищ». Незнание базовых вещей рождает чудовищные заблуждения или мифы. То, что напишу ниже должно быть известно большинству тех, кто держал в руках нож – я так считал. Оказывается - заблуждался и поэтому начну с азов, чтобы перейти к следующей теме.
Итак, ножи, как и холодное оружие или инструмент можно делать двумя способами.
Методом пластической деформации.
Резанием.
Резание, как способ обработки металлов, получило широкое распространение с конца 19 века с появлением электричества и различного рода механизмов. До этого времени была распространена обработка металла давлением, то бишь, ковкой.
«КО́ВКА, способ обработки металлов давлением, при котором в результате однократного или многократного воздействия инструмента нагретая до пластичного состояния исходная заготовка приобретает заданные форму и размеры, а также формируются требуемые структура и свойства. Получаемое К. изделие называется поковкой».
Поковка от кузнеца поступает другому мастеру, в нашем случае шлифовальщику. Чтобы получить за поковку деньги, а не в бубен, кузнец должен был передать поковку в наиболее приемлемом для следующей операции виде. Отсюда и растут ноги у баек (хотя немалая доля правды в них есть) что некоторые кузнецы, в частности кавказские, могли так оттянуть лезвие клинка, что после ковки оно шло прямо в заточку.
Я сейчас не буду говорить о приемах ковки - я их касался в прошлых статьях – пока покажу только разницу между двумя технологиями, а вернее последствиями из этого вытекшими.
Старинный клинок – это всегда в сечении треугольник – клин. Это вы помните. И это не прихоть кузнеца и не расчеты ведущих специалистов тех лет – так было проще сделать клинок. То, что такая форма для ножа наиболее оптимальная – это уже «довесок» к технологии: так вышло, что поделать? Разобрать этот момент можно в отдельной статье.
Когда-то первый кузнец, выточив спуски на своей откованной полосе, наверное, краснел, называя этот нож кованым, но сейчас – нет. Это в порядке вещей. Хорошо если добавят: «из собственноручно кованой полосы».
А вообще, нет никакой разницы: откуют вам полосу в кузне или на заводе из одного и того же кругляка. Вернее, я бы выбрал заводскую – гарантий качества больше. А если нет разницы – зачем вообще ее ковать? И не куют. Вырежут спуски – набьют молотком ямки на плоскости – вот тебе и кованый нож.
Никаких ямок после ковки быть не должно. Ямки – это брак, вернее, обман. Вмятины – следы от молотка, если и останутся, то только с одной стороны клинка. Дело в том, что другая его половина лежит на ровной наковальне и выравнивается во время ковки. Наковальня выполняет роль специального кузнечного инструмента – «гладилки», служащего как раз для выравнивания поверхности после ковки.
То есть, если на клинке остались «следы ковки», это значит, что у кузнеца или руки из задницы растут, или он великий пофигист.
На фото ниже следы ковки на поковке с одной стороны. Следует учесть что это недоделанное изделие и поверхность в дальнейшем подравняется.

А на этом фото, та же поковка с другой стороны. Несложно заметить, что поверхность ее –гладкая.

Часто фактура, оставленная на обухе клинка и выдаваемая за следы ковки, является следами пережога металла. Есть такой способ «декорирования» или «старения» поверхности: железную полосу «жарят» в раскаленных углях некоторое время. В местах соприкосновения с углем образуются неровности – металл сгорел (окисление пошло вглубь по границам выросших зерен) их и выдают за… да за что угодно. Иногда даже за булат выдают такую пережженную сталь.
Вот какую историю однажды рассказал мне мой коллега из-за рубежа.
«Для мечтающих иметь нож со следами ковки. Пару лет тому я участвовал в демонстрации традиционной художественной ковки. Один из посетителей оказался профессиональным кузнецом обучался в Англии и там работал по профессии. На момент моей с ним встречи этот человек имел возраст – 80 лет. Посмотрев на изготовленные мной поковки, старый кузнец упрекнул меня что я "пишу своё имя на поковках" и такие ошибки, когда он учился кузнечному ремеслу принимались за брак. Я попросил объяснить, что означает «писать своё имя на поковках?». Кузнец сказал мне, что на поковках, которые я изготовил, осталось много следов от ручника (кузнечныи́ молоток) поэтому поковки выглядят грубо. С благодарностью вспоминаю упрёк старого английского кузнеца и больше не "пишу своё имя на поковках".
А вот другой комментарий: «На самом деле следы ковки ровные остаются, почти как прокат, все остальное, что иногда приподнялся - это искусственное "долбление".
Почему же клинки в старые времена не вытачивали. На это есть две веские причины: металл был дорог, не было оборудования. Да если вспомнить не такие уж и далекие времена – конец прошлого двадцатого века – то окажется, что не у каждого в гараже имелось электрическое точило.
А что тогда говорить о веках, когда и электричества не было? Вот что представляло собой простейшее точило того времени. Такие точила на полотнах старых художников можно наблюдать вплоть до 19 века.

Много на таком вы наточите ножей?
С напильниками тоже дела обстояли неважно. Если для напильников по дереву сталь почти любая годилась, то для инструмента по железу – только качественная. Да и нашли этих напильников в раскопах совсем чуть-чуть.
Более того, до конца 14 века насечка напильников была однорядной, пока в в конце 14 века в Нюнберге не появился напильник с перекрестной насечкой. На Руси напильники с перекрестной насечкой появились не позднее 12 века. Примером могут служить находки из Вышгорода.
Вот, что пишут ученые-историки про напильники с однорядной насечкой.
«Работать с таким напильником было очень трудно, и особенно тяжелой работа стала тогда, когда по мере специализации ремесла мастер начал пользоваться напильником постоянно, как основным инструментом».
Представляете, какого труда стоило бы древнему умельцу изготовить трехслойный клинок, пользуйся он современным способом – выпиливания его из полосы?
Стоить добавить, что и точил-то немного нашли. А те, что нашли с древней кузницей и связать не удалось.
Вот на этой картине точило у кузнеца задвинуто куда-то на задний план. Вряд-ли он им часто пользовался.
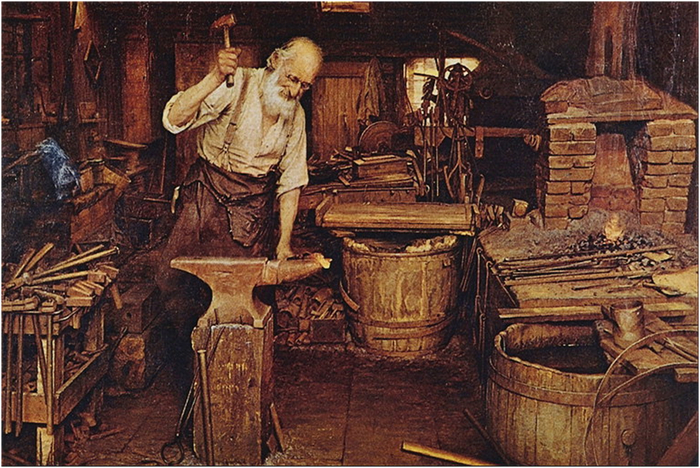
Обратили внимание, что кузнец здесь не «качок», а обычный сухенький дедок? То, что кузнецы поголовно ребята мускулистые – еще один миф, который не мешало бы разобрать.
Долгие века зубило заменяло древнему мастеру ленточный гриндер. Технологии резания, конечно, развивались, но соперничать с традиционной технологией обработки металла давлением не могли. Не могли до тех пор, пока в один прекрасный момент не открыли электричество… да и стали стало вдоволь. Теперь можно пустить в отход больше половины заготовки – и это будет приемлемо.
Стал бы кто точить спуски на полосе имея под рукой даже такое приспособление?
Обработка металлов резанием быстро потеснила существовавшие тысячи лет способы пластической деформации и теперь занимает довольно большое место в способах производства изделий из металла. В производстве ножей сейчас, наверное, 90% работы – это обработка металла резанием. А еще 200 лет назад резание занимало от силы 5-10% - остальное это обработка металла способом пластической деформации.
Здесь уместно понимание «технологичности» тех или иных способов в тех или иных условиях. Не все историки-оружейники знают что такое пластичность, красноломкость, хладноломкость, коробление, свариваемость, жидкотекучесть и т.п и они никогда не берут в расчет эти явления, рассуждая об эволюции оружия. Хотя и сам термин «эволюция оружия» не всегда правомерен и выполняется только в определенных условиях. То есть, основная причина изменяющая оружие – это окружающие условия, а не «идеи».
Вопрос этот конечно сложный и категоричного ответа не имеет, требует детального рассмотрения, хотя, будь ты трижды Леонадо да Винчи, но если нет условий для реализации твоих идей – идеи не будут воплощены в жизнь. Если нет условий для появления высокотехнологичных технологий резания, металл будут обрабатывать методом пластической деформации. Но это работает и в обратную сторону: если условия позволяют резать, а не ковать – будут резать. По этой причине ножи сейчас не куют, а вырезают из полосы. И был прав, по сути, один наш производитель и конструктор ножей сказав, что нож – это заточенная пластина. Ножевая публика, конечно, оскорбилась, но возразить ей было нечем.
Сейчас нож – это заточенная пластина. Время такое, так сложились условия. Я уже давал ссылку на производство ножей на заводе, но сейчас распишу все детально.
Если бы у оружейников была Библия она начиналась бы словами: «В начале была полоса…».
Так вот сейчас на заводе из полосы (или листа) штампом вырубаются заготовки под нож. Секунда – заготовка. Секунда – заготовка.
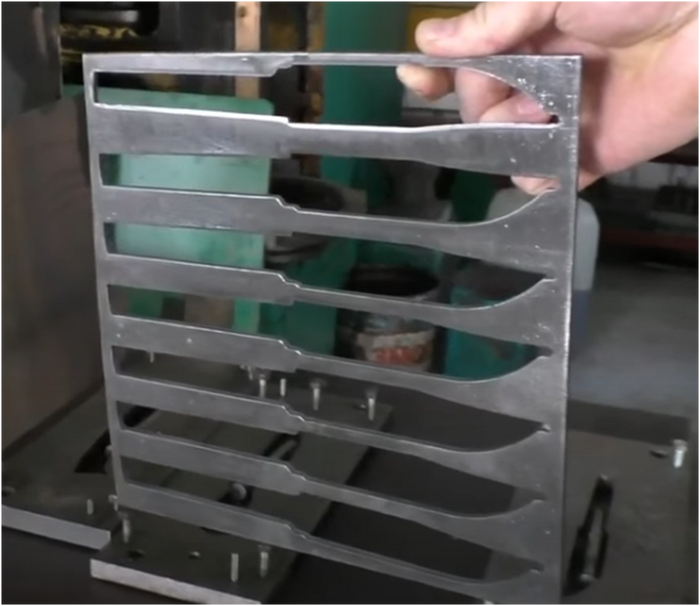
На изготовление такой заготовки и у древнего кузнеца ушло бы полчаса. Хотя и сейчас у современного мастера из небольшой мастерской на этой уйдет не меньше времени, хотя он пользуется гриндером. Дело в том, что у мастера в небольшой мастерской нет тех условий, что есть на заводе. И на ту работу, что делает штамп, современный мастер тратит в сотни раз больше времени. А дальше - еще хуже. Посмотрите, как на заводе делаются спуски.
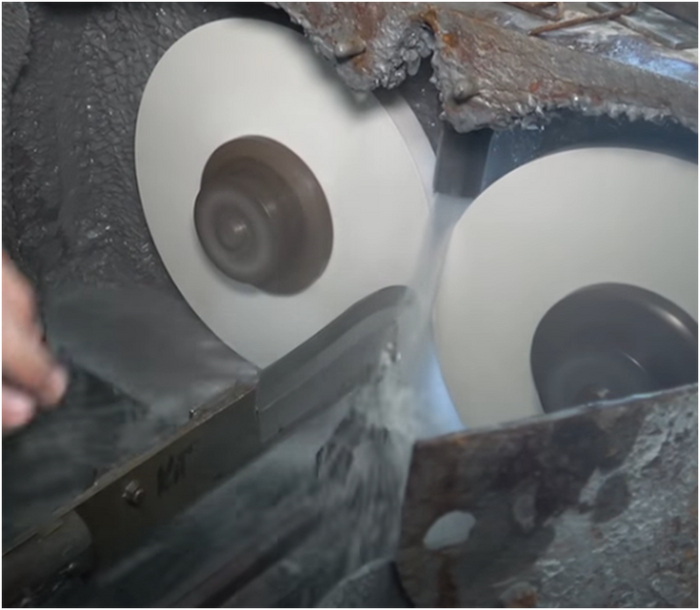

Сунул рабочий заготовку в станок – через пять секунд спуски готовы. Ровные, аккуратные. За смену сотни ножей с такими спусками уходят к покупателям. Покупатель привык к такому виду ножей и требует от мастера из мастерской того же. Да и условия у такого мастера ограничены: есть у него точило или гриндер и даже ковать он не может. То есть, не выточив спуски, он не сделает нож. Условий – нет. Вернее они есть, но другие, чем на заводе. И приходится мастерам изобретать всякие приспособления, годами набивать руку, чтобы за несколько часов труда сделать то, что на заводе делают за 5(!) секунд.
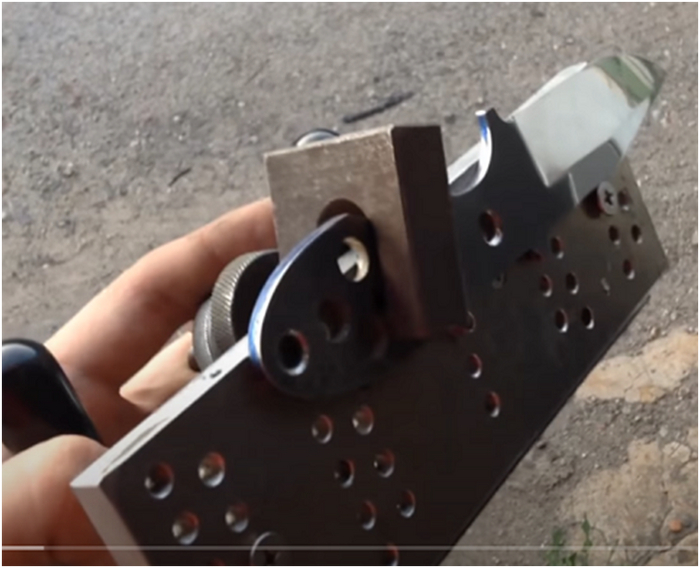
На специализированных форумах сотни страниц посвящены обсуждению этой самой важной сейчас для мастеров-ножеделов теме - вытачиванию спусков на полосе. Люди делятся советами, выкладывают чертежи приспособлений...
Приспособления для вытачивания спусков... Их сотни видов. Если когда-то в почти каждой оружейной мастерской считалось необходимым и статусным иметь собственный механизм запирания стволов, то теперь почти каждый мастер изобретает приспособления для вытачивания спусков. Даже я делал...

И рад бы, наверное, оттянуть спуски наш кузнец, да муторно это. Не всякому и по силам. Вернее, выточить гораздо быстрее. Понимаете? Тут вступает в роль фактор быстроты изготовления. Чем быстрее – тем меньше себестоимость.
Это не культ карго – точить заводские спуски – просто у современных мастеров условия такие. С одной стороны давит покупатель, который даже не представляет что можно по-другому, а с другой - наличие определенных орудий производства.
Иногда доходит до смешного - кузнеца заставляют точить спуски на поковке, когда он может просто их отковать прямыми. Но и тут «собака порылась»… Отковать можно, но трудно.
Поэтому откует кузнец полосу, даже для прикола хвостовик оттянет, придаст ей форму ножа и начинает точить спуски - имитировать заводской ширпотреб. Ширпотреб здесь не несет негативного оттенка. Просто завод делает вещи для широкого потребления.
Шлифование заготовок на заводе. Мастера тратят на это чуть ли не дни.

Кстати, если нужно что-то индивидуальное, станок вырежет это без проблем.

Теперь, надеюсь, понимаете, почему форма современных ножей отличается от формы ножей старых? Доступные технологии и себестоимость – вот факторы, определяющие в оружии очень многое, если не все. Конечно, любитель может позволить себе многое, профессионал – нет, и это парадокс.
С узким долом на ноже более-менее понятно: он служил для удержания заготовки и фиксации ее формы во время пластической деформации. (О технологии изготовления клинка с узким долом здесь: Кавказский кинжал. Долы и геополитика 2)
С узким долом на саблях все немного сложнее. Попробуем разобраться.
Многие видели узкий дол на сабельных клинках. Многие видели – не многие понимают для чего он там. Для чего он не нужен - в прошлых статьях по теме.

Начну издалека – это необходимо, чтобы представить условия, в которых работал древний мастер. Многие представляют мастера оружейника как человека, в одиночку кующего свои клинки в каких-то примитивных условиях. Это совершенно не так.
К началу первого века разделение труда в производстве уже полностью сформировалось. Тут можно вспомнить про производство Древнего Рима. Там, на римских шахтах, могло одновременно трудиться по нескольку тысяч человек. И организация производства была на большой высоте: рабочие обеспечены жильем, едой, одеждой и орудиями труда. Производился своевременный вызов продукции и подвоз материалов. Обеспечивался фронт работ и разведка недр. Можно вспомнить египетские пирамиды – там тоже рядом с ними откопали жилища для строителей.
Но если речь идет о металле, то уместнее здесь рассказать о самом крупном цельнолитом памятнике из чугуна – китайском чугунном льве из Цзанчжоу. Вес его 44 тонны. Отлит был предположительно в 954 году. Для того чтобы залить такую огромную форму необходимо было согласованное действие сразу множества мастеров-литейщиков работающих у разных печей и обеспечивающих непрерывную заливку формы. Представляете уровень производства того времени?

Во втором веке в Риме была отлита конная статуя Марка Аврелия примерно в два раза больше натуральной величины. Уровень исполнения – высочайший. Такие статуи в то время лили десятками, к сожалению, дошла до нас только эта. Остальные ушли в переплавку. То есть, древнее производство - это именно производство, а не одинокие кустари.
Второй момент, - это монополия государства на производство оружия. По И. В. Сталину - государство есть диктатура правящего класса. Чтобы что-то диктовать нужно оружие. Много оружия. Оружие производилось по выдаваемым государством лицензиям, причем не всем. На захваченных территориях вообще свободное ношение и производство оружия запрещалось. И ничего с тех пор не изменилось, если пришли захватчики, то оружие под страхом смерти - сдать. Так что некий абстрактный мастер просто по закону ничего не мог сделать. А если бы и сделал, то понес наказание.
В Японии, в средние века, государство как-то даже ограничивало выпуск оружия, чтобы сохранить высокие цены на него. Сохранились документы, в которых указывается, что один мастер за 25 лет сделал 1600 катан - это в среднем 5 катан в месяц. Я вот не знаю никого из современных мастеров, кто даже с современным оборудованием мог бы выполнить работу такого объема за месяц. Это значит, что за тем японским мастером стояла целая мастерская. Действительно, сталь Круппа лил не сам Крупп и демидовское железо варил не Демидов. Даже известные у нас с 19 века ножи Самсонова, которые он делал из английских каретных рессор, Самсонов делал не один – у него подмастерье был и жена, вроде, помогала.
Понятно, у государства монополия на производство оружия и даже на добычу полезных ископаемых. Это еще с Древнего Египта повелось – там монополия на добычу руды была и госприемка. Да, госприемка в прямом смысле этого слова, да еще и со своими стандартами. Железо поставлялось в слитках определенной формы стандартного размера. А специально обученный человек мог проверить на качество и свариваемость.
Государство – это еще и армия. А армия – это стандартизация. Для выполнения определенных задач и действий требовалось определенное оружие. Совсем не хорошо, когда в строю один воин стоит с длинным копьем, справа от него воин с коротким, а слева вообще с мечом. Так много не навоюешь. Без стандартизации невозможна была бы непробиваемая одно время фаланга Александра Македонского. Да и вообще ведение боя сильно бы затруднилось, недаром римские легионы легко прошлись по варварской еще Европе, кроша более многочисленного противника. Стандартизация оружия еще хороша тем, что один человек мог обучить владению им любое количество человек.
Да взять те же луки: стрелы делались стандартными – это естественно, иначе одна стрела улетит далеко, а вторая рядом упадет. И даже в производстве обычных стрел разделение труда присутствовало: кто-то делал древки, кто-то клеил перья (кто-то эти перья добывал), кто-то прилаживал наконечники. Да и в производстве калибровочных досок для стрел тоже было разделение труда. Почему? Да потому что на чем больше операций разделялся процесс изготовления, тем выше получалось качество изделия и тем сильнее увеличивалась производительность.
Качество улучшалось за счет того, что с разделением труда стало возможным проконтролировать качество изделия на всех этапах его изготовления. Вторая причина – это появление узкоспециализированных мастеров. Если мастер делал одну операцию, то делал он ее хорошо и быстро. И, самое главное, одной операции легко было обучить новичка. А в те старые суровые времена это было очень важным моментом – случись какой катаклизм - и нет мастера. А так, если кто-то и выбывал из процесса, его всегда можно было скоро заменить новым человеком. Более того, включение новых операций, как это случилось с нашим долом, в случае разделения труда не уменьшало производительность, а увеличивало ее. Чем больше производительность мастерской, тем проще получить госзаказ. Госзаказ еще со времен Древнего Египта существовал. Был он и в Древнем Риме, да и в любом государстве тоже.
Пример: в 19 веке 250 человек из деревни Харитоново Шуйского уезда Ивановской области за год производили 50 тыс. кос. В процесс было включено все население деревни, включая женщин и детей. В деревне работало 60 кузниц, в кузницах было по два-три горна. Такая производительность была достигнута за счет большого разделения труда. Процесс изготовления косы был разбит на семь-восемь отдельных операций, выполняющихся разными людьми.
Допустим, получила некая мастерская заказ на 1000 сабельных полос определенной формы, которые нужно сделать за определенное время. Как увеличить производительность? В нашем случае поможет включение дополнительной операции – нарезки компенсационного дола. На практике это выглядело так. Мастерская закупилась на рынке полосой или сделала заказ в другой мастерской. Получив полосу, поставила человека на раскройку по длине и человека (двух-трех) на нарезку-набивку дола. Обычно дол выстругивали или штамповали подмастерья – это операция не требует высокой квалификации, как и нарубка полос по размеру. А вот уже оттяжку лезвия делал квалифицированный мастер. Дело в том, что при оттяжке лезвия течение металла выгибает полосу дугой. Если оттягивать лезвие ничего не предпринимая, мы получим нечто вроде шамшира или серп с острым выгнутым краем.

Кстати, в Сети есть очень интересное видео, где снято разделение труда в одной современной и в то же время очень примитивной индийской мастерской: пять или шесть человек куют стальные крюки сидя, как и принято на востоке. Куют они на каких-то бобышках - обрезках то ли рельс, то ли каких-то деталей. Выглядит это так: один раздувает меха, второй греет заготовки и метает их в сидящих в помещении мастеров. Те ловко ловят поковки и перекидывают друг другу или швыряют обратно «горнисту». Смотрится это уморительно: сидящие на заднице мужики метко и быстро швыряются друг в друга раскаленными железками. Нагрел – кинул. Поймал – загнул – кинул другому. Расплющил – кинул «горнисту». Нагрел – метнул третьему. Смотрится покруче циркового номера. А дел-то - загнуть и прошить какой-то крюк. Поищите...
Чтобы сабля или нож получился прямым нужно аккуратно сводить на клин обух. Это довольно сложно и один неточный удар может испортить всю геометрию и свойства клинка. Мастера, кующие ножи полностью, зачастую сначала выгибают полосу в обратную сторону, чтобы при оттяжке лезвия она выровнялась, но даже это требует сноровки и умения.
А вот выструганный дол у обуха играет роль своеобразного демпфера или компенсатора – полоса хоть и изгибается, но не так сильно - металл при ковке течет и заполняет собой компенсационный дол. Это уже позволяет снизить себестоимость, так как труд квалифицированного мастера стоил дорого. И теперь, с долом, на операцию по оттяжке лезвия можно нанять почти любого, особенно если фиксировать клинок клещами за дол. (Об этом рассказано в статье про кавказский кинжал). После того, полоса с оттянутой кромкой шла на следующую операцию – рихтование и придание окончательной формы по шаблону.
Оказывается, что широкой полосе с долом даже на холодную легко придать любую форму: выгнутую просто сделать вогнутой даже без нагрева, что не получится с широкой полосой без дола. Долом мы разбиваем широкий клинок на сегменты: вспомните притчу о венике, который не согнуть и о составляющих его прутиках, которые по отдельности легко гнутся.
То есть, выстругав или проштамповав дол, мы можем нанять любое количество малоквалифицированных кадров, которые обеспечат нам почти любое количество клинковой полосы почти в любые сроки. Тут можно вспомнить про самый массовый, наверное, нож своего времени пчак – именно на нем часто присутствует этот компенсационный дол.

Обратите внимание на обух этого ножа - он совершенно прямой.
Сабли на вальцах в ручьевых формах начали делать в 16 веке. Полосу рубили на длину, затем формировали в вальцах. Заготовка в вальцах тоже изгибается, поэтому после придания сабле формы, ее отправляли рихтовщику, который на холодную выправлял изделие по шаблону и передавал дальше на шлифовку, сборку и заточку.
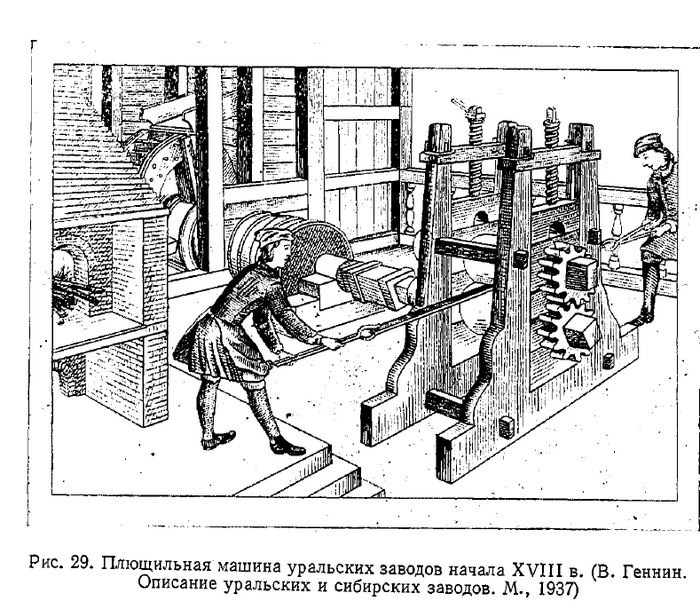
Подытоживая, можно с уверенностью сказать, что узкий дол – это след от технологии многократно повышающий производительность труда.
В настоящий момент этот дол не несет каких либо полезных функций кроме маркетинговых. На вопрос для чего дол на современном ноже можно смело отвечать: «Для вас, дорогие покупатели!».
А вот широкий дол служит совершенно для другого. Если интересно, о нем в следующих статьях.
Справились? Тогда попробуйте пройти нашу новую игру на внимательность. Приз — награда в профиль на Пикабу: https://pikabu.ru/link/-oD8sjtmAi
Люблю тебя, булатный мой кинжал,
Товарищ светлый и холодный.
Задумчивый грузин на месть тебя ковал,
На грозный бой точил черкес свободный.
М.Ю. Лермонтов.

На этом фото нет Лермонтова.
«Черкесы нас ненавидят. Мы вытеснили их из привольных пастбищ; аулы их разорены, целые племена уничтожены. Они час от часу далее углубляются в горы и оттуда направляют свои набеги. Дружба мирных черкесов ненадежна: они всегда готовы помочь буйным своим единоплеменникам. Дух дикого их рыцарства заметно упал. Они редко нападают в равном числе на казаков, никогда на пехоту и бегут, завидя пушку.
Зато никогда не пропустят случая напасть на слабый отряд или на беззащитного. Здешняя сторона полна молвой о их злодействах. Почти нет никакого способа их усмирить, пока их не обезоружат, как обезоружили крымских татар, что чрезвычайно трудно исполнить, по причине господствующих между ими наследственных распрей и мщения крови. Кинжал и шашка суть члены их тела, и младенец начинает владеть ими прежде, нежели лепетать. У них убийство - простое телодвижение.
Пленников они сохраняют в надежде на выкуп, но обходятся с ними с ужасным бесчеловечием, заставляют работать сверх сил, кормят сырым тестом, бьют, когда вздумается, и приставляют к ним для стражи своих мальчишек, которые за одно слово вправе их изрубить своими детскими шашками. Недавно поймали мирного черкеса, выстрелившего в солдата. Он оправдывался тем, что ружье его слишком долго было заряжено».
«Путешествие в Арзрум» А.С.Пушкин.
Я взял эпиграфом к статье строчки из стихотворения Лермонтова «Кинжал», хотя мог бы и другие, например эти:
По камням струится Терек,
Плещет мутный вал;
Злой чечен ползет на берег,
Точит свой кинжал;
Или эти А.С. Пушкина:
Черкес оружием обвешен;
Он им гордится, им утешен;
На нем броня, пищаль, колчан,
Кубанский лук, кинжал, аркан
И шашка, вечная подруга…
Согласитесь, что в этих стихах очень точно отображена атмосфера того времени. Ведь прежде чем продолжить говорить о долах, необходимо понять сам характер и предназначение оружия, на котором они сделаны. А «характер» оружия невозможно представить без осмысления нравов народа, который пользуется этим оружием.
Я попробую это сделать, но тема настолько нова для оружиеведов, что предвижу несколько неоднозначное отношение к моим словам. Однако, не устану повторять, что поверхностное изучение истории оружия, основанное только на описании форм, отделки и назначении не вмещает в себе всей его глубины. Глубины, к которой прикасаешься и которая завораживает, когда окунаешься в быт, возможности и специфику жизни мастеров изготавливавших те или иные предметы. Поэтому я сначала постараюсь воссоздать атмосферу, в которой рождались кавказские клинки, а потом уже перейти к технологиям.
Что такое Кавказ того времени? Это, во-первых, повальная нищета определяющая способ существования народов и его характер.
«Бешмет всегда изорванный, в заплатках, а оружие в серебре. А лошадь его славилась в целой Кабарде, - и точно, лучше этой лошади ничего выдумать невозможно».
Кавказ со времен своего заселения жил, прежде всего, земледелием и отгонным скотоводством. Однако земля могла прокормить только определенное количество людей, потому как перейти с экстенсивного метода ведения хозяйства на интенсивный в то время не представлялось возможным.
Кавказцы оказались запертыми пусть и в относительно неплохих, но все же не позволяющих активно развиваться условиях. Сельское население, клановость, неразвитое промышленное производство, земледелие и отгонное скотоводство с их зависимостью от погоды – все это создавало и консервировало своеобразный местный колорит и характер.
Оставалась еще торговля, но продать горцы могли только свой труд в виде оружия и изделий из золота и серебра или чужой - в виде рабов и предметов добытых в набегах. Да и торговые пути через горы оставляли желать лучшего. Ценность золота и серебра долгое время для части кавказцев оставалась непонятной, так как эти металлы у людей, живущих натуральным хозяйством, шли в основном на украшения.
«Не ищите земного рая на Ефрате, он здесь…», - писал Александр Бестужев, но одно дело быть на Кавказе русским дворянином при деньгах, а другое жителем кавказского села. Как говорится, не путайте туризм с эмиграцией.
Вот эта ограниченность в чем либо, в подавляющем большинстве случаев и является основной для появления «национального» оружия будь то кукри или кавказский кинжал кама. Не «захотел и сделал» – как часто представляют ученые, а «сделал так, как мог и на чем мог» - как диктуют условия. А еще условия определяют характер народа, особенно если разбой является одним из способов выживания. Клановость и разобщенность не позволяла собрать большую армию и завоевать соседей, а вот на постоянные набеги народа вполне хватало. У Лермонтова это прекрасно описано в его произведениях. Штабс-капитан в «Герое нашего времени» говорит о характере горцев даже с какой-то гордостью и восхищением:
« - Уж по крайней мере наши кабардинцы или чеченцы хотя разбойники, голыши, зато отчаянные башки, а у этих и к оружию никакой охоты нет: порядочного кинжала ни на одном не увидишь. …
— А вы долго были в Чечне?..
- Вот, батюшка, надоели нам эти головорезы; нынче, слава богу, смирнее; а бывало, на сто шагов отойдешь за вал, уже где-нибудь косматый дьявол сидит и караулит: чуть зазевался, того и гляди — либо аркан на шее, либо пуля в затылке. А молодцы!..».
Хотя противоречивость кавказского характера не вызывала у русских отторжения.
«— Да вот хоть черкесы, — продолжал он, — как напьются бузы на свадьбе или на похоронах, так и пошла рубка. Я раз насилу ноги унес, а еще у мирнова князя был в гостях».
Как говорится: «свадьбы без драки не бывает».
« - А бывало, мы его вздумаем дразнить, так глаза кровью и нальются, и сейчас за кинжал».
« Напрасно упрашивал его Азамат согласиться, и плакал, и льстил ему, и клялся; наконец Казбич нетерпеливо прервал его:
— Поди прочь, безумный мальчишка! Где тебе ездить на моем коне? На первых трех шагах он тебя сбросит, и ты разобьешь себе затылок об камни.
— Меня? — крикнул Азамат в бешенстве, и железо детского кинжала зазвенело об кольчугу».
Заметили? Кинжал всегда при себе, как и желание пустить его в ход. Думаю, эту привычку кавказцам уже пора из себя изживать – времена изменились. Хотя, представлять горцев дикими и импульсивными явно не стоит. Пушкин, которому поначалу кавказцы и казались такими, в своем послании друзьям писал:
«Со стыдом принужден я был оставить важно-шутливый тон и съехать на обыкновенные европейские фразы… Впредь не стану судить о человеке по его бараньей папахе и по крашеным ногтям».
Хотя постоянное наличие кинжала на поясе откладывает свой отпечаток на личность владельца. Но тут возникает вопрос: наличие кинжала определяет поведение или условия определяют наличие кинжала?

«Вот он раз и дождался у дороги версты три за аулом; старик возвращался из напрасных поисков за дочерью; уздени его отстали, — это было в сумерки, — он ехал задумчиво шагом, как вдруг Казбич, будто кошка, нырнул из-за куста, прыг сзади его на лошадь, ударом кинжала свалил его наземь, схватил поводья — и был таков».
«Бедняжка, она лежала неподвижно, и кровь лилась из раны ручьями... Такой злодей; хоть бы в сердце ударил — ну, так уж и быть, одним разом все бы кончил, а то в спину... самый разбойничий удар!».
Позволю себе небольшое лирическое отступление, которое все равно подчеркивает тот момент, что кавказцу тех лет без кинжала – никуда.
«…В пещере иль в траве глухой
Коварный хищник с ним таится
И вдруг, внезапною стрелой,
Завидя путника, стремится;
В одно мгновенье верный бой
Решит удар его могучий,
И странника в ущелья гор
Уже влечет аркан летучий.
Стремится конь во весь опор
Исполнен огненной отваги;
Все путь ему: болото, бор,
Кусты, утесы и овраги;
Кровавый след за ним бежит,
В пустыне топот раздается;
Седой поток пред ним шумит -
Он в глубь кипящую несется;
И путник, брошенный ко дну,
Глотает мутную волну,
Изнемогая, смерти просит
И зрит ее перед собой...
Но мощный конь его стрелой
На берег пенистый выносит».
Картинка издевательства над пленным, данная Пушкиным, конечно красочна и родилась не на пустом месте. Однако Бестужев пишет:
«Кавказских горцев напрасно обвиняют в жестокости… Очень редко были примеры, чтобы они терзали попавшихся им русских даже в пылу гнева или мести, на самом поле сражения. У себя дома горец заботливо промочит раны пленнику, попотчует бузой, разделит пополам черный чурек свой».
Тот же Пушкин продолжает в «Кавказском пленнике»:
…И, спрянув с верного коня,
В горах пустынных запоздалый,
К нему войдет пришлец усталый
И робко сядет у огня, -
Тогда хозяин благосклонный
С приветом, ласково, встает
И гостю в чаше благовонной
Чихирь отрадный подает.
Под влажной буркой, в сакле дымной,
Вкушает путник мирный сон,
И утром оставляет он
Ночлега кров гостеприимный.
И путник доедет куда следует, если, конечно, не встретит на своем пути другого горца, терпеливо сидящего в засаде. Хотя вполне вероятно, что проводив накормленного и обогретого путника и описанный в стихотворении хозяин, ушел в горы подкарауливать следующего странника – жить-то на что-то надо.
Только не стоит считать горцев только «коварными хищниками».
«Слышал я, что на правом фланге у шапсугов есть какой-то Казбич, удалец, который в красном бешмете разъезжает шажком под нашими выстрелами и превежливо раскланивается, когда пуля прожужжит близко; да вряд ли это тот самый!..».
Кстати, мода на все кавказское, появившаяся у русских военных в начале века 19-го продержалась до начала века 20-го.

Тут может возникнуть вопрос, а как это все относится к кинжалу, долам и геополитике в частности? Попробую объяснить, но сначала посмотрим определение термина «геополитика». Точного определения нет, но если кратко это:
Область государственной внешней политики, в которой учитываются особенности физической, экономической и политической географии какой-либо страны.
.Понятие, характеризующее теорию и практику международных отношений, основанных на взаимоувязывании географических, геостратегических, социально-политических, военных, демографических, экономических и других факторов.
Пушкин, задаваясь вопросом, а что государство может сделать с таким народом, задается вопросами геополитики:
«Должно, однако ж, надеяться, что приобретение восточного края Черного моря, отрезав черкесов от торговли с Турцией, принудит их с нами сблизиться. Влияние роскоши может благоприятствовать их укрощению: самовар был бы важным нововведением. Есть средство более сильное, более нравственное, более сообразное с просвещением нашего века: проповедание Евангелия. Черкесы очень недавно приняли магометанскую веру. Они были увлечены деятельным фанатизмом апостолов Корана, между коими отличался Мансур, человек необыкновенный, долго возмущавший Кавказ противу русского владычества, наконец схваченный нами и умерший в Соловецком монастыре».
Хотя Пушкин к такому способу «замирения» относился скептически: «Кавказ ожидает христианских миссионеров. Но легче для нашей лености в замену слова живого выливать мертвые буквы и посылать немые книги людям, не знающим грамоты».
Разоружить как крымских татар? Да вот только использование в технологии ковки оружия несимметричного дола позволяло народу вооружиться снова, хотя бы кинжалами. Узкие долы настолько облегчают изготовление клинкового оружия, что выделка его, пусть и в самых примитивных условиях, не составляет никакого труда даже не специалистами. Такая, вот, геополитическая закавыка: что делать с воинственным народом, который почти невозможно разоружить?
Невозможно по двум причинам: нет центров производства оружия и изготовление используемого оружия настолько просто, что позволяет делать его в каждом селе.
Подавляющее большинство научных работ обходит стороной вопрос технологий. Оно и понятно почему – нет старых мастеров, тех, кто мог бы точно сказать, для чего на оружии изготавливался тот или иной элемент. Более того, «старый» это понятие относительное. Вполне возможно, что даже в 19 веке «старые» мастера не понимали, почему они делают так, а не иначе. Примеров тому масса и я уже описывал один из собственного опыта.
Как-то археологи из Нидерландов откопали в Северной Африке печь для варки железа. Под печи имел особую конструкцию. Подумав, ученые сделали правильный вывод о его предназначении, а затем, возможно откопав более поздние печи, пришли к выводу, что такой под имел ритуальное предназначение. Возможно, более поздние мастера сами уже не понимали зачем их предки сделали так, и тупо копировали устройство в уже изменившихся условиях.
Я, проходивший историю металлургии руками, сам когда-то изобрел печь с таким подом и прекрасно ей пользовался, считая себя умным и догадливым, пока не обнаружил в журнале рисунок и описание той древней африканской печи. Оказалось я «изобрел велосипед». Хотя, все народы (а часто и мастера) проходят через одни и те же этапы развития металлургии, изобретая те или иные технологии и формы независимо друг от друга. Это замечено и описано учеными неоднократно. Но разговор об этом пойдет в другой статье про якутский нож.
Возвращаясь к долам, скажу, что узкий дол давно стал ритуальным, и мастера изготавливают его, не задумываясь над тем, для чего он служил в древности. Основная версия – для красоты. Хотя назвать красивой прямую канавку посреди клинка по мне можно только или с бодуна, или под дулом пистолета. Декоративные долы, конечно, существовали, но они никогда не были прямыми да и глубокими тоже.

Декоративные долы на клинке. Неописуемая красота
По логике, если канавка – это красиво, то две канавки – красивее вдвойне, три – вообще красота невообразимая. А десять – шедевр? Хотя, не буду кривить душой, многие так и считают. Например, на традиционном якутском клинке – три дола. Вот так вот – один над одним три штуки. Вы под традиционным якутским долом подразумевали нечто другое? Что поделать? Значит вы живете в плену мифов.
О кавказских кинжалах написано много. Кажется, добавить нечего. Но это только на первый взгляд. Из научных работ выпал целый исторический пласт – технологии изготовления.
Это только для академиков все просто: захотел - пошел и сделал, а на самом деле многое совсем не так. Обращусь к работам крупнейшего в мире специалиста по оружию народов Кавказа Эмме Георгиевне Аствацатурян. Заглянем в ее книгу «Оружие народов Кавказа». Я представлю сразу большую цитату, потому как она очень точна и емка, потом уже прокомментирую отдельные ее предложения.
«Кавказское оружие с коротким клинком — кинжал — традиционно. Археологический материал по всему Кавказу дает кинжалы с прямым, заточенным с обеих сторон клинком, с прямой рукоятью, заканчивающейся колпачком. И в новое время были распространены главным образом кинжалы и, в меньшей степени, ножи. Они использовались и как оружие, и как предмет домашнего обихода, для различных хозяйственных нужд — рубки хвороста и т.п. В Дагестане, Адыгее, Осетии, Чечне, Кабарде кинжалы носились мужчинами постоянно, начиная с подросткового возраста. Поэтому во второй половине XIX в. кинжалов производилось значительно больше, чем остальных видов холодного оружия: после окончания Кавказской войны сабли и шашки должны были иметь только те жители Кавказа, кто шел служить в русскую армию; кинжалы же по обычаю имел каждый.
Естественно, что в музейных собраниях имеется значительно больше кинжалов, чем других видов оружия. Кавказские кинжалы имели свои характерные черты. Их клинок прямой, двулезвийный, его поверхность разделена долами, число которых колебалось от одного до четырех. Долы не только уменьшали вес клинка, увеличивали его прочность, но и придавали ему декоративность.
Наиболее распространенный для всего Кавказа клинок имел по одному глубокому смещенному от центра долу с каждой стороны. Хотя клинки одинаковой формы происходили из разных районов Кавказа, все же, пользуясь дополнительными признаками, т.е. формой и украшением рукояти и ножен, можно установить зависимость формы клинка от местности изготовления. Впрочем, не следует забывать, что один мастер нередко делал клинки разной формы, исходя, возможно, из желания заказчика. Клинок заканчивается вытянутым четырехгранным острием и в разрезе имеет форму ромба. Такой конец приспособлен к колющему удару. Наиболее крупные клинки длиной 45— 55 см, шириной 4,5—5 см свойственны Дагестану и Армении, клинки среднего размера, длиной 33—35 см, шириной 3—3,2 см, более характерны для северного Кавказа и Грузии. Клинки небольшого размера, длиной 25—30 см, шириной 3 см, скорее присущи Новочеркасску.
Многие клинки имеют надписи, содержащие имена мастеров, владельцев, дату изготовления, клейма, иногда какие-нибудь изречения. Эти надписи, а также украшения клинков помогают определять место их производства. Рукояти кинжалов прямые, в разрезе имеют форму квадрата или прямоугольника. Основание рукояти той же ширины, что и клинок, головка же небольшая, имеет форму колпачка. Форма головки может указывать на местность и время изготовления кинжала».
Что нам следует уяснить из этого текста. Первое, это то, что кинжалов требовалось огромное количество. Они были у каждого, причем и не по одному. У более-менее зажиточного кавказца кинжалы имелись на все случаи жизни: как галстуков у какого-нибудь чиновника или бизнесмена – полный шкаф.
«Долы не только уменьшали вес клинка, увеличивали его прочность, но и придавали ему декоративность. Наиболее распространенный для всего Кавказа клинок имел по одному глубокому смещенному от центра долу с каждой стороны».
К этому стоит добавить такой момент, который почему-то опускается почти всеми историками, описывающими кавказские кинжалы с асимметричным долом.
Этот дол в подавляющим большинстве случаев (можно сказать почти всегда, исключение составляют только редкие клинки современной выделки), находится слева от оси клинка, если кинжал расположен рукоятью к субъекту. На это есть причины, о которых ниже.

С весом, прочностью и декоративностью мы вроде уже разобрались в прошлых статьях, хотя замечу, что говорить об уменьшении веса узким долом и тут же писать о клинках длиной 55 см и шириной 4,5- 5 см – противоречить элементарной логике. Зачем мучиться и выстругивать какой-то асимметричный дол для уменьшения веса, когда можно выточить другой - односторонний или, что гораздо проще, уменьшить длину или ширину кинжала на несколько миллиметров. С весом, конечно, никто не парился, наоборот, частенько делали кинжалы вообще без долов причем порядочных размеров.
В дол кавказского ножа на фото ниже еле помещается швейная игла. Рукоять к этому ножу весила раз в сто-двести больше. Как этот дол мог что-то облегчить и что-то упрочнить? Если кто вам будет морочить голову тем, что дол предназначался для облегчения - показывайте эту фотографию. Кстати, у меня еще есть один клинок с таким долом но на пару сантиметров больше.

Ниже кинжал без дола.

Скажу, что пора заканчивать с этой чушью – облегчением на несколько грамм ножа или кинжала путем очень сложной и затратной операции – вытачивании дола на готовом клинке. Да и вообще-то для боя лучше иметь кинжал потяжелее и побольше, для чего и делались кинжалы полуметровой длины.
«Форма головки может указывать на местность и время изготовления кинжала». А вот это точно. Вообще подавляющее большинство книг об историческом оружии и описывают зависимость форм и отделки от места и времени. Описание различных узоров, клейм и прочего занимает, большую часть всего материала. Мало кто расскажет, как всего за одну кузнечную сварку изготавливался меч со стальными наварными рубящими кромками и мягкой малоуглеродистой сердцевиной. Зато про то, как дол что-то там упрочнял, пишут все. Причина тут проста: дол есть, писать о нем надо, а что – неизвестно. Хорошо хоть ученые, в отличие от «знатоков», пишут очень осторожно:
«Поверхность клинков отделывалась долами, которые придавали клинку известную декоративность и облегчали его вес, не уменьшая прочности (при одинаковом весе клинок с долами за счет большего поперечного сечения может быть устойчивее к изгибам, чем клинок без долов). Форма и величина долов разнообразна: они могут быть широкими, когда один или два дола занимают всю ширину клинка; узкими, и тогда три дола занимают половину ширины клинка; долы могут быть мелкими или глубокими, но всегда полуовальной формы. Долы могут начинаться от пяты или отступают от нее на 15—25 см. На 1/4 длины клинка от острия обух сведен на нет, верхний дол исчезает и клинок получает овальное сечение. Здесь находится центр удара клинка. На нижней трети клинка помещены изображения, надписи и клейма».
Утверждение: «при одинаковом весе клинок с долами за счет большего поперечного сечения может быть устойчивее к изгибам, чем клинок без долов» настолько туманно, что я даже комментировать его не буду.
Вообще-то само упоминание долов часто необходимо только для того, чтобы перейти к многостраничному описанию «изображений, надписей и клейм». Оно и понятно, доступ ученых к огромному «фактическому материалу» способствует развитию именно «описательной» методологии.
(Методоло́гия — учение о методах, способах и стратегиях исследования предмета).
Описывая «форму головок» никто не задается вопросом их эволюции. А эволюция несомненно была. Изначально головка делалась небольшой, но со временем величина ее росла и она стала настолько объемной, что возникают вопросы в удобстве пользования кинжалом с такой рукоятью.
Хотя, имеется простой ответ на этот вопрос: виноваты понты. На большую по размерам головку можно навесить больше серебра. Как говорил один йеменец, изготавливающий джамбии, «клинок может быть хоть из дерева, но рукоять должна быть из золота». (Тут уместно еще одно замечание об «облегчении кинжала» - заморачиваться и выпиливать на нем узкий дол, якобы облегчая, а потом утяжелять насколько возможно золотом и серебром - это за гранью моего понимания).

Только вот «клинок из дерева» это не о кавказцах тех лет. Кинжал в то время - это, прежде всего оружие. А кинжал кама – как автомат Калашникова – прост, надежен, функционален.
"Черкес никогда не выйдет из своего дома невооруженным, по меньшей мере он носит обычно саблю или кинжал у пояса…» Г. Ю. Клапрот.
«Городов у черкесов не было, ремесло носило сельский характер. Существовали крупные селения с развитым ремесленным производством… "Все работают дома. Здесь же находятся и все мастера". Турецкий путешественник посетил…и крупное селение в Большой Кабардс близ берега реки Кумы, где "народ весьма искусный: каждый у себя в доме занимается ремеслом". Он даже отметил, что существуют племена, для которых ремесло было главным занятием…большинство из них не имеет ни оружия, ни снаряжения. Это ремесленные народы, среди них существуют искусные портные, есть и кузнецы».
«Специализированных центров с кузнечным, оружейным и ювелирным производством в Черкесии, по-видимому, не возникло…» - это важно уяснить, чтобы представлять масштабы «сельского производства». Вероятно в каждом селе кто-то изготавливал кинжалы, а может быть, изготовить самостоятельно кинжал мог почти каждый мужчина в «ремесленных селах».
Как изготовить кавказский кинжал "в домашних условиях" вы поймете из текста ниже. (Из инструмента вам потребуется молоток, бабка, клещи и болгарка). . В этом нет ничего сложного, если использовать старинные технологии обработки металла, а не современный метод вытачивания клинка из полосы.
Именно по причине смены уклада и технологий, для современного мастера изготовление обоюдоострого кинжала с долами представляет некоторую сложность. Однако стоит только забыть про электричество и гриндер, как все становится легко и просто. Уверяю вас, любой прочитавший эту статью до конца сможет без труда и с первого раза изготовить для себя кавказский традиционный кинжал на даче или в лесу за городом у костра.
Работали кавказские мастера на своем и привозном сырье. С 17 века большей частью на привозном, так как неплохо развилась торговля с Турцией и с Россией.
«...немецкий врач и путешественник Ж.Б. Тавернье пишет: "Они все настолько трудолюбивы, что сами добывают железную руду, которую затем расплавляют и из которой изготовляют различную домашнюю утварь" Э. Кемпфер ему вторит: "Они очень трудолюбивы и добывают даже железо из рудников, которое они также куют и изготавливают из него всякого рода орудия"».
«И. Ф. Бларамберг полагал, что, поскольку черкесы "не имеют представления о геологической разведке и эксплуатации шахт, они используют только такие минералы, с помощью которых можно получить металл без особого труда". "На территории абадзехов, — продолжал он, — у подножия горы Ногокоссого имеется самородное железо в форме крупного песка; абадзехи собирают его и без особого труда выплавляют в виде слитков, пригодных для использования в различных целях…"».
«Профессия кузнеца была широко распространена в Черкесии и пользовалась большим уважением. С профессией кузнеца связаны различные легенды и поверья. Покровителем кузнецов считался Тлебс— бог железа и оружия».
«Местного сырья для производства оружия и сельскохозяйственных орудий не хватало, поэтому значительное количество металла и готовых металлических изделий ввозилось из-за границы. С XII в. большую роль во внешней торговле Черкесии стали играть генуэзские колонии».
«Оружие составляло существенную часть генуэзского экспорта. Память о тех временах сохранилась даже и в начале XIX в. Тэбу де Мариньи писал: "Я видел много оружия производства европейских мастеров, между прочим, много венецианских и генуэзских сабель, кроме тех, что приходят к ним по торговым путям, причем у них есть старинное оружие, большинство из них найдены в могилах, и легко можно определить время их службы, если видишь, что их ширина зачастую уменьшилась на одну треть"».
Если сабельная полоса и длинноклинковое оружие большей частью на Кавказ ввозилось, то кинжалы горцы изготавливали сами.
«По отзыву Лапинского, "кузнецы очень многочисленны в стране. Они почти повсюду оружейных и серебряных дел мастера и очень искусны в своей профессии: это почти непостижимо, как они с их немногочисленными и недостаточными инструментами могут приготовлять превосходное оружие…"».
И здесь упоминается нищета и недостаточное обеспечение кавказских мастеров инструментами. Вот эта технологическая отсталость и привела к повсеместному использованию мастерами-оружейниками асимметричного двустороннего дола. Что вы он нем слышали? Да большей частью ничего. Историки-оружейники нигде и никогда не писали для чего нужен именно такой дол, ведь заменить его на симметричный или на односторонний гораздо проще. И никакой потери «красоты» и функциональности не будет. Так что это статья новый взгляд на историю кавказского кинжала вообще и в частности.
Как я уже цитировал: «Наиболее распространенный для всего Кавказа клинок имел по одному глубокому смещенному от центра долу с каждой стороны».
Выглядит это так. Сечение такого клинка.
Какой-то красоты в клинке с таким долом нет. Асимметричность «режет глаз». Мне неоднократно говорили люди, незнакомые с кавказскими кинжалами, когда видели изготовленный мной клинок с такими долами, что «так не надо делать», что «я не много не попал» - по центру имелось ввиду. То есть, красоты нет, зачем тогда делать?

Декоративный кинжал с асимметричным долом. Работа автора
- А это такой особый кавказский взгляд на красоту, - выдвигается аргумент. – Традиция.
То что традиция, соглашусь. Многие современные мастера выпиливают и даже выстругивают такой дол имитируя «аутентичность», хотя, повторюсь, смысла делать долы на готовом клинке уже нет – только лишняя морока. Ни функциональности, ни красоты этот несимметричный дол не добавляет. Только вот зачем он был нужен, вам никто не расскажет. Хотя описание отделки частей оружия и его форм – это хлеб историков-оружейников.. Но даже здесь иногда между академиками случаются настоящие битвы с переходом на личности. А что тогда говорить про старинные технологии, если здесь даже именитые ученые частенько попадают пальцем в небо, как в случае с русскими ножами.
- Технологии? Это так скучно, - скажут многие. – Что интересного в ковке клинка? Бери полосу, нагревай и стучи по ней – вот и вся технология.
Давайте разбираться.
Продолжение следует.
Прошу прощения у читателей, за то что не могу выставить статью целиком. Из-за ограничения в количестве знаков пришлось текст делить на две части. Таков формат Пикабу.
Только у ограниченных людей технологии изготовления живут отдельно от окружающей мастера среды и условий. В первой части я всего лишь подошел к самой сути – технологии изготовления оружия в примитивных условиях древней мастерской. Однако, именно в таких условиях и было изготовлено несчетное количество кавказских кинжалов – оружия для всех слоев населения.
В следующий части рассказ о том, как дол на клинке многократно повышал производительность труда кузнеца. Если для современных производителей - это лишняя трата времени и материала, то для древнего мастера это, зачастую, необходимый технологический элемент.

