Оказывается, каждая площадка руководствуется своими правилами выкладки видео. Ну ничего, научусь. Вот видео, как я это дело сначала отрисовывал, потом запустил резку, а после уже сидел и красил. Приятного просмотра!
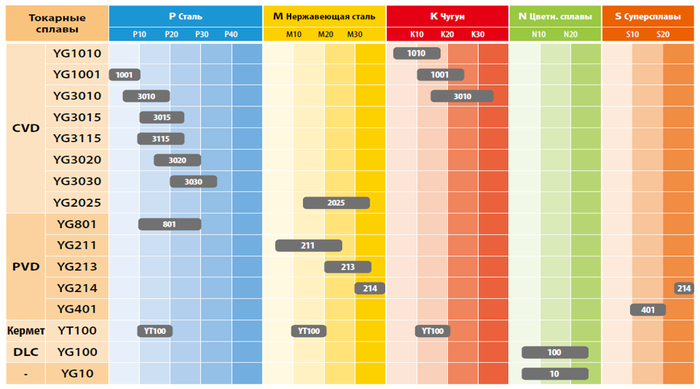
Раз зашла тема про стружколомы, разовьем тему про сменные пластины, а именно про сплавы. Их так много, что не все понимают какие именно нужно выбирать и по каким критериям. Если открыть каталог любого производителя, то можно увидеть примерно такую картину:
карта токарных сплавов производителя Х
Разные материалы принято обозначать определенными цветами и буквами:
P - сталь (синий цвет).
M - нержавеющие стали (желтый цвет).
K - чугуны (красный цвет).
N - цветные сплавы (зеленый цвет) - это алюминий и т.д
S - жаропрочные материалы (оранжевый цвет).
H - закаленные стали (серый цвет).
Такое буквенно- цветовое обозначение принято у всех производителей (даже у Китайцев)).
Итак, нам интересна, например, сталь. В группу сталь входит и углеродистая сталь, и низкоуглеродистая, легированная, конструкционная и высоколегированная и может быть еще что-то забыл.
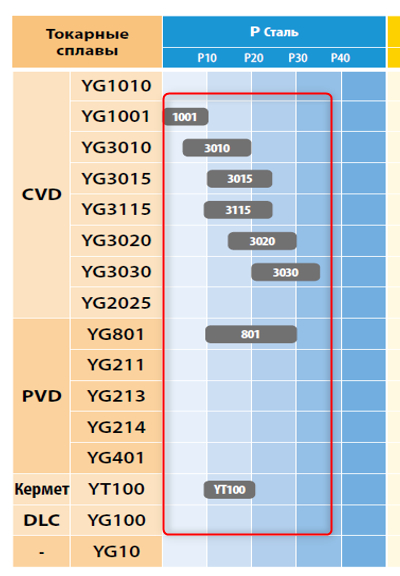
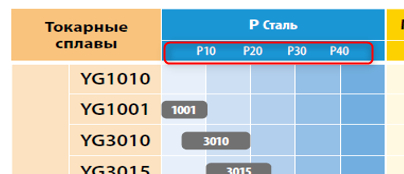
Поскольку интересна только сталь, смотрим именно на синий столбик:
Это названия сплавов
Соответственно все сплавы, которые там находятся, подходят для стали, но какой же тогда выбрать? Во-первых все сплавы расположены не ровно, а какие то левее, какие- то правее в столбике, и наверху есть подгруппы стали: P10, 20, 30, 40
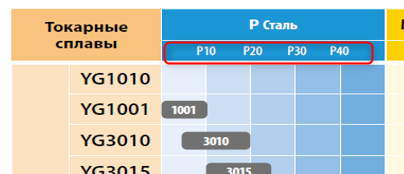
Разбивка по типу обработки (черновая --- чистовая)
Цифры указывают на тип обработки: 10- самая финишная обработка, 40- самая тяжелая черновая. Соответственно если мы знаем, что у нас неровная заготовка, корка например на заготовке или еще каки-то нестабильные условия, то мы выбираем сплавы, которые находятся ближе к правой стороне столбика, то есть которые под P40.
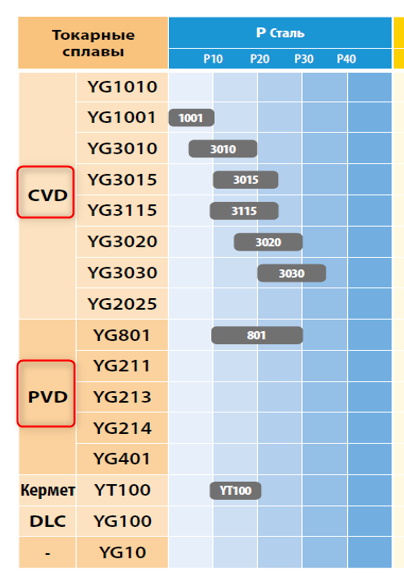
Но все равно, как правило, выбора сплавов еще окажется достаточно много. И тут надо рассказать про 2 основные группы сплавов: Это PVD и CVD. У них свои особенности и надо их различать. На диаграмме можно видеть какие сплавы к какой группе относится:
Группы сплавов (CVD, PVD и т.д..)
Итак что обозначают эти заветные 3 буквы?) Это обозначение метода нанесения покрытия на пластины.
CVD - Chemical Vapor Deposition. Химическое осаждение из паровой фазы.
PVD - Physical Vapor Deposition. Физическое осаждение из паровой фазы.
Как вы заметили, почти на всех пластинах, кроме пластин по алюминию (и то не всегда) есть износостойкое покрытие.
Не будем вдаваться в подробности, но это 2 разных метода нанесения покрытия на пластины. CVD более сложный, большее количество слоёв, более толстое покрытие. PVD более простой метод, покрытие достаточно тонкое.
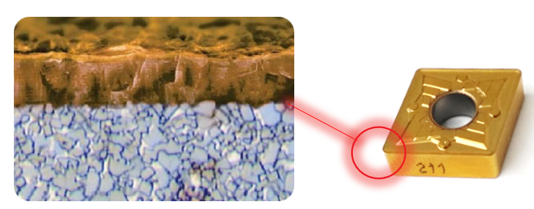
PVD покрытие имеет толщину порядка 5 микрон (0,005 мкм), и состоит в основном из карбонитрида титана TiCN - нижний слой, который обеспечивает высокую твердость и износостойкость, алюмонитрид титана TiAlN - обеспечивает теплостойкость пластины, и нитрид титана TiN (желтый цвет) - в данном случае он позволяет хорошо на глаз видеть износ.
Типичное PVD покрытие
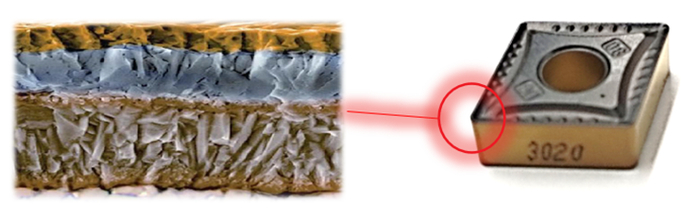
CVD покрытие уже имеет толщину порядка 20 микрон (0,02 мм), и большее количество слоев.
Типичное CVD покрытие
Тут большее количество слоев и их комбинаций. Также добавляется еще оксид алюминия, который обеспечивает низкую теплопроводность, что позволяет пластине дольше не изнашиваться.
CVD работает лучше при высоких скоростях резания. Такой сплав мы выбираем, когда у нас есть достаточно длительная операция обработки.
PVD работает на низких скоростях резания. Например, есть материалы, которые в принципе обрабатываются только на низких скоростях резания (титан, инконель и прочие жаропрочки), естественно мы изначально выбираем именно PVD тип.
Разобравшись более менее с типом покрытия мы еще не закончили с выбором, потому что в каждой группе есть еще куча вариантов и тут надо понимать один принцип, который справедлив для любого производителя: Пластина либо твердая, либо прочная.
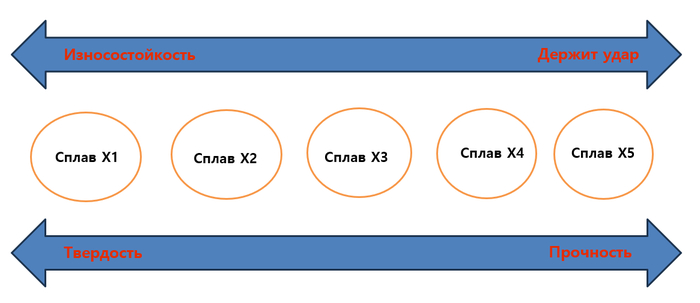
Шкала твердость/прочность
Соответственно есть сплавы очень твердые как X1, которые будут очень износостойкими, но они достаточно хрупкие и если условия обработки будут нестабильными, пластина может просто сколоться, а есть сплав X5, он очень прочный и держит удар, но износ у него наступит быстрее чем у X1 так как он не сильно твердый. Ну и соответственно куча промежуточных вариантов. То есть всегда это некий баланс между твердостью и прочностью. Соответственно при чистовой стабильной обработке мы возьмем что то близкое к X1, а для обдирки возьмем черновой сплав ближе к X5.
Возвращаясь к этой картинке ниже, мы теперь знаем, что под P10 расположены более твердые сплавы, а под P40 более прочные.
Разбивка по типу обработки (черновая --- чистовая)
Есть еще куча нюансов, но даже с этой информацией можно вполне сносно подбирать правильные сплавы для своего типа обработки. К слову, для фрезерных пластин всё абсолютно тоже самое, только там 90% сплавов это именно PVD тип, но эту уже, как говорится совсем другая история)
Хочу поделиться некоторой информацией про то, что такое стружколомы на токарных пластинах, как их правильно выбирать и использовать.
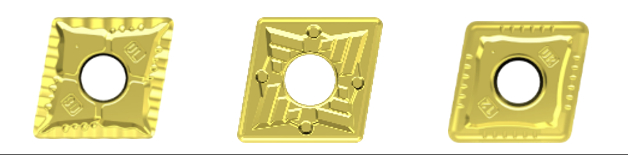
Стружколом это по сути форма передней поверхности пластины. На рисунке ниже одинаковые по геометрии пластины, но с разными стружколомами.
Токарные пластины CNMG12... c разными стуржколомами.
Стружколомы, как и следует из названия, нужны для того чтобы ломать стружку. А стружка при обработки разных материалов сильно отличается. К примеру, при обработки серого чугуна стружка очень хорошо ломается (сегментируется) сама по себе, поэтому можно использовать гладкую поверхность пластины, то есть вовсе без стуржколома. А скажем, нержавеющие стали являются вязким материалом который может давать длинную (сливную стружку) которую важно сегментировать, иначе сливная стружка может повредить и сам инструмент и деталь.
Помимо материала на выбор стружколома влияет тип обработки: черновая, получистовая, чистовая обработка. К примеру, более острый стружколом подходит именно для чистовой обработки, а черновой стружколом имеет тупую геометрию и используется именно для черновой обработки, чтобы кромка пластины не ломалась.
Если рассмотреть стружколомы не сверху, а в другой проекции, то можно увидеть такую картину:
Геометрия стружколомов токарных пластин.
Скажем, самый левый стружколом острый - у него только один передний угол и никакой защитной фаски. Второй это получистовой, там уже появляется защитная фаска 0.23 мм., именно для того чтобы кромка была более прочная. И самый правый стружколом- черновой. У него большая защитная фаска 0.35 мм. что делает кромку очень прочной и предотвращает сколы при работе с большой глубиной и подачей.
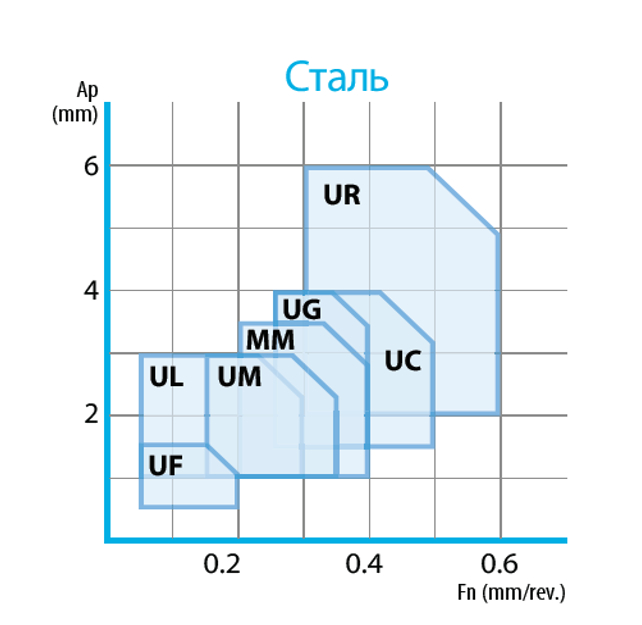
Кстати, о подаче. В каталогах любого производителя есть диаграмма корректного стружкодробления. Вот такая штука примерно:
Диаграмма корректного стружкодробления.
Для каждой группы материалов свои стружколомы, тут я привел для стали, но для нержавайки, чугунов и т.д есть свои.
Внутри названия стружколомов. По горизонтальной оси указан диапазон значений подач (мм/об.), а по вертикальной оси указан диапазон глубины обработки.
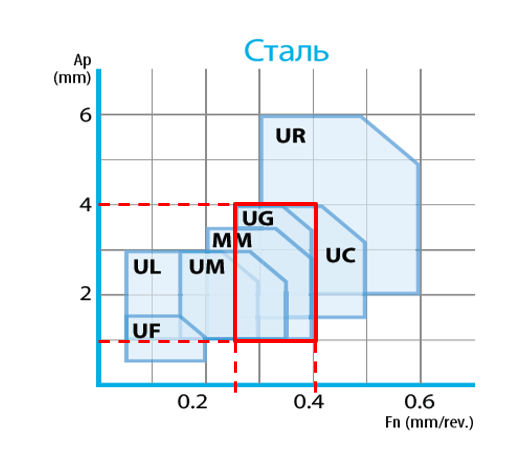
Как пользоваться такой диаграммой? Просто выбираем нужный стружколом, например UG и смотрим что у нас получилось:
Диаграмма корректного стружкодробления. Выделенная область.
Тут видно, что по глубине (вертикальная ось) данный стружколом корректно работает от 1 до 4 мм. А подачи при которых он работает: от 0,25 мм/об до 0,4 мм/об.
И тут еще раз возвращаемся к защитной фаске. У стружколома UG защитная фаска 0,23 мм. и подача всегда должна быть чуть больше (на пару соток) чем защитная фаска стружколома, иначе стружколом будет не ломать стружку, а просто тереть деталь. Поэтому очень важно не занижать подачу, а выбирать режимы в соответствии с условиями обработки.
Это краткое описание выбора стружколомов. Если зайдет, можно будет углубиться, например, в сплавы, в фрезерку и т.д.)
Понадобилась мне крышка для банки, но параметров самой резьбы не нашел. Но нашел уже готовую модель, хочу получить её чтобы уже нормально с ней работать, как это сделать? Вот сама модель
И если тогда мне все казалось достаточно простым (по сути, нужно былопросто линейное движение), то в процессе проектировки появлялось все больше нюансов.
Как сделать дым, куда впихнуть подсветку, чем все это будет управляться, и главное- как все это еще и оставить ремонтопригодным?
1/2
Сперва была вот такая секция борта. Но достаточно скоро ее стало недоставать, и для тестов я сделал отдельный участок батареи)