Сегодня поделюсь своим опытом использования фрез типа high feed, или фрез с высокими подачами. Как правило это корпусные фрезы со сменными пластинами, хотя бывают и монолитные, но это скорее исключение. Итак, высокоподачные фрезы позволяют ставить подачу примерно в 5-10 раз выше чем у обычных фрез со сменными пластинами. Обычно, на стандартных фрезерных пластинах, значение подачи на зуб примерно 0,1 - 0,2 мм/зуб, а на фрезах high feed это значение может быть примерно 1 мм/зуб. Конечно это зависит от материала, но в любом случае подача получается намного быстрее. При этом скорость резания устанавливается такая же, как и на обычных пластинах, а вот глубина всегда небольшая. Как правило не более 1 мм. (в зависимости от типа и размера самой пластины).
Типичная геометрия высокоподачной пластины.
Такая высокая подача возможна именно из-за небольшой глубины съема и большому радиусу пластины. При фрезеровании образуется тонкая стружка, соответственно можно устанавливать подачу выше. Еще один плюс таких фрез это то, что благодаря такой форме и углу в плане, основные силы фрезерования направлены вдоль оси корпуса фрезы, а это минимизирует вибрации, то есть можно работать с большим вылетом и там, где есть нестабильные условия фрезерования.
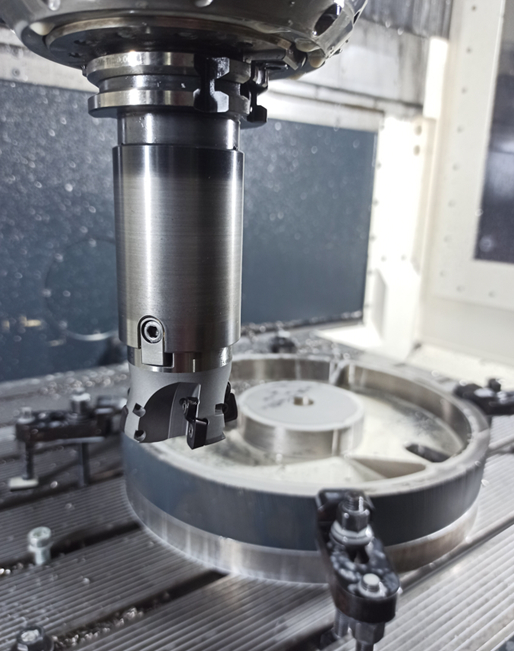
Корпус фрезы high feed
Быстроходные фрезы отлично подходят для расфрезеровывания карманов, когда надо быстро снять большое количество материала.
Обработка титана ВТ1
Также стоит отметить, что нет никаких ограничений по материалу. Можно обрабатывать и стали и чугуны и нержавеющие стали и жаропрочные материалы. Главное правильно подобрать сплав пластин и режимы резания.
В целом по моему опыту: если есть возможность применить высокоподачные фрезы, то их всегда стоит применять.
Хочу написать небольшой обзор на существующую для станков оснастку. Какие преимущества и недостатки есть у того или иного типа оснастки. На данный момент самые распространенные типы это:
Цанговый патрон.
Наверное самый популярный тип оснастки. Есть различные типы с разными цангами.
Цанговый патрон типа ER..
Недорогой, универсальный (используются разные диметры цанг), достаточно быстра смена инструмента. По биению данный тип не так хорошо, биение порядка 0,03 мм. Хотя это зависит также от типа цанги: бывают обычные, бывают прецизионные - более точные.
2. Термопатроны
Интересный тип оснастки, в работе которого осуществляется следующий принцип: патрон нагревается с помощью индукционного поля (в специальной установке) из-за нагрева он расширяется и в этот момент в него вставляется хвостовик инструмента. После этого патрон быстро охлаждается, с помощью потока воздуха и сжимается, инструмент плотно зафиксирован в патроне.
Термопатрон
Преимуществом данного типа является хорошая сила зажима инструмента и еще тот факт, что патрон может быть достаточно тонким и длинным, что дает возможность работать на большом вылете. Ну а недостатки наверно очевидны: нужна специальная термомашина для смены инструмента. Кроме того, для каждого диаметра инструмента используется отдельный патрон, тут уже никаких цанг нет. Я сам работал с такими патронами и удовольствие это ниже среднего. Ниже фото из моего архива:
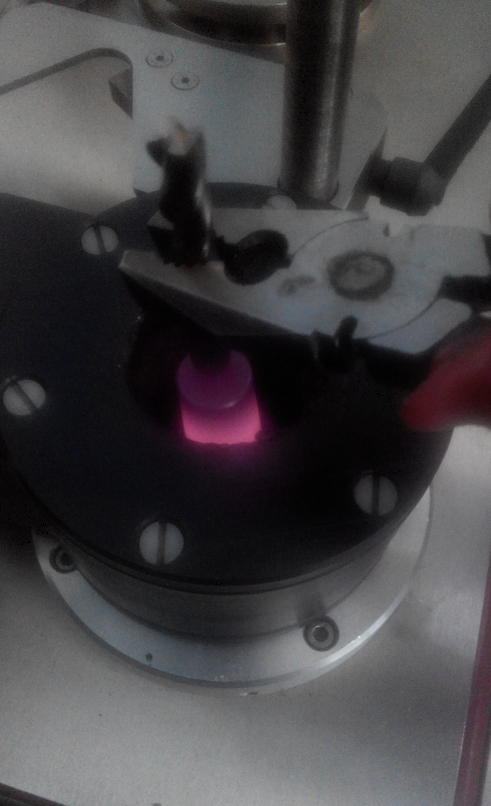
Сама шайтан-машина)
За несколько секунд термооправка разогревается до красна, и тогда можно менять инструмент.
Обычно для замены использовал плоскогубцы.
3. Патроны под Weldon
Оправка для зажима инструмента с лысками на хвостовике.
Оправка типа Weldon
Используется чаще всего для зажима корпусного инструмента со сменными пластинами, инструмента на хвостовике которого есть лыски. Винты на оправке закручиваются и как раз зажимают инструмент в местах этих лысок. Достаточно надежное закрепление, по крайней мере гарантия от проворота 100%. Но биение на таких оправках может быть порядка 0,02-0,05 мм.
4. Фрезерный патрон.
Патрон с высоким усилием зажима и также имеющий цанги для разных диаметров.
Фрезерный патрон зажимается накидным ключом.
Классная, надежная оснастка, более точная чем цанговый патрон. Биение тут как правило составляет не более 0,01 мм.
5. Гидравлический патрон
Гидропатрон зажимается обычным шестигранником
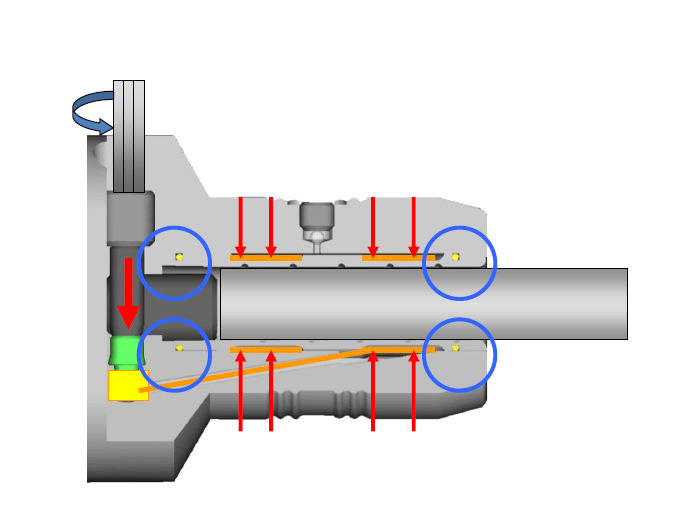
Более технологичный тип оснастки чем те, что представлены выше. Имеет специальную мембрану и жидкость внутри (масло). Когда мы крутим шестигранник, жидкость сжимается, давит на мембрану, а она в свою очередь давит на хвостовик инструмента и плотно его фиксирует.
Гидропатрон в разрезе
Помимо высокого усилия зажима, данный патрон еще и имеет минимальное биение, порядка 0,003 мм. Один минус- штука довольно дорогая, и сам патрон и цанги для него.
Это основные типы патронов, хотя существуют еще, менее популярные, поэтому о них не сейчас не будем. Мой фаворит безусловно это гидропатрон. В нем очень удобно менять инструмент. Делается это легко без усилий, в то время когда скажем в цанговом или фрезерном патроне надо зажимать прям с усилием, тут просто крутим шестигранник двумя пальцами. Однако по моему опыту, самый популярный тип это все же цанговый патрон, который можно встретить на любом предприятии.
В процессе металлообработки на пластинах всегда со временем образуется износ. Это нормально и так и должно быть, но при этом есть моменты на которые стоит обратить внимание.
Вначале определимся с терминами, чтобы было понятно о чем речь. Это среднестатистическая твердосплавная пластина:
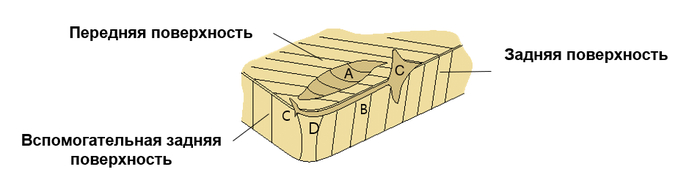
Твердосплавная пластина и ее поверхности.
Основные понятия которые важно знать: передняя поверхность - это поверхность по которой сходит стружка и задняя поверхность - перпендикулярная ей. Режущая кромка соответственно находится на стыке этих двух поверхностей.
Итак кратко по типам износа и как с ними бороться:
Износ по задней поверхности:
Это самый нормальный и естественный тип износа, который возникает в ходе обработки.
Износ по задней поверхности пластины
Однако, если этот тип износа возникает слишком быстро, то можно поменять некоторые параметры. В первую очередь снизить скорость резания (уменьшить обороты), ведь именно скорость резания больше всего влияет на интенсивность износа. Также стоит проанализировать выбор сплава. Может быть у нас очень прочный сплав, но недостаточно твердый? А как известно, "твердость" равно "износостойкость".
2. Износ по передней поверхности:
Если передняя поверхность пластины изнашивается быстрее чем задняя, то это в любом случае ненормальная ситуация.
Износ по передней поверхности
В первую очередь стоит снизить именно подачу. Скорее всего передняя поверхность слишком "загружена" именно из-за высокой подачи, особенно если задняя при этом выглядит достаточно свежей. Также большая вероятность, что стружколом выбран некорректно (например используется чистовой стружколом на черновой операции).
3. Образование "бороздки":
На пластине образуется такая поперечная "трещина".
Износ типа "бороздка"
Тут в целом стоит уменьшить режимы и скорость и подачу. Также стоит пересмотреть стратегию обработки и использовать переменную глубину обработки. В данном случае сплав стоит выбрать наоборот более прочный нежели твердый. И еще очень может помочь изменение угла в плане!
4. Пластическая деформация:
Режущая кромка как бы плавится от высоких температур.
Пластическая деформация пластины
Прежде всего нужно уменьшить скорость, ведь именно высокая скорость дает высокую температуру! Также стоит использовать СОЖ, если не была использована конечно. Выбрать более твердый сплав - он менее чувствителен к температуре и еще взять радиус скругления побольше (чем меньше радиус тем меньше пространства для распределения тепла, а при большем радиусе это происходит более равномерно).
5. Наростообразование (налипание):
Обрабатываемый материал прилипает к режущей кромке (а именно к передней поверхности)
Наростообразование
После того, как частички материала как бы припаиваются к поверхности пластины, они в процессе обработки откалываются, но уже вместе с покрытием и частичками самой пластины, что естественно приводит к преждевременному износу. Плюс ко всему работая с таким наростом, который то появляется то исчезает, страдают размеры детали - они меняются в зависимости от того, есть нарост или он уже откололся. Такая проблема характерна особенно для вязких материалов (аустенитные нержавейки, например). Чтобы предотвратить наростообразование нужно повысить скорость резания! Поэтому когда люди обрабатывают ту же нержавейку со скоростью скажем 40 м/мин. с целью продлить жизнь пластины, они получают обратный эффект. Также в данной проблеме немного может помочь СОЖ с высоким давлением и более острая геометрия самой пластины.
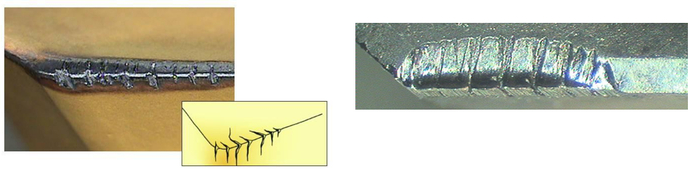
6. Термические трещины:
Получаются из-за быстрых изменений температуры на режущей кромке
Термотрещины
По такому типу износа сразу понятно, что что-то не в порядке с температурой. Режущая кромка сильно нагревается в металле, а потом резко охлаждается при выходе. Тут стоит уменьшить скорость резания, поиграть с СОЖ: либо увеличить его количество либо снизить (бывает и так и так работает). Ну и более прочный сплав будет менее чувствителен к изменению температур.
7. Разрушение, поломка режущей кромки:
Полное разрушение пластины.
Поломка пластины
В данной ситуации нужно уменьшить режимы. Все параметры, включая глубину резания. Тут уже вряд ли поможет более прочный сплав)
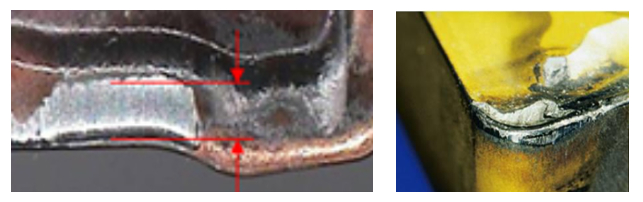
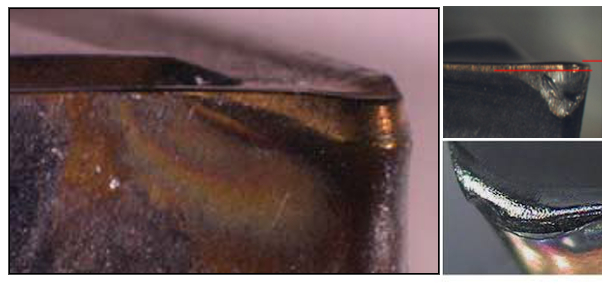
Возможно что-то забыл, но в целом картина по износу именно такая. И на последок пару моих фото на тему:
Пластина не выдержала подачу и глубину
Вроде была превышена подача
А как вам такой нарост?)
У меня это вызвало ассоциации с терминатором:)
Всем хорошего вечера и предсказуемого износа по задней поверхности!
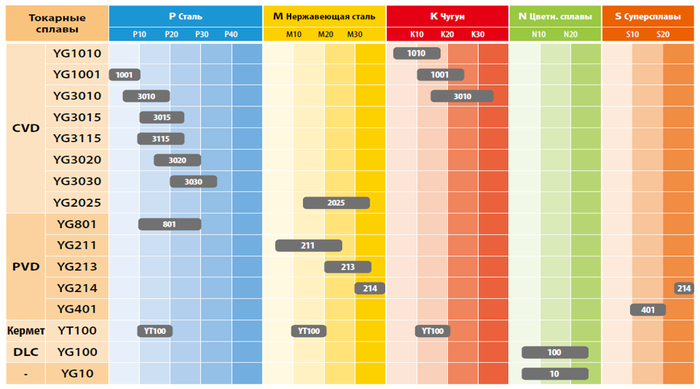
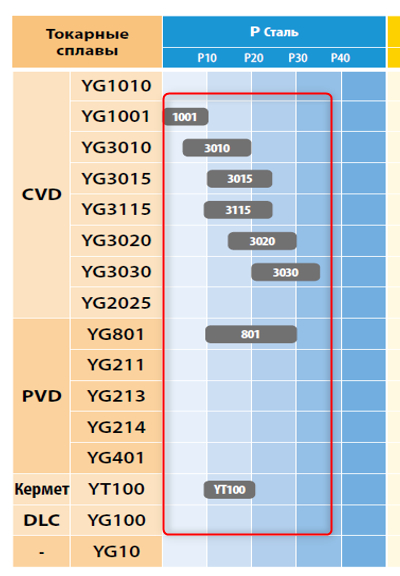
Раз зашла тема про стружколомы, разовьем тему про сменные пластины, а именно про сплавы. Их так много, что не все понимают какие именно нужно выбирать и по каким критериям. Если открыть каталог любого производителя, то можно увидеть примерно такую картину:
карта токарных сплавов производителя Х
Разные материалы принято обозначать определенными цветами и буквами:
P - сталь (синий цвет).
M - нержавеющие стали (желтый цвет).
K - чугуны (красный цвет).
N - цветные сплавы (зеленый цвет) - это алюминий и т.д
S - жаропрочные материалы (оранжевый цвет).
H - закаленные стали (серый цвет).
Такое буквенно- цветовое обозначение принято у всех производителей (даже у Китайцев)).
Итак, нам интересна, например, сталь. В группу сталь входит и углеродистая сталь, и низкоуглеродистая, легированная, конструкционная и высоколегированная и может быть еще что-то забыл.
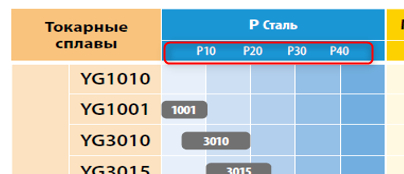
Поскольку интересна только сталь, смотрим именно на синий столбик:
Это названия сплавов
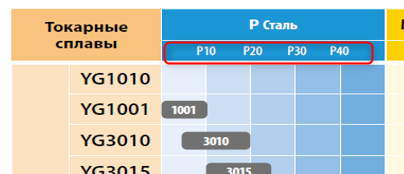
Соответственно все сплавы, которые там находятся, подходят для стали, но какой же тогда выбрать? Во-первых все сплавы расположены не ровно, а какие то левее, какие- то правее в столбике, и наверху есть подгруппы стали: P10, 20, 30, 40
Разбивка по типу обработки (черновая --- чистовая)
Цифры указывают на тип обработки: 10- самая финишная обработка, 40- самая тяжелая черновая. Соответственно если мы знаем, что у нас неровная заготовка, корка например на заготовке или еще каки-то нестабильные условия, то мы выбираем сплавы, которые находятся ближе к правой стороне столбика, то есть которые под P40.
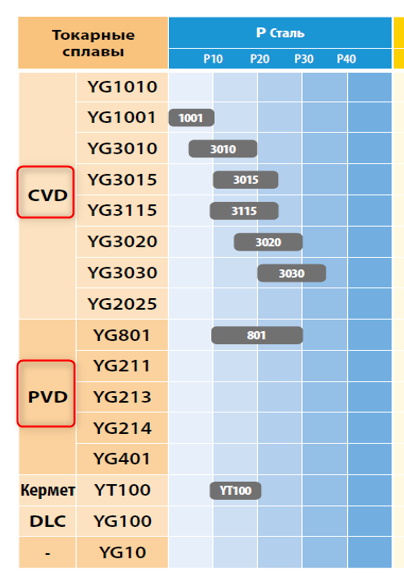
Но все равно, как правило, выбора сплавов еще окажется достаточно много. И тут надо рассказать про 2 основные группы сплавов: Это PVD и CVD. У них свои особенности и надо их различать. На диаграмме можно видеть какие сплавы к какой группе относится:
Группы сплавов (CVD, PVD и т.д..)
Итак что обозначают эти заветные 3 буквы?) Это обозначение метода нанесения покрытия на пластины.
CVD - Chemical Vapor Deposition. Химическое осаждение из паровой фазы.
PVD - Physical Vapor Deposition. Физическое осаждение из паровой фазы.
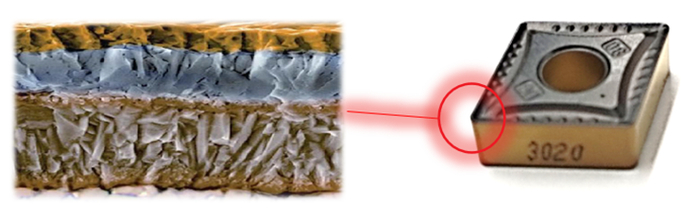
Как вы заметили, почти на всех пластинах, кроме пластин по алюминию (и то не всегда) есть износостойкое покрытие.
Не будем вдаваться в подробности, но это 2 разных метода нанесения покрытия на пластины. CVD более сложный, большее количество слоёв, более толстое покрытие. PVD более простой метод, покрытие достаточно тонкое.
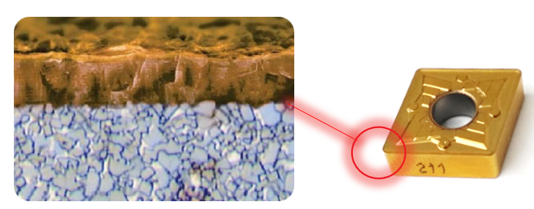
PVD покрытие имеет толщину порядка 5 микрон (0,005 мкм), и состоит в основном из карбонитрида титана TiCN - нижний слой, который обеспечивает высокую твердость и износостойкость, алюмонитрид титана TiAlN - обеспечивает теплостойкость пластины, и нитрид титана TiN (желтый цвет) - в данном случае он позволяет хорошо на глаз видеть износ.
Типичное PVD покрытие
CVD покрытие уже имеет толщину порядка 20 микрон (0,02 мм), и большее количество слоев.
Типичное CVD покрытие
Тут большее количество слоев и их комбинаций. Также добавляется еще оксид алюминия, который обеспечивает низкую теплопроводность, что позволяет пластине дольше не изнашиваться.
CVD работает лучше при высоких скоростях резания. Такой сплав мы выбираем, когда у нас есть достаточно длительная операция обработки.
PVD работает на низких скоростях резания. Например, есть материалы, которые в принципе обрабатываются только на низких скоростях резания (титан, инконель и прочие жаропрочки), естественно мы изначально выбираем именно PVD тип.
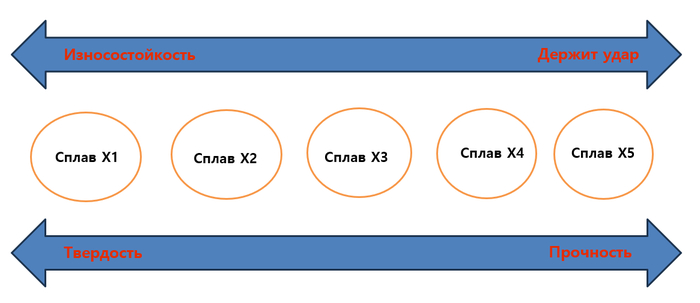
Разобравшись более менее с типом покрытия мы еще не закончили с выбором, потому что в каждой группе есть еще куча вариантов и тут надо понимать один принцип, который справедлив для любого производителя: Пластина либо твердая, либо прочная.
Шкала твердость/прочность
Соответственно есть сплавы очень твердые как X1, которые будут очень износостойкими, но они достаточно хрупкие и если условия обработки будут нестабильными, пластина может просто сколоться, а есть сплав X5, он очень прочный и держит удар, но износ у него наступит быстрее чем у X1 так как он не сильно твердый. Ну и соответственно куча промежуточных вариантов. То есть всегда это некий баланс между твердостью и прочностью. Соответственно при чистовой стабильной обработке мы возьмем что то близкое к X1, а для обдирки возьмем черновой сплав ближе к X5.
Возвращаясь к этой картинке ниже, мы теперь знаем, что под P10 расположены более твердые сплавы, а под P40 более прочные.
Разбивка по типу обработки (черновая --- чистовая)
Есть еще куча нюансов, но даже с этой информацией можно вполне сносно подбирать правильные сплавы для своего типа обработки. К слову, для фрезерных пластин всё абсолютно тоже самое, только там 90% сплавов это именно PVD тип, но эту уже, как говорится совсем другая история)
Я быстро научилась читать - в 5 лет уже вовсю шпарила все книжки из серии "Черный котенок" - были такие детективы для детей. Но как вообще запоминать, какой металл на какой скорости и мощности режется? Таблички вгоняют меня в панические атаки. Надо как-то осилить. Понравилось, как работают металлорезы, особенно Rabbit. Нет, не розовый, станок King Rabbit. Вот теперь думаю, почему я такой ник здесь не взяла?
Уважаемые товарищи очень хочется поделиться своим мнением о данном бренде... если будет интересно будет далеко не 1 топ...
Данный топ создан по болгарке... а именно Bosch 19 125 cie...
Покупал сиё чудо с замахом на будущее....
В общем безумно доволен агрегатом, есть 3 года гарантии и тд, а главное это безопасность использования... т.к. делаю ремонт дома сам- безопасность моей жизни...
На самом деле очень пожалел что не взял то же чудо но с идентификатором cist но только из-за убогого сервиса в России - на цие есть электронная поддержка оборотов на цист нет... кто в теме меня поймёт... ну да ладно, но как оказалось под болгарку нереально заказать вставку на лбокс... это честно очень печалит... все таки у меня далеко не 1 инструмент и это было бы круто иметь лбокс...
По качеству- претензий нет, Правда использую сам- строя и ремонтируя дом с 0...
из минусов могу отметить 2- 1 это шнур, имея инструмент под 18в можно было купить болгарку под него и не париться , но потерять в производительности. И 2 это конечно вес... все- таки я не длишь, но болгарка реально тяжёлая, да ей можно полировать, шлифовать и т.д. Но вес всё-таки значительный... и если вам нужно работать под «крышей» лучше выберите более легкий аналог...
В общем инструмент на века, но со своими нюансами. Сорит за много буксы, но если интересно могу ещё не 1 инструмент от данного производителя описать... (да я подсел на бош и это кстати легально)