Осваивать литье пластика мы начали в апреле 2023. Первым делом сняли слепки и отлили статуэтки из игры Mass Effect - Garrus 1\6, Tali Zorah 1\6 и Tali 1\4. Каждая из тех фигурок состояла из множества деталей, в общей сложности за апрель и май мы сняли около 70 слепков и отлили 300+ деталей.
И вот спустя пол года к нам поступил заказ на изготовление 200 статуэток космонавтов для «Фабрики столешниц Кедр»
Обсудив все детали, мы просчитали стоимость наших работ и далее заключили договор.
В тех задание была картинка из интернета и с помощью фотошопа добавлен логотип на флаг, размер статуэток 15 см.
Как мы считали вес статуэток?
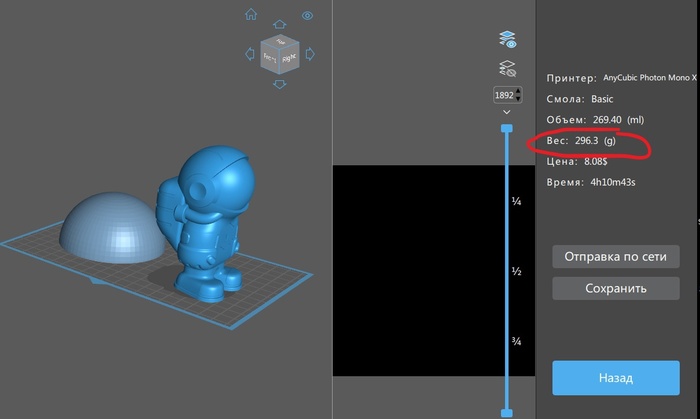
Скачиваем примерно похожую фигурку с Тингеверс, добавляем полусферу за место луны и закидываем эти 3д модели в Chitubox (программа для 3д печати), в которой мы узнаем вес наших статуэток.
Узнаём, что космонавт с луной весит 300 грамм, добавляем ещё 10 грамм на литник и остаток в стаканчики при заливки и 10% на случай неудачных заливок. Получается, что вес каждой фигурки 350 грамм * 200 штук = 70 кг пластика.
В итоге купили пластик бочками, так вышло экономичнее, 50 кг компонент А и 50 кг компонент B.
Для отливки такого количества нам потребуется 6 комплектов форм, так как одна силиконовая форма выдерживаем в районе 35 отливок, после чего высыхает и начинаем крошится. Силикон рассчитали на глаз, из расчёта 1 кг на астронавта и 500 грамм на луну * 6 комплектов = 9 кг. У нас было несколько кг в наличии и дозаказали ещё 10 кг, это должно хватить.
Приступаем к изготовлению:
Этап 1. 3Д моделирование
Самого астронавта мы лепим в ZBrush, буквы с логотипа выдавили в SketchUp
На этапе моделирования было несколько упущений, которые в последствие пришлось исправлять в ручную, хороший урок.
1. Так как мы сразу решили делать двусоставные формы космонавтов, было понятно что по всей фигурке будет оставаться линия стыка, которую нужно будет счищать. По этому было решено сделать на 3д модели швы на одежде, по которым в последствие сделать разделение на силиконовой форме, а вот про шлем и обувь мы не подумали и по этому их пришлось в последствие зачищать.
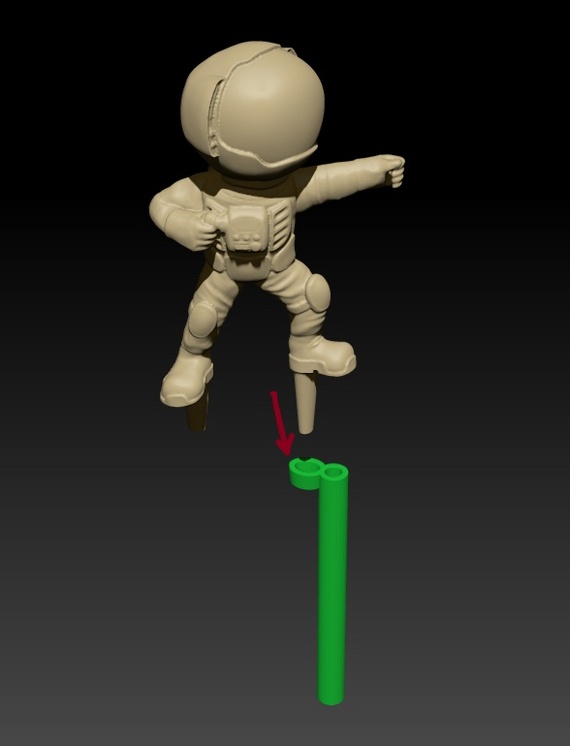
2. Отрицательные углы. Ещё один урок, который мы усвоили это то, что при заливки не должно быть отрицательных углов и углов 90 градусов, так как при дегазации в моновакуумной камере пузырьки воздуха и газов застревают в форме и не могут выйти. Конечно это всё можно исправить дополнительными литниками, но это не всегда возможно и всё равно место от литников тоже нужно зачищать.
Что бы этого избежать, нужно продумывать литьё на стадии 3д моделирования.
Этап 2. 3Д печать и постобработка.
Печатали на фотополимерном 3Д принтере Elegoo Saturn 2 с разрешением 8K.
После печати, на каком бы принтере вы не печатали нужна постобработка.
Вот так выглядит мастер модель до обработки:
Постобработка включает в себя выравнивание всех неровностей, удаление следов от поддержек, заклеивание отверстий для слива смолы
Мастер модель после постобработки, до грунтовки:
Грунтуем грунтом по пластику, мелко зернистым на расстояние 20-30 см в 2-3 слоя.
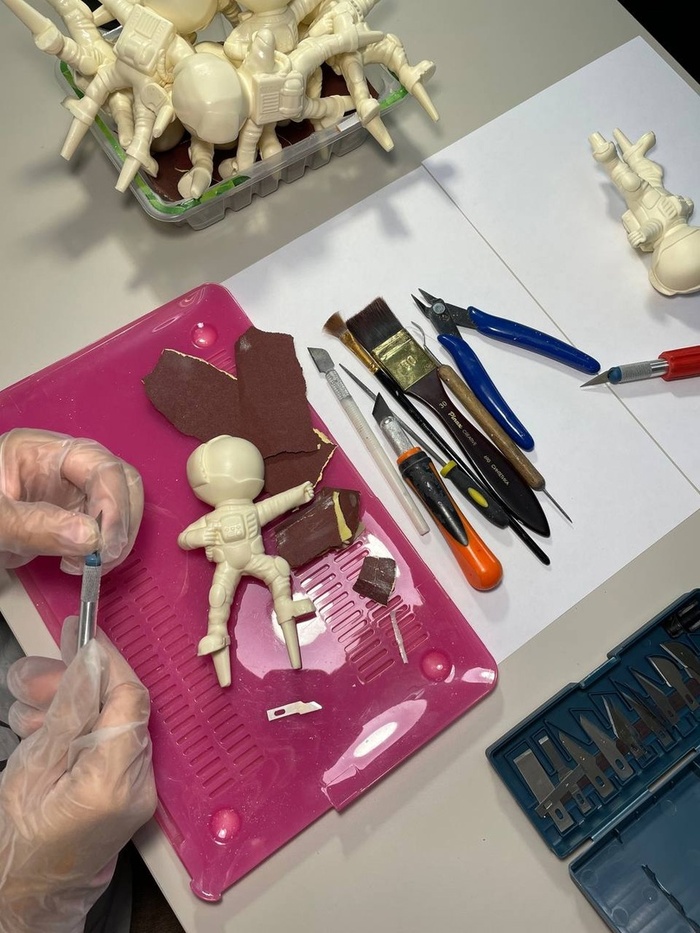
И вот у нас готовая фигурка для снятия силиконовых слепков:
!Очень важно, что мы в последствие поняли, что мастер модель нужно делать максимально прочной. Мы печатали космонавта пустотелым и нужно было залить в него литьевой пластик для прочности, что мы не сделали и в дальнейшем нам пришлось его чинить.
Этап 3. Формирование опалубки и пластилинового борта.
Мы решили делать двусоставные формы для космонавта с замками и из одной формы сделать несколько, как это делает Hardzenen в ролике ниже
Первым делом создаём из пластилина границы одной половинки формы:
Стараемся формировать границы таким образом, что бы максимально скрыть стыки будущей силиконовой формы, и сформировать контуры пластилина по форме пластиковой опалубки.
Далее по периметру вокруг космонавта стеком сделали канавку и воткнули пластиковые бусины. Это послужит в качестве замков в форме для плотного соединения без сдвигов при заливке пластика.
Опалубку для космонавта мы напечатали на 3д принтере пластиком из двух половинок. Делали с запасом высоту для дальнейшей заливки силиконом из двух половинок. Так же была напечатана опалубка и для луны.
Этап 4. Силикон.
Когда опалубки готовы, наносим разделительный слой восковым разделителем в аэрозоле. Силикон использовали на олове 20 шор, после смешивания двух компонентов ставим в вакуумную камеру для дегазации и начинаем лить тонкой струйкой в одну точку.
Для отливки 200 фигурок нам нужно было 6 комплектов форм, так как каждый силиконовый молд выдерживает 30-40 заливок, далее начинает разрушаться. Но к нашему сожалению по методу Hardzenena нам удалось снять только 4 формы, после чего космонавт сдвинулся в форме.
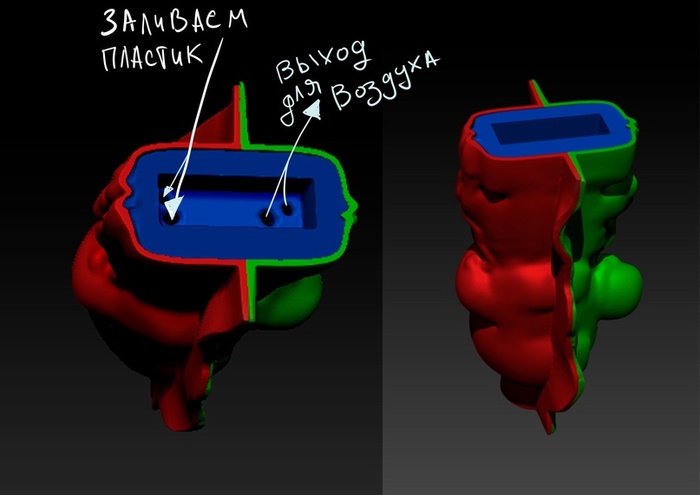
Остальные две формы сделали с закрытым кожухом.
Создаём в 3Д опалубку повторяющую форму космонавта на расстояние 1.5 см
Печатаем две части на FDM принтере, через верхнее отверстие заливаем силикон
После застывания силикона, разрезаем форму в районе ног, достаём космонавта и можно заливать пластик.
Плюсы и минусы каждой технологии опишу чуть позже в другом посте.
Луну лили в открытую формочку, пластик проливается отлично, дегазация не потребовалась, пузырьков на лицевой части нет.
Космонавтов отливали в моновакуумной камере.
Собираем формчоку, смешиваем компоненты, заливаем, ставим в камеру, создаём в камере вакуум, ждём пока весь воздух выйдет и его место заполнит пластик, после наоборот, запускаем воздух компрессором, создаём давление 4-5 атмосфер и держим до полного отверждения в районе 20 минут.
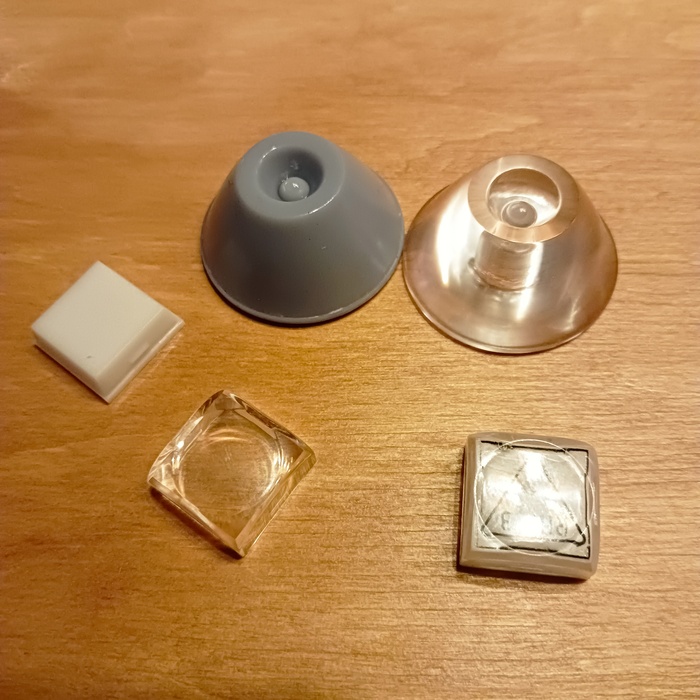
И вот первый космонавт отлит!