


Как устроен завод по производству напитков
Привет, ребятушки.
В одном из своих последних постов я рассказывал о своем опыте выхода на маркетплейсы с газировкой на основе меда.
В комментах меня просили рассказать о производстве и заводе. Поэтому сегодня я вам поведаю о том, как собственно происходит процесс приготовления разных медовых напитков от приемки меда до розлива в тару и упаковки в паллеты.
Сразу прошу прощения, что не буду раскрывать некоторые свои секреты. Поэтому кому-то мой рассказ может показаться общим и не объясняющим какие-то детали.
Из чего состоит медовый напиток (без разницы медовуха это или газировка)? Это мед, вода и добавки: соки ягод и фруктов или экстракты. В случае с медовухой еще дрожжи, которые обеспечивают процесс брожения.
Основа производства - это мед. Его мы закупаем у пасечников по всему Черноземью. На мой взгляд, для медовых напитков подходит разнотравье, мед из подсолнечника, гречишный мед, цветочный. А вот рапс мы принципиально не используем. Мне не нравится его вкус, и напитки получаются не очень. Я не раз сталкивался с комментариями, что рапсовый мед полезный и вкусный. Может быть. На вкус и цвет все фломастеры разные. Но для себя я принял именно такое решение.
Мед приходит вот в таких куботейнерах.

На самом деле, это очень удобно. Бывает, что мед приходит закристализованный. Тогда перед использованием его надо будет растопить до жидкого состояния.
Весь мед проверяется в несколько этапов, на каждом из которых кубик меда могут развернуть и не принять:
Органолептика. На приемке пробуем мед на вкус, цвет, запах, консистенцию. Без вкусного меда не будет вкусных напитков.
Лаборатория. Проверяем, чтобы в меде не было всяких добавок, следов антибиотиков и т.д.
Документы. Хотя это, наверное, первый пункт. У пасечника должны быть в порядке все документы (паспорт пасеки, справка из сельсовета и т.д. и т.п.).
Вторая составляющая напитка - это сок.
Сок приходит в обычных железных бочках. Точнее, не совсем в обычных. Сам сок налит в специальные асептические пакеты, которые уже находятся в бочках. Так сок не будет соприкасаться с металлом, не скиснет, не забродит. В общем, все с ним будет хорошо.
Бочка самая обычная, железная, вот такая.

Экстракты все в канистрах. Обычно они тоже жидкие, хотя бывают и сухие экстракты. Какой именно использовать, выбирает технолог в зависимости от производственной необходимости а.к.а. рецепта.
Итак мы разобрались с ингредиентами. Теперь идем дальше по производственным процессам.
Прежде чем начать варить большой объем напитков, мы делаем пробную партию. Сбраживание проходит в маленьких ЦКТ.
ЦКТ - это цилиндро-конический танк. Специальная емкость, где сбраживают алкогольные напитки. Такие используются для пива и даже вина. Но для вина немного другая форма. Однако суть та же самая.
После того, как мы протестировали пробную партию, начинаем приготовление в большом ЦКТ. Они бывают разные: на 8, на 10, на 16 тонн и так далее.
У нас вот такие.

Теперь вся смесь бродит. Чем дольше брожение, тем суше получается продукт, потому что дрожжи съедают все сахара. Так, кстати, делают сухие или полусухие вина, медовухи, сидры и т.д. Выбраживают до конца, а потом регулируют сладость повторным добавлением меда.
После того, как напиток готов, разливаем по банкам или бутылкам. У нас вот такая линия розлива.

В самом конце наклеивается этикетка и честный знак. Отдельные бутылки формируются в спайку, которая оборачивается термпоусадочной пленкой в специальной печке. На выходе получается вот такая спайка.

Кто-то пакует в коробки, но спайка - наиболее практичный вариант. Спайки в паллеты. И вся эта красота уезжает на склад.

Вот. По факту ничего сложного в самой технологии нет. Она известна сотни лет, отточена тысячами медоваров и пивоваров по всему миру от Аргентины до Камчатки.
Если есть какие вопросы, спрашивайте. Постараюсь на них ответить =)
Еще меня просили показать цифры с маркетплейсов. Это уже будет в новых постах.
Услышимся в следующих историях!
Показать полностью
6


Сборочный цех завода "Саста" - апрель 2024
В кадре - работа сборочного цеха российского станкостроительного завода "Саста" (г. Сасово, Рязанская обл.):
- токарные и фрезерные станки на разных этапах монтажа;
- новое 5-ти осевое оборудование в процессе сборки;
- тяжелые специализированные станки с проходными суппортами;
- участок электромонтажа;
- участок узлового монтажа.
Видео КБ, литейки и механообрабатывающих цехов будет подготовлено в следующих постах!
Показать полностью

Как выбрать подрядчиков, чтобы не обманули ?!

Выбор подрядчика - это большая проблема не только в области субконтрактной металлообработки.
Привет, я - Татьяна, вот уже 15 лет основатель металлообрабатывающего завода Перфолюкс.
Часто к нам приходят заказчики с большим недоверием, потому что «влипали» в разные истории: подрядчик взял заказ и потом отказался его делать, взял деньги и не выдает детали, пропадает и не отвечает на звонки и письма и многое другое.
Сегодня хочу рассказать о 3 основных постулатах, как грамотно выбрать подрядчика для изготовления изделий по собственным чертежам.
Первое:
Всегда проверяйте профиль компании на различных площадках. Читайте отзывы. Проверяйте как давно существует компания, есть ли у нее станки и сотрудники.
Второе:
Выезжайте на место. Смотрите сколько оборудования в цехах. Если у компании один станок, она возможно не сможет гарантировать вам безопасность. Сломался единственный станок - работа не делается. Только когда у компании есть дублирование оборудования она сможет гарантировать вам изготовление в срок.
Третье:
Первичный контакт по телефону или почте. Если сотрудники компании могут грамотно вас проконсультировать при первичном обращении, могут ответить на вопросы, указать на возможные ошибки в ваших чертежах, предложить альтернативное решение для экономии вашего бюджета, только в этом случае можно говорить о грамотном подходе и надежности подрядчика.
Еще больше лайфхаков от меня в новых постах о жизни завода.
Всем добра!
#завод #производсто #личный опыт
Показать полностью
1


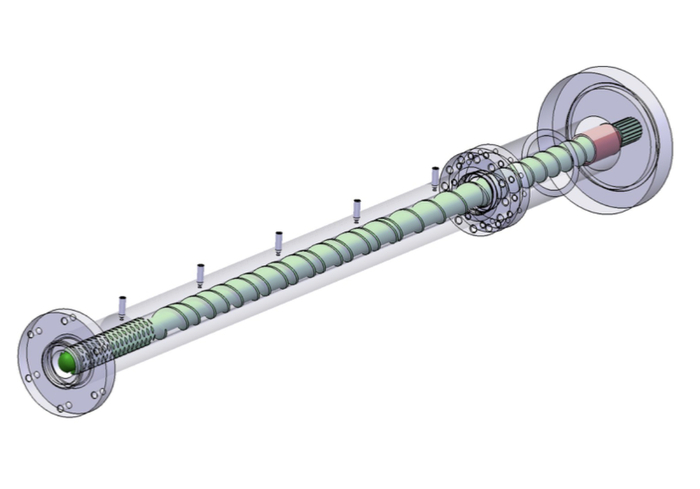
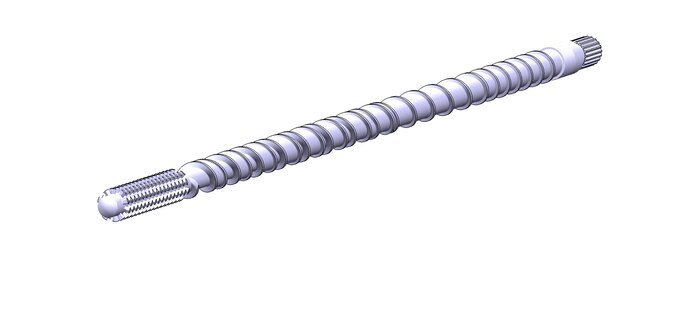
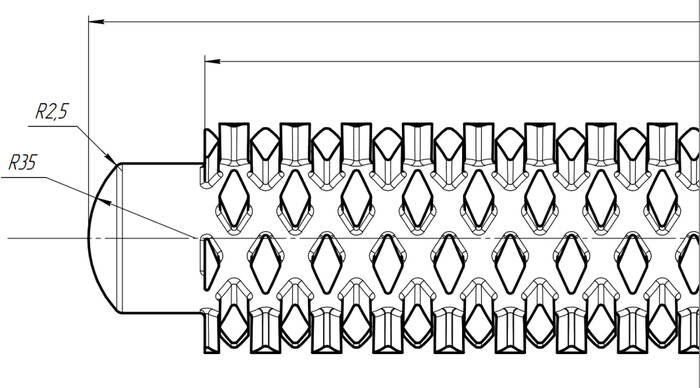
Изготовление шлицевого вала на резьбошлицефрезерном станке Heckert ZFWVG 250-2000

изготовление шлицевого соеденения
Об износе деталей станка можно судить по характеру их работы. Повышенный шум в зубчатых передачах — признак износа профиля зубьев. Износ шлицевых и шпоночных соединений проявляется в виде глухих и резких толчков каждый раз, когда изменяется направление вращения или прямолинейного движения. По шуму можно оценить и состояние узлов с подшипниками качения.

износ
На стороне изготовить изношенную деталь с каждым днем становится все сложнее, поэтому мы расширяем производственные технологические возможности по изготовлению запасных частей деталей станков.
Ввели в эксплуатацию резьбошлицефрезерный станок ZFWVG 250-2000, на котором можно изготавливать различные детали со шлицевыми соединениями, нарезать резьбу и зуб на длинных деталях.

Шлицефрезерный станок модели ZFWVG 250 2000 предназначен для фрезерования на валах прямобочных и эвольвентных шлицев, а также зубьев шестерен, выполненных заодно с валом. Фрезерование шлицев и зубьев шестерен производится червячной фрезой по методу обката
Видео процесса изготовления шлицевого соеденения.
Помимо нарезки шлица в данный момент работаем над запуском станка, который еще будет шлиц шлифовать - шлицешлифовальный станок.
Показать полностью
3
1
1
Станкостроительный завод "Саста" отмечает полувековой юбилей!
«Саста» – один из крупнейших действующих станкостроительных заводов на территории Российской Федерации, российское предприятие с полувековой историей, одно из немногих, сохранивших и унаследовавших лучшие традиции советского станкопрома.
Предлагаем вашему вниманию видео о нашем предприятии - путь, который мы прошли за 50 лет! Это наша история и люди; прошлые победы и текущие успехи; новые планы и горизонты развития!
Приятного просмотра!

Чертеж турецкой шнековой пары для производства в Китае
Всем привет. В декабре пришел запрос на разработку чертежа шнековой пары. Завод из Уфы занимается производством труб из полипропилена.

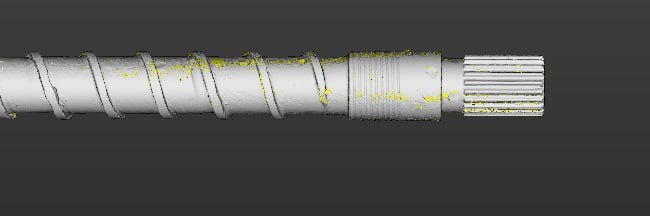
Шнековая пара была в плачевном состоянии. На самом шнеке были видны швы сварки. Сама шнековая пара турецкая. Трудилась на заводе примерно с 2003 г.
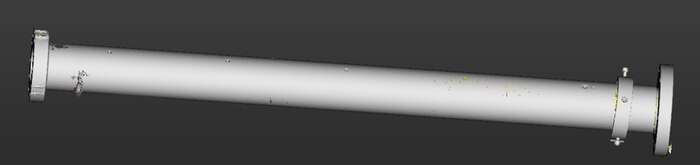
Мы приехали на завод. Откалибровали сканер и приступили к работе. Весь процесс сканирования занял 4 часа.


Далее приступили с сборке сканов в единую 3D модель. После, начали делать твердотельную 3D модель.
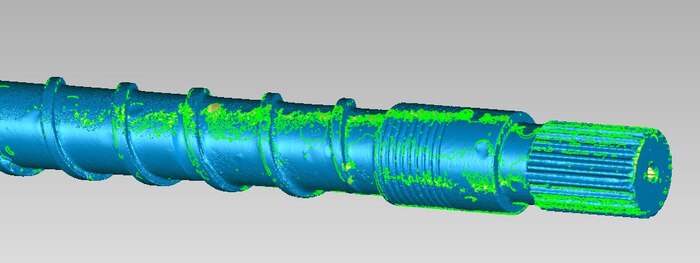
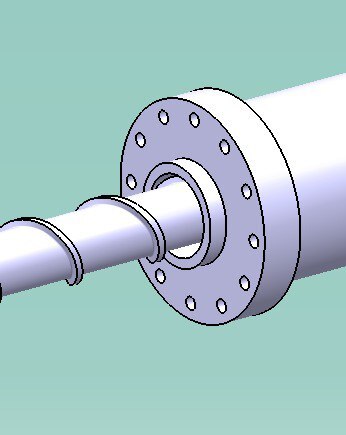
Чертеж делали 3 недели. В процессе приезжали на завод для сверки размеров. Твердотел и чертеж - делали в Catia.
Во второй половине декабря завод отправил чертеж китайцам. В итоге шнековая пара пришла 7 марта.





Сегодня получили фото первых труб.



Циклы изготовления:
1. Сканирование
2. Обратное проектирование (реверс)
3. Разработка чертежа
4. Контрактное производство
Отдельный респект нашему проектировщику за работу !
В основном работаем по Уфе. Можем выезжать по Башкирии. Если у вас есть знакомые, которые работают на производствах и нуждаются в КД, то дайте знать.
МЫ В ВК
Показать полностью
18
1

Как подготовить машину к долгой поездке
Взять с собой побольше вкусняшек, запасное колесо и знак аварийной остановки. А что сделать еще — посмотрите в нашем чек-листе. Бонусом — маршруты для отдыха, которые можно проехать даже в плохую погоду.