Пару лет назад купил себе QIDI XMAX 2 (после освоения базового курса Fusion 360 самое то было). Даже пару месяцев побаловался с ним, но потом развилась сильная аллергия на пластик (несмотря на хорошую вентиляцию помещения, где пользовался принтером), так что пришлось срочно свернуть эту затею. А жаль.
Не нашел комментариях к оригинальному посту ничего на эту тему, оно и ясно, что ситуация не самая частая, но люди сталкиваются, поэтому хочу предостеречь всех перед покупкой дорогого принтера домой - лучше возьмите сначала простую версию (можно что-нибудь в духе Prusa) или, ещё лучше, найдите кого-нибудь с принтером или поработайте на нем в мастерских, чтобы убедиться, что ваше здоровье не войдет в конфликт с пластиками.
P.S. Также отдельно стоит заметить, что влияние 3D принтеров (не самих, а именно микрочастиц пластика и паров) не изучалось на организм, и к каким последствиям может привести в долгосрочной перспективе - никто не знает.
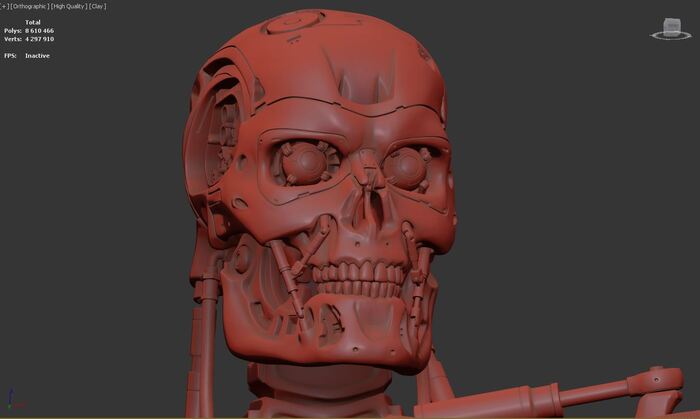
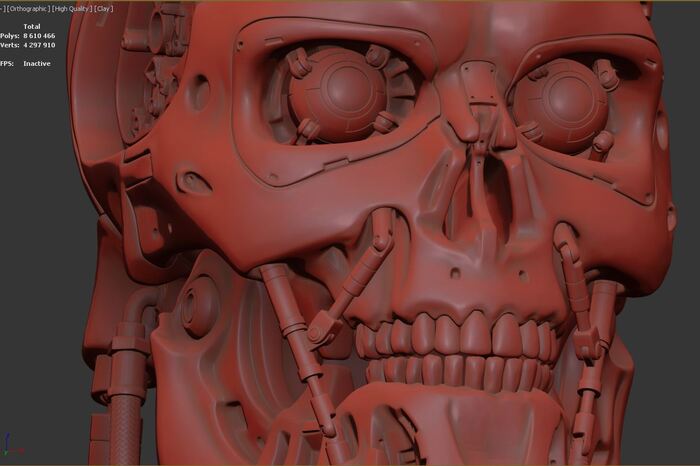
Сын сидит в игре Scrap Mechanic. Предложил ему собирать модели не из готового набора в игре, а создавать своё, с нуля, так сказать. Ему идея зашла и после нескольких обучающих роликов на youtube к разным 3D редакторам он установил Blender. По работе мне понадобилась модель сервомотора. На сайте производителя я её не нашёл и попросил сына сделать модель по чертежам из каталога:
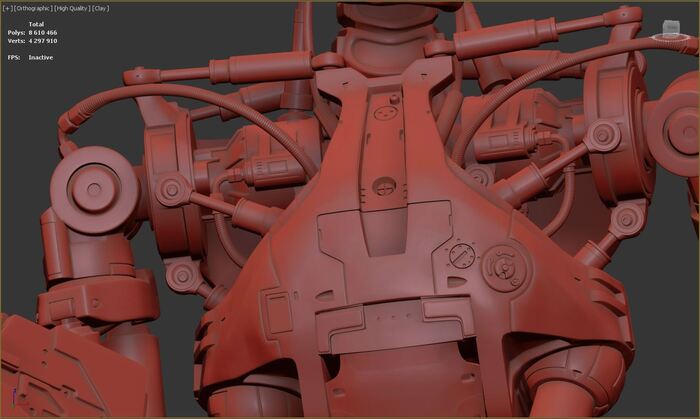
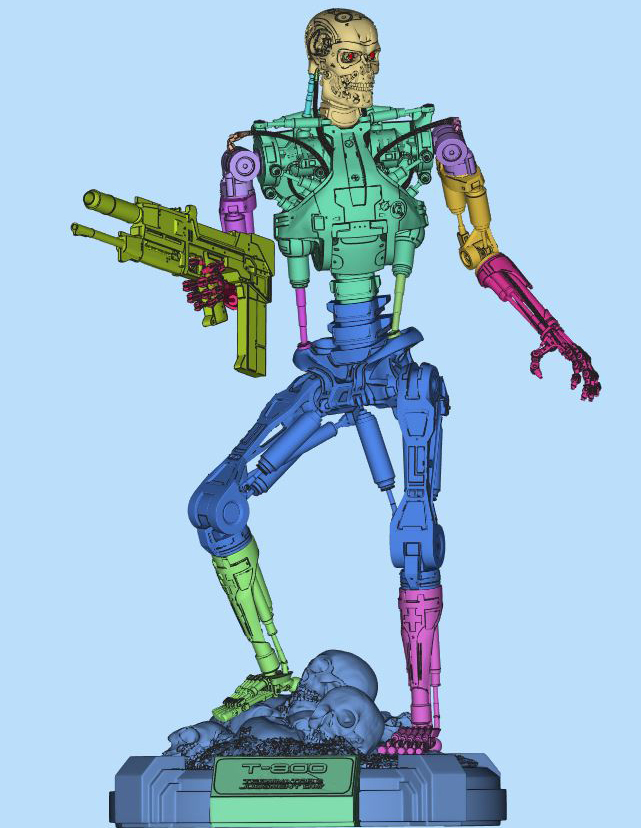
После этой первой пробы предложил сыну двигаться дальше и делать уже осязаемые модели, так сказать.
На день рождения обещал ему 3D принтер. Заказал. Ждали почти месяц. И вот нам приехал этот агрегат
Creality K1C. Обошёлся в 53тыс.руб. плюс 3тыс.руб. доставка.
Сидим довольные, как слоны. Смотрим...
Но теперь ещё, оказывается нужна и сушилка для PLA (шла в комплекте одна катушка), и ещё куча всякого.
Вот. Похвастался :)
Честно говоря ожидал большего геморроя со старта. До покупки много читал, изучал тему. Температуры стола, сопла, обдув, выравнивание стола, софт, железо, материалы...
А здесь поехало всё, как говорят, из коробки. С PLA, понятное дело, попроще, чем с остальными пластиками (как я читал), но всё же.
Ну, тут два варианта: или у нас с сыном руки прямые, или китайцы смогли впихнуть невпихуемое и сделали агрегат с учётом всех проблем, о которых я читал.
В любом случае ещё появится куча вопросов. Так что буду доставать здешних специалистов.
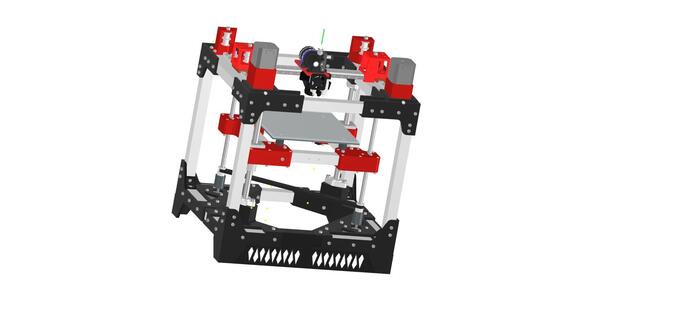
Доброго времени суток! Продолжаю постройку высокоскоростного 3D принтера. Сегодня покажу обновленный вариант оси Z и немного фото по сборке, к сожалению изготовить достаточно деталей для полноценной сборки за две недели не вышло, да и при сборке появились моменты, по которым эта самая сборка будет идти намного дольше, о причине расскажу ближе к концу поста, в целом повлияет только на продолжительность тестовой сборки...
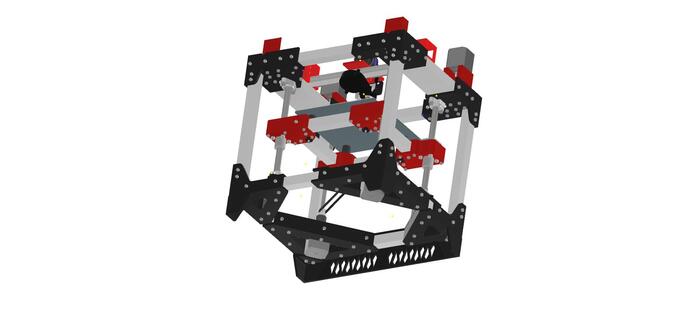
Начну с более свежих рендеров модели принтера в более собранном виде:
Главные изменения в переработанном подстолье:
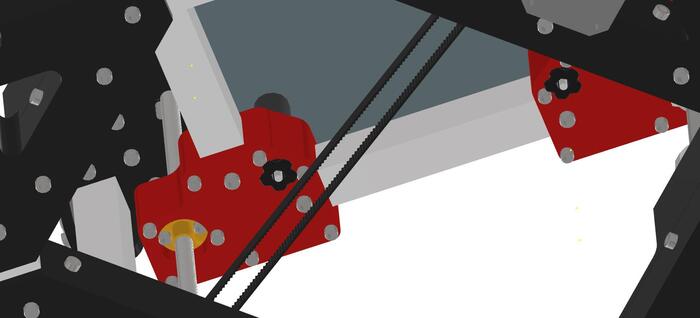
В прошлых постах спрашивали, как реализована защита от проворота ходовых гаек. Логичный вопрос, учитывая то, что в тестовых печатных деталях ее не было. В более поздней модели это были закладные штифты, затем заменил их на винты, но все равно результат меня не устраивал, потому решил проблему переводом обеих направляющих на муфты Олдэма (Oldham coupling):
Внедрение этих муфт сильно упростило печатные детали с точки зрения удобства печати и решило проблемы биения валов, но стоимость сборки увеличилась еще на 1100 рублей...
Второе обновление той же части, это возвращенные на место привычные регулировочные винты стола вместо закладных:
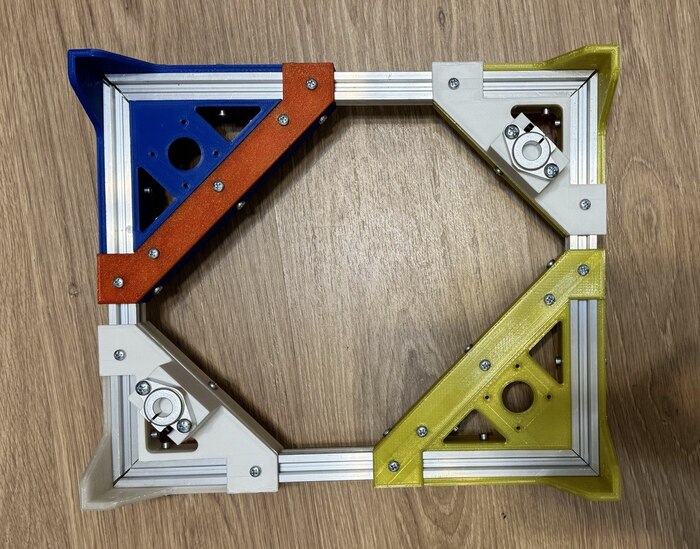
Далее к сборке. Непечатные детали основания принтера:
Комплект пластика для сборки:
Разношерстный комплект, еще целый, за пару часов до отправки в коробку-кладбище бракованных и ненужных деталей...
Бежевый уголок из PETG был с заполнением 30% и при сборке пал смертью храбрых, внимательные читатели увидят в нем и аналогичном желтом уголке косяк (мелкий, на данном этапе не страшен и в модели уже год как исправлен)...
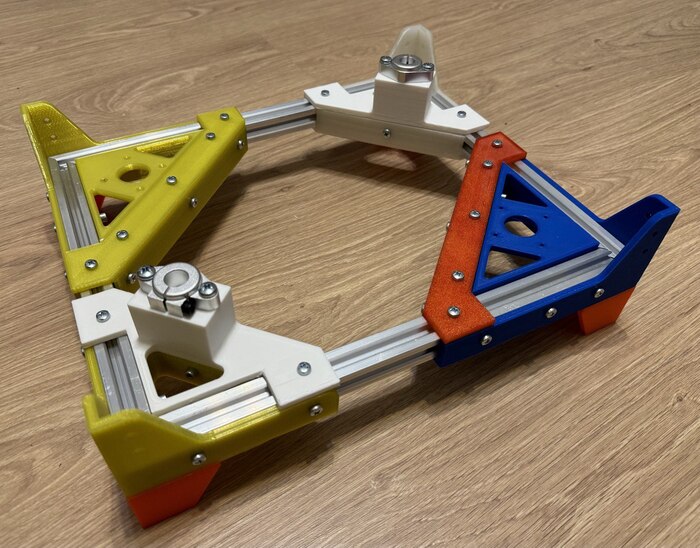
Собственно в сборе это выглядит так:
Выступ для креплений валов SHF12 тут довольно высокий, причин этому две: первая - валы у меня уже лежат в наличии 200мм, а надо создать высоту 230, разумеется проще сразу поставить валы бОльшей длины, для чего будут в комплекте и детали для валов 210-220мм. Не 230, так как вторая причина - пол камеры планируется из 10мм EVA листа. Провисать он не будет, так как в центре будет жить блок питания на кронштейнах. На этом этапе я решил, что продолжать тестовую сборку на этих деталях не лучшая идея, уже много правок было с тех пор, да и у тестовых деталей разные материалы и заполнение, как показала бежевая деталь недостаточное, а потому полная сборка рамы будет не в этот раз. Буду перепечатывать все пластиковые детали рамы и оси Z одним материалом с одинаковым заполнением. Крепеж тоже изменится, винты под шестигранник для внутренних углов заменю болтами, рожковым ключом затянуть их намного проще и удобнее...
А теперь виновник массы потраченного времени - бракованная катушка филамента:
Мне "повезло" с тем, что намотана она была как попало, заедала постоянно, а под конец и вовсе оборвало пруток, оказалось, что больше 150 граммов пластика залипло в клее картонной катушки, использовать такое себе дороже...
По мере расхода качество намотки было стабильно отвратительное
Пластик в клее от катушки
В итоге напечатанное выглядело печально:
Это мог быть уголок для сборки портала
Еще три уголка хоть и выглядят как дети Квазимодо, но хотя бы геометрия на месте, в примерку сгодятся, но не больше:
Проблемная катушка была куплена из позиций в доступе за 1-2 дня, пока проверенный качественный материал ехал, а мои запасы подошли к концу. Перепечатка по многу раз это колоссальный расход пластика...
Не рекламы ради, кроме этого еще несколько других брендов используются
На этом на сегодня все и к сожалению не совсем то, что собирался показать.. Благодарю за внимание! Конструктивная критика приветствуется!
Ввиду огромного объема печати и не такого большого запаса свободного времени, скорее всего в следующей части покажу тестовую сборку оси X и примерку печатающей головы, иначе следующее обновление может быть даже не через месяц... После тестовой сборки принтера все детали будут в свободном доступе бесплатно. Над названием принтера пока еще размышляю, хотя уже есть 3 рабочих варианта...
Среди работающих с силиконом на платине уже 5 лет идет активный поиск "полимера, который совместим". Много делалось тестов, результаты были разные, у кого то получается, у кого то нет, и однозначного ответа не было. В январе мы наконец озадачились собственными комплексными исследованиями, для которых были выбраны вот такие подопытные:
Силикон для форм пищевой на платине ToolDecor 15
"Литьевой силикон используется для изготовления эластичных форм, в том числе форм для выпечки и последующей заливки мастики, шоколада, мармелада, карамели, воска, мыла, парафина, гипса, бетона, жидких пластиков, эпоксидных смол, полиуретана, легкоплавких сплавов."
и вот такой фотополимер:
Фотополимер HARDLIGHT RY - модельный высокоточный
RY - модельный полимер с высокой детализацией, низкой усадкой и деформациями, специально делался с учетом возможности его работы с силиконом на платине. Но немного недокрутили, и отзывы (именно по силикону) были спорные. А в остальном - минимальная усадка, скорость, склонность к сглаживанию межслойности, керамический наполнитель в составе, мечта модельщика.
печать смолой RY
итоги 4 месячных тестов: По отзывам было понятно, что основное отличие у клиентов было в способе постобработки моделей после печати. Мы собрали статистику, написали план... и проверили уйму вариантов.
Проверяли даже экзотику - типа засветки в воде. И снова убедились - что засветка в воде - процедура не имеющая смысла для общения с силиконом.
После многих комбинаций, выбрали 6.
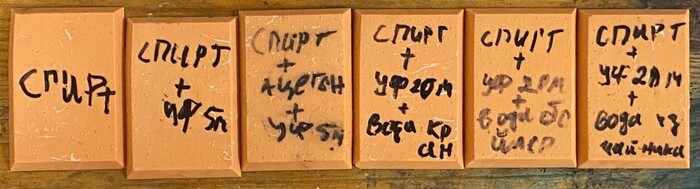
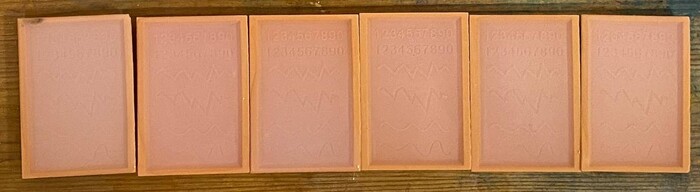
Напечатали 6 плашек (этакие ванночки под налив силикона), подписали:
1. Промывка спирт. Без УФ.
2. Промывка спирт + 5 мин УФ.
3. Промывка спирт + промывка ацетон + 5 мин УФ.
4. Промывка спирт + дозасветка 20 мин в воде из под крана.
5. Промывка спирт + дозасветка 20 мин в фильтрованной воде.
6. Промывка спирт + дозасветка 20 мин в кипяченой воде.
подопытные
После чего подготовлен обьем силикона, который льется во все плашки
залито, зреет
Результат - силикон застыл во всех плашках. Вот во всех, никакой липкости.
чудо чудное
Удивились. Решили повторить. Результат подтвердился.
Ну раз все так хорошо - чего изобретать велосипед, сделали экспресс по первым 3 способам:
Спирт, ацетон, УФ.
Напечатали, пополоскали, просушили, залили. Результат - не застыл ни в одной плашке.
Тут на инженера напала истерика, после чего сели подумать - что именно не так. После всего - выяснилось следующее. Когда готовили полные тесты - никуда не торопились. Пока напечатали, поддержки сняли, обработали последовательно всеми способами, там и день кончился. Потом дела, и заливали даже не завтра. А тут - все в течение часа. Еще несколько попыток, и вышло вот что:
Силикон застывает как положено, если после сушки - независимо от способа обработки - дать модели отлежаться от 2 суток перед заливкой.
Что там происходит - химик нам рассказывал минут 40, но это не главное, главное - вывод.
‼️ модели должны отлежаться. Минимум 2 суток - между постобработкой и заливкой силикона ‼️
Вот такой не совсем ожиданный результат. Химик вроде насоветовал в чем вымачивать модели, чтобы не нужны были двое суток - но проверять не стали. И так работает
Всем привет! Создадим модель, которую никогда не производили промышленно, (а ведь могли)! Это парадный вариант автомобиля ГАЗ-24 "Волга" в традиционном серо-голубом цвете.
А в качестве базы было решено использовать ГАЗ-24 в расцветке военной комендатуры из журнальной серии "Автомобиль на службе" №35 от Deagostini.
Из-за наличия дополнительных элементов по периметру кузова, модель разбиралась чуть сложнее, чем базовый вариант. Самые большие трудности возникли лишь при попытке безболезненно отделить устройство Cry Tesla с крыши. Пусть Cry Tesla вся развалилась, это не помешало снять с неё размеры и спроектировать для последующей 3D-печати ;) Но об этом поговорим в другой раз.
Теперь с помощью растворителя и механообработки удалим основную краску с кузова "Волги".
Спомощью надфилей отделим определённые элементы кузова, создавая очертания нашего парадного кабриолета, и окончательно подготовим поверхность под грунт.
Да, пилить пришлось вручную долго и мучительно 😅. А еще самым ответственным моментом было оформить криволинейную поверхность на раме лобового стекла со стороны среза.
Кстати, лобовое стекло тоже пришлось слегка допилить, оформив по контуру солнцезащитные козырьки.
В качестве грунта была использована серая финишная грунтовка 1500 (mr.HOBBY). Для окрашивания кузова я подобрал смесь красок: Н-1 White + H-25 Sky blue (mr.HOBBY) + XF-82 Ocean gray 2 (Tamiya). А далее был нанесён глянцевый акриловый лак (mr.HOBBY).
На мой взгляд, цвет получился очень приятным и благородным!
Разберёмся с интерьером. Поскольку мы создаём кабриолет и всё выставляется на обозрение, докрутить салон хочется максимально:
"Волга" будет без правого переднего кресла, потому демонтируем эту деталь и ликвидируем отверстие в полу. А, чтобы от этого действия не осталось и следа, реализуем бархатный пол;
Для водительского кресла, дивана и нижней части торпедо я использовал краску ХF-80 Royal Gray (Tamiya), матовый лак Н-20 (mr.HOBBY) и капельку смывки (Tamiya), чтобы показать рельеф ткани;
Для расшивок дверей подошла краска Н-27 Light Brown, чёрная Н-2 Black и матовый лак Н-20 Flat Clear (mr.HOBBY);
Для рулевого колеса я применил смесь красок Н-1 White + Н-27 Light Brown (mr.HOBBY).
С помощью переводных наклеек реализовал приборную панель на торпедо и накладку на рулевое колесо;
Защитил переводные наклейки глянцевым лаком Х-22 (Tamiya);
А финальным шагом добавил хрома на ручки дверей и стеклоподъёмники на расшивках дверей.
С интерьером всегда много возни, и я считаю этот этап одним из самых трудоёмких. Дольше по времени я разве что отпиливал крышу 😅.
Пока я собирал модель, произошел казус и рукоятка переключения КП приказала долго жить 🥲. Вместо китайской ручки я решил поставить распечатанную на 3D-принтере копию саратовской рукоятки для ГАЗ-24 и покрыть её хромом (увидите её на финальных фотографиях).
Ещё парадной "Волге" необходим сложенный тент. Геометрия у него простая, поэтому спроектировать и распечатать на фотополимерном 3D-принтере удалось очень быстро.
Теперь, когда модель практически собрана, закончим её внешнее оформление.
Нанесём смывку на решетку радиатора;
Добавим переводные наклейки с шильдиками "Волга" по периметру кузова, а также фирменный рисунок на брызговики;
Хромируем срез кузова и кузова по периметру (у оригинала там специальная металлическая накладка);
Выделим указатели поворота на передних крыльях;
Окрасим ранее распечатанный тент.
А ещё с помощью жёстких проволочек от канцелярской скрепки я реализовал криволинейные поручни в салон, ведь надо принимающему парад за что-то держаться))
Вот и всё! Парадная "Волга" готова!
Конечно, всегда найдётся что ещё можно "докрутить", например, заменить колесные диски на печатный вариант и заменить дворники на травление, но пока остановимся на этом 😉.