

Это жидкость или нет?
Разберемся 👇
Ламинарный поток - это поток, в котором жидкость или газ движется слоями без перемешивания или пульсаций (т.е. без случайных быстрых изменений скорости и давления).
⚙️ Как это работает? ⚙️


Постройка модели парового двигателя с нуля. Часть три: шатуны, парораспределение и всякая мелочь
Приветствую Вас, господа. Продолжу свой рассказ о постройке двигателя. Сегодня остановимся на изготовлении шатунов и ещё некоторых частей.

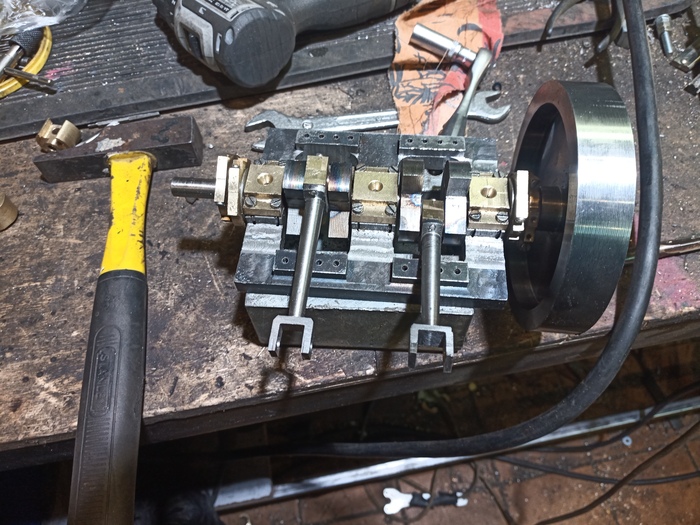
Результат работ.
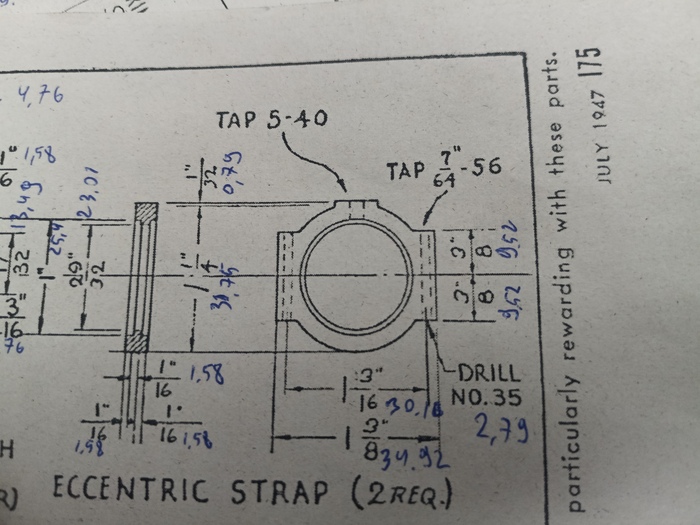
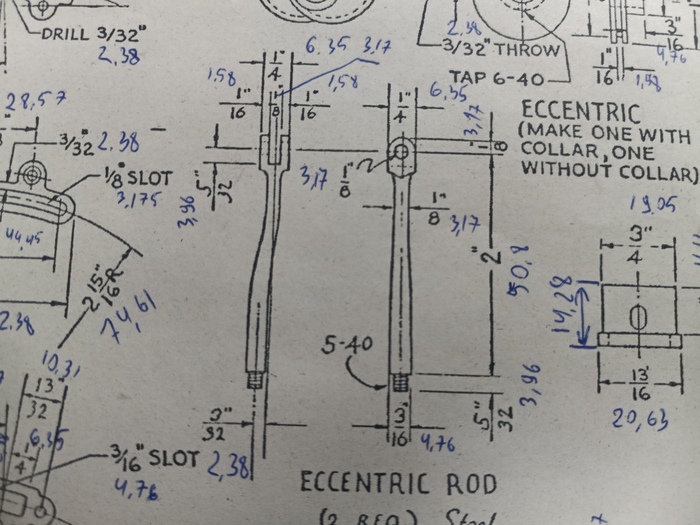
Начал я с шатунов парораспределения. Но с небольшим отступлением от чертежа, добавив бортики эксцентрикам вместо проточки в них.
Была взята болванка из латуни, в ней начерно было расточено отверстие и сделаны лыски. После этого заготовка была разрезана на 8 частей, которым на поворотном столе была придана полукруглая форма. Далее, с помощью шаблона было симметрично отрезано лишнее от всех заготовок и получены 8 половинок от четырех шатунов. Теперь их уже можно было засвердить и стянуть, а затем и развернуть в чистовой размер 25мм.

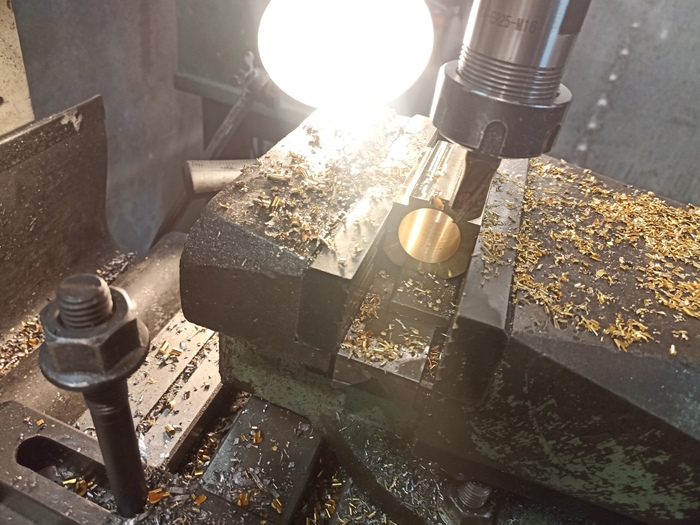






Самая расточительная операция. Полтора килограмма латуни ушло в стружку, что б получить четыре малюсенькие детали!
Нижние головки шатунов парораспределения готовы. В них так же предусмотрена маслёнка и отверстие для регулировки фазы эксцентрика без разборки. Подсмотрено у английских коллег.
Одновременно с этим были изготовлены и сами эксцентрики.


Эксцентрики.
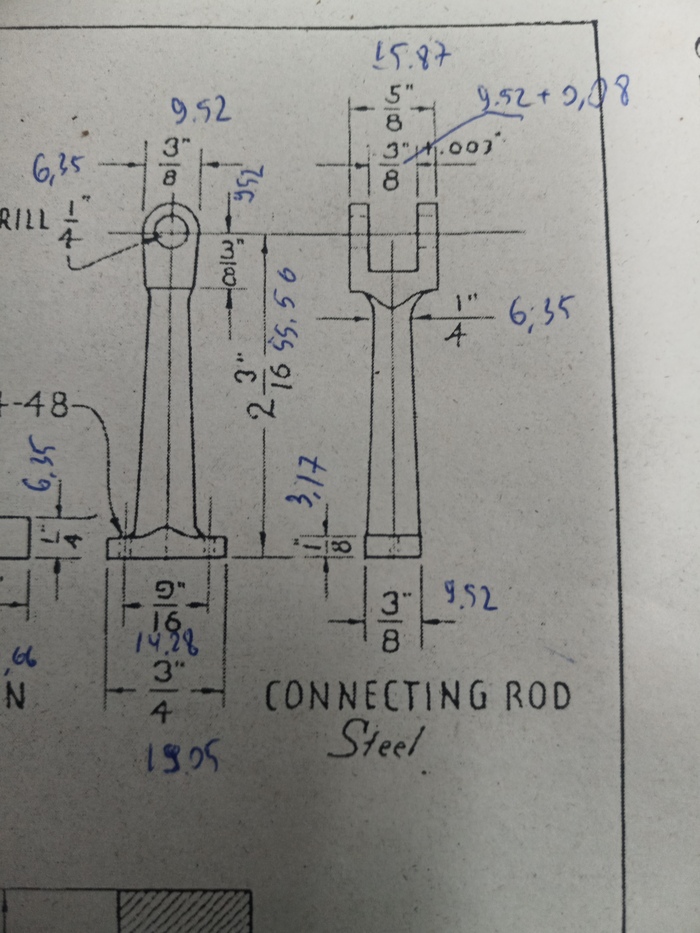
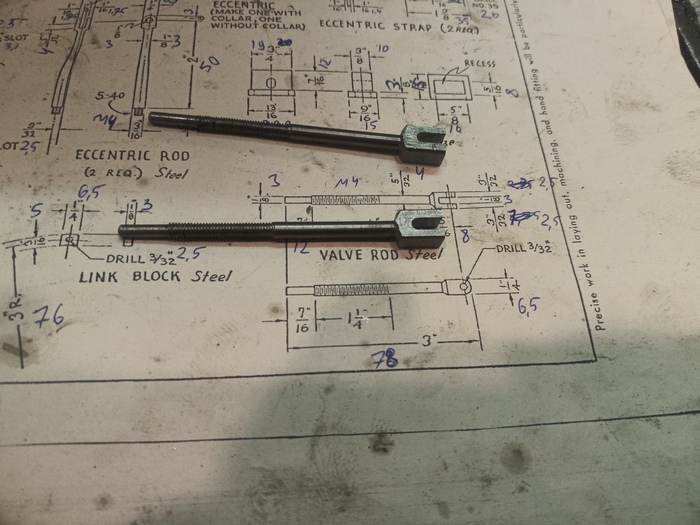
Пришло время взяться за шатуны цилиндро-поршневой группы. По чертежу они имеют изящную конусность, которую я смог повторить с помощью смешения заднего центра. После токарной обработки я фрезернул верхние головки и развернул в них отверстия, а так же обработал фланцы крепления к подшипникам скольжения нгш, что решил делать из бронзы БрАЖН.





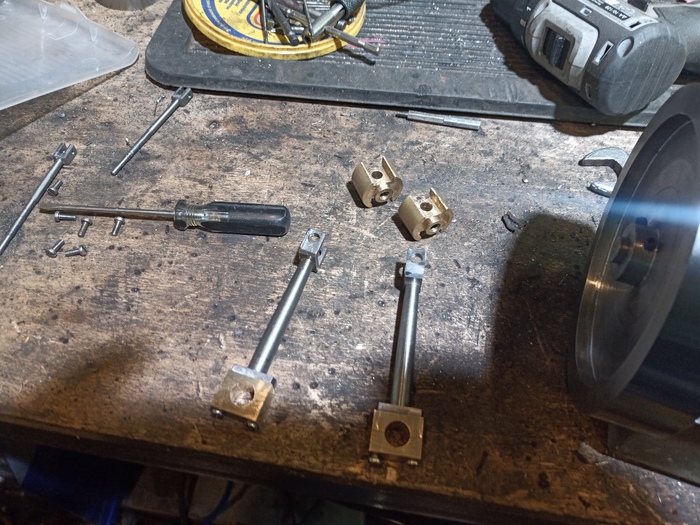
Изготовление и примерка шатунов.
Записал на радостях небольшое видео с работой этой кинематики. Не обращайте внимание на острые углы вгш, это пока лишь черновая сборка, позже я все обработаю и скруглю там, где это необходимо.
С этих пор начинается некоторая путаница в последовательности изготовления различных частей, далее буду повествовать уже не по очередности, а фактически, что было сделано, и как.
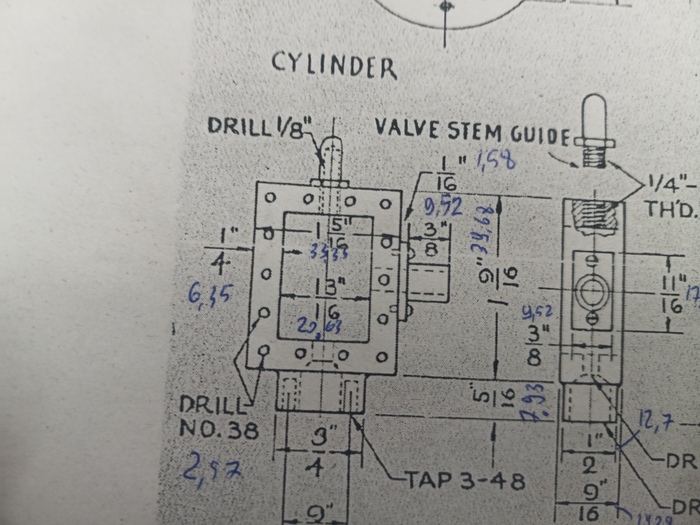
Сейчас речь пойдет про парораспределители. Они на данном двигателе золотникового типа. Начнем с корпусов. Сделал их из той же многострадальной стальной пластины 16мм, обрезав ушм и оболванив уже на фрезере. Разметил и насверлил отверстия, профрезеровал окна, а после этого разделил детали. Затем придал им чуть более похожую на чертеж форму уже в токарном станке. Ну и изготовил фланцы поджима набивок штоков парораспределителей. Штоки сделал из стали 40х.
Сами золотники тоже решил делать из бронзы. Выфрезеровал их прямо из массива, а потом отрезал. Последними сделал крышки золотниковых коробок.

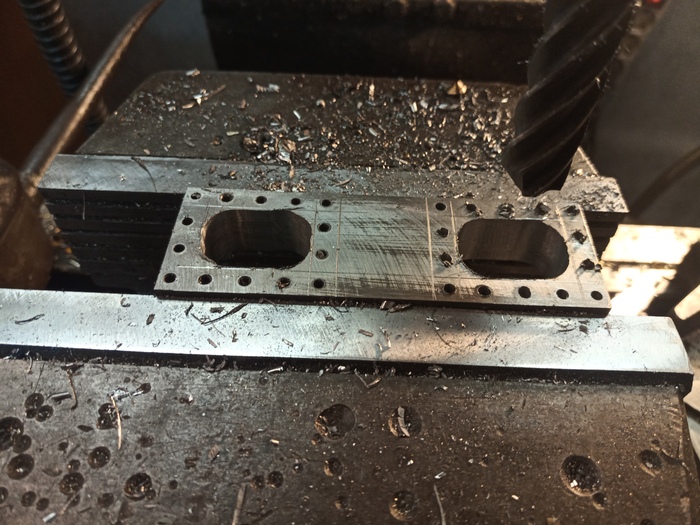

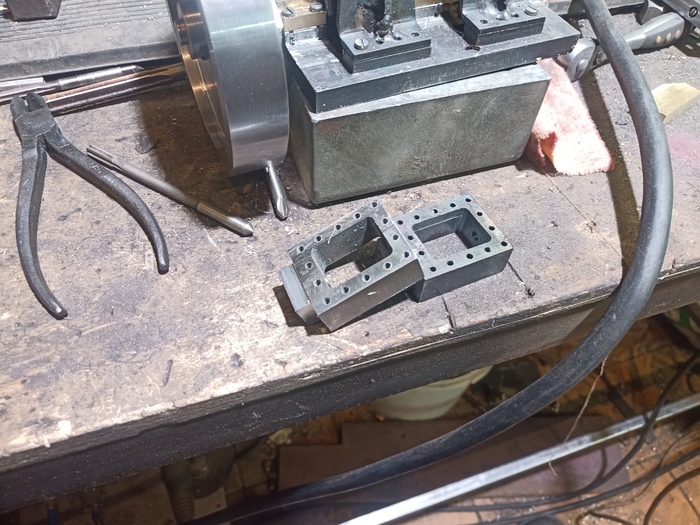





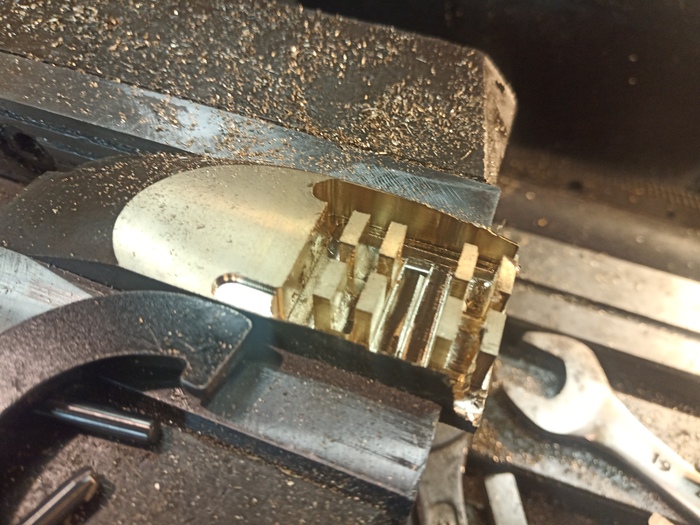

Изготовление золотниковых коробок.
Как вы можете видеть, на последнем фото деталей чуть больше, чем то количество, что я уже показал. Будем нагонять!
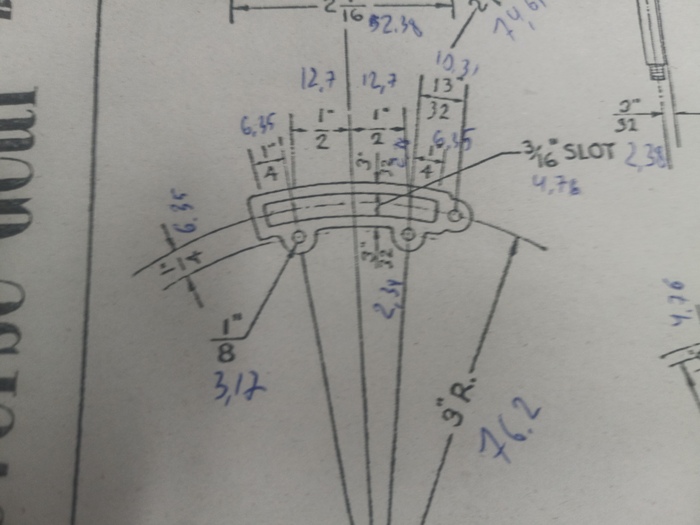
Кулисным механизм и шатуны парораспределителей. Кулисы нужны для переключения между прямым и обратным ходом, ибо фазы двух эксцентриков относительно вала смещены приблизительно на +90 и -90 градусов, что и даёт нам возможность переключения.
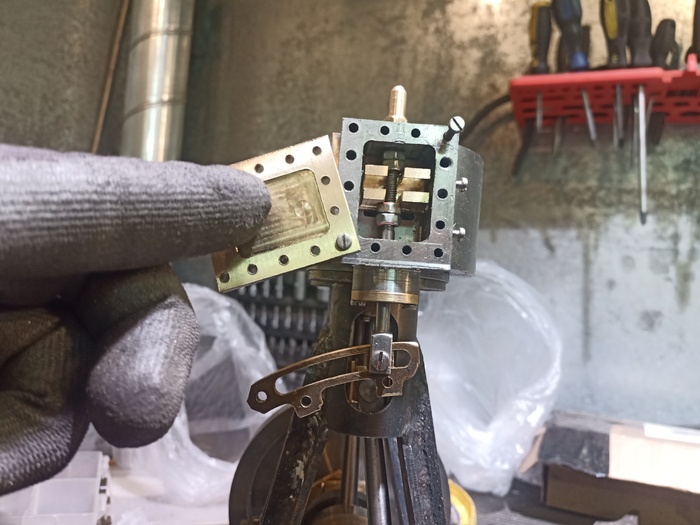
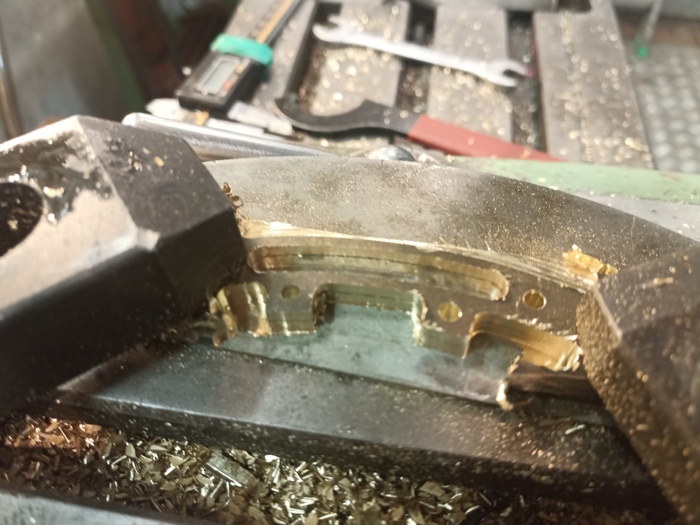
Сами кулисы изготовил из бронзового листа, склеив два слоя и обработав вместе на поворотном столе, обеспечив полную симметричность, что важно. После чего они, а так же шатуны распределения и цпг были отшлифованы. Их головкам была придана уже более приятная глазу округлая форма. Кулисы так же были отшлифованы изнутри и ход сухаря стал плавным и без заеданий о следы обработки фрезой.


Изготовление привода механизма парораспределения.
Что примечательно, англичане начертили чертеж кулисы, не указав углы окна и отверстий в ней. Пришлось пересчитать, зная расстояния между отверстиями.
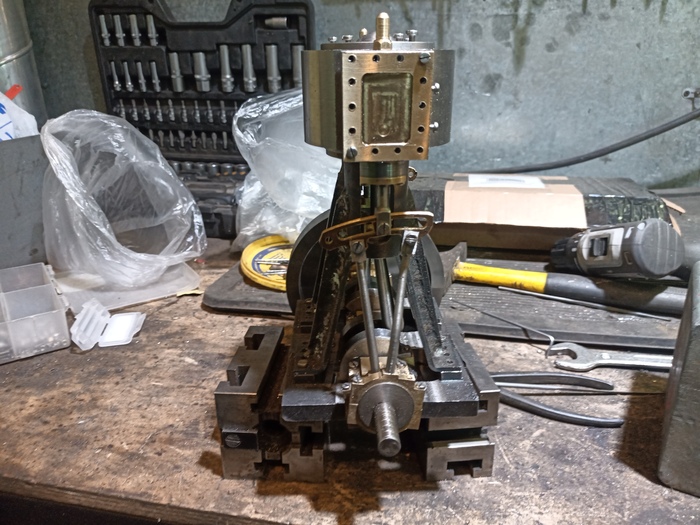
Как вы видите, двигатель уже обретает форму и почти все навесное готово. Остаётся уже буквально доделать мелочи. Но этих мелочей достаточно много, поэтому двигатель пока все ещё не готов к запуску.
Небольшое отступление.
Как вы знаете, горячий пар в холодном двигателе будет сразу конденсироваться, заполняя полости водой. А вода, являясь несжимаемой, будет препятствовать прокрутке двигателя. По этому все существующие паровые двигатели, от мала, до велика имеют в своей конструкции сливные или продувочные краны. Они позволяют воде беспрепятственно выйти из цилиндра при запуске двигателя. Когда двигатель нагревается, вода перестает конденсироваться и краны можно закрыть.
Например здесь, на видео, мы можем наблюдать, что краны открыты и пар свободно выходит, что ввиду малой пропускной способности последних практически не мешает работать паровой машине.
На моём двигателе, если я планирую запускать его на пару, без кранов тоже не обойтись. Сделал их я из латунного прутка с помощью фасонного резца, а отверстия под конические поворотные золотники с помощью развертки с конусностью 1:50. Носы кранов были начерно выфрезерованы, а затем просверлены и доработаны напильником до достижения красоты. В итоге получилось пять кранов: по два на цилиндры и один на конденсационную маслёнку, которую я тоже планирую сделать. Что б вы понимали размер, длина всего крана вместе с резьбой м6 всего 25мм, а диаметр шарообразной части крана- 10мм.







Изготовление кранов спуска конденсата.
Тем временем, праздники закончились и пора снова выходить на работу, но это не повод останавливаться в изготовлении двигателя! Буду и дальше показывать прогресс, неминуемо приближаясь к долгожданному моменту запуска.
На этом пока все, спасибо за внимание!
Показать полностью
47
2

Китайские станки
Добрый день.
Может кто знает или у кого есть на производстве станки типа Trevisan с управляемы плансуппортом? Хотелось бы китайские или любые другие аналоги.


Помощник
Помню свой первый выездной заказ. Нужно было отремонтировать дверь от платяного шкафа.
Вроде ничего сложного, но я так испереживался, что взял с собой максимум инструментов и своего двоюродного брата.
Смешно, правда? :)
Интересно то, что всю работу я выполнил сам. Мне просто нужна была поддержка.

Я в мастерской
А вы помните свои чувства на первой работе или заказе?








Чуточку работ вам в ленту
Показать полностью
9

Сможете найти на картинке цифру среди букв?
Справились? Тогда попробуйте пройти нашу новую игру на внимательность. Приз — награда в профиль на Пикабу: https://pikabu.ru/link/-oD8sjtmAi
Постройка модели парового двигателя с нуля. Часть вторая: Маховик, коренные опоры и коленвал

Экономьте металл, господа токаря!)
Здравствуйте! Продолжаю свой рассказ про постройку парового двигателя. Комментарии читаю, постараюсь снимать больше видео впредь. Пока что буду публиковать то, что уже было отснято, по этому, прошу меня простить, прислушаться к вашим просьбам смогу не сразу.
Итак, как вы поняли из названия, после того, как цилиндры встали на свои места, пришло время делать кривошипно-шатунный механизм и его подшипники скольжения. Коленвал у меня будет трехопорный, что несёт мне дополнительные сложности и повышенные требования к точности его изготовления. Но коленвал пока делать рано, начать нужно с его коренных разрезных втулок. Делать их я решил из бронзы БраЖН, бронза эта забавна ещё и тем, что ее стружка магнитится из за содержания в ней железа. У меня как раз было несколько обрезков данного материала и не пришлось заморачиваться с поиском.
Первым делом брусок был пройден со всех сторон летучей фрезой. Кто не знает, это однозубая фреза, в основе которой лежит обычный токарный резец, зажатый в крепление. Это нужно было для получения взаимно перпендикулярных и параллельных поверхностей сторон. В это же момент были получены габаритные размеры вкладышей по ширине и высоте. После этого концевой фрезой можно было уже начать обработку фасонных поверхностей в соответствии с чертежом.


Обдирка бруска из бронзы.
Результатом этой работы стало два бруска, имеющие профиль нужных мне половинок подшипников скольжения, верхней и нижней, которые я затем отрезал болгаркой с небольшими припусками. Нижние части я плотно запрессовал в станину, верхние же просверлил и прикрутил на 4 винта м3. После этого обработал прямо на месте до достижения нужной ширины концевой фрезой за одну установку вместе с окнами для противовесов вала. Касание щек коленвала стенок станины исключено, ибо туда лягут бронзовые дистанционные шайбы. Ну и без косяков не обошлось. По запарке при разметке просверлил отверстия крепления верхних крышек вкладышей на расстоянии ширины самой крышки. Неприятно, но не смертельно и решаемо.



Придание подшипникам скольжения заданной длины.
В таком затянутом положении станина с будущими подшипниками скольжения была зажата в тиски, обкатана индикатором и выставлена. Затем за одну установку были просверлены все три опоры сначала сверлом 5, затем 9.8. После чего развернуты до 10 мм.
И просверлены лунки для смазки, конечно.


Последние технологические операции с вкладышами.
Скажу честно, сразу браться за коленвал мне было страшновато. Поэтому начал я с чуть более простого, маховика. Маховик тоже немного отличается от чертежа, наружным диаметром. Потому как у меня была хорошая подходящая болванка, которую жалко было бы переводить в стружку на половину, да и большие маховики считаю достаточно эстетичными.
Изготовление можно считать достаточно сложным, так как специального резца для торцевых канавок у меня не было, пришлось использовать расточной в два подхода. Сначала от середины до наружного края, затем с другой стороны на реверсе от середины до внутреннего края углубления. После отрезки отверстие, опять же, было просверлено 9.8 и развернуто до 10. В дальнейшем планирую прорезать в стенке маховика окна на поворотном столе для получения шести спиц.





Изготовление маховика.
Ещё хотелось бы на минуту остановиться на режущем инструменте. Некоторое время назад я открыл для себя резцы с механическим креплением с Али/ озон. И был очень приятно удивлен, почему я не сделал этого раньше?) Отрезной резец при всем своем китайском происхождении отрезает идеально, без дробления. Причем в достаточном жёстком для него режиме резания. Если все еще пользуетесь советскими резцами, рекомендую в добавок к ним купить попробовать и такие.


Мой режущий инструмент.
Ну и коротенькое видео об отрезке.
Теперь же время браться за коленчатый вал. В качестве основы был взят шлифованный калёный пруток 10мм, щеки с противовесами же сделал из той же стали 40х. Расскажу, как это подходило:
Пруток был начисто обработан по внешнему диаметру, были предварительно нарезаны канавки, метки под последующее отрезание, а вся эта пока ещё единая деталь, содержащая четыре будущие части вала, была отрезана от прутка, зажата во фрезер и обкатана центроискателем. Было просверлено центральное отверстие и расточено так, что бы обеспечить натяг 0.015 под прессовую посадку на цапфу. После чего я сместился на половину хода поршня к краю и повторил операции. Таким образом удалось добиться параллельности этих двух отверстий. Чертеж рекомендует посадку с фиксирующими штифтами, но я решил отказаться от них в пользу точек сварки.




Начало работы над коленвалом.
После этого щеки были обрезаны до соответствия чертежу, разделены, торцы обработаны начисто и началась прессовка.
Вал 10мм был порезан на цапфы и пальцы соответствующей длины, которые далее были запрессованы в щеки. Таким образом коленвал был собран, а затем выровнен в призмах. К моему удивлению, удалось достичь биения всего в 1,5 сотки на средней коренной шейке.





Сборка вала.
После этого я заварил пальцы и цапфы на несколько точек, ещё раз проверил биение и с чувством выполненного долга смог наконец примерить вал к опорам на станине двигателя. В результате он вращается без заданий, сверх прецизионным его назвать нельзя, но для нашей цели и такого вала вполне достаточно.

Примерка вала в опоры.
А теперь о том, почему так делать вал нельзя. Моя ошибка была в том, что правильнее было бы запрессовать цапфы увеличенного диаметра, отцентровать, затем заварить их и после этого, в центрах, обработать диаметр цапф вала под опоры начисто. Таким образом получится получить вал с минимальным биениями. Я же додумался до этого уже позже, но более я такой ошибки не совершу!)
На этом я вас оставлю, пока материала есть ещё на один пост, но завтра опять поеду в мастерскую и ещё немного поработаю и поснимаю!)
Привет единомышленникам и коллегам металлистам!)
Показать полностью
25
2