Я настолько старый, что читаю газеты, журналы (в поездах или самолетах), большие статьи в интернете и египетские иероглифы на обелисках. И во всех этих случаях обожаю в тексте видеть картиночки. Но стал замечать интересную тенденцию — очень часто стали ставить фоточки очень далекие от названия статьи. Пишут про водокачку, и для наглядность размещают фотографию ушка ежика. Примерно такая же ситуация произошла на днях, когда в нескольких СМИ появилась новость, что на заводе «Калужский двигатель» («КАДВИ») увеличили выпуск не имеющих аналогов в России газотурбинных электростанций аж в пять раз. Вроде все хорошо и прекрасно, но на единственном фото, проиллюстрировавшем эту новость, часть станка и кусочек цеха, а самой газотурбинной электростанцией даже не пахнет.
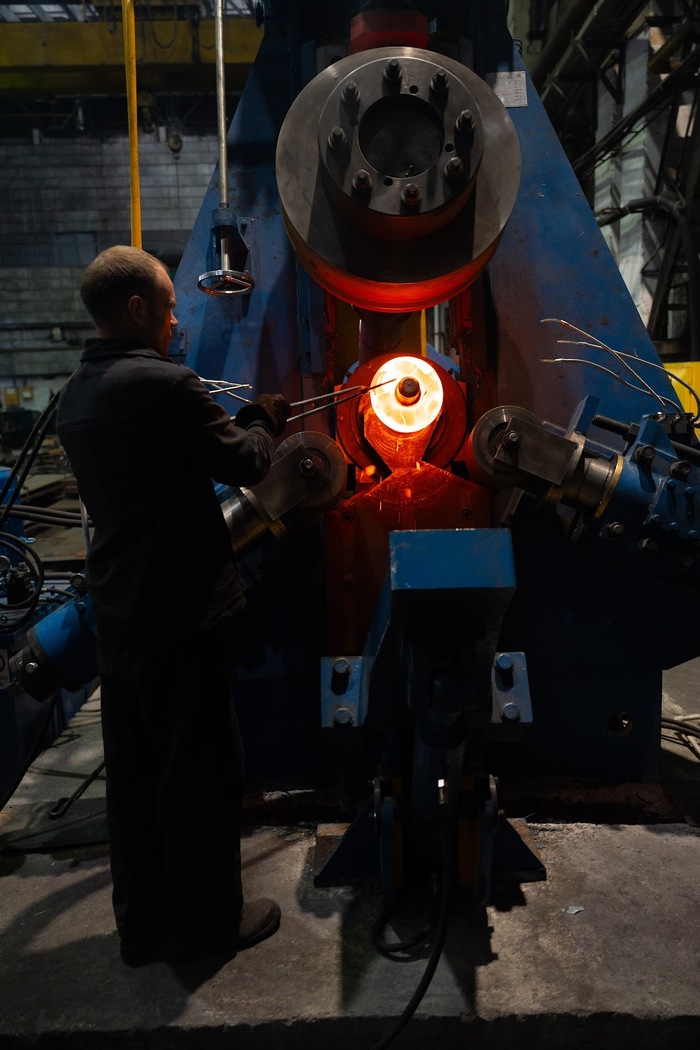
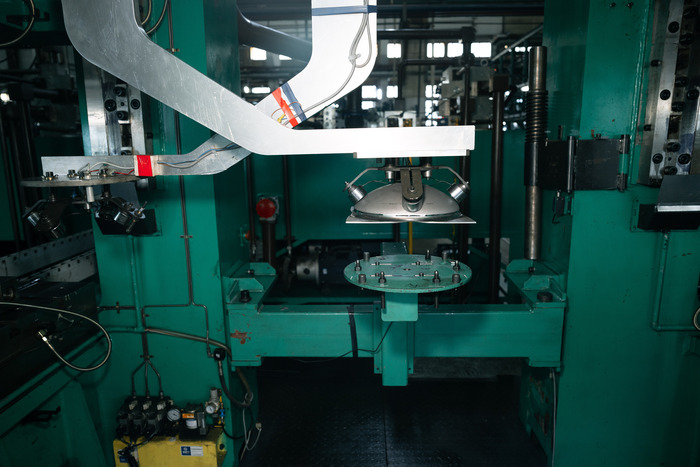
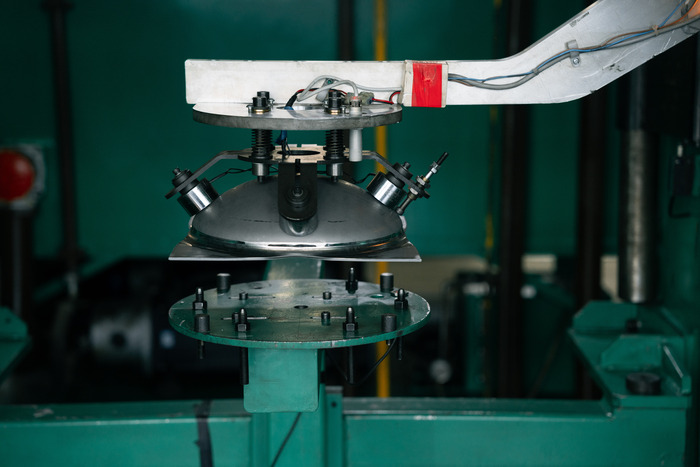
Это же безобразие. Рассказываете про такую электростанцию — покажите ее пожалуйста. И еще отдельно хотя бы кусочек процесса производства. Хочется же видеть как сама турбина выглядит, как в литейном цехе искры делают бздынь-бздынь, робот-манипулятор крутит-вертит будущую заготовку для отливки, а особист из «первого отдела» завода говорит фразой из фильма «Эй, гражданина, ты сюда не ходи, ты туда ходи. Снег башка попадет- совсем мертвый будешь» как только ты стараешься посмотреть в направление определенных цехов.
Но раз другие журналисты не хотят воплощать мои хотелочки — придется самому все делать.
Отправляемся в Калугу. А пока я еду на поезде до Москвы, дабы потом пересесть на другой поезд в Калугу — вы успеете заварить чай и бутеров наделать.
Успели? Я просто уже на месте. Мы на том самом заводе «КАДВИ». Основали его аж в 1966 году. На сегодняшний день численность его сотрудников более 4000 человек. Его производственный комплекс включает в себя девять производственных цехов, станкостроительное и инструментальное производство.
Основная специальность — разработка и производство газотурбинной техники.
Кроме гражданского направления производства есть еще и другая, подходящая под девиз: не просто работа, а служба Родине.
Даже танк им за такую деятельность подарили и он теперь стоит и радует всех на территории предприятия.
И когда мы с вами пойдем по цехам, то старайтесь не подглядывать, а то из фотографии телепортируется сотрудник «режимно-секретного подразделения» и сделает а-та-та.
Если вы садовод-огородник, то это предприятие известно вам как производитель малой садовой техники. Его мотоблоки и навесное оборудование для него уже три десятка лет продается на отечественном рынке.
Тут могла бы быть шутка про «Мирный советский трактор» шквальным ракетно-пулеметным огнем отразивший вероломное нападение, сбив при этом 8 самолетов, уничтожив 30 танков и до 1000 единиц живой силы противника, после чего, включив маршевые двигатели, скрывшийся в околоземном пространстве. Но в реальности мотоблоки «Ока», «Угра» и роторная косилка «Заря» выполняют только сугубо гражданские функции.
Нас же сегодня интересует другая продукция — газотурбинные электростанции. Как ни странно, в её составе основной элемент – это газотурбинная установка, а главное в составе установки – газотурбинный двигатель.
Выпуск не имеющих аналогов в России модульных газотурбинных электростанций номинальной мощностью 100 кВт теперь серийный и его увеличили почти в 6 раз – до 28 единиц в год в этом году. План на 2025 год ещё больше – уже 48 штук. А вот производство новых газотурбинных электростанций номинальной мощностью 800 кВт пока опытно-промышленное.
Откуда денежки? Давайте обратимся к некоторым СМИ и увидим следующее: «завод благодаря региональному фонду развития промышленности увеличил выпуск». Вот тут такая же штука как с иллюстрацией — все немножечко не так. Фонд развития промышленности действительно инвестировал в этот проект, вот только не региональный, а федеральный. Все вложили в модернизацию производства 537 млн рублей, из них 412 млн рублей и предоставил ФРП в виде льготного займа.
Это не подарок, а возвратный займ, которые ФРП предоставляет под 3% и 5% годовых сроком до 7 лет в объеме от 5 млн до 5 млрд рублей. Смотрим на ключевую ставку Центробанка и банковские ставки по кредитам, смотрим на ставки фонда – выбор очевиден.
Но давайте уже вернемся на производство.
Создание газотурбинной электростанции – это настоящая магия. В каждом изделии в зависимости от мощности от 3 до 4 тысяч деталей.
Со слов руководства предприятия, локализация составляет 100%. Что такое локализация? Сейчас уточню, а то скажут отдельные граждане, что станки увидели не только отечественные. Локализация означает, что используемое сырье, материалы и комплектующие – отечественные. Большая часть комплектующих, кстати, вообще тут же на заводе и выпускается.
Импортозамещение это вообще сейчас больная тема для отдельных комментаторов.
Вот вроде просто сказал «импортозамещение», а глазки у некоторых уже задергались, и они буквально готовят примерно следующую логику: «продукт состоит не из отечественных компонентов, а если из отечественных, то не на отечественном оборудовании сделан, а если на отечественном, то воздух в цехе надуло из Австралии и так далее, вплоть до того, что солнечные лучи, используемые днем на заводе, родом со звезды по имени Солнце, так что продукция не импортозамещенная, а Солнечная». Очевидно же.
Если же взять за основу, что термин импортозамещение обозначает просто замещение товарами, произведёнными внутри страны, то все просто и понятно. Ну и приятным бонусом будет, что для импорторзамещения нет требований, чтобы все было из одной конкретной страны. А то если такой логикой не идти, вдруг окажется, что при производстве всего на нашей планете используются ресурсы от газа до металлов совсем из других царств-государств. И даже яблочные девайсы только спроектированы в Калифорнии, а производятся в Китае из всего и отовсюду.
Опять я заболтался, видимо контроль «первого отдела» так влияет.
Производимые тут электростанции – это, кстати, вообще мечта для майнеров всех стран. Как только они поймут сколько тут выходит стоимость киловатта, то в очередь к проходной предприятия с заказами выстроятся. Но я этого не говорил, поскольку пока не понимаю, что у нас с регулированием этой отрасли в плане законодательства.
На данный момент покупатели подобных электростанций мощностью 100, 200 и 800 кВт – это российские нефтегазодобывающие и нефтесервисные компании. Все дело в том, что они работают в суровых климатических условиях – при температуре окружающего воздуха от -60°С до +45°С. А как раз эти модульные электростанции отлично в этих условиях работают.
Кроме этого их можно использовать при энергоснабжении строительных площадок, сельскохозяйственных предприятий, объектов сотовой связи в районах, не имеющих доступа к Единой энергосистеме России. В основном, кстати, это все равно будет Крайний Север.
Зачем вообще нужно импортозамещать такие электростанции? Иностранная компания-производитель микротурбинных установок и модульных электростанций на их основе из страны диких ковбоев ушла с российского рынка. А тут заменять старые электростанции уже подходят сроки, ну и новые тоже необходимы.
В итоге сейчас с помощью займа завод закупил и установил более 40 единиц оборудования для литейного, кузнечного и цеха механической обработки. Что и позволит производить в несколько раз больше электростанций.
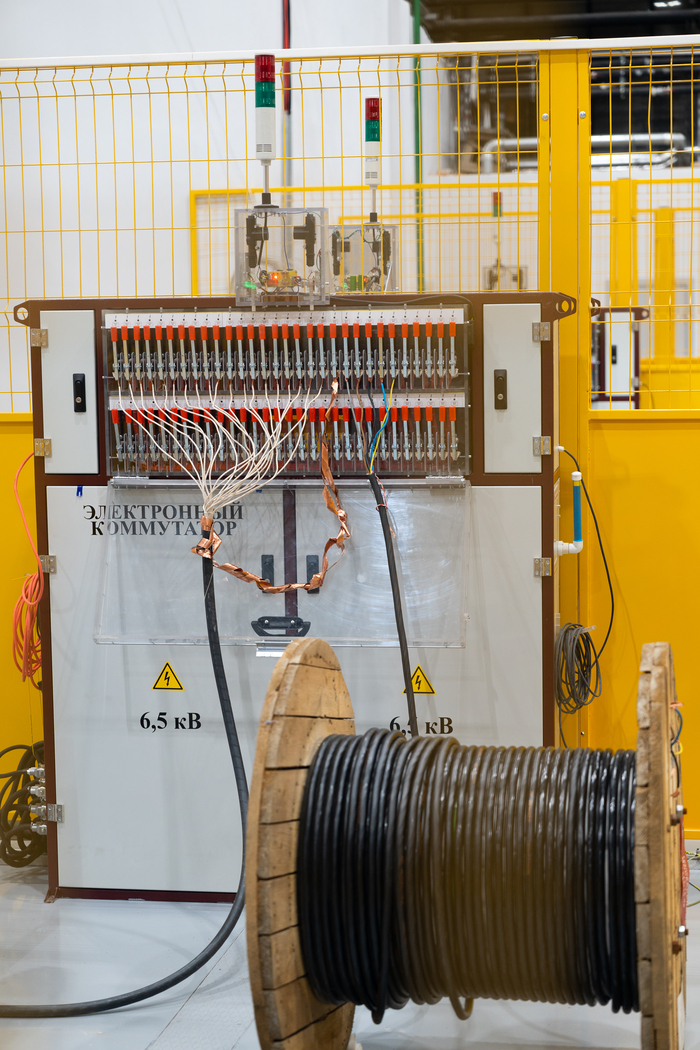
Мы подходит к нескольким таким станциям, работающих на предприятии.
Внешней они выглядят как морской контейнер с трубой
А как же они работают? Принцип работы следующий:
Топливо (попутный нефтной газ, жидкое топливо, биогаз и т.д.) попадает в камеру сгорания, туда же нагнетается воздух. Газ с ним смешивается и образует топливную смесь. Она в свою очередь под давлением уходит в компрессор где и воспламеняется.
Струя раскалённого газа выходит на установленные в несколько рядов лопатки турбины. Они вращаются. Крутящий момент от вала турбины идет на ротор генератора, тот вырабатывает электроэнергию. Можно майнить или играть в PS5.
Отработанные газы могут использоваться для обогрева помещений.
Производить всю эту красоту достаточно сложно и многоэтапно. Как уже говорил выше — состоит все из 3000-4000 деталей.
Когда материалы и жаропрочные металлы и сплавы поступают на предприятие, их проверяют. И если что-то с ними не так ,то отправляют обратно.
После входного контроля металл идет в литейку и на механическую обработку.
В летейке происходит отливка по моделям. Далее остывание и шлифовка.
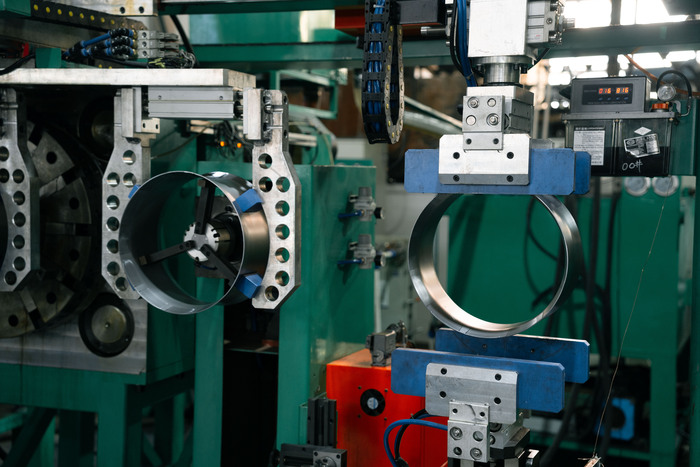
Другие цеха тоже не месте на стоят. Токаря детали «допиливают», мехобработка происходит и шлифование наличествует.
Делается все ради идеальной геометрии каждой детали.
После этих этапов начинается поузловая сборка. Каждый узел после этого тестируют. И лишь после этого окончательно собирают для полного финального испытания.
Все вышеописанное максимально упрощено, поскольку это максимально сложный технологический процесс, содержащий в себе миллионы деталей.
Хочется сказать отдельные слова всем заводчанам, благодаря которым у нас есть много всего ценного и полезного, а не только цифровые подарки и картиночки в сети.
Я писал, что газотурбинный агрегат уже может работать на различных видах топлива от попутного нефтяного газа до жидкого топлива. А сейчас разрабатывают возможность использования и альтернативных видов топлива – чтобы ещё круче сделать.
В месяц производят по две газотурбинные электростанции мощностью в 100 кВт, но с помощью нового оборудования уже через несколько месяцев начнут выпускать по четыре-пять. Выпуск с другой номинальной мощностью тоже планируют нарастить. И уже посчитали, что нужно больше нового современного оборудования и пора идти ФРП за займом еще раз.
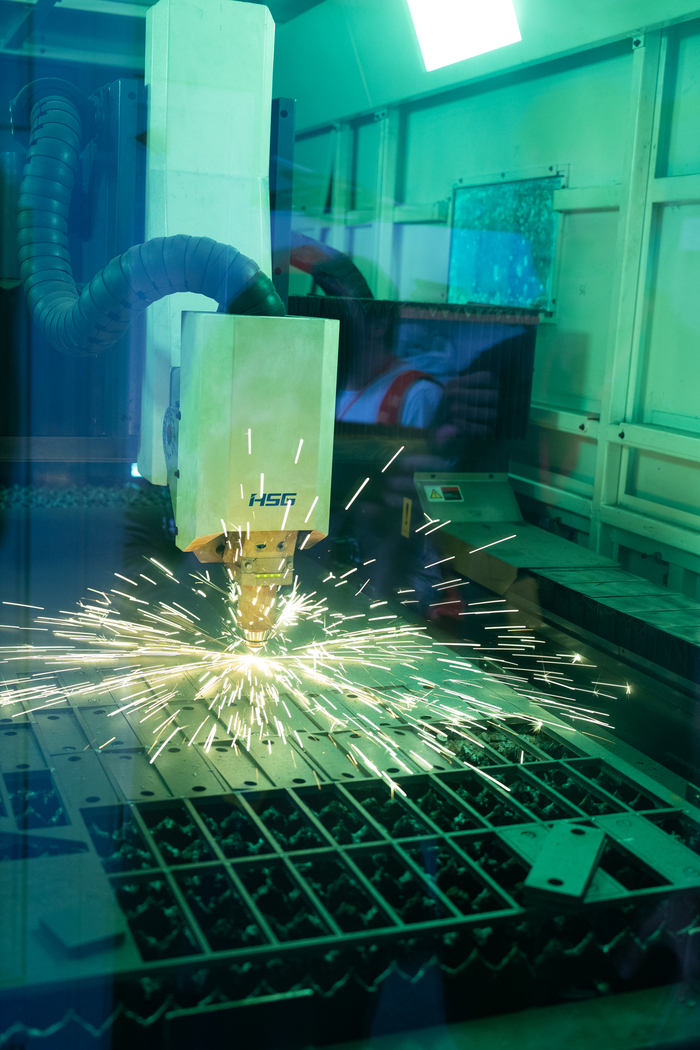
Далее предлагаю вам своими глазами посмотреть на многие технологические процессы, о которых коротенечко рассказал выше.
Газотурбинная электростанция тоже будет в наличии и внешне и с доступом во внутренние помещения. Искры, раскаленный металл и прочее тоже наличествуют.
А пока вы все смотрите, а отправлюсь на новое предприятие, дабы уже скоро показать вам фотокарточки с новых интересных заводов нашей страны.
Чаще всего мы не задумываемся как работают наши органы. Мы же комфортно живем, какой смысл размышлять над процессами, которые автоматически выполняются. Но так остается ровно до тех пор, пока у нас или наших близких не происходят какие-то сбои в здоровье. Тогда сразу жуть как становится интересно понять, что и как устроено, и можно ли это починить. От всей души желаю вам и вашим семьям крепкого здоровья и максимально долго не соприкасаться с каким-либо серьезным лечением, но сегодня хочется немного приоткрыть завесу тайны и посмотреть где и как в нашей стране производят протезы клапана сердца.
Отправляемся в Пензу, где после модернизации крупнейший производитель сердечно-сосудистых имплантатов в России запустил в работу десятки новых единиц современного высокотехнологичного оборудования, благодаря чему выпуск протезов клапана сердца с транскатетерной системой доставки «МедЛаб-КТ» увеличен в 1,6 раза, а механических полнопроточных протезов клапана сердца «МедИнж-СТ» – в 1,2 раза. Кстати, «МедЛаб-КТ» не имеют аналогов в нашей стране, а «МедИнж-СТ» - так и во всем в мире.
Мы в новом корпусе научно-производственного предприятия «МедИнж». Это лишь одно из зданий группы компаний, разрабатывающей и производящей более 50 видов медицинских изделий.
На самом деле фотографировать на медицинских предприятиях это отдельное приключение. И дело даже не в чистых зонах, куда можно попасть только сдав анализы, получив уйму согласований, одевшись в спецкостюм и так далее, в том числе даже попрыгав на левой ноге держась за правую и щекотая нос (это конечно чуть утрирую, но в целом все довольно сложно, на некоторых заводах вообще вам покажут на расстоянии сто метров малююююсенький кусочек процесса через оконца размером в нос голубя, и поведут чай пить, дабы скорее за территорию выпроводить). Но в данном случае удалось пройти везде где можно, а чистую зону запечатлеть через огромные окна (заранее прошу извинений за блики стекла).
Но сначала небольшое погружение в тему замены клапана сердца. В нашем теле есть огромный такой насос, и ему совсем не хочется покоя. Пока мы работаем, спим, гуляем и едим шаурму (шаверму если вы из Ленинграда и шавурму - если из Осташкова Тверской губернии) — этот орган усердно работает, перекачивая за день более 7000 литров крови, сокращаясь и расслабляясь под 100 тысяч раз.
И пока сердце трудится всю жизнь, перекачивая кровушку к 75 триллионам клеткам тела, мы всячески его «радуем» вредными привычками, специфической едой и далее по списку. И хоть запаса сил у него лет на сто хватило бы, но в какой-то момент оно говорит «давай до свидания» - в этот момент и приходится задумываться над операцией.
Чаще всего проблема заключается в клапане сердца. Наше старение, инфекционные болезни и прочее, прочее, прочее очень изнашивает клапаны. В результате чего клапан перестает нормально открываться. И любая проблема с клапаном увеличивает нагрузку на сердце, вплоть до его повреждения и сердечной недостаточности. В такой момент поможет лишь замена на искусственный клапан (бывают механические и биологические).
В биологических в том числе используют ткани животных, в механических же металлы, карбон и так далее. При этом механические намного более долговечные.
Сегодня мы увидим больше механических клапанов, но на предприятии все разновидности выпускают.
По большей части механический искусственный клапан тут состоит из углеситала. Это монолитный изотропный пироуглерод. Производят его тоже в Пензе, в старом корпусе, где расположены мощные вакуумные печи. Там углерод оседает на графитовые подложки. Заготовки потом нарезают и шлифуют
Сам материал прочный и биосовместимый (не отторгается организмом). И при этом долговечный — пару сотен лет мог бы работать, но к несчастью наш с вами вид не столь живуч.
После обработки на станках с алмазным шлифованием деталь поступает в чистые зоны, где абсолютно стерильно. Есть несколько уровней таких зон, в некоторых у сотрудниц даже под запретом макияж, лак на ноготочках и так далее
В чистых зонах в основном трудятся барышни. Спасибо Природе за такую усидчивость и внимательность
Именно тут в несколько этапов клапаны соединят из разных элементов, а после добавят особую полоску специального тканного материала, которая и позволит соединить имплант с сердцем.
С 1994 года более 170 тысяч разных моделей механических клапанов, разработанных и созданных в Пензе, было имплантировано по всему миру. А недавно проведенная модернизация оборудования уже позволила повысить уровень локализации конечной продукции с 60% до 80%, завод отказался от покупки критических материалов и комплектующих из недружественных стран и начал их выпускать сам. До конца года обещают довести показатель локализации до 100%.
Если же учитывать и другие направления деятельности по созданию медицинских изделий, то в мире уже миллион человек живет с пензенскими имплантами, включая сосудистые стенты.
На сегодняшний день, по оценкам компании, от 30% до 80% российского рынка протезов клапана сердца в зависимости от сегмента занимают зарубежные изделия, в основном из США и Германии. После выхода на проектную мощность рыночная доля пензенского предприятия вырастет в сегменте протезов клапана сердца с транскатетерной системой доставки в 2,5 раза – до 50%, биологических протезов в 4 раза – до 60%, механических – с 70% до 80%.
Выше я упомянул про транскатетерную систему доставки.
В нашей стране первую такую отечественную систему доставки протеза аортального клапана зарегистрировали два года назад, и она тоже разработана и создана на этом предприятии. Предназначена для замены пораженного клапана сердца человека на новое изделие через специальный катетер, что создает возможность установки клапана сердца без остановки сердца и без открытой операции. Это облегчает процедуру имплантации и снижает для пациента риски осложнений, а также существенно сокращает период реабилитации.
На новом оборудовании так же стало удобнее, быстрее и качественнее производить кардиологический окклюдер.
Это медицинское изделие предназначено для устранения врожденных пороков сердца и восстановления нормальной функции сердца у детей.
Процесс операции происходит так: делается маленький прокол вены, в специальную трубку заряжается окклюдер, далее оно проводится через дефект, после чего диски раскрываются, закрывая дефект перегородки, а система доставки отсоединяется.
И вся эта полезная красота уже скоро более массово сможет попасть в государственные медицинские учреждения, спасая сотни и тысячи жизней всех от пионеров до пенсионеров. Единственный в России уникальный станок для производства окклюдеров тоже работает на "МедИнже", если ничего не путаю.
Откуда денежки на модернизацию и сколько их было затрачено? Инвестиции в модернизацию производства превысили 300 млн рублей, из которых 240 млн рублей в виде льготного займа предоставил федеральный Фонд развития промышленности (предоставляет займы под 3% и 5% годовых сроком до 7 лет в объеме от 5 млн до 5 млрд рублей, стимулируя приток прямых инвестиций в реальный сектор экономики).
Это займ и он будет возвращен предприятием в фонд обратно. Еще раз повторю — не подарок невозратный, а займ, который вернут с вышеуказанными ставками процентов, после чего денежки поступят уже другому предприятию, которое таким же способом сможет улучшить свое оборудование и расширить наименование продукции..
Уже скоро нас ждет новая поездка и интересное предприятие. Так что не переключайтесь и не жалейте свой царский-королевский лайк и подписку :) Или как там принято говорить.
Провожаем лето новым рекордом ультратонкости! И, что по-настоящему приятно, на сей раз речь пойдет ни об очередных технических достижениях ювелирно-часовых Домов Bvlgari или Piaget а об абсолютно новом проекте московской мануфактуре "Константин Чайкин".
Российский часовщик в своей новой модели ThinKing Prototype 2 добился небывалой тонкости корпуса для механических часов в 1,65 мм. Стальной корпусе диаметром 40 мм состоит из двух частей. Это монокок с монолитными корпусным кольцом и задней крышкой, нижняя часть берёт на себя функцию платины механизма. Верхняя крышка корпуса — сплошная с указателями часов и минут, которые служат «глазами» персонажа. Фирменной «улыбкой» ристмона стал логотип бренда, выгравированный по дуге.
Для достижения заявленных параметров мастера мануфактуры создали сверх-тонкий барабан (у него нет крышек, заводная часть с храповиком интегрирована внутрь барабана), двойной баланс (первый взаимодействует с анкером, а на второй устанавливается спираль) и специальный ремешок, который переносит нагрузку с корпуса на титановые супинаторы и две эластичные вставки, вшитые с каждой стороны от корпуса.
Также эксклюзивно для данной модели был разработан внешний корпус-паланкин толщиной 5,4 мм, который оснащён устройствами для завода механизма и подводки стрелок.
Хотя Константин Чайкин не ставил перед собой такую задачу, вместе с разработкой ультратонкой конструкции ему удалось создать часы ультра-лёгкие, одни из самых лёгких часов в мире: вес часов ThinKing без ремешка составляет всего 13,3 грамма.
Рекордно-тонкие часы ThinKing Prototype 2 будут представлены на проводящейся в Женеве с 29 августа по 2 сентября 2024 года выставке Geneva Watch Days.
Завершится ли на том история рекордно-тонких часов Константина Чайкина? Сам маэстро считает, что ещё не до конца выявил все преимущества созданной им конструкции, помимо того, остаются некоторые технические аспекты, которые ему хотелось бы оптимизировать. Собственно говоря, ответ содержится в названии часов – да, это функционирующий прототип, однако, Константин Чайкин полагает, что часы ещё не готовы идти в серийное производство. Также у него в запасе остаётся ещё пара интересных решений, которые могут сделать этот проект ещё более захватывающим.
Благодарим за то, что дочитали данный материал до конца. Больше интересного контента Вы найдете в нашем телеграм-канале.
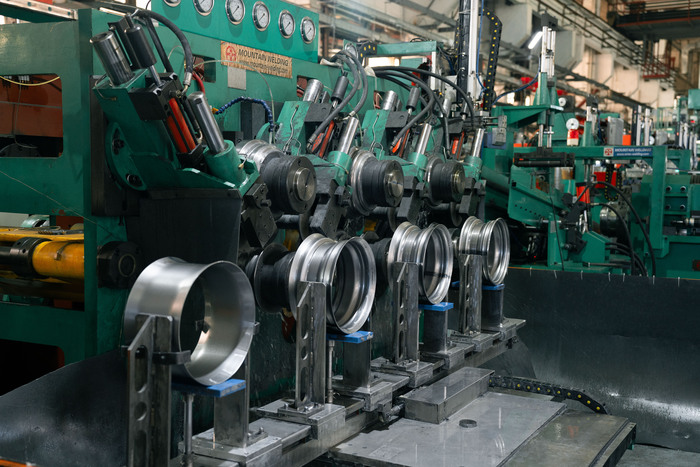
Вчера многие СМИ облетела новость, что в Тольятти на «Заводе стальных колес» запустили новую линию изготовления обода колеса и линию штамповки дисков диаметром от 13 до 19 дюймов (до этого там выпускали колеса диаметром от 13 до 16 дюймов). И теперь производственные мощности предприятия возросли с 1,5 млн до 3,5 млн колес в год. Это все очень круто и интересно, и мы даже позднее разберемся откуда денежки на всю эту красоту. Но лично мне интереснее посмотреть на сам технологический процесс, а не просто на обезличенные цифры.
Вот лично вы видели как производят штампосварные колеса для автомобилей? Я — нет! Но очень бы хотел. Так что отправляюсь в Москву, оттуда на самолете в аэропорт Курумоч, и далее в Тольятти на завод. И пока я отправляюсь в это многочасовое путешествие — вы успеете бутеров нарезать и чай заварить.
Если вы уже готовы — продолжаю.
Самый первый этап это получение металла от отечественных производителей. Рулоны металла прибывают вагонами на предприятие (как их производят я отдельно подробно рассказывал на примере «Северстали»). Вообще, стальные штампованные колеса изготавливаются преимущественно из отечественного сырья и материалов. Уровень локализации превышает 95%
После всех необходимых проверок и испытаний рулоны отправляют в цех.
Когда-то на заводе была лишь одна линия, совсем недавно ставшая полуавтоматической. Сейчас же установили еще одну — намного более современную (в ходе масштабной модернизации купили автоматизированные линии с применением роботов-манипуляторов)
Первое на что бросается взгляд в цеху — огромные пресса. Сразу создается ощущение, что какие-то громадные работники, отошли от мегастанков на пару минут.
Наша металлическая лента заправляется в станок, где уже рубится и вытягивается. Получаются заготовки под будущий обод и тарелку, они поступают в накопитель заготовок.
Начнем с создания «тарелки». Квадратный лист металла укладывается на пресс.
Каждый пресс выполняет свою конкретную операцию, после чего деталь автоматически отправляется на следующий (а раньше весь процесс переноса ручками производился).
За короткий промежуток времени линия прессов выдавливает из листа стали уже знакомую нам форму «тарелки». Отдельно происходит пробивка и калибровка отверстий.
И вот уже «тарелка» готова к следующему этапу своего перерождения.
После всех этих процессов отходы при нарубке собираются в отдельный контейнер. Эх, какие классные можно было бы сувениры делать из таких «монеток».
В это же момент прямоугольные листы металла поступают на новые станки, где им придают форму цилиндра, после чего сваривают и обрабатывают до гладкого вида.
После этого заготовка поступает на станки для профилирования
Тут обод приобретет уже более знакомый нам формат.
Словно представить, что буквально недавно это была лишь полоса металла.
После профилирования каждую заготовку внимательно проверяют.
Робот-манипулятор производит запресовывание обода и «тарелки».
Окончательно они соединяются несколькими электросварными швами в сварочной машине.
На выходе проверяют параметры получившегося колеса и проводят окончательную корректировку для снижения радиального и торцевого биения
Колесо отправляется на линию подготовки поверхности под окраску.
Теперь его помоют и обезжирят
На каждом этапе производства колес проводится контроль качества.
Окраска выполняется на двух автоматических линиях: установке окрашивания катафарезным грунтом и установке нанесения декоративного покрытия
После покраски наступает этап сушки.
Готовые колеса отправляются на упаковку. Теперь их поместят на паллеты, замотают пленкой и отправят заказчику или на склад.
Как и обещал в самом начале — расскажу откуда денежки. Инвестиции в это расширение и модернизацию производства превысили 500 млн рублей. Из них 337 млн рублей в виде льготного займа по программе «Комплектующие изделия» предоставил федеральный Фонд развития промышленности.
Важно проговорить, что это займ, который будет возвращен предприятием в фонд, а не подарок. ФРП предоставляет подобные займы под 3% и 5% годовых сроком до 7 лет в объеме от 5 млн до 5 млрд рублей
От себя хочется пожелать заводу и его коллективу дальнейшего роста и успехов в деятельности, ну и поскорее занять до 50% российского рынка стальных колес, серьезно потеснив импорт.
А я вами не прощаюсь, и уже скоро мы побываем на новом предприятии и приоткроем завесу тайны над интересными производственными процессами.
«Саста» – один из крупнейших действующих станкостроительных заводов на территории Российской Федерации, российское предприятие с полувековой историей, одно из немногих, сохранивших и унаследовавших лучшие традиции советского станкопрома.
Предлагаем вашему вниманию видео о нашем предприятии - путь, который мы прошли за 50 лет! Это наша история и люди; прошлые победы и текущие успехи; новые планы и горизонты развития!
Несколько дней назад многие СМИ и блоги облетела новость, про открытие в Московской области нового цеха по производству кАбелей, в котором после выхода на проектную мощность будут выпускать до 6000 км кабелей в год.
Часть журналистов просто перепечатали пресс-релиз и опубликовали предоставленные «Завод Москабель» фото, но отдельные коллеги к новости приделали фото, взятые с других заводов той же группы компаний (снятые во времена царя Бориса Годунова, и продемонстрировали не новый современный цех, а старое производство с соответствующим оборудованием и размещением в древнем помещении. Я буквально ревел тушканчиком, когда читал комментарии под старыми фотками, в которых люди удивлялись, а чего же там нового.
А поскольку я человек простой и привык, что контент должен быть авторский, а не тихо «свистнул и ушел — называется нашел», то мы отправимся с Вами на этот завод и своим глазами все посмотрим. И самое главное не просто попялимся на производственный процесс, но и постараемся разобраться, как же там производят кабель.
Выдвигаемся в Богородский городской округ Московской области.
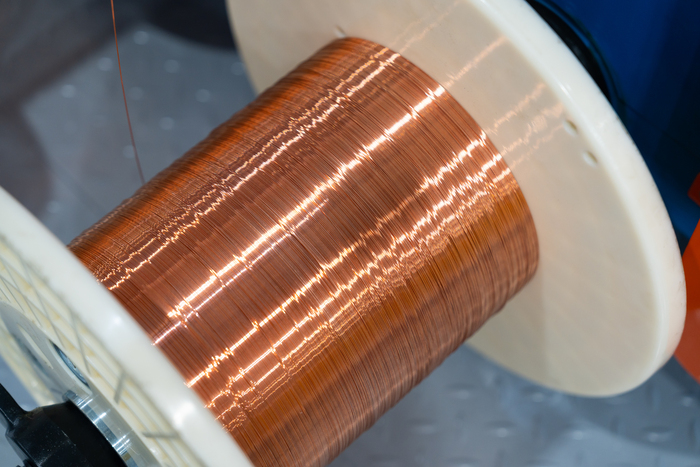
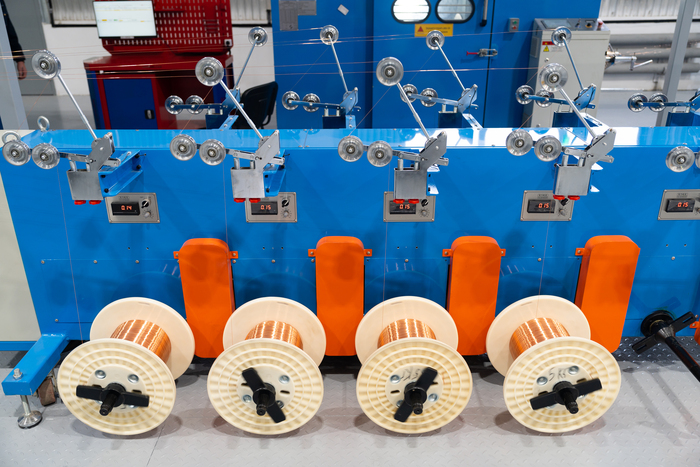
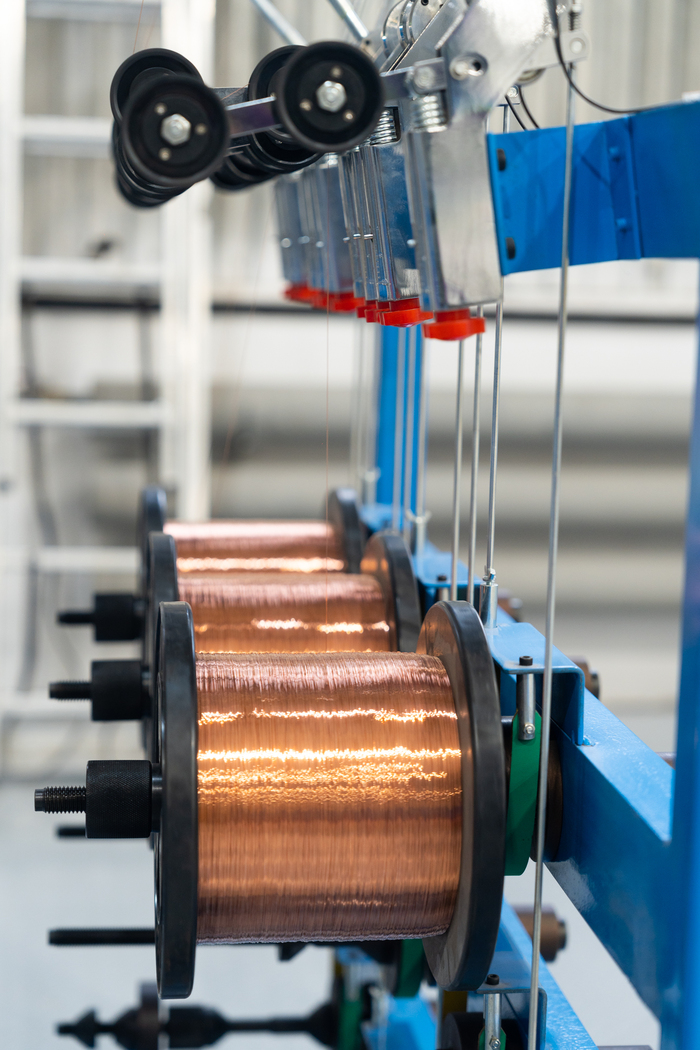
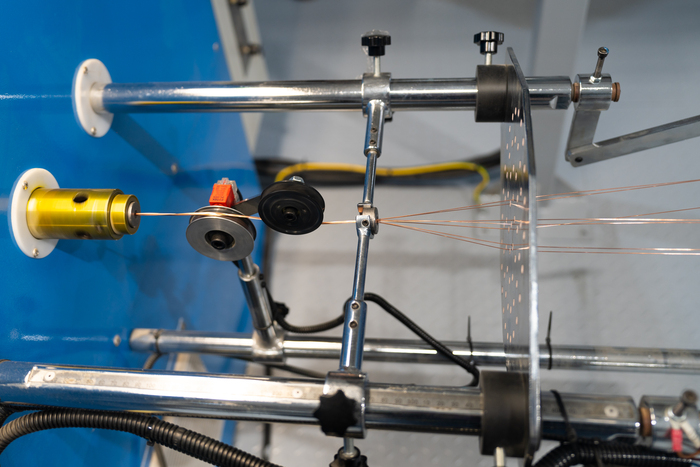
Проволока на катушках поступает в цех с другого предприятия этой группы компаний.
Катушка устанавливается на станок и тонкие металлические «нити» подаются в машину скрутки
Проволоки переплетаются.
Всю продукцию изготавливают полностью из отечественного сырья, уровень локализации составляет 100%.
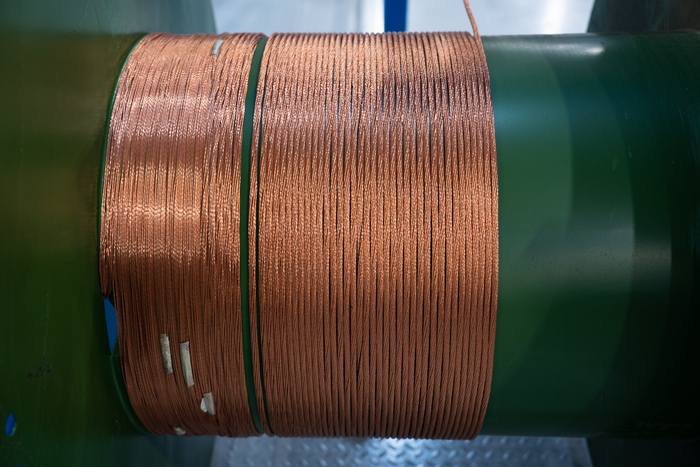
В данном элементе происходит скрутка проволоки в одну жилу. В итоге мы получаем стренгу, уже готовую к новым этапам.
В зависимости от нужных характеристик будущего кабеля выбирается тип скрутки
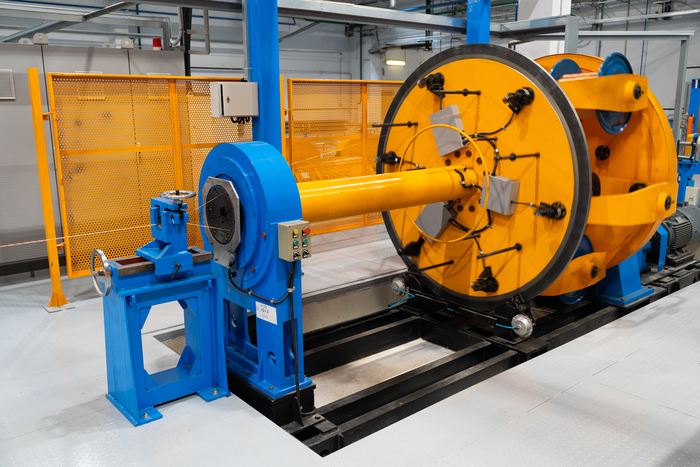
Отправляемся на крутильные линии, которые позволяют осуществлять скрутку готового кабеля . Сюда подаются различные заготовки (может крутиться голый кабель, а может и в изоляции)
Через стенку от нового цеха располагается стройка второй очереди предприятия, которая позволит выпускать еще 10000 км кабеля. Планируемый запуск в 2025 году.
Так же будет и 3 очередь, которая будет построена чуть позднее рядом на свободной территории (2026-2027). Там будет производиться более крупный кабель.
Цех оборудован видеокамерами, позволяющими следить за операторами и с помощью искусственного интеллекта выявлять несоответствия при ручных операциях.
Автоматические операции контролируются специальной системой с программным обеспечением.
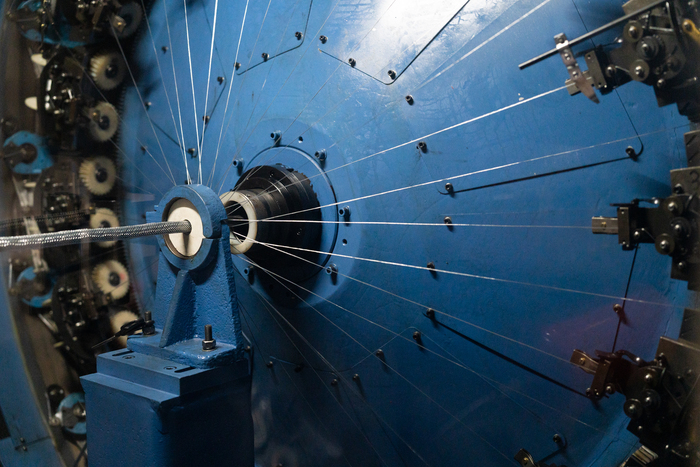
Скрутка жил происходит на этих огромных станках следующим способом: несколько катушек с жилами устанавливаются внутрь и скручиваются как и в самом начале процесса с проволокой.
Так же с этими станками рядом находится линия бронирования, позволяющая наносить ленточную броню, которая обеспечивает защиту, так и проволочную броню, которая позволяет еще и гибкость и стойкость при внешних воздействиях.
Перейдем к двум экструзионным линиям. На первый взгляд они между собой похожи, но при этом они отличаются.
Первая линия позволяет наносить изоляцию из резины. Это очень тяжелый материал, потому что сначала его надо через вальцы пропустить, нарезать своеобразные «тряпки» и потом заправить их в эструдер и уже после этого наносится изоляция.
После экструдера расположены ванны для охлаждения кабеля.
Это очень важный процесс, и если что-то пойдет не так, то жила кабеля может сместиться, а сама оболочка тоже пострадать.
Вторая линия позволяет наносить ПВХ или даже термопласты (способны работать при температурах в 250 градусов)
Оставшаяся после ванны вода удаляется специальным оборудованием. После чего внешняя изоляция сушится.
На линии оплетки наносится как уже понятно из названия оплетка из металла. В зависимости от материала обеспечивается защита от механических воздействий или электрических помех.
В финале катушки с готовой продукцией поступают на склад,а оттуда заказчику.
Отдел испытаний полностью автоматизирован. Оборудование тут на 50% наше и на 50% китайское.
Тут проверяют не пропускается ли ток изоляцией, все ли хорошо с толщиной и так далее.
Переходим на линию лужения. Она необходима чтобы защитить проволоку от различных воздействий и так же обеспечить быструю ее сварку. Заходит медная проволока в две ванны, в которых находится олово и дальше уже выходит готовый луженый продукт. Далее этот кабель пойдет для подвижного состава, так что скоро он будет в «Ласточке» или в поездах на МЦД.
Это не все оборудование. В ближайшее время будут установлены и налажены еще несколько станков.
Два слова по поводу импортозамещения. Хоть и потрясывает отдельных граждан от этого слова. Только один небольшой пример: на этом предприятии в том числе будут производить кабель, использующийся для телекоммуникаций. Это замена кабеля Sony Ericsson для базовых станций. Раньше как было — поставляют базовую станцию и кабель для нее берут у этих западных граждан по цене крыла самолетного. А теперь все иначе. И этот цех уже победил в тендере, так что, СонЯ, давай до свидания.
И это только самый простой пример.
P.P.S. Для всех любителей цифр небольшая информация для полноты картины.
Откуда деньги: инвестиции в создание нового производства превысили 530 млн рублей, из которых 262 млн рублей в виде льготного займа по флагманской программе «Проекты развития» предоставил федеральный Фонд развития промышленности. Это именно займ, который будет возвращен предприятие в фонд.
Это единственный проект с займами по выпуску электрического оборудования? Нет. ФРП уже профинансировал 84 проекта на общую сумму 24,4 млрд ₽. Общие инвестиции по этим проектам составляют 66,8 млрд ₽. При реализации проектов планируется создание свыше 3100 новых высокопроизводительных рабочих мест.
Предприниматель из Бирска (Башкортостан) Дмитрий Зырянов разрабатывает и строит токарно-фрезерные автоматы с ЧПУ Horizon В3. Аналогичные станки в России не делает никто
Дмитрий Зырянов: «Нашим станкостроителям надо локализацию углублять, ставить адекватные цены, делать станки максимально доступными для производителей»
О существовании небольшого завода в Бирске, где выпускают токарно-фрезерные станки с числовым программным управлением (ЧПУ), мы в «Эксперте» узнали из новостных лент. В сообщениях информагентств говорилось, в частности, что предприятие некоего предпринимателя Дмитрия Зырянова посетил глава Башкортостана Радий Хабиров и пригласил бизнесмена участвовать в Инвестиционном часе, проводимом Инвесткомитетом республики, чтобы представить там проект строительства нового производственного корпуса. Речь шла об инвестициях в размере 160 млн рублей, что позволило бы предпринимателю увеличить производство в десять раз, с 50 до 500 станков в год.
Новость удивительная, если учесть, что станкостроение — одна из самых проблемных отраслей в России, а потому, несмотря на дефицит современных отечественных станков, до сих пор не так много желающих занять эту нишу по совокупности причин, в частности из-за высокого финансового и интеллектуального порога вхождения в бизнес, дефицита в стране комплектующих, опасной конкуренции в ценовом поле с китайской продукцией. Время от времени появляются сообщения о запуске станкостроительных проектов, в том числе в кооперации с зарубежными партнерами, но на практике часто оказывается, что производства эти, по сути, сборочные — из ввезенных импортных крупноузловых конструкций, где из отечественного только два десятка болтов и шильдик с названием бренда. Поэтому стало интересно: что и как делают в Бирске? Это очередной мыльный пузырь или свежая инженерная мысль, посетившая небольшой городок с населением в 41 тысячу человек?
Мы связались с Дмитрием Зыряновым и узнали, что высокотехнологичные токарные автоматы с ЧПУ этот тридцатисемилетний Кулибин с дипломом инженера-механика строит по собственным чертежам, от замысла на бумаге до практического воплощения в жизнь, программное обеспечение, или «мозги», для них тоже пишет самостоятельно! Станкостроением он занимается уже одиннадцать лет и совершенствует свой продукт тоже самостоятельно — через опыт и чтение специальной литературы.
Дмитрий Зырянов охотно согласился рассказать о своем заводе, о выпускаемой продукции, а также сообщил, что по итогам того самого Инвестчаса у главы республики ему дали в аренду землю под строительство нового цеха, но вот денежных субсидий — ни рубля.
— Дмитрий, судя по тому, что вы ищете способы расширения производства, на вашу продукцию большой спрос?
— Да, я и пошел на Инвестчас потому, что у меня выстроилась большая очередь на станки, не успеваю выполнять заказы, а люди звонят и звонят. Но что я могу сделать, если очередь расписана у меня на два года вперед, а в год на своем производстве я могу построить до пятидесяти станков, не больше? Вот так ходил змейкой меж станков в тесноте и подумал: может, дадут мне земли, если попросить? А может, еще и субсидию государственную дадут в сто миллионов рублей, а я уже пятьдесят-шестьдесят миллионов изыщу и смогу построиться. Конечно, если бы я просто хотел удвоить производство, я бы взял кредит и сам справился, но это не решит проблемы спроса. А если строить завод на пятьсот станков в год, то кредит нужен большой, я его не потяну со своими операционными и финансовыми расходами, ведь моя годовая выручка всего семьдесят миллионов рублей.
Собственно, как я рассуждал, когда шел просить землю и грант? Вот если бы я строил сто первый станкостроительный завод токарных автоматов в стране, тогда да, другим ста было бы обидно, что мне отдали предпочтение. Но если мое производство первое, если больше никто не строит таких станков, а потребность в них большая, то почему бы не оказать мне безвозмездную поддержку в виде субсидии или гранта? Со своей стороны, мне тоже есть что дать государству. Вот смотрите, мой токарный автомат стоит два миллиона восемьсот тысяч рублей, это очень скромная цена по станкостроительным меркам, аналогичный китайский станок стоит в несколько раз дороже, семь‒десять миллионов рублей — эти цены можно увидеть на большой торговой интернет-площадке станков КАМИ. Так вот, когда клиент мне звонит и просит продать станок, а я могу ему пообещать выполнить заказ только через год-два, что он делает? Берет свои живые денежки, доллары или юани, едет и покупает станки напрямую у китайцев. Они уходят, живые деньги улетают за границу, вместо того чтобы работать внутри страны на общее благо. Если только на моих пятидесяти станках посчитать разницу в цене с китайскими, то это внушительная сумма, а какой отток денег идет из страны за все станки, что ввозятся из-за границы! Я также готов экспортировать свою продукцию, что тоже плюс для страны.
Конструкторское бюро нужно, если строить корабль, подводную лодку, где десятки тысяч компонентов конечного продукта, а у меня в станках всего лишь 500–700 составляющих, можно и без бюро обойтись
— А что производят на ваших станках?
— У меня токарные автоматы с ЧПУ, они предназначены для выпуска маленьких изделий, клиенты столько всего на них выпускают, что я сам диву даюсь — больше шестидесяти разных направлений. К примеру, недавно обращался заказчик, который прорабатывает выпуск изделий для Национального медицинского исследовательского центра МНТК «Микрохирургия глаза» имени академика Федорова — будут делать медицинские инструменты для операций, при этом другой клиент, который уже работает на моих станках, готовит для них ПО. Для медицинских целей на моих станках много чего изготавливают: вытачивают металлические штифты, которые устанавливаются в кости при различных переломах, в Татарстане выпускают стоматологические бормашины со множеством шестеренок, валов, разных деталей внутри.
С начала СВО три предприятия заказали станки для производства снайперских пуль — вытачивают непосредственно их наконечники. Много заказов для выпуска изделий в нефтегазовой сфере: в Самаре делают краны, задвижки, автоматику, а внутри всего этого — разные втулки, валы, сложные элементы. В Казахстан ушел станок — на нем делают вентили для газовых и кислородных баллонов. В авиастроении на моих станках выпускают метизы, винты, болтики, авиационный крепеж. Ведь там не годится обычный штампованный крепеж, он должен быть из нержавейки, качественный. Недавно пять станков отправил в город Мценск на электромеханический завод «Форнэкс», где выпускают разную автоматику, внутри которой масса механических штучек — это как представить себе наручные часы со сложной начинкой из шестеренок и валов. Вспомнил, еще в машиностроении тавотницы делают, сегодня как раз второй станок берут. Тавотница — это насадка на механизмы, которая подает смазку для трущихся деталей, нужна в обслуживании автомобилей и техники.
Еще одно направление, в котором наращивает объемы производства один из моих клиентов из Уфы, компания «Ювента», — это фурнитура для дверей. Дело в том, что до санкций на отечественном рынке были сильные западные игроки из Италии и Германии, а теперь, когда они перекрыли поставки, местные ребята в две смены работают, не успевают делать мебельную фурнитуру в нужном объеме, спрос подстегивает их производство — купили у меня три станка и еще три заказали, ждут.
— Получается, что именно специальная военная операция подстегнула ваше производство?
— Да, очередь на станки у меня появилась после начала СВО. Если раньше я начинал строить десять станков, при том что заказы были на пять, и в процессе производства, а это около четырех месяцев, добирал заказы, то сегодня уже наперед продал несколько партий. Причин повышенного спроса на станки несколько: во-первых, десятки производств начали работать на оборонную промышленность или стали смежниками крупных заводов, набрали заказов, но не успевают все делать, покупают у меня станки и тут же просят новые. А вторая причина — крупные заводы оказались заняты другими задачами, в гражданском сегменте промышленности образовался дефицит множества разных изделий, нужно удовлетворять спрос, но некому, а главное, не на чем, станков мало!
— Как потенциальные заказчики узнают про вас, какую вы рекламу даете?
— Совсем никакую рекламу не даю, у меня сорок процентов клиентов — предыдущие заказчики, которые уже покупали станки, поработали на них, подросли, а через год-два за новыми станками едут, расширяются. Остальные клиенты по «сарафанному радио» приходят, они же общаются между собой, интересуются, откуда оборудование, ведь импортные станки покупать дорого, цена отпугивает. Я даже когда свой первый узкоспециализированный станок, для автосервиса, сделал, то не рекламировал его, просто повесил видео на «Ютубе», и заказчики сами стали меня находить, в том числе зарубежные. Тот станок для проточки автомобильных дисков очень популярным был, я их выпустил около ста пятидесяти штук, и основная масса за границу ушла, в одиннадцать стран, всех не припомню — из Испании приезжали, Ирландии, в Финляндию отсылал, Литву, Латвию, Эстонию, Украину, Казахстан, Узбекистан, Белоруссию. Сейчас, конечно, я практически только на свой рынок работаю, иногда приходят заказы из стран СНГ.А шесть лет назад начал выпускать токарные автоматы и теперь только ими и занимаюсь. В России легко продавать станки с ЧПУ, их же почти не делают, рынок свободен.
На токарно-фрезерных автоматах с ЧПУ Horizon В3 можно изготавливать детали для нефтегазовой отрасли, медицины, авиационной и электронной промышленности, машиностроения
Источник: ИП Зырянов Дмитрий Юрьевич
Станки строим партиями, сразу по 10–15 штук в течение четырех месяцев, потому что строить один станок логистически очень невыгодно, так как все детали надо изготовить, что-то закупить в специализированных магазинах или за рубежом, что-то заказать на смежных производствах, собрать
Как построить станок
— Если вы вспомнили про свой первый станок, то расскажите: как к вам пришла идея его создания? Это была копия или оригинальная разработка? Где взяли первоначальный капитал?
— Я у себя в гараже размером шесть на шесть метров и раньше делал всякие странные станки, которых в природе, то есть в продаже, не существует, но люди приходят и просят: сделай такое, надо! Так было и в этот раз: приехали ребята из авторемонтной мастерской и показали мне видеоролик из Америки, где на станке в автосервисе обтачивают автомобильные диски, их лицевую поверхность. У новых дисков поверхность блестящая, красивая, а когда машина цепляет бордюры, камешки летят с дороги, вся эта красота слетает, царапины появляются. Но есть способ устранить проблему: диск вставляют в такой вот станок, который сканирует его лицевую поверхность, затем вращает его, проходит резцом по поверхности, снимает две десятые миллиметра или полмиллиметра — и все, диск как новый. На автомобильных заводах есть такие станки, но стоят дорого, до пятидесяти миллионов рублей, обычной ремонтно-покрасочной мастерской такое не по карману, когда они его окупят? Ну я и взялся его сделать — девять месяцев корпел, назвал Horizon А1, а потом постоянно улучшал, и теперь он уже Horizon А7. Это, кстати, и был мой первый автомат с ЧПУ, продал его за 470 тысяч рублей.
Первоначального капитала как такового у меня и не было, все клиент оплачивал. Когда я начинал делать станок, то составлял договор, оплата условно разбивалась, скажем, на три части, заказчик оплачивал первую часть, и я начинал работу. Строю станок, отсылаю им видеоотчет, некоторые приезжали посмотреть, что я уже сделал, потом вторую часть оплачивали и по завершении работы третью. Вот так за клиентские деньги и строил станки.
А что касается оригинальности — конечно, это не копия, а моя собственная разработка, хотя схожесть есть, потому что многие станки однотипны. Это, к примеру, если я возьмусь завтра велосипед делать, что нового там придумаешь? Рама будет чуть длиннее, руль другой конфигурации. Конечно, я утрирую, потому что в станках уникальностей много, но основная концепция, организация осей, механика и кинематика — они стандартные, что у немцев, что у японцев и китайцев. Да, станок делается по моим размерам, и если это шпиндель, то он будет уникальный, но у меня, скажем, подшипник 100 миллиметров, а у немцев 90 миллиметров — вроде разные, но задачу одинаковую выполняют.
— А если кто задумает ваши станки копировать — это сложно сделать?
— О, вряд ли у кого это получится, просто экономически не вытащат, чтобы сделать станки такими же конкурентоспособными по цене. Потому что вот элементарно: в моих автоматах размещена стойка, то есть программа управления станком, которую я как программист писал почти три года — а это плюс к цене 600 тысяч рублей, если кто начнет на стороне эту стойку покупать. А у меня, по сути, эта сумма и есть вся надбавка на станок при общей цене в два миллиона восемьсот тысяч. В России, кроме меня, есть два производителя стоек, это компания «Балт-Систем», которая на рынке с советских времен и является ведущим разработчиком и производителем устройств ЧПУ и сервоприводов, а также ребята из компании TiTANIUM, которые делают устройства ЧПУ различных систем автоматизации. Вот и весь внутренний рынок стоек, других производителей я не знаю. Можно, конечно, купить немецкую стойку Siemens или японскую FANUC, но они больших денег стоят, порядка 700 тысяч, тогда как отечественные — 400‒500 тысяч. А у меня стойка уже в станке, в комплекте, как говорится, за счет этого цену могу держать и даже ниже ставить.
— Много вы привнесли усовершенствований в свои станки с ЧПУ за одиннадцать лет?
— Все названия моих станков начинаются со слова Horizon, а потом уже их модификации. Со временем спрос на Horizon А7 для автомастерских схлынул, и шесть лет назад я построил первый токарно-фрезерный автомат с ЧПУ Horizon В1, с тех пор развиваю эту модель, и она уже усовершенствована до Horizon В3, а это порядка ста пятидесяти серьезных изменений. К примеру, в станок встроено уже не пять-шесть, а восемнадцать инструментов, выполняющих разные задачи, это сверла, фрезы, резцы. Есть точечные изменения, но важные. Допустим, ранее газлифты, а это механизмы для подъема закрепленных на нем элементов, стояли в противовес тяжелому порталу на 300‒400 килограммов, который висит в воздухе; теперь же мы поставили полноценные противовесы с обратной стороны, что улучшает устойчивость конструкции, удобство эксплуатации, безопасность. Или если раньше для изготовления шпинделя, а это главный привод станка с ЧПУ, использовалась сталь марки 40X, сырой материал, то теперь эта сталь проходит карбонитрацию, то есть повышается твердость поверхности металла, снижается его износ. Гайки стали лучшего качества ставить, изменили конструкцию поршня — всего и не вспомнишь. Да, еще дверь защитную переделали: если раньше при открытии с нее могла капать охлаждающая жидкость и попадать на человека, то теперь дверь заезжает внутрь станка.
— Как устроено ваше производство? Судя по объему задач, у вас должен быть квалифицированный коллектив, конструкторское бюро…
— Конструкторское бюро нужно, если строить корабль, подводную лодку, где десятки тысяч компонентов конечного продукта, а у меня в станках всего лишь 500‒700 составляющих, можно и без бюро обойтись. Сегодня в нашем коллективе одиннадцать специалистов широкого профиля, каждый обладает четырьмя-пятью специальностями. Начинал строить станки я один в гараже, потом сделал цех и расширял его несколько раз, а через семь лет после выпуска первого станка построил собственное производственное помещение на 500 квадратных метров, где сейчас и работаю, но чувствую, что нам уже тесно.
Станки строим партиями, сразу по десять-пятнадцать штук, в течение четырех месяцев, потому что строить один станок логистически очень невыгодно, так как все детали надо изготовить, что-то закупить в специализированных магазинах или за рубежом, что-то заказать на смежных производствах, собрать. От партии к партии и вносятся улучшения в станки, так удобнее. Если же в целом описать алгоритм моих действий, то начинается все с программы-рисовалки Paint: сажусь и рисую общий вид станка, набрасываю эскиз. Потом открываю чертежную инженерную программу «Компас-3D», которая используется для проектирования различных изделий, и там можно не только собрать все вместе, но и покрутить, посмотреть, ничего ли не мешает, как узлы двигаются, чтобы везде все проходило. А затем уже берешь чертежи и идешь в компанию, которая металлом торгует и по размерам его режет — если станина, то режут ее плазмой. Сварщик сваривает конструкцию станины.
Следующий этап — изготовление механики по чертежам: опять металл покупаешь и с ним к фрезеровщикам, токарям, координатчикам, шлифовщикам. А потом все это аккуратно собираешь на болты и подключаешь электрику, благо я ее знаю. Везде, где необходима высокоточная обработка металла, особенно для шпинделей, приводных инструментов, — заказы размещаю на сторонних предприятиях, так как держать такое производство при себе постоянно нет необходимости и дорого, а все остальное делаем сами. Ну и на финишной прямой пишешь софт, программу ставишь и нажимаешь кнопку «включение». Вот я вам и рассказал от начала до конца все «секреты» производства автоматов с ЧПУ.
Станок Horizon В3 — это результат последовательных улучшений модели Horizon В1, появившейся шесть лет назад, в него встроено уже не пять-шесть, а восемнадцать инструментов, выполняющих разные задачи
Источник: ИП Зырянов Дмитрий Юрьевич
Источник: ИП Зырянов Дмитрий Юрьевич
— Откуда в вас эта тяга к станкостроению — наследственная или учителя были хорошие?
— Наверно, наследственная. Мой дедушка Назиф Оглямов часовых дел мастером был, это его официальная работа, а по ночам для души музыкальные инструменты делал — гармошки. При этом готовых запчастей не было, от начала до конца все мастерил сам — сушил кожу под меха, клей варил, свистульки всякие, кнопки из металла вырезал. Мама говорила, что по ночам тихонько работал, потому что в советское время за побочные доходы могли и наказать. Но нравилось ему это дело. Вот и мне нравится придумывать что-то интересное и полезное. Столько всего в голове крутится — как появится время, точно начну что-нибудь патентовать. К примеру, сосульки на крыше зимой всем мешают, но можно же сделать простое устройство, чтобы легко бороться с ними, а не вызывать несколько раз за зиму автовышку, не платить за каждый час ее работы несколько тысяч рублей. После учебы в университете, а я окончил БашГУ по специальности «Машины и аппараты легкой промышленности», устроился в ЖКХ мастером работать и еще тогда недоумевал, сколько сил уходит на чистку крыш и борьбу с сосульками. Но только сейчас руки дошли до этой темы — уже закупил кое-какие компоненты и к зиме сделаю устройство от сосулек, на свой цех повешу и протестирую.
— А каков принцип работы этого устройства, если не секрет?
— Начнем с того, что метровая сосулька в одночасье не появляется, есть кромка крыши, где эта сосулечка постепенно нарастает и свисает. Можно повесить параллельно этой кромке на расстоянии 10 сантиметров трубу диаметром 20‒25 миллиметров, чтобы сосулька нарастала, касалась трубы и дальше свисала уже параллельно кромке. Труба эта, допустим шесть метров длиной, над подъездом подвешивается, где люди ходят. Теперь к этой трубе я планирую прицепить вибромотор, который при включении вызывает ее вибрацию. К этому вибромотору подключается контроллер, он каждые тридцать минут или час запускает вибрацию и стряхивает сосульки, пока они не выросли большими. А можно сделать кнопку на пульте, чтобы дворник как увидел, что сосульки начали расти, так и нажал на кнопку, запустил небольшую вибрацию — ее будет достаточно, чтобы разбить сосульки длиной до десяти сантиметров. И стоимость конструкции я посчитал: труба алюминиевая шесть метров — 600 рублей, вибромотор — 1500 рублей, контроллер — 500 рублей, вся конструкция — 2600 рублей, она окупится за год, если учесть, сколько труда требуется на чистку крыши от сосулек.
— Вы получили высшее инженерное образование — какую роль оно сыграло в вашем становлении как станкостроителя?
— Я на очном обучении не долго был, женился, ребенок появился, решил перейти на заочное. По большому счету университет если дал мне пять процентов знаний в моем направлении деятельности, то это хорошо. Потому что в университете не учат, как строить станок, там дают фундаментальные знания, а потом уже сам тихонько учишься, специальную литературу читаешь. Когда я первый станок для автомастерской построил и отдал заказчикам, у меня две недели уши горели — потому что материли меня, много ошибок сделал: не тот металл взял, непонятно что навертел. Так же не бывает, что с первого раза все на отлично делаешь, как мой учитель физики любил повторять: только Бог знает на пять, учитель на четыре, а ученик на троечку. Вот я на троечку и сдал станок, а потом уже не хочу ругань от клиентов слушать, все замечания учел, второй делал, опираясь на опыт предыдущего, и все лучше и лучше стало получаться.
Кстати, когда я шесть лет назад первый токарный автомат строил, то отдал его по себестоимости, то есть практически бесплатно, потому что он был пилотный, обкаточный, мне было важно посмотреть, как он себя вести будет. Но так вышло, что к тому времени у меня уже был небольшой опыт в станкостроении, и станок получился удачным, до сих пор работает в Бирске на заводе детских игрушек ООО «Спектр».
Я об опыте в станкостроении говорю потому, что видел некоторых, которые начинали бизнес и хотели быстро-быстро денег заработать, заламывали цену за станки, но при этом их продукция была недоработана, не признана никем, ничего собой не представляла. С таким подходом ничего не получится, клиенты пойдут и купят оборудование у большой компании в Китае или Корее, где завод пятьдесят лет эволюционировал, доводил до ума свои станки. Я считаю, что первый станок для клиента вообще бесплатным должен быть в части собственного труда, да еще следует и доплатить покупателю за смелость.
Источник: ИП Зырянов Дмитрий Юрьевич
— Какая у вас степень локализации производства? И как санкции повлияли за закупку комплектующих за границей?
— У меня локализация огромная: вся станина здесь делается, у пяти-шести смежников размещаю заказы на изготовление тех или иных компонентов, — в натуральном выражении — 70 процентов отечественных деталей и 30 процентов импортных, которые в стране просто не делают. К примеру, серводвигатели, которые позволяют контролировать точное положение вала двигателя и частоту вращения, у нас не купишь. Нет линейных направляющих, что задают направление перемещения полезной нагрузки, то есть рабочего инструмента или заготовки, по заданной траектории. Вот их в Тайване беру — лисьими тропами, конечно, параллельным импортом, подороже, чем раньше. Не понимаю производителей, которые все тащат из Китая, даже станину — зачем? Что у нас, лить чугун не могут? Могут, есть свой.
— Как вы считаете, что нужно для развития станкостроения в стране и что этому мешает?
— Если бизнес запускает станкостроительное производство, уникальное и востребованное в России, надо ему дать зеленый свет по всем фронтам, лишь бы делали. Отменить налоги для добросовестных производителей, оказать финансовую поддержку в виде субсидий, грантов, беспроцентных кредитов, оказать организационную поддержку в части решения вопросов с коммуникациями, чтобы все быстро и оперативно решалось. Надо мне, допустим, завтра добавить электричество или газ, а там квоты, и их нельзя превышать, нужны дополнительные разрешительные документы. Я когда производственный корпус строил, то полтора года газ ждал и отапливался электричеством, но это дорого. Сейчас в каждой администрации бизнес-шерифа сажают, вот было бы хорошо, чтобы он этими вопросами и занимался, а пока этой службе оперативности не хватает.
Если же говорить про «тормоза» со стороны станкостроителей, то здесь тоже есть о чем подумать. К примеру, на наших заводах часто раздутые штаты, много лишних людей, отделов, там директору нос почесать, и то есть специалист. А у меня даже отдельного бухгалтера нет, вот сидит девушка Айгуль – она и бухгалтер, и договорной отдел, и отдел кадров, и секретарь, и снабженец — двери не хватит под таблички с должностями. Каждый сотрудник — многопрофильный специалист, у меня самого одиннадцать специальностей, то есть вместо меня можно было бы нанять одиннадцать человек. Только это все сразу на себестоимости продукции отразится, цены сразу поползут вверх, клиентов станет меньше. Но если каждого сотрудника нагружать с умом, перераспределять обязанности правильно, то и производство будет работать эффективно.
Нашим станкостроителям надо локализацию углублять, ставить адекватные цены, делать станки максимально доступными для производителей! Ведь у нас производство станков стало полузабытой вещью, а между природными богатствами страны, между сырьем в виде леса, глины, нефти, газа, деревьев, железа и конечной продукцией всегда стоит станок. Если вокруг посмотреть — все на станках делается: на деревообрабатывающих — мебель, в печах кирпичи обжигают, для хлеба нужен тестомес и печь, есть станки для изготовления канцелярских товаров, ручек, карандашей. А у нас даже карандаши из Китая завозят, когда леса валом! Так вот, когда тесную связь наладим между сырьем и готовой продукцией, тогда и экономика расцветет.
— Вам сейчас нужны деньги для развития, а не думали инвестора со стороны позвать? У вас ведь перспективный проект.
— Полагаю, что такая кооперация может загубить дело, даже если завтра придет человек с подобным предложением, я, пожалуй, откажусь. Потому что когда начинаешь зависеть от кого-то или чего-то, то теряется драйв, состояние, когда все делаешь с удовольствием, тихонько, и все получается. Любой конструктор — человек творческий, на одной ступеньке с поэтом или композитором, и его не заставишь изобретать за деньги. Конструктор сам постоянно думает, как улучшить процесс, что усовершенствовать, эволюция идет постепенно. Поэтому не надо над моей головой инвесторов, а вот от поддержки государства я бы не отказался, это все уже иначе выглядит.
— А сколько вы инвестируете в производство?
— Почти все, что зарабатываю. Много ли человеку надо? Покушать, одеться, раза два с семьей съездить отдохнуть. Остальное все сюда, в завод: одно купил, другое, — вот сейчас присмотрел себе еще одни станок токарный, большой, под мои задачи детали делать. Много чего еще сделать надо, у меня ведь не такой самодостаточный бизнес, который сам может жить, и если здесь завтра меня не будет, то ничего не будет, понимаете? Уйду — и все на этом прекратится. Даже если подумать детям передать дело, а им пока пять и девять лет, то надо, чтобы они лет десять-двадцать рядом проработали. Я знаю в нашей республике станкостроительные заводы, которые затухли, как ни пытались их удержать на плаву. Станкостроение — тонкое дело, нахрапом не возьмешь.
— Какие у вас стратегические цели, чего хотели бы добиться? Бренд свой развить, станкостроительную империю построить?
— О, меня не собственный знак беспокоит и не империя, а то, что в России с советских времен столько всего разрушено, ведь какие станки делали, токарные автоматы — все было и в каких объемах! Как подумаешь — скорбь и печаль на сердце, обидно за страну. Лично мне всего хватает, а вот стране ни фига не хватает. Можно это назвать мечтой, но скорее чувством долга: хочу для страны строить, чтобы вытеснить с рынка всех иностранцев, чтобы мои токарные автоматы по всей России продавались и в СНГ.
В советские годы был анекдот про мирный советский трактор (точнее несколько его вариантов с примерно одинаковым смыслом). Если кратко его пересказать, то вражеская армия перешла границу и напала на мирный советский трактор. В ответ тот шквальным ракетно-пулеметным огнем отразил вероломное нападение, сбив при этом 8 самолетов, уничтожив 30 танков и до 1000 единиц живой силы противника, после чего, включив маршевые двигатели, скрылся в околоземном пространстве, в свою очередь председатель колхоза генерал-полковник предупреждал, что если инцидент повторится, то выпустят на поле мирный советский комбайн.
В каждой шутке есть доля шутки. Но всем было известно, что в Союзе уже в послевоенные годы оборонные предприятия начинали производить большой перечень гражданской продукции. И там, где еще недавно выпускали танки, начинали производить сельхозтехнику. А на ракетных предприятиях могли и кастрюли с чайниками производить. Все ради того, чтобы восстановить производство товаров народного потребления, при этом и про основные свои «товары» не забывали.
В девяностые годы наступила массовая вынужденная конверсия. И происходила она уже с целью просто выжить сотрудникам предприятий. Гособоронзаказа не было, и работники просто остались наедине со своими проблемами, но приватизированных предприятиях. Особенно тяжело это было на заводах, где в тот момент не было массовой гражданской составляющей в выпускаемой продукции.
На таком предприятии мы сегодня и побываем, и сможем узнать, как ему удалось выжить тогда и восстать словно феникс из пепла.
Теперь там производят мирные российские сеялки (и не только их, но с большим уважением отношусь к статье 283 УК РФ «Разглашение государственной тайны», так что ознакомимся только с гражданской составляющей)
Отправляемся в Пензу на «Радиозавод»
К середине 90-х, на которые сейчас с такими слезами любви и воспоминаний смотрят отдельные граждане определенной прозападной политической направленности, на предприятии осталось работать процентов 35% бывших сотрудников. Задержка зарплаты в 6 месяцев тогда стала нормой.
Чтобы хоть как-то выжить стали выпускать утюги, сейфы и еще все-что угодно, лишь бы копейка появилась.
Не было возможности выпускать все это массово — оборудование изнашивалось, а закупить новое не было возможности.
В 1998 году на «Радиозаводе» запустили выпуск посевной техники – сеялок, то есть, что позволило сохранить остатки изначального коллектива. Благодаря этой идее завод не превратили в торговый центр, а станки не сдали в цветмет (хотя такое в стране было повсеместно).
В начале двухтысячных страна потихонечку начала залечивать раны от лихих 90-х, и начинали появляться (хоть и с задержками в оплате) заказы на военную технику.
Первое перевооружение предприятия начиналось уже в середине двухтысячных с помощью Федеральной целевой программы по реформированию и развитию ОПК. Завод выходил из жуткого дясятилетнего пике.
Направление гражданской продукции к тому моменту уже обросло клиентской базой и определенным спросом, так что его решили сохранить и развивать.
С 2013 года предприятие вошло в Дивизион «Проектирование и производство средств связи» холдинга «Росэлектроника» Госкорпорации Ростех, по итогам 2022 года возглавило рейтинг инновационно-активных предприятий Пензенской области
По сей день на «Радиозаводе» выпускают разнообразные виды сеялок. Теперь же их будет еще больше.
Почему? Все просто — позавчера «Радиозавод» запустил новый цех для серийного производства модернизированных моделей крупногабаритной посевной техники. После технического перевооружения мощность предприятия по выпуску сельхозтехники выросла в два раза, а уровень локализации продукции достиг 85% (это доля отечественных деталей в готовом продукте, если что).
Общие инвестиции в проект составили 263 миллионов рублей, из которых 211 на приобретение высокотехнологичного оборудования предоставил в виде льготного займа федеральный Фонд развития промышленности (о котором уже рассказывал вам в прошлом).
Прогуляемся по старым и новым цехам и посмотрим своими глазами как собирают сеялки. В новом цеху собирают и выпускают сеялки из деталей, которые производят в «старых» цехах, в том числе и на установленных в них новых станках.
В литейно-пластмассовом участке пластиковые гранулы расплавляются и по формам изготавливают корпусные либо пластиковые детали.
Из отлитых форм специально обученные сотрудники собирают высевающие аппараты — сердце сеялки. Это то, что доставляет зерно и удобрения из бункера сеялки в почву
Заходим на участок лазерной резки, где производят заготовки из которых потом собираются сеялки.
Листовой металл приходит от отечественного производителя. Станок, по ранее загруженной программе, нарезает то, что необходимо.
Оператор контролирует сразу два станка.
Станок гидроабразивной резки выпускает струю воды с различными абразивными материалами режет в этом же цехе не металлы, а более мягкие материалы
С участка лазерной резки заходим на участок металлообработки. Нас встречают листогибочные станки.
Из заготовок прошлого цеха тут производя уже своеобразный полуфабрикат. Для того, чтобы в дальнейшем все собиралось уже в готовые изделия.
Листогибочный станок чаще всего используется для уменьшения количества сварных швов. А это в свою очередь улучшит качество и износостойкость.
Продолжаем перемещаться по участкам.
Проходим мимо пресса на котором в данный момент производят детали для сеялки.
На участке сварки видим заготовку для сеялки. Это будущий бункер. Его подготавливают к окрашиванию, зачищая сварные швы.
Внутри самого бункера уже установлена перегородка, отделяющая зерно от удобрений.
Сварка на участке сварки тоже происходит :)
После этого элементы и заготовки из металла попадают на обработку в дробеметную установку чтобы снять окисления.
Детали по конвейеру загружаются в ее рабочую зону где на них оказываются воздействия дробинками разного диаметра. В итоге получаем чистую деталь
Огромный цех предназначен для автоматической линии порошковой окраски.
Она отечественная и произведена в Клину, Московской области
Близко подходит не будем, иначе окрасят нас как смурфиков, а нам еще по другим цехам ходить.
Вперед нас ждет линия с фрезерными и другими станками
Например, на координатно-расточном станке вытачивают отверстия, которые невозможно предусмотреть на пресс-форме.
На автоматном участке нас уже ждет станок с автоматической подачей заготовок. Принцип подачи как в барабане револьвера.
Из металла тут могут производить совсем миниатюрные детали (даже 2 миллиметровые). В данный момент тут выпускают втулки.
Переходим в новый цех. Еще пару лет назад тут был склад в довольно плачевном состоянии. Теперь его снесли и построили огромный сборочный цех — финальную стадию нашей экскурсии.
Тут из компонентов уже собирается готовая к отгрузке сеялка.
Так же тут проходит тестирование и доработка новых моделей сеялок
Как же работает сеялка.
Основная ее задача — это переместить семена на определенную глубину, в определенное междурядье и в определенном количестве.
Специальный вентилятор создает поток воздуха, и дозировано переносит посевной материал вместе с удобрениями к распределителю. Тот в свою очередь разделяет поток воздуха по семепроводу и все это попадает в сошники.
Сошняки создают борозду. В нее по семенной трубке попадают семяна. И дальше борона весь взрыхленный слой разравнивает.
Вот такая у нас получилась небольшая и познавательная прогулка по предприятию. Надеюсь в сентябре мы с вами узнаем и увидим много нового на других предприятиях страны.
P.S. По доброй традиции повторяю откуда денежки на этот цех и новое оборудование. Инопланетяне и рептилоиды их с неба не скинули. Как уже говорил в самом начале, большую часть инвестиций предоставил в виде льготного займа федеральный Фонд развития промышленности.
Это не подарок. Повторю еще раз, это заём (под максимально адекватный процент – 1% и 3% годовых) и его вернут.
P.P.S. Обязательно будут вопросы по комплектующим. Откуда дровишки, небось все с Китая и Юпитера?! Уровень локализации сеялок достиг 85% и его еще увеличат в следующем году.