


Виверна. Печать











Общая высота 440 мм. Размах крыльев 350 мм.
Печать на Elegoo Saturn 2. Слой 0,05 мм.
Общее время печати 45 часов.
Показать полностью
11
Общая высота 440 мм. Размах крыльев 350 мм.
Печать на Elegoo Saturn 2. Слой 0,05 мм.
Общее время печати 45 часов.
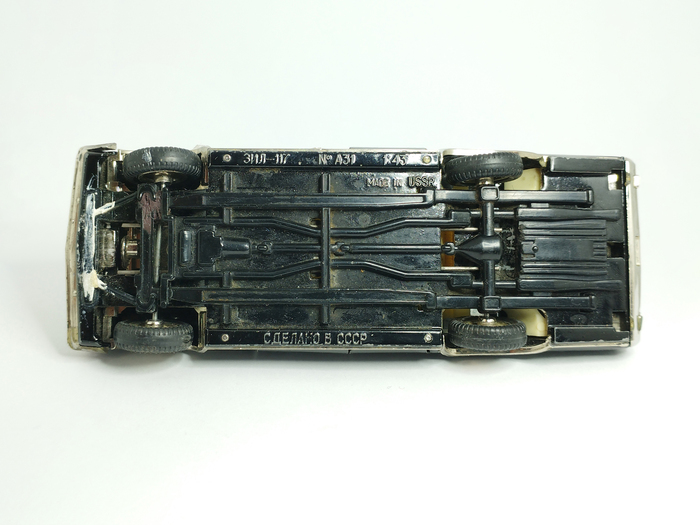
Всем привет! Спешу порадовать вас новым проектом по восстановлению модели ЗИЛ-117.
Пациент попался не из лёгких, как по состоянию, так и своей конструкции. Модель номерная - имеет каталожный номер А31 на донышке, светлый салон и отверстие под антенну на крыше, которая когда-то там была.
Справка по выпуску модели ЗИЛ-117 (А31):
✔️ ~1982 г. - начало производства. Первые пробные экземпляры, не поступившие в продажу, имели капот с направлением открытия в обратную сторону (в народе - "аллигатор";
✔️ 1983 г. - на днище помимо надписи "СДЕЛАНО В СССР" появилась надпись "MADE IN USSR";
✔️ с 1988 без номера на днище и антенны;
✔️ 1992 снова выпускались с номером на днище, но без антенны.
А в таком виде я получил модель в работу:
❌ Утерян левый сигнал поворота;
❌ Отсутствует эмблема "ЗИЛ" (маскот);
❌ Правый сигнал поворота залит клеем;
❌ Отсутствует антенна;
❌ Не закреплён капот;

❌ Многочисленные сколы основной краски на кузове и дверях;
❌ Локальные следы засохшего клея на кузове;

❌ Сильные органические загрязнения, следы пластилина и замазки на донышке и элементах подвески.
Считаю, что ЗИЛ-117 - это одна из лучших моделей производства Тантал/Агат/Моссар. Меня всегда подкупал её "плавный ход", мягко-подпружиненные оси, мягко-открывающийся багажник за счёт специальной конструкции и выполненные из прозрачного пластика стёкла в каждой двери. Согласитесь, модель есть за что уважать!
То, что у модели от отсутствует эмблема "ЗИЛ" (маскот) - не удивительно. Это одна из самых часто-теряемых и часто-ломаемых деталей у моделей ЗИЛ-117 и ЗИЛ-115.
⚠️ Главное правило при разборке саратовских моделей, которое я не устану повторять - это запрет на приложение больших усилий. Так, спустя некоторое время, ЗИЛ был разобран.

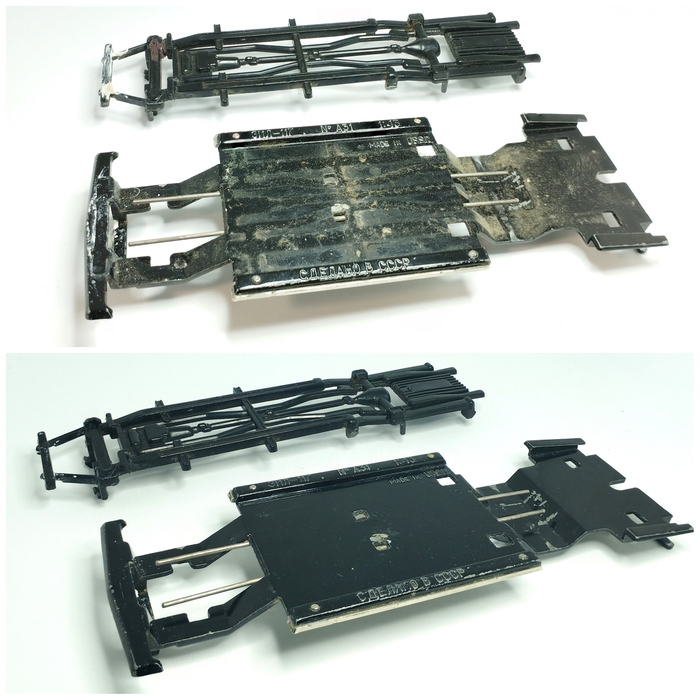
Первое, что хочется сделать при виде деталей - хорошенько их промыть. Позовите Мойдодыра, срочно 😄!
В качестве основной промывочной жидкости я использовал чистый этиловый спирт. А фотографии "до" и "после" промывки скажут всё за меня. Комментарии тут излишни.
Сразу после промывки кузова с дверьми, и защитил поверхности стёкол дверей малярным скотчем (стёклышки просто отказались демонтироваться, а прилагать лишние усилия я не стал).

Чтобы побороться с многочисленными сколами я покрыл модель чёрной эмалевой краской X-1 Black от TAMIYA. Да, прямо по основной краске. Да, без грунта. И, нет, ничего не отваливается))

А затем закрепил результат с помощью ныне дефицитного эмалевого лака Х-22 Clear от TAMIYA. Так, поверхность получилась гладкая и глянцевая.

Учитывая всё вышеизложенное, время сушки деталей было значительно увеличено.
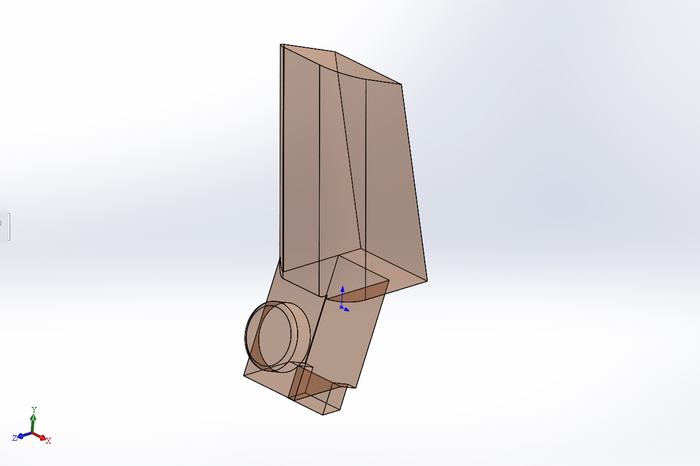
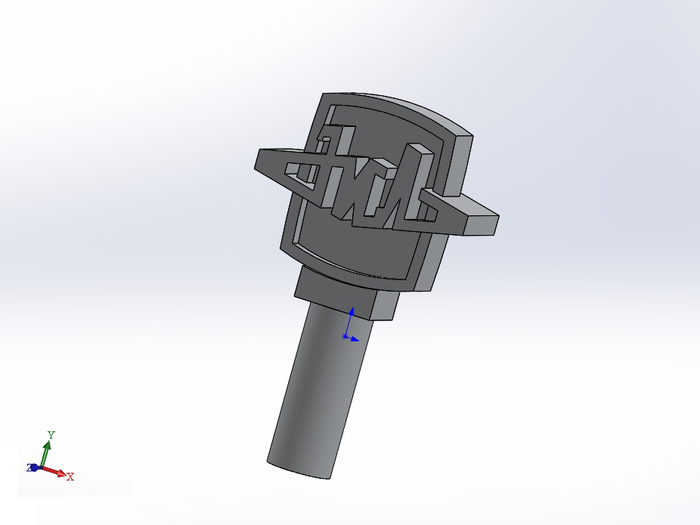
А теперь, перейдём к самому интересному - к трёхмерному проектированию недостающих деталей.
В CAD-редакторе были спроектированы:
Антенна на крышу
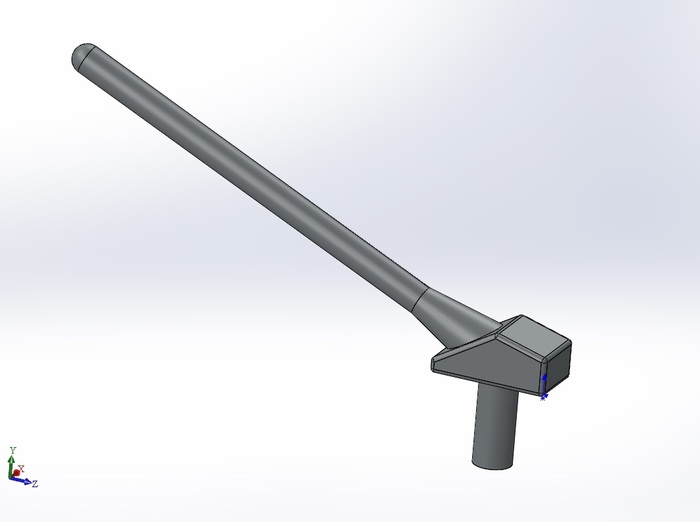
Сигнал поворота (левый)
А модель эмблемы "ЗИЛ" (маскот) я взял из предыдущей работы по восстановлению лимузина ЗИЛ-115.
Детали были распечатаны на фотополимерном принтере Photon mono 4k от Anycubik из смол Green и Clear из линейки Basic. Далее следовала тщательная промывка в спирте и дополнительная засветка УФ-излучением с целью окончательной полимеризации.
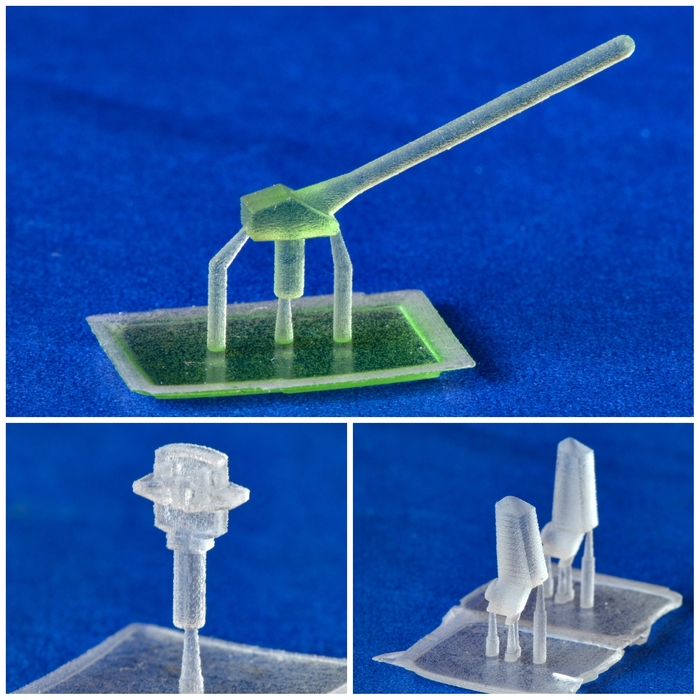
Для окрашивания эмблемы "ЗИЛ" и антенны был использован жидкий хром, для защиты поверхности нанесён всё тот же эмалевый лак Х-22, а для сигналов поворота использован алый лак из серии LP-52 от TAMIYA .

Так, 117-й ЗИЛ был восстановлен и вновь готов порадовать своего заказчика. А у меня в копилочке появился ещё один успешно завершённый проект.







А вот, для наглядного сравнения, фото героя статьи с постномерным ЗИЛом-117 (справа). По сути, отличия минимальны: исчезли каталожный номер (А31) с антенной, а салон стал отливаться из другого по цвету пластика.

Традиционно оставляю ссылку на оригинальную публикацию на свой основной канал.
А пока, до связи!
С уважением, Сержик Моделист.

Немного странно писать этот пост в конце марта, но лучше поздно, чем никогда.
Помимо украшений с цветами я занимаюсь созданием новогодних игрушек.
Зимой украшения востребованы чуть меньше, что логично, и тут на арену выходят они - новогодние игрушки.

За два новых года, в общей сложности, я сделала свыше 1000 игрушек. Да, я считала.
В 21 году мне прилетел корпоративный заказ на 100 наборов игрушек (в каждом наборе по 6 шт), плюс были отдельные заказы. Для меня это было значимым событием, ведь мои игрушки дарились клиентам не только в России, но и в Европе.


В 22 году ажиотаж был не меньше, около 50 наборов и около 250 игрушек ушли поштучно.
Эта аналитика в цифрах меня поражает и удивляет, неужели это все сделала я.



Спасибо большое за отклик и приятные слова в предыдущем посте.
Для меня это правда очень ценно и приятно, как для новичка здесь.😊
Броши первые 1.5 года я не делала вовсе, лично я этот аксессуар не ношу, а значит другим зачем?😁 Но стали поступать вопросы/запросы и пожелания. А значит другие это не я (вот это открытие).
Начались поиски техники и стиля, как и что.
Сначала были броши в технике петри, потом я её усовершенствовала (не обошлось без курсов), добавила своего и стали получаться вот такие красочные изделия (покажу суть техники на фото брелоков).



Работать с красителями интересно, но было решено от них отойти и оставить как технику для тех же брелоков, например, либо иногда возвращаться к ней, как придёт вдохновение.
Отойдя от темы, вот брелок в такой технике, был сделан для соревнований по сапсерфингу Кубок Волги, который проходил у нас в области.

И в итоге вернулись к тому, с чего начали - цветам. Сделала пару коллекций, разошлись мгновенно.😁
Тут все вроде просто, цветы, смола, композиция и кропотливая обработка.
Обработка изделий это вообще отдельная большая тема, а пока держите броши.😊
Их оочень много, покажу самые любимые.








Продолжаю серию этих цветовых сочетаний, уж очень нравится.

Если взять кулон в руки, создаётся ощущение, что красная краска внутри перетекает ✨
Подложка поталь - сверху прозрачная смола и слои разных красок.

Видео:
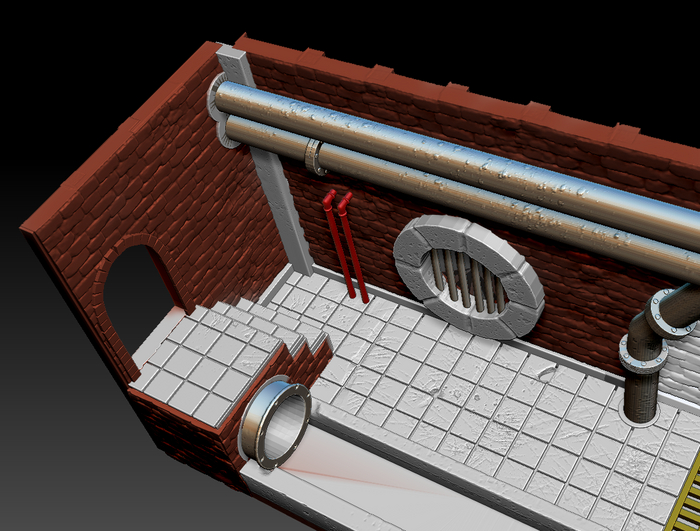
Сделали фрагмент канализации для черепашек ниндзя
Задача была следящая, изготовить базу для коллекционных фигурок, шириной 80 см, разделённую на две части, слева для цветных фигурок, справа в стиле чёрно-белых комиксов для фигурок в этом же стиле

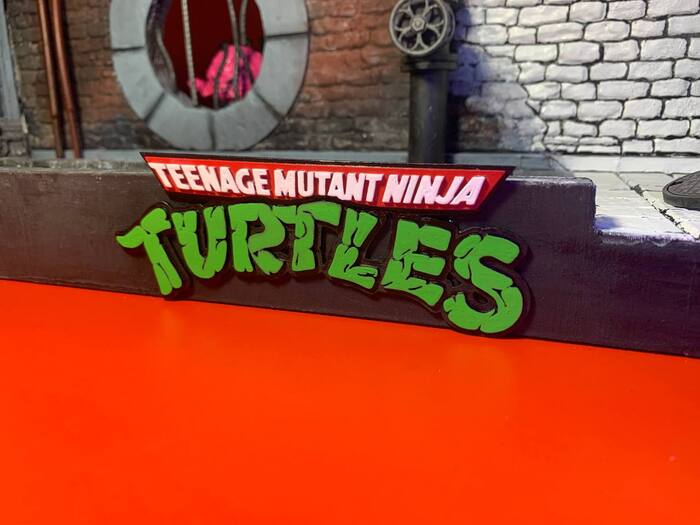




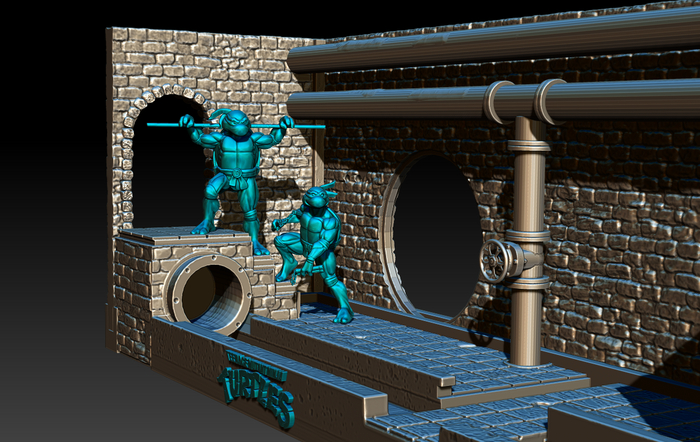
Фото от заказчика своих черепашек, которые он поставит с правой стороны базы

А теперь о процессах.
Первым делом сделали и согласовали 3д модель
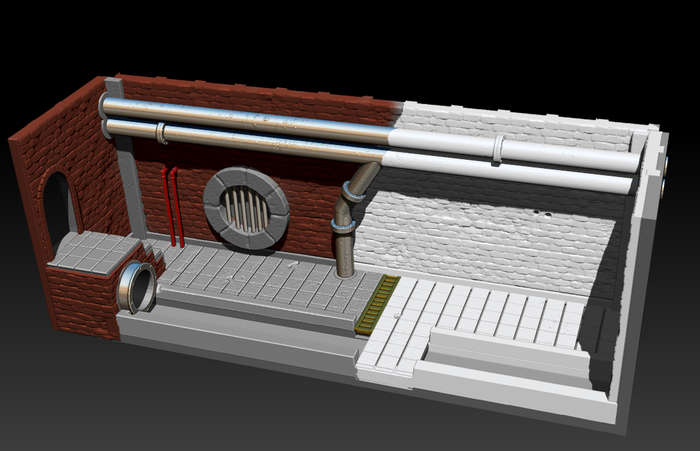
После разделил на части под размер своих принтеров
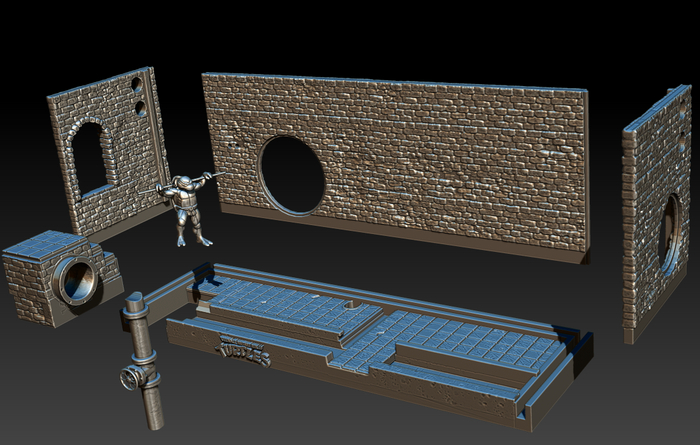
Потом печать на FDM принтерах саму базу

Воду, логотип, люк, трубу с вентилем, решётку и гнутую арматуру печатал на SLA принтерах
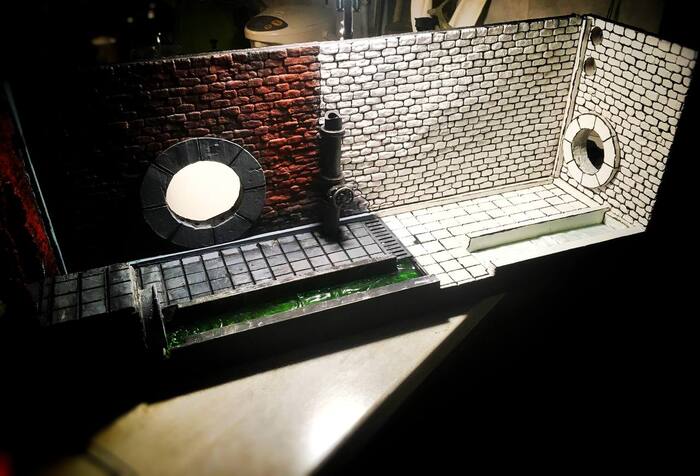
После грунтовка и покраска, с правильным освещением, смотрится особенно чётко, особенно кирпичи

На днях отправлю и будем ждать фото с черепашками)
Всем привет ! Сейчас мы пробежимся по материалам, из которых мы делаем заказы. Тут будет небольшой обзор каждого материала.
Гипс.

Гипс - один из самых популярных материалов для изготовления декора.
+
Он быстро схватывается.
Его легко красить акрилом, маркерами, баллончиками.
Низкая цена материала. 850 р - 40 кг (марка Г - 16). На один средний палец уходит 500 гр. Это 10.6 р за само сырье.
Можно отлить большой тираж продукта. В одну форму можно залить от 2000 до 5000 пальцев.
-
Нужно отдельное помещение
Хрупкий и тяжелый товар (нужно хорошо упаковывать)
Долгое время сушки. Палец высыхает полностью за 4 дня.
У нас есть своя линейка декора из гипса. В наличии у нас бюст Афродиты, палец, забор ПО-2, кашпо NIKE. В группе в VK представлены наши работы.
2. Бетон

В силиконовые формы также можно лить бетон.
+:
Брутальная фактура
Легко красить
Низкая цена. 25 кг - 250 р. Один такой котик вышел на 1 кг это 10 р.
-:
Одна отливка схватывается за сутки. Можно делать и 2 отливки за сутки, но нужно химичить с составом. Добавлять пластификаторы например.
Хрупкий и тяжелый товар (нужно хорошо упаковывать)
3. 3D печать. Пластики ABS, PLA, PETG

На заказ печатаем художественные объекты из разных пластиков. Если не нужна обработка то берем PLA или PETG. Если нужна, то ABS. (иногда для обработки берем PLA. мажем дихлорметаном)
+:
Широкий выбор цветов
Оперативное изготовление 1 шт
Высокая детализация (еще выше у SLA 3D печати)
-:
Нужна ферма 3D принтеров для изготовления партии
Ограниченное поле печати принтеров. В среднем поле у принтера 20 на 20 на 25. Если деталь больше поля печати, то нужно "резать" модель и склеивать 2 и более половинок
Дорогая и долгая постобработка (нужно много шкурить, грунтовать, шпаклевать)
Планируем перейти на композиты из-за легкости обработки.
4.Пенопласт
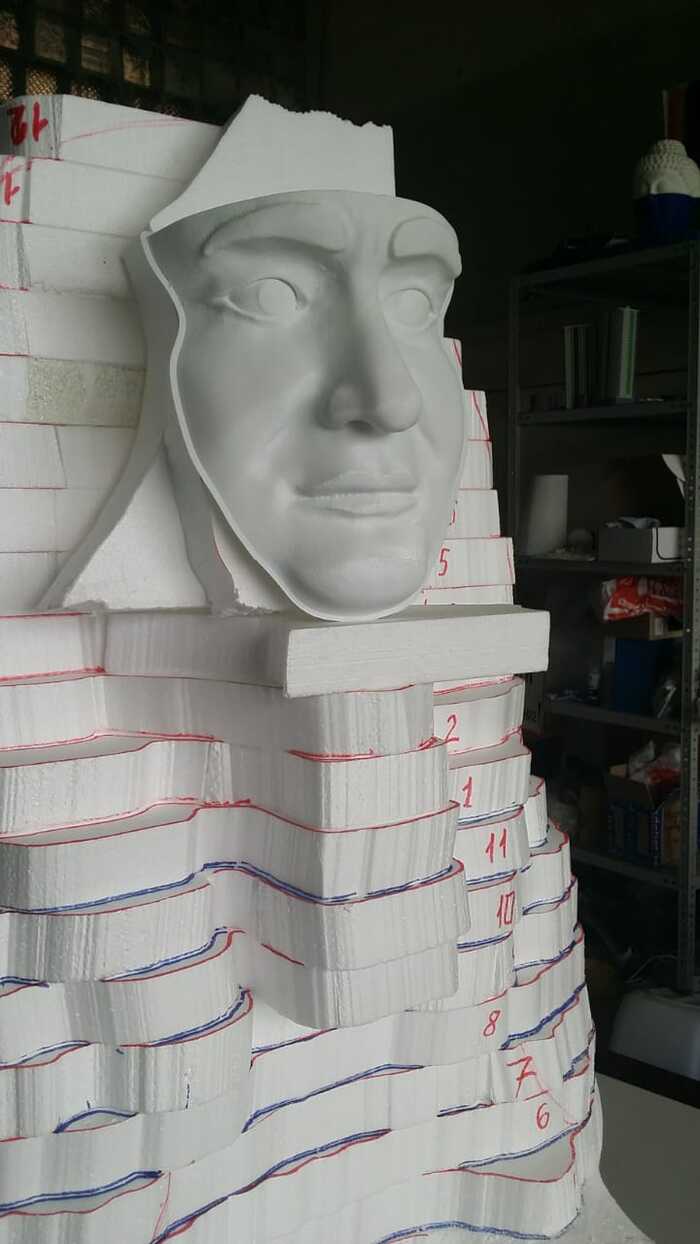

За 2 года деятельности работали с пенопластом один раз. В июле 2022 делали вот такого огромного льва. Лицо напечатали на 3D принтере, а основу сделали из пенопласта. Укрепили смолой со стекломатом.
+:
Легкость готового изделия
Низкая цена материала
Легко красить
-:
Нужно укреплять для улицы
Нужно отдельное помещение (желательно с большой площадью)
Требует специальных инструментов для обработки (например, нагреваемая проволока)
Укрепляли эпоксидной смолой. Обычно укрепляют полиэфирной смолой, но она очень вонючая. Пока мастерская не позволяет выполнять такие объемные работы с помощью полиэфирки.
5. Силикон

Силиконовые формы нужны в том случае, если у нас большая партия или мы хотим лить изделия на постоянной основе.
+:
Можно отливать от 1000 до 7000 (примерно) изделий
Можно лить гипс, бетон, смолу, шоколад, жидкий пластик
-:
Нужно делать двухсоставную форму для сложных моделей
Обработка шва на модели (ну это фигня ) :)
...
Пока остановились на 5 материалах. Как вы заметили, мы комбинируем разные материалы для выполнения заказа. Например, у нас заказали бюст ленина 18 см.
1. Ищем 3D модель
2. Ставим на печать из пластика. Доводим до мастер-модели.
3. Делаем силиконовую форму.
4. Льем гипс, бетон.
Материалы, которые планируем попробовать и внедрить в наше бюро - жидкий пластик, дерево, металл, полиэфирную смолу, картон, ткани.
Мы еще относительно "зеленые" по сравнению с крупными производствами и за нашими плечами не такое большое разнообразие по видам материалов. Но мы будем стараться осваивать новое !
Спасибо за внимание ! Если какой то + или - упустил, обязательно напишите в комментариях.
https://vk.com/sukrasivo - тут вы можете ознакомиться с нашими работами.
Кстати, сегодня решил закрыть линейку декора из гипса. Будет отдельный пост.

Не пишу, как о новинке. Пишу, как это делаю я
Итак, на дворе 2020 (был), заказал я себе 5-тонник со слебами, чтоб было чем заниматься между большими заказами.

Рассортировал по размерам и красоте.
Для заливки выбрал большой слэб 2100*1000/1100, толщиной 100мм
Для начала откалибровал его. И это первый этап работы. Делается это для того чтобы слэб плотно прилегал к основанию, на котором будем заливать. К слову, основание должно быть ровное. Смола под него попадать не будет. Уменьшаем объем заливаемой смолы и объем работ по обработке.

После калибровки нужно подготовить основание. Его я делаю из ЛДСП. Дополнительно покрываю скотчем (фото не сделал). Иначе смола склеит стол и основание, а вот от скотча легко отлипает.
Основание выставлено по уровню.

Опалубка. К этому делу я стараюсь относиться с особым вниманием. Напилил опалубку из ЛДСП, обклеил скотчем. Поставил по периметру слэба, притянул саморезами к основанию, предварительно, добавив герметик. Также опалубку гермечу со всех сторон. Даю отдохнуть день/два и приступаю к заливке.

Заливка. Так как объем большой, просрать смолу не хотелось, поэтому первый слой я залил тонкий, смолой (назовём ее быстросохнущей) для того, чтобы проверить опалубку и основание. Этой же смолой покрыл весь слэб, для того, чтобы при дальнейшей заливке смола не вытягивала воздух из дерева, и не было пузырей.
Первая смола полимеризуется сутки. Это удобно в ряде случаев. Минус один- толщина заливаемого слоя маленькая- 15мм. Напомню, слэб после калибровки 75мм.
Далее идет основная масса заливки. Для этого я взял смолу с возможностью заливки 40мм. Полимеризуется такая трое суток. Изначально имеет жидкую консистенцию- это я отнесу к плюсам, т.к. пузыри воздуха выходят сами. В густой смоле пузырям выходить сложнее.

Т.к. слой заливке больше, чем может за раз покрыть смола, значит заливку делим на два раза.
Как в этом случае одинаково заколеровать обе партии. С учетом того, что в стол зальется 65-70 кг смолы. Заливаю я ведрами Леруа, т.е. две основные партии заливки делятся еще на несколько ведер. Значит каждую смесь смолы и отвердителя мне нужно было заколеровать одинаково.
Смола у меня имеет цвет, но при этом она прозрачная, видно что в дереве залито.
Возможно есть какой-нибудь способ удобнее, я сделал так: посчитал объем заливки, посчитал сколько мне на это нужно отвердителя, налил нужную массу отвердителя в отдельное ведро и заколеровал его. Я добавлял к смоле уже заколерованый отвердитель. И вся масса получилась одного цвета.
На фото выше видно пузыри в последней дозаливке. Я их убираю газовой горелкой или строительным феном.

Наверное следует сказать про межслойную заливку. Это период времени, в который нужно заливать второй или последующие слои для:
1. Наилучшего синтеза слоев
2. Чтобы не было видимой полосы между слоями, если будем смотреть на торец стола.
3. Чтоб смола не закипела
Так вот моя смола полимеризуется трое суток. Период межслойной заливки 24-36 часов. Т.е. с момента замеса компаунда, должно пройти 24 часа, для того чтобы заливать второй слой. Но не более 36. В этот период смола похожа на мёд.
Если прозевал этот период- жду полной полимеризации. Далее наждачкой матирую смолу, чтоб следующему слою было за что зацепиться.
Также всегда при более менее крупных заливках, я делаю несколько заготовок для остатков смолы. Остаётся смола, чтоб не пропадать, заливаю мелочь.

После заливки столешка снова идет под фрезер на выравнивание.
На этом этапе открываются небольшие кратеры в смоле. Пустот в дереве много, смола весь воздух продавить не может. На этапе выравнивания открываются такие кратеры, которые снова нужно заливать.
В данный момент стол на шлифовке. Смолу я шлифую 120-180-240-320-400-500-600, кароч до 1500-2000 зерна. Начиная с 600 добавляю воду. Далее полировка.
Сейчас спустя два года стол расконсервировали. Добьём форму- она мне не нравится. И будем искать куда его пристроить









