Решил я выложить вторую версию своей системы хранения всякой мелочи, которая переросла во всю стену.
Эти ящики прожили с 2019 по 2025 год, пережили три переезда.
максимальное количество ящиков до первого переезда
До этого была первая версия в предыдущем посте - Ящики печатные
В общем надоели мне как-то пирамидки из падающий ящиков и решил я сделать другие, а заодно попытаться более компактно уместить все.
Первая партия была успешно отпечатана и прошла тестирование на стуле.
А зачем была закреплена на стене в импровизированном стеллаже.
Потом пошло-поехало, я стал массово печатать на 3д принтере эти ящики, пробуя petg и abs материал. Из petg получались, а из abs приходилось склеивать и подгонять к товарному виду их. Но все получалось.
Потом, когда я наконец-то сделал нужное количество ящиков, случилась неприятная история, и я съехал с квартиры.
упакованные ящики в процессе первого переезда
Пришлось некоторое время жить с минимальным количеством хлама, основная же часть ждала меня на даче.
временное рабочее место
После я снова переехал в другое жилище и большая часть ящиков начала заселять стену.
попытка определить добро на стене
Тогда столкнулся с тем, что их количество не помещалось в отведенное место и пришлось максимально закрывать имеющееся под мое творчество пространство.
я на фоне рабочей зоны
максимально заполненная стена в рабочей зоне после первого переезда
Все было хорошо, если бы не пришлось снова освобождать жилплощадь.
Ящики переместились в другую квартиру и начали осваивать новую территорию.
заполняется место на столе после второго переезда
Но со временем я понял, что иметь разноцветную кучу органайзеров не очень... и решил переделать их в другой формат, сохранив заданные позиции от тумбочки до стола.
часть ящиков из второй части и процесс изготовления третьей
Об этом варианте думаю будет третья часть, хотя возможно и не последняя.
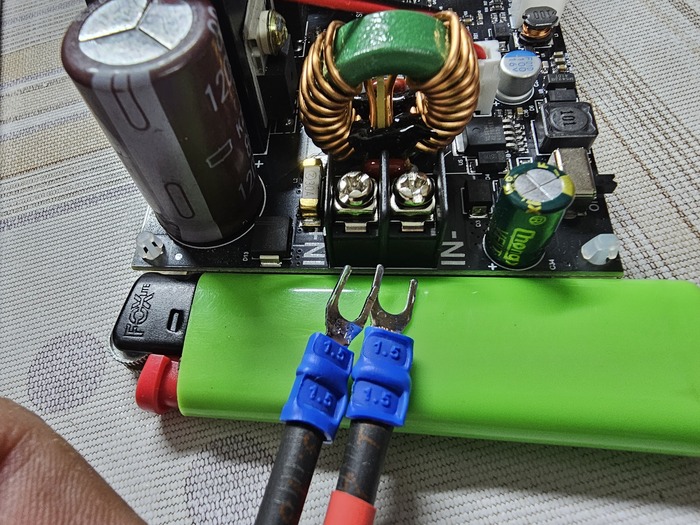
Всем здравствуйте. Вряд-ли я первый столкнулся с такой задачей. Приобрёл приблуду для баловства с DC. Китайские товарищи предлагают на этих колодочках пользоваться токами 20-25А, закатал в U-клемму провод 4 мм2, шире уже в колодку не лезет по ширине "усов". Предложенное соединение естественно греется, не то что бы знатно, но за 10 мин испытаний вполне себе пальцометром ощущается. У меня же предполагается длительная работа к тому же. Колодок таких 2шт и греются они одинаково))) Что на вход, что на выход ))) Вот раздумываю нет ли какого фабричного решения, переходника с меньшего размера на бОльший, чтоб вкрутит какуюнить хераборину в эту колодку для увеличения площади контакта? У меня пока только созрело - удалить крайние бортики с колодки, взять шинку медную, сделать ее "веслом", под размер ее обточить, тонкую часть родным винтом присобачить к колодке, а уже с толстой стороны под м4 и О-клеммой уйти в провода. Может уже изобретено что то, что не даст дороги творчеству? Я даже не знаю как такой переходник обозвать для поиска, если он существует. З.Ы. Выпаять колодку и впаять другую, наверное, вполне себе решение, но по месту не разгуляешся, плотно элементы к этим колодкам.
И снова бессвязный текст и фотографии. Продолжение мазохистской серии.
Дисклеймер: пост унылый и малоинтересный. ничего не рекламирую, зарабатываю на кусок хлеба сам, донаты не прошу, услуги и подписки не предлагаю, спасибо.
Итак, главные дефекты станка, а именно никудышняя жёсткость станины и отвратительный двигатель, в паре с убогой электроникой были относительно успешно преодолены.
Почему относительно? Потому что абсолютная стабилизация станины по всем осям невозможна, исходя из соотношения массы, длины, толщины, ширины и типа внутренних усилений.
Сопромат не нае%ёшь.
Да и про то, что чугун не гнётся, говорят обычно люди, поршневые кольца в руках не державшие.
1/2
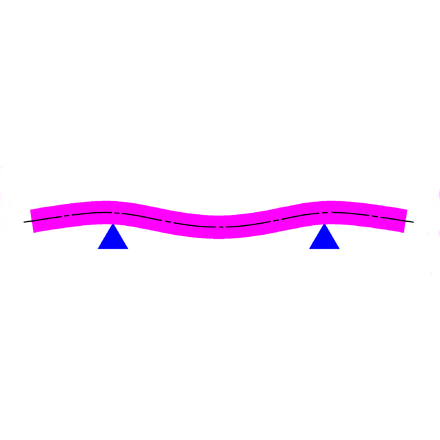
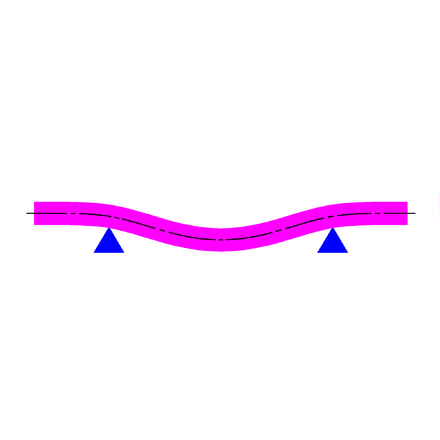
Во первых, в идеале точки опоры станины такого форм-фактора обязаны располагаться в точках Бесселя или Эйри, 0,5594 и 0,57735... от длины балки, соответственно. Достаточно посмотреть на антикварные станки тех времён, когда инженер умел думать и считать, а не реализовывать идеи эффективного менеджера, оптимизировавшего техпроцесс до последнего цента.
Во вторых, ширина и толщина стенки станины недостаточны процентов на 40, равно как и схема размещения внутренних рёбер жёсткости.
Эта проблема более-менее устранима , но только единственным способом: жёсткая привязка к жёсткому основанию, имплантация заглушки в отверстие под переднюю бабку с выносом мотора, и замыкание внутренних рёбер с бетонированием и опорой на основание.
1/4
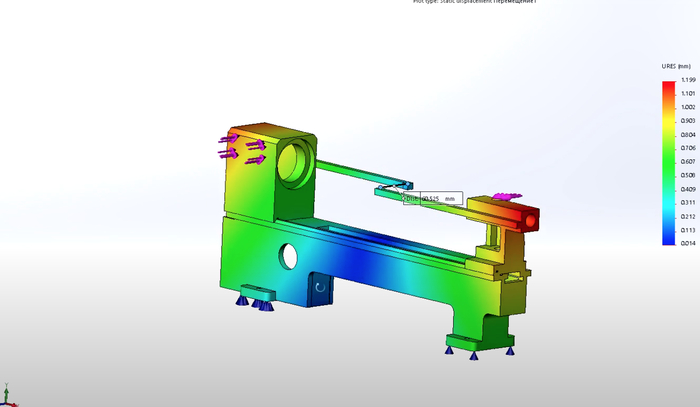
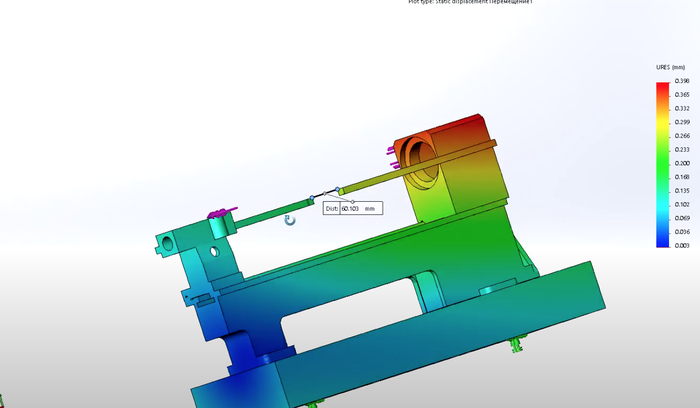
Реакция по упрощённой модели, без дополнительных точек опоры.
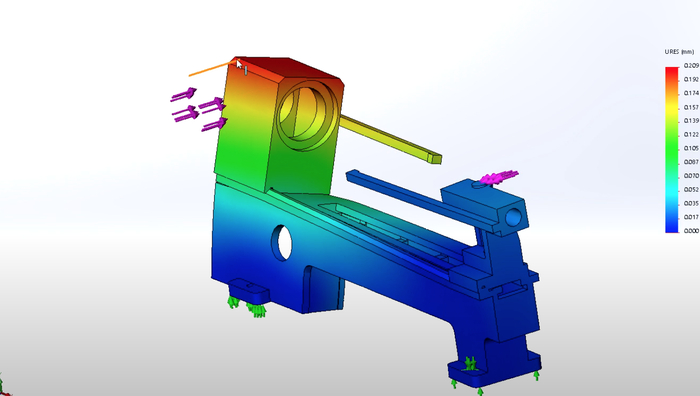
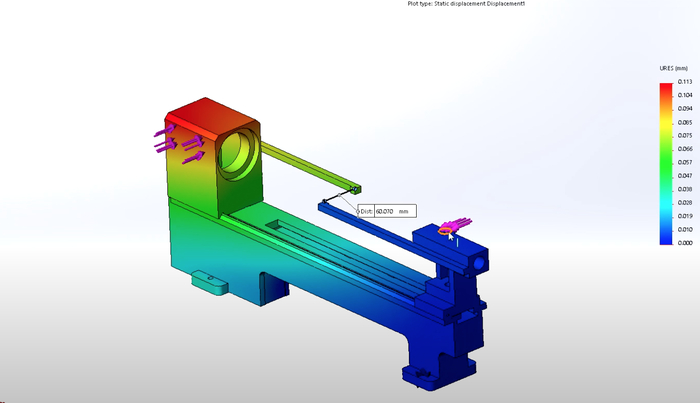
Сводные результаты, солидворкс, по упрощённой модели, в идеальных условиях.
К вопросу о клоунаде, идиотизме, и на кой чёрт это всё нужно, если "из коробки же работает".
Его Ворсейшество задаёт тон всему помещению
Это тот максимум, который можно выжать из такой станины, без ущерба для рабочих характеристик. Если полностью забетонировать, или добавить диагональные усиления - жёсткость, разумеется, улучшится.
Но следует понимать, что при этом стружке будет некуда деваться, и рано или поздно можно словить нехилую производственную травму, примерно как от работы с УШМ без кожуха, только с большими последствиями.
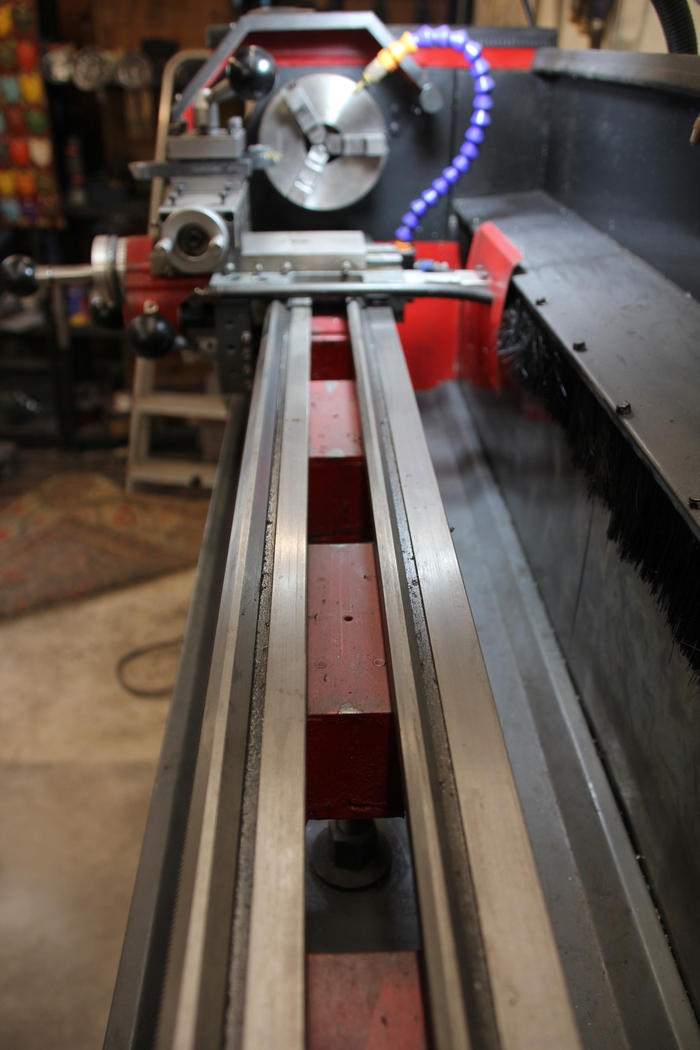
Каретка суппорта.
По выходу с завода, индукционную закалку имеют только верхние направляющие.
Нижние, наружные, служат для прижима каретки суппорта, их плоскопараллельность и чистота обработки обеспечивают как жёсткость суппорта, так и плавность перемещения с отсутствием отгиба при работе.
Здесь вырисовывается очередная засада: процесс изготовления начинается с фрезеровки, проходит через шлифовку, а в конце натыкается на сборщика, вооружённого болгаркой.
Итого, что имеем: послеотливочную цементацию поверхностного слоя чугуна сдирает фреза, геометрия выводится шлифовкой, закалка пропускает эти направляющие, оставляя мягкий как дерьмо чугун (по бринеллю твёрдость до 180 Hb, это примерно как 45 сталь, но с ничтожным сопротивлением абразивному износу) а затем поверхность нижних направляющих убивается вхлам обезьяной-сборщиком.
Давайте подумаем, какого хрена эта сволочь вообще полезла что-то подгрызать? Ответ неочевидный и двухфакторный.
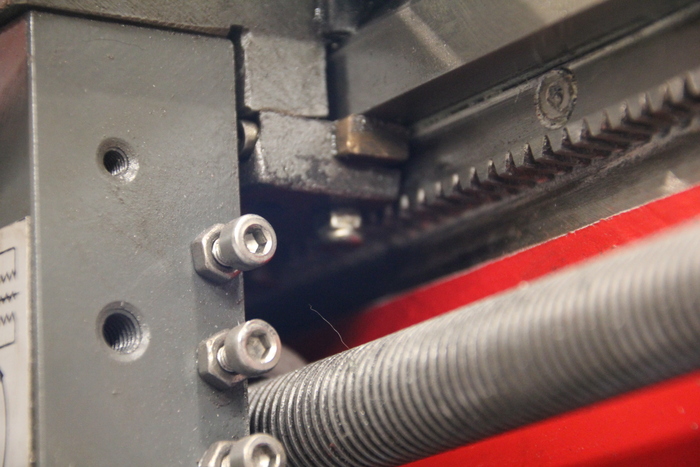
Во первых: сырая и мягкая как фекалии зубчатая рейка продольной подачи, которая плохо ложится в угол, под левую прижимную направляющую, и вместо того чтобы шлифануть саму рейку, сборщик начал выбирать этот угол в самой станине, куда не достал шлифовальный камень, попутно захерачив пару ямок на плоскости.
(Рейка, кстати говоря, хоть и со стандартным модулем зуба, но имеет нестандартные размеры, сфрезерована до толщины 8,04мм, и когда (а не если) замнутся зубья - хрен закажете аналог, кроме как от дяди Ляо)
Во вторых: конструкция нижних прижимных планок каретки.
1/2
На фото в очередной раз видно качество обработки, включая сквозную дыру на направляющей призмы
Они представляют собой два куска фрезерованного по верхней плоскости чугуна, разумеется тоже ободранные болгарочкой. Любая регулировка силы прижима просто отсутствует.
(не считать же запасом регулировки щели по примыканию, и болтики м5 без гроверов)
Что на выходе?
- 3 месяца работы по перешлифовке и шабрению нижних направляющих.
- Около 2 месяцев, отливка бронзовых вкладышей, фрезеровка прижимных планок, шабрение, снова шабрение, ещё раз шабрение и регулировка.
В идеале, нужно было делать клинья, но фрезеровать такое на токарном - занятие противоречивое, с сомнительным итоговым результатом, в плане выставления и сопряжения углов.
Технической возможности сделать это с приемлемым качеством не было, поэтому такой вариант. Прижим многоточечный, через гужоны, контрящиеся гайками.
Итоговая жёсткость хорошая, плавность хода была бы идеальная, если бы не люфты в фартуке. Но это уже другая история.
Бронза для отливки БрОЦС5-5-5, добытая из низкоскоростных редукторов, с той же свалки-кормилицы. Это группа с добавлением олова в составе, и в отличие от марки БрАЖ имеет гораздо лучшие антизадирные свойства, хоть и по прочности проигрывает. Тип бронзы с опытом достаточно легко определяется по магниту, зерну на изломе, температуре начала образования побежалости, всплыванию лигатуры (вроде цинка) в расплаве, и главное, виду донора.
Почему именно эта марка бронзы? хорошо скользит, мягче станины, не легирована железом.
Латунь не подходит. Объяснять почему, думаю не нужно.
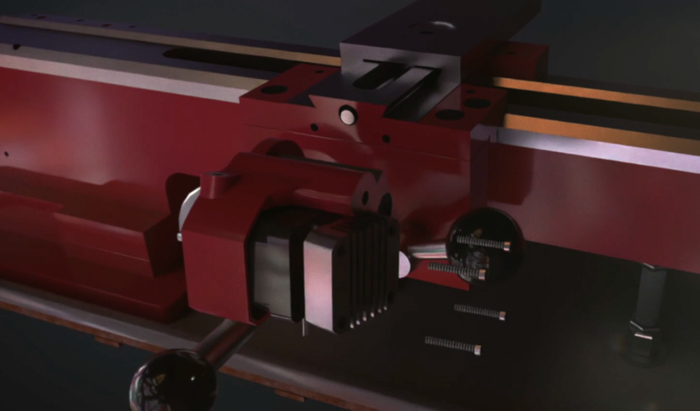
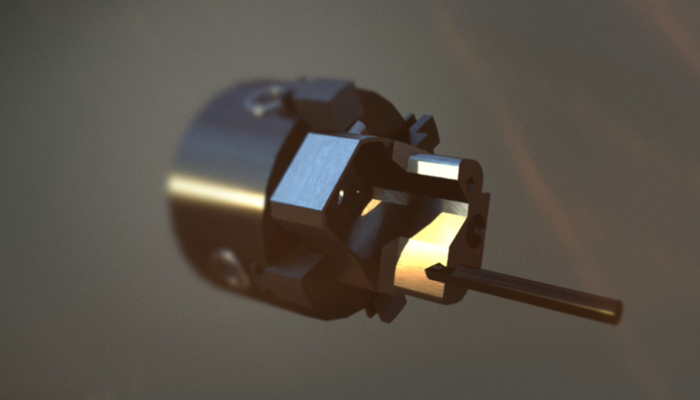
В завершение, анонс видеоролика о изготовлении сервопривода поперечной подачи, и устранения люфтов.
1/8
Снова колхоз, рисовал, рендерил и анимировал в Sketch Up, который вообще для этого не предназначен.