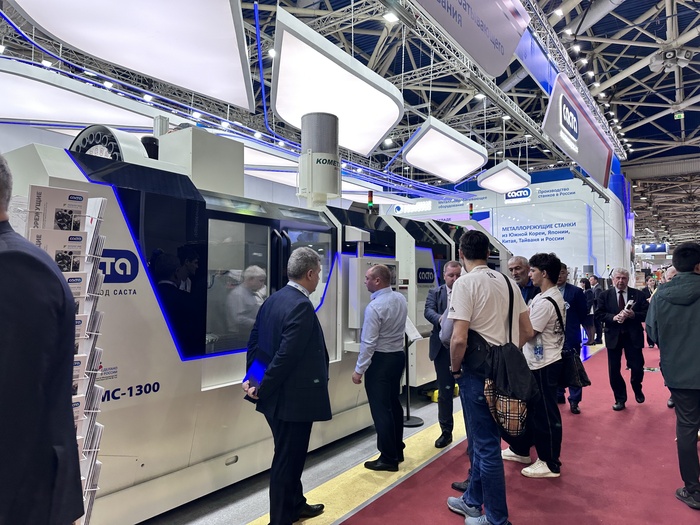
Станкостроительный завод «Саста» принял участие в крупнейшей в РФ тематической выставке "Металлообработка-2024"
На совместном стенде «БПК» (головная компания) и «Састы» стенде было представлено металлообрабатывающее оборудование российского и иностранного производства:
СТАНКИ РОССИЙСКОГО ПРОИЗВОДСТВА «САСТА»
- НОВЫЙ фрезерный обрабатывающий центр мод. ВМС1300, размер стола 1500х660 мм, ВТ50, - пост о нем обязательно выложим! Этот станок широко применим на машиностроительных заводах и предприятиях ОПК. Предназначен для силовой обработки, в том числе тяжелых металлов. Вся линейка фрезерных станков в будущем будет производиться на нашем новом заводе в Санкт-Петербурге.
- Токарно-фрезерный обрабатывающий центр мод. НТ500С10Ф4 с осью Y, max диаметр и длина обработки Ø600х1000 мм, - наш бестселлер, станки серии НТ с наклонной станиной эксплуатируются на многих промышленных предприятиях РФ
- Токарно-фрезерный обрабатывающий центр мод. НТ250 с осью Y, max диаметр обработки Ø210 мм - "младший брат" модели выше.
- К сожалению, не смогли продемонстрировать на выставке наш новый флагман - 5-ти осевой обрабатывающий центр НТ700-5Х, поддерживающий полноценную 5-ти осевую обработку. Это многофункциональный станок, необходимый для производства сложных деталей и ответственных узлов для двигателестроения и авиации. Изначально планировали привезти этот станок на выставку живьем. Но он уже продан – готовится к отправке заказчику (авиастроение). Обзор на данное оборудование обязательно выложим - а ниже (для затравки) предлагаем пару фото со сборки.
Что ж, это было... долго. Дисклеймер: написание данной статьи состоит не только из исторически проверенных фактов, но и, в значительной степени, из моих домыслов. Огранка как искусство очень сильно теряется в веках, и доподлинно установить некоторые временные рамки, а также определенное применение технологий невозможно.
Для начала будет некоторое количество риторики: а можно ли отнести к огранке процесс отбивания одного камня другим для получения острой режущей грани? Если так, огранка – буквально, самое историческое и значимое ремесло в истории человечества, которое привело к появлению первых орудий труда, без которых не могло бы быть дальнейшего прогресса. Но это уже прям совсем утрировано, вернемся с высот философских рассуждений на грешную землю.
Первые достоверные попытки огранки камней можно отнести к эпохе Двуречья (Египет, ок. III в до н.э.). Вряд ли это можно назвать огранкой в прямом смысле этого слова – мастер просто приполировывал, в меру своих сил, природные грани камня, достигая какого-никакого блеска и прозрачности. Ни о какой задаче формы речи не идет, как и о качестве изделий – камни просто немного открывали свой природный цвет.
Примерно такие же камни, кстати, использовались до XVII в. в украшении икон – камни располагались на окладе в довольно хаотичном порядке, закрепленные по одному, обычно, в глухую закрепку. Помимо этих отполированных природных кусков, использовались еще и кабошоны – и на них мы остановимся отдельно.
Кабошон – огранка камня, как правило, в полусферу (с вариациями, но общий смысл вы поняли). Верхняя полусфера камня «закатывается» в выпуклую или другую криволинейную поверхность, которая, в зависимости от камня, может проявлять разные интересные оптические свойства. Характерные примеры – «кошачий глаз», астеризм – особенности структуры камня образуют причудливую игру света, проявляющую светлую (реже – темную) полосу по оптической оси камня, а во втором варианте – многоконечную звезду. Этот рисунок образуется, в первую очередь, благодаря различным игольчатым включениям в камне и их ориентации по оптической оси.
Слегка нетипичный кабошон. Разница заключается в том, что этот – прозрачный , а на дне рисунок вырезами
Кабошоны также появились в глубокой древности, но уже требовали определенного мастерства и использования некоторых подручных инструментов. Ввиду того, что действительно дельные ограночные приспособления еще не были изобретены, в ход шел плоский камень, посыпанный песком. Песок, как абразивный материал, помогал добиться большего съема и сократить время работы, но все равно обкатка одного камня занимала большое количество времени.
Следующей важной вехой для огранки было, вероятно, изобретение гончарного круга. Посмотрели на эту вращающуюся платформу огранщики, сыпанули туда песочка, плеснули водички, да и начали полировать. Более высокая скорость движения поверхности относительно грани камня давала не только бóльший съем, но и лучшую чистоту полировки. Предположительно, примерно одновременно с этим появились и первые зачатки огранки в современном ее понимании – мастера заметили, что определенные камни с определенными углами граней выдают куда более приятную игру света, что начали использовать. Правда, эксперименты были прям на все деньги, так что каких-либо значительно качественных камней не предвиделось до XV века.
А теперь самое интересное. В 1454 г. некий голландский мастер Людовик ван Беркен в процессе своих изысканий обнаружил, что при соблюдении определенных углов и количества граней, алмаз приобретает неожиданно хорошую игру света. Впоследствие результаты его наблюдений назовут «бриллиантовой» огранкой.
Ремарка: абсолютно достоверных сведений по поводу изобретения ван Беркеном чего-либо нет, как нет и абсолютно точного отрицания его вклада в огранку. Известно наверняка лишь то, что мастер занимался огранкой, гранил алмазы и памятник ему находится на одном из домов в Амстердаме – на нём Людовик ван Беркен держит в руке ограненный алмаз
"Нельзя просто так взять и сделать хорошую огранку". А вообще в руке он держит ограненый алмаз, а не делает жест Боромира из Властелина Колец. Фото с Википедии
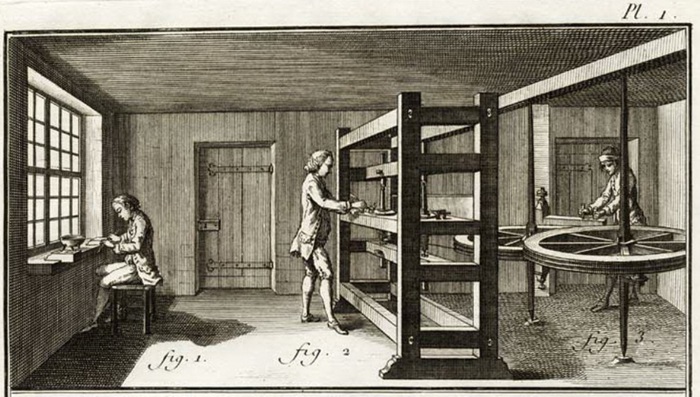
Мало того, ван Беркен еще и придумал концепцию ограночного станка в том виде, в котором он, с некоторыми современными дополнениями, дошел до наших дней. В широком смысле это шпиндель с приводом, на который крепится сверху ограночная поверхность – планшайба. Само собой, за века привод станка менялся от старинного ручного до современных электродвигателей, позволяющих не только исключить из процесса тяжелый физический труд, но и весьма точно контролировать скорость вращения планшайбы.
Первые ограночные станки. Гравюра из интернета, изначальный источник неизвестен
В 1919 году Марсель Толковский – бельгиец русского происхождения, воспитанный в стае волков семье ювелиров – оценил качество огранки от современников, поморщился, да и вывел куда более совершенную с точки зрения игры света огранку алмаза, в настоящее время называемую Кр57 – круглый, 57-гранный камень. Эта клиньевая огранка, собственно, используется и по сей день не только для алмазов, но и для множества других камней.
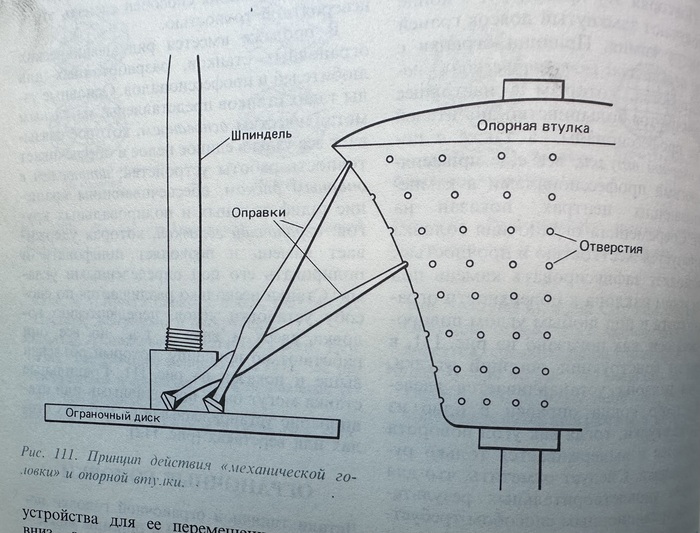
Весьма интересна еще и тема, связанная с закрепкой камня. Как мы узнали из предыдущих абзацев, на игру света и насыщенность камня сильно влияют углы, под которыми устанавливаются на него грани (то есть, под каким углом камень прислоняют к плоскости абразивного покрытия). Самые первые попытки огранки делались, понятно, «на руках», что фактически исключало возможность точного подбора углов и направлений. В дальнейшем появились палочки, на которые крепился камень, и которые, в свою очередь, устанавливались на вертикальную стойку с отверстиями под разными углами. Словами это конструкцию описать немного проблематично, проще посмотреть на картинку и понять всю примитивность этого устройства.
Те самые палочки и принцип их работы в сочетании с опорной втулкой. Иллюстрация из Руководства по обработке драгоценных и поделочных камней (Дж. Синкенкекс, издательство «Мир», 1989 г.)
Отдельный уровень треша заключается в том, что эта простейшая система не только не была вытеснена более современными и точными устройствами, но и широко используется по сей день. Качество, как вы понимаете, зависит от нереального скилла мастера, но обычно все равно так-сяк.
После того, как огранщики в край задолбались заниматься такой ерундой, начали появляться первые подобия квадрантов. Квадрант – фактически, высокотехнологичный аналог палочек, позволяющий контролировать не только угол, но и поворот камня относительно центральной оси. Для чего это нужно? Симметрия в камне позволяет улучшить впечатление от него и дает более правильную, приятную глазу игру света. За правильное и симметричное выставление граней отвечает специальная шестерня на квадранте, которая, в зависимости от требуемой сложности и количества граней, может иметь от 8 до 96 позиций (меньше смысла не имеет, а больше встречается весьма редко).
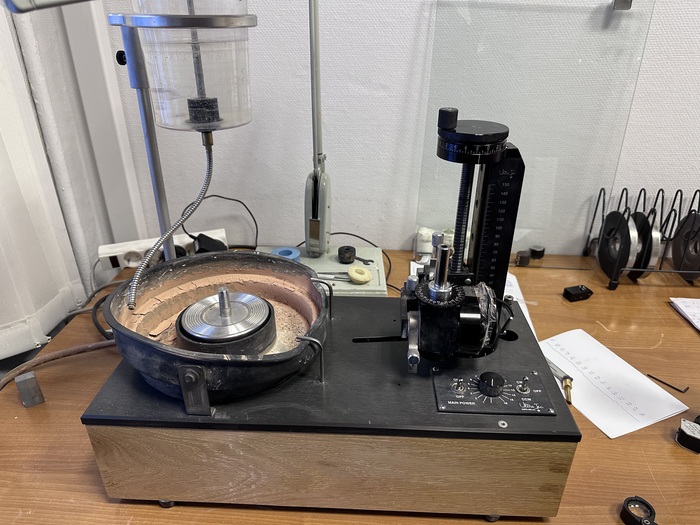
Современный ограночный станок (технически, портативный). Электропривод позволяет регулировать обороты, квадрант – угол и симметрию граней
Суровый японский станок IMAHASHI. Совсем не портативный, но, благодаря станине весом в 300 кг, очень стабильный и плавный. Квадрант снят потому что конь в ванной в огурцах. В силу своей массивности выглядит и правда как советский – они, кстати, т
Отдельным уровнем развития квадранта можно назвать ручное приспособление «малютка» (она же «универсальное ограночное приспособление»). Это, по сути своей, переносной квадрант, ставящийся ножками на опору и позволяющий быстро делать большое количество камней. Его преимущество – в портативности, как и недостаток: отсутствие жесткого крепления требует куда больше внимания к работе – хотя, будем честны, куда чаще речь не о внимании, а о банальной механической памяти, многие огранщики делают огромные количества камней под типовую огранку, глядя при этом не на то, что делают, а куда-нибудь в телевизор. На качество работы, при выработанных рефлексах, это совершенно не влияет, а вот тупая монотонная работа сильно угнетает.
«Малютка». Видите, сколько у нее регулировок? Надо очень четко осознавать, какие за что отвечают и уметь работать на ней точно и быстро. По сравнению со стационарными ограночными квадрантами – и правда малютка, хотя едва помещается на лист А4
А что же у нас стало за века с поверхностью для полировки? Конечно же, на смену плоскому камню и песочку пришли более современные («ха-ха» сказали гончары) виды оборудования. За редким исключением, ограночный станок комплектуется планшайбами разных степеней абразивности. Планшайба – это такая тяжелая (часто оловянная) штука, которая ставится сверху на шпиндель станка и, благодаря вращению, «стачивает» камень. Подразделяются они, в зависимости от типа и размера абразивного материала, на обдирочные (задать условную форму всего камня в несколько быстрых касаний), ограночные (установить грани на камень и «подтянуть» их друг к другу) и полировочные (как понятно из названия, чтобы отполировать грань до отсутствия дефектов). Предвосхищая возможные вопросы – да, можно сразу полировальной планшайбой и форму задать, и грани установить – вот только ввиду износа отполировать начисто ей уже не получится. Полимер, содержащий в себе абразив (обычно, корунд или алмаз, а вот состав полимера производители планшайб держат в секрете) наберет в себя огромное количество шлама – отходов обработки, тонкозернистых микрокристаллов – и будет вместо чистой, гладкой поверхности выдавать дефекты огранки: царапины, т.н. «седину» (множество микроскопических царапин, образующих бело-сероватую поверхность), сколы и прочее-прочее. Так что тут как с наждачной бумагой – чем мельче абразив, тем тоньше съем и чище поверхность.
Планшайбы. Слева – для полировки, справа – ограночная
Ремарка: вообще, планшайбы – очень капризные барышни. Они имеют свойство менять форму поверхности (камень прогрызает борозду при неаккуратной работе), забиваться всякой летящей гадостью, плавиться (в случае с некоторыми особо изощренными видами) и делать еще шайба знает что, лишь бы не работать как надо. У хорошего огранщика планшайбы подчиняются его воле и делают то, что от них нужно, начинающий же вынужден вести непрерывный неравный бой, цена поражения в котором – основательно запоротый камень.
Теперь стоит упомянуть и о самых современных технологиях огранки. Конечно же, глядя на цех, забитый индусами с палочками (я не могу перестать угорать с этой сверхтехнологии будущего), можно вполне себе справедливо представить один ограночный станок с ЧПУ, который будет выполнять всю ту же самую работу, но без перерывов на обед и сон. Да, такое есть… вот только помните анекдот про автоматический бритвенный станок? У всех лица разные, но только до первого бритья. Вот и с камнями то же самое. Геммолог и огранщик (бывает, что это один и тот же человек) работают в паре, находя оптические оси, примечая включения и предполагая форму, которая будет наиболее выгодна при огранке каждого конкретного камня. Без этой сложной и кропотливой работы можно забыть о большом «выходе» веса, и, следственно, выгоде. Кроме того, огранщик на всех стадиях работы постоянно контролирует процесс – ведь в процессе стачивается, как мы уже знаем, не только камень, но и планшайба.
Еще прикол ЧПУ-станка: для ускорения процесса, обрабатывается одновременно не один камень, а несколько десятков. И может случиться такое досадное недоразумение, что один-единственный камешек вдруг отклеивается, и пиши пропало всей партии, несчастный, не удержавшийся на своем законном месте, сработает как абразивный материал и превратит всех своих товарищей по несчастью в бесформенных уродов.
Именно необходимость контроля процесса (прям постоянного контроля: сидишь, камнем коснулся, чуть полирнул – посмотрел в лупу, все ли чисто и аккуратно выходит, потом еще раз, еще… и так каждую грань, зачастую, по несколько раз) фактически исключает возможность получения качественной огранки различных камней на ЧПУ-оборудовании. Если с какой-нибудь фрезой все более-менее ясно – либо режет, либо не режет, результат и качество работы видно/ сразу – то тут станок сам в лупу не посмотрит и критически качество своей работы не оценит. Так что, господа огранщики, бунт машин и превосходство искусственного интеллекта нам пока что не грозит, сидим, работаем.
Еще одно новшество, пожалуй, достойное упоминания – лазерная огранка. Сразу оговорюсь, вещь сложная, дорогая, как титановый самолет, очень узкоспециализированная, большая редкость и вообще индусы дешевле обойдутся. Да и вообще, в интернетах пишут, что машинка-то грани лазером нарезает, а вот полировать их – опять ручками индусов. И подходит только для алмазов, и делает только бриллиантовую огранку, зато с большой скоростью. В общем, резюмируем, штука узкопрофильная, большинству не по карману, да и толку от нее не сказать, чтобы прям совсем много.
Заключение
Подводя итог, можно смело сказать одно: с древних времен процесс огранки фактически не претерпел изменений, и основная технология дошла до нас, по сути, в первозданном виде. Все дело в том, что огранка – не столько технология, сколько ремесло, зависящее от умений мастера. Эволюция ограночного оборудования никак не повлияла не сам основной принцип, применяемый для огранки камней: мы все так же трем камнем об абразив и получаем тот же камень с более чистой и красивой поверхностью. Конечно, с использованием современного оборудования можно получить качество, недостижимое в прошлом за минимальный промежуток времени, но сама профессия огранщика – человека, который знает не только технику
P.S.: статья носит исключительно общеобразовательный характер. Все детали современной огранки, как правило, являются коммерческой тайной фирм. Очень прошу не задавать вопросы про конкретику – какие именно планшайбы, какой абразив, какие станки, приемы и техники мы используем. В предыдущем посте уже задавали подобные вопросы, и получали на них односложный ответ: «секрет фирмы». Без шуток.
P.P.S.: весьма вероятно, что я упускаю какие-либо вехи становления огранки в плане оборудования, технологий, а также некоторые неточности в датировании. За это заранее прошу простить, и, если возможно, писать в комментариях уточнения (пожалуйста, уточнения, а не «быдло, ты бесишь, забываешь про *название события*). Если таковые будут – соберу пост с замечаниями и правками со ссылками на оригинальных комментаторов. Заранее спасибо, срач прошу не разводить, читайте правила Лиги и ресурса.
Как продвигать оборудование? Кейс продвижения производителя оборудования. Особенности продвижения, задачи бизнеса, проблемы. Результат работ — рост в 2,5+ раза по всем показателям. Подробности продвижения в статье.
Сегодня самая эффективная реклама для производителя, завода или производства — это интернет. Для успешного продвижения необходимо иметь красивый, быстрый и удобный сайт, который выступает в роли продающей витрины магазина.
Ознакомившись на официальном сайте производителя с детальным описанием товара, можно понять подойдет ли оборудование для решения поставленных задач, ознакомиться с условиями его приобретения и в пару кликов получить консультацию или оформить заказ на покупку.
Просто сделать сайт и думать, что продажи вырастут — НЕ верно. Для успешного продвижения завода и увеличения продаж, необходимо задействовать разные маркетинговые инструменты.
Маркетинг в промышленности имеет ряд особенностей (о них ниже). Описанный ниже метод продвижения, подойдет промышленным предприятиям, фабрикам и заводам для увеличения продаж:
Гидравлического, упаковочного и вентиляционного оборудования
Роботов для лабораторий, промышленных предприятий, логистических складов
Различных станков, приспособлений, систем
Сверлильных и расточных станков
Токарных, фрезерных и сверлильных станков
Различных шлифовальных агрегатов
Техники для профессиональной обработки древесины
Рубительных машин, технологических агрегатов и обрабатывающих механизмов
Промышленных измельчителей и шредеров
Производство древесного угля
Промышленные грануляторы для пеллет, комбикорма и опилок
Различных пресс машин, сушильных шкафов и печей
Сушильных комплексов, агрегатов и установок
Различных линий оборудования производства
Ленточных транспортеров, бункеров, снегоуборочного оборудования
Комплектующих изделий, расходных материалов и запасных частей для оборудования и спецтехники
Измельчителей древесины, металла и т.д.
Машин и станков упаковочной тары, машин для транспортировки
Оборудования для переработки различных продуктов и другой техники
Всем привет. Меня зовут Толстенко Александр. Я специалист по комплексному маркетингу. Работаю с производителями, фабриками и заводами. Помогаю увеличить количество заказов за счет рекламы, экспертного контента и эффективной стратегии продвижения.
Заказчик обратился по рекомендации за консультацией. До обращения, заказчик работал с командой, которая сделал сайт на yii2 (самописное решение, которое дорого, долго и сложно дорабатывать) и SEO-оптимизацию сайта (о ней скрин ниже).
В ходе переписки, выяснил причину обращения
С какими проблемами столкнулся заказчик
Что касается, занимались ли продвижением, тут отдельная история)) Дело в том, что я в компании с февраля этого года только, и всю историю не знаю. Менеджеры агентства, которое разрабатывало сайт, говорил собственнику, что при разработке сделают "базовое сео" - не очень понятный мне термин, что они имели ввиду, title/description прописать или что - непонятно )) Сейчас они же утверждают, что никакого продвижения отдельно не делали (хотя сайт очень длительное время был на их обслуживании).Потом была смена подрядчика по контексту (НАЗВАНИЕ_ПОДРЯДЧИКА), эти люди в течение полугода составляли план правок на сайт, якобы с целью продвижения, и агентство, которое разрабатывало сайт, их вносило. Все правки носили скорее характер работы над юзабилити. Ничего общего с продвижением, по сути. Хотя нет, пару статей написали для категорий.Каких-то отчетов о динамике поискового трафика или подобного нам так и не предоставили )Сейчас настроен только директ, обслуживанием сайта занимается агентство - разработчик.Почему не хотим по продвижению работать с разработчиками сайта - после отправки аудита уже 2 месяца жду от них план и приоритет работ исходя из их аудита. Сложилось впечатление, что они и сами не знают, с чего начать. Есть сомнения в их компетенции.
Запросил доступы в Яндекс.Метрику и Вебмастер на анализ. Провел экспресс аудит, созвонились, рассказал про проблемы, подписали договор и начали работы.
О заказчике
Торгово-производственное предприятие полного цикла, предоставляющее комплекс услуг: от разработки новейшего оборудования до его сервисного обслуживания и поставки оборудования по России и СНГ.
Основная специализация: Производство оборудования для измельчения и утилизации промышленных, древесных и сельскохозяйственных отходов. В каталоге компании представлены линии оборудования, установки и агрегаты, промышленные станки, машины, комплексы и запчасти к ним.
Целевая аудитория кровельной компании
Инженерно-технические специалисты компаний, выполняющих поиск оборудования для решения поставленных задач, в том числе поиск запасных деталей для замены вышедших из строя. Они знают нюансы и следят за технологиями.
Снабженцы, которые ищут необходимое оборудования по определенных характеристикам, которое предоставил инженерно-технический специалист. Стараются найти по дешевле и чтобы быстро доставили.
ТОП-менеджеры, руководители предприятий, которые хотят оптимизировать процессы и увеличить прибыль.
Оптовики и розничные компании, которые занимаются продажей и поставкой комплектующих станков.
Владельцев станков, которые хотят отремонтировать или заменить изношенные узлы.
При разработке маркетинговой стратегии, важно учитывать интересы этих групп. Зная целевую аудиторию, можно написать рекламные объявления для конкретной целевой аудитории и внедрить на сайте специальные блоки, которые увеличат количество заказов.
Задачи бизнеса
Доработать сайт, внедрив важные блоки для увеличения продаж (как у конкурентов)
Сделать сайт удобнее и информативнее для клиентов (создать нужные страницы для продвижения завода)
Сделать SEO-оптимизацию для продвижения в Яндекс/Google
Увеличить позиции сайта в результатах выдачи поисковых машин
Увеличить продажи с сайта, получать ежемесячный стабильный поток заявок.
Сначала расскажу, чего добились, а потом о проблемах проекта и об особенностях ниши.
Результаты продвижения за 6 месяцев работ
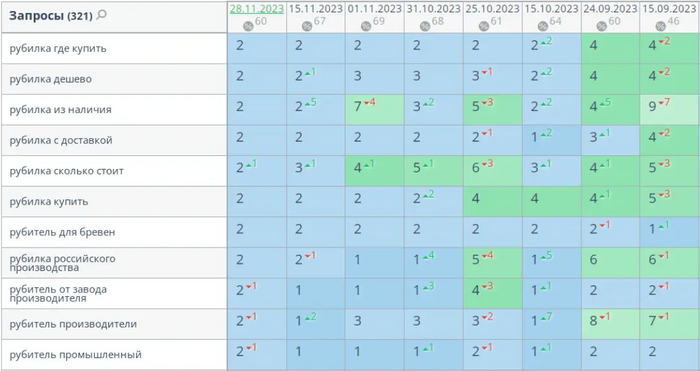
1.) Рост позиций в поисковиках за полгода в ТОП-10
Результаты продвижения производителя
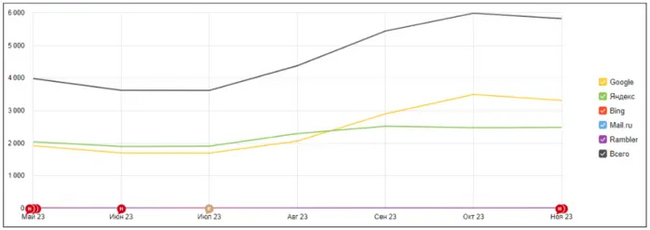
2.) 1,5+ раза выросло количество переходов из Яндекс/Google за 6 месяцев
Рост количеста переходов из результатов поисковой выдачи
Количество переходов по месяцам в цифрах
Выполненные работы для продвижения производителя
— Согласовали приоритетные направления для продвижения производства
— Собрали ключевые запросы для создания и оптимизации страниц
—Распределили ключевые запросы по имеющимся страницам (стало понятно, какие страницы есть, какие нужно создавать)
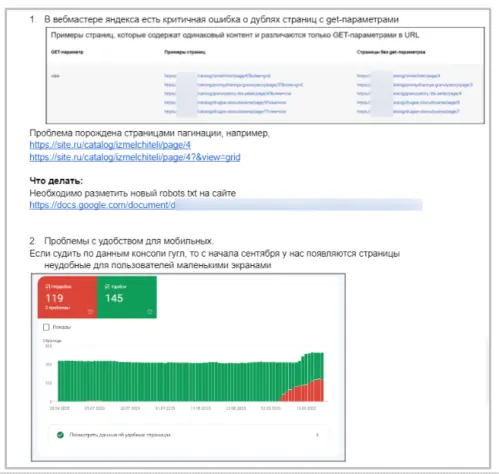
— Провели технический аудит сайта и подготовили рекомендации по исправлению ошибок
Часть ошибок сайта и рекомендации по исправлению
— Сделали базовую оптимизацию мета тегов на сайте
— Провели анализ продвижения конкурентов в регионах
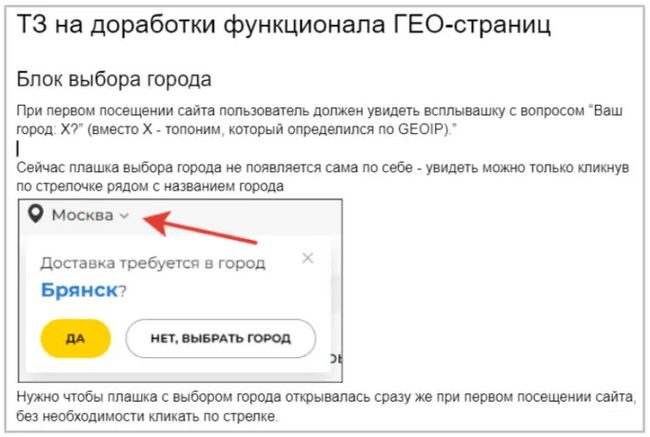
— Подготовлено техническое задание по доработке функционала для продвижения в других городах
Первый экран тех задания по доработкам функционала производителя
— Подготавливали тех задания копирайтерам на тексты для страниц категорий, карточек товаров и статей для блога
— Подготовили техзадание программистам на создание раздела блога на сайте
— Размещение текстов в категориях, карточках товаров и статей в блог
— Анализировали данные Яндекс.Вебмастера, Google Search Console и Яндекс.Метрика на наличие критических ошибок продвижения
— Анализировали позиции и вносили корректировки на созданные страницы ранее, для улучшения позиций
Приер оптимизации метатегов на сайте завода
— Провели анализ конкурентов по функционалу и контентным блокам, подготовили рекомендации для внедрения на сайт
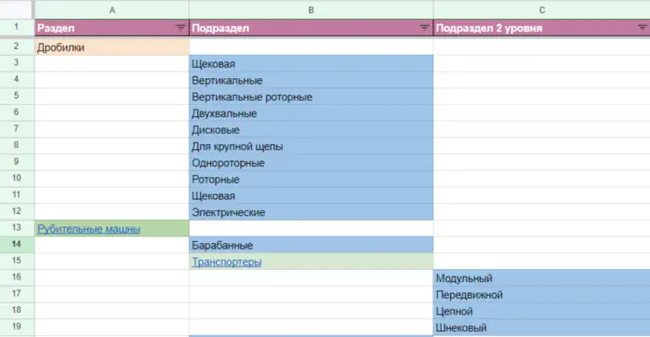
— Провели анализ конкурентов по структуре, разработали на основе собранных ключей и аудита конкурентов, нужную структуру для продвижения
Пример правильной структуры для продвижения
Дали рекомендации по улучшению карточек товаров на сайте
— Добавили информацию о компании в региональные каталоги, справочники
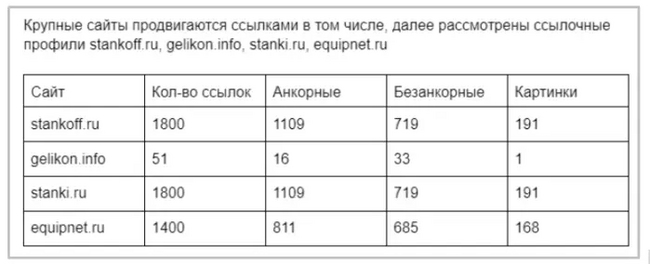
— Провели ссылочный аудит, подготовили рекомендации по наращиванию обратных ссылок на сайт
— Дали рекомендации по редизайну сайта и выполнили другие работы.
Маркетинг в промышленности: особенности, проблемы
Маркетинг производителей, заводов и компаний — сложный сегмент, в продвижении которого есть нюансы.
Длительный цикл принятия решения. Оборудование может стоить десятки млн рублей и выше. Срок принятия решения всегда затягивается от 6 месяцев до нескольких лет. В принятии решения участвует не всегда один человек, кто-то может отказаться от сделки в любой момент.
Неочевидная целевая аудитория. Могут быть партнеры для b2b и b2c (обычные потребители) одновременно. Возможно, придется работать на два фронта.
Доверие с клиентом выстраивается долго. Сайт должен быть продающим: понятным, простым и быстрым для посетителя.
Сложно создавать контент. Приходится запрашивать техническую информацию, фотографии, изучать особенности и писать контент.
Доверие, решает все. Очень важно внушить доверие, от него будет зависеть исход сделки и скорость принятия решения. Цена может быть не самым важным фактором.
Как продвигать производителей, заводы и фабрики в интернете
Чтобы повысить узнаваемость бренда и количество продаж, приходится использовать несколько маркетинговых инструментов:
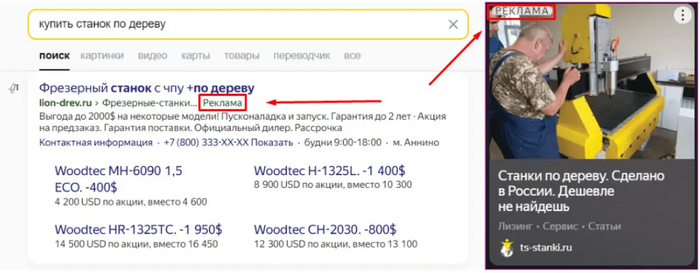
1.) Реклама в Яндекс.Директ
Примеры рекламных объявлений
Можно за несколько дней настроить рекламу и начать получать заявки с сайта из интернета.
Из минусов: Нужно платить за каждый переход на сайт. Есть нюансы в настройке рекламы. Цена заявки сильно зависит от стоимости оборудования.
2.) SEO-оптимизация сайта
Пример реузльтатов выдачи в Яндексе: сначала идет реклама (помчено незаметно), потом результаты выдачи, куда выводятся оптимизированные сайты
SEO-продвижение (или оптимизация) — это продвижение сайта производства.
Поможет настроить сайт для попадания его на первую страницу выдачи и получать заявки не платя за каждый клик. Сайт становится более простым и понятным для посетителей. На сайте внедряются блоки, которые позволят увеличить количество заявок при переходе на сайт из платной рекламы и результатов поиска.
Из минусов: Продвижение работает с отложенным эффектом, роботам нужно время учесть изменения на сайте.
Схематический пример и рекомендации по улучшению сайта
3.) Таргетированная реклама
Пример таргетированной рекламы в вк
Реклама настраивается на определенный круг людей по определенным характеристикам в социальных сетях (например: ВКонтакте, Одноклассники и тд) и позволяет увеличить количество переходов на сайт. Больше переходов на сайт, больше заявок.
4.) Конференции и презентации
Классический метод продвижения производства, фабрик и заводов. На конференциях встречаются представители отраслей, которые как правило, общаются, обмениваются контактами с потенциальными заказчиками, заводят знакомства с партнерами и обмениваются опытом. Конференции помогают напрямую контактировать с целевой аудиторий и презентовать им продукт или консультировать по товару.
5.) Партнерский маркетинг
Еще один способ, как можно продвинуть производство. Для продвижения, необходимо будет разработать партнерскую программу, по условиям которой, тот кто порекомендовал вас, будет получать % от сделки за каждого привлеченного клиента. Партнерская программа позволит охватить аудиторию, которой интересен продукт и увеличить продажи. Плюс в том, что партнер сам сделает все, чтобы у вас было как можно больше продаж.
Выводы
Создав нужные страницы для продвижения на сайте, доработав функционал, изучив стратегии продвижения конкурентов и внедрив их на сайт, сайт заказчика занял первые лидирующие места по важным ключевым запросам.
В продвижении использовали только SEO-оптимизация сайта, как еще можно продвигать производителя, фабрику или завод, если заявок недостаточно, поделился выше.
На этом все, спасибо за внимание.
📍 Есть чем дополнить или поделиться, пишите в комменты или в личные сообщения.👇
В Мае 2024г. закончили работы и передали предприятию Белаз-24 г. Кемерово, токарно-карусельный станок модели 1525Ф1. По техническому заданию Заказчика был проработан вопрос по увеличению высоты обработки изделия с 1600мм до 2000мм. Станок оснащен оперативной системой управления. Гидравлический зажим траверсы. Защита направляющих. Станок обеспечивает нормы точности ГОСТ 44-93.
🟦 Монтаж станков #Саста к выставке #Металлообработка2024 идет полным ходом!
🟦 Ждем вас на совместном стенде «Балтийской Промышленной Компании» и станкостроительного завода «Саста»!
🟦 20-24 мая, ЦВК #Эспоцентр, Краснопресненская набережная, 14
🟦 Павильон 2, зал 2, стенд 22D40
🟦 Мы подготовили новинку - фрезерный обрабатывающий центр, а также представим два токарных обрабатывающих центра наклонной компоновки с обновленной облицовкой!
Большое машиностроительное предприятие, можно даже сказать огромное, по современным меркам, когда я пришел на него, там работало более 10 000 человек.
Предприятие выпускает продукцию от мелких серий до крупных, практически массовых. Это одно из предприятий, которое было создано совсем недавно практически с нуля.
Было создано свое литейное производство, причем на достаточно высоком технологическом уровне. К литейному производству создали отдельный цех механической обработки, закупив более двух десятков станков серьезного европейского производства. Так как тип выпуска продукции литейного производства практически массовый, то станки закупили под конкретные типы деталей, сразу со специализированной оснасткой. Вроде как все соответствует правилам из учебника по технологии машиностроения.
Предприятие создавалось большое, суммы закупок космические, поэтому процессы выбора и закупки оборудования проводятся очень медленно, досконально проверяя все, вплоть до каждой запятой, проходя кучу разных специалистов, служб, дирекций, управляющих компаний, акционеров. При такой многоуровневой и многосторонней проверке вероятность появления ошибки сводится к нулю. Ну, это вроде, как бы должно так быть...
А что по факту? Не, внешне все отлично — литейка льет, цех механической обработки обрабатывает детали, продукция собирается и продается. Но, есть пару НО, когда копнешь глубже.
Первое, что я заметил, когда стал заниматься увеличением производительности цеха механической обработки, что очень высокая трудоемкость, т.е. слишком долго происходит обработка. Странно думаю я, еще почти новое качественное европейское оборудование, а такие слабые режимы обработки. Долго разбираться не потребовалось, оказалось что на станки для обработки больших отливок из стали поставили мотор-шпиндели. Данные шпиндели обладают высокой скоростью вращения, но малым крутящим моментом. В результате приходится работать на практически минимальных оборотах (на больших горит инструмент из-за наличия литьевой корки), снимая по маленькому припуску (большой не тянет — маленький крутящий момент).
Вторая проблема вытекает из первой, так как шпиндели не рассчитаны на такой режим работы, то они очень часто выходят из строя. Вы не представляете насколько часто! Это настолько серьезная проблема, что предприятию пришлось дополнительно закупить несколько шпинделей для создания подменного фонда, потому что практически всегда один-два шпинделя находятся в ремонте. А сколько сил, времени и денег ушло на поиски хорошей фирмы по ремонту этих шпинделей — это уже отдельная тема.
Что получаем в результате? Всего одна маленькая ошибка, которую никто не заметил. Хотя я даже больше склоняюсь, что ошибка была не в том, что не заметили, что шпиндель не подходящий, а это целенаправленно, не совсем грамотные специалисты, выбрали такой шпиндель, апеллируя его высокой производительностью умудрились еще доказать его необходимость руководству. Не удивлюсь, если эту идею им подкинул поставщик оборудования. Да, мотор-шпиндель высокопроизводительный, но в определенных условиях, явно не в этих.
Мало того, что за мотор-шпиндель еще и заплатили дороже, так теперь еще станки постоянно работают на минимальных режимах, тратя кучу денег на инструмент, энергию, ремонт, занимают производственную площадь, принося миллионные потери каждый год.
Как можно исправить данную ситуацию теперь? Никак. Все молча ждут, скорее бы их списать.
Добавлю лишь, что позже мы купили несколько станков (благо появилась необходимость под новый проект) с уже правильными шпинделями. Производительность изготовления одной и той же детали, по сравнению со старыми станками, увеличилась в 1,5-2 раза.
Какой можно сделать вывод? Нахрен мотор-шпиндель, надо брать всегда обычный шпиндель с редуктором! Нет. А почему нет, расскажу в следующем посте.
Для всех поклонников футбола Hisense подготовил крутой конкурс в соцсетях. Попытайте удачу, чтобы получить классный мерч и технику от глобального партнера чемпионата.
А если не любите полагаться на случай и сразу отправляетесь за техникой Hisense, не прячьте далеко чек. Загрузите на сайт и получите подписку на Wink на 3 месяца в подарок.
С рассуждениями в прошлом посте получилось не очень, поэтому я приведу свое понимание, какие задачи необходимо отдавать в первую очередь на аутсорсинг. Пожалуй самая необходимая — это закупка оборудования.
Каждая созданная или развивающаяся компания вынуждена покупать оборудование. И чем крупнее компания и дальше развитие, тем больше, сложнее и дороже требуется оборудование. И тем сложнее становится выбор и тем больнее ошибки неправильного выбора.
При отсутствии квалифицированных технических специалистов, особенно уже имевших опыт приобретения оборудования, совершается очень много ошибок. Посмотрите отзывы тех, кто покупал первое оборудование, наверное не найдется ни одного, кто бы с первого раза смог купить именно тот станок, который хотел изначально.
Вроде бы в чем проблема, ты же знаешь что ты на нем будешь делать (хотя бывают случаи что и не знаешь, но это совсем отдельная история), поэтому и выбирай соответствующий станок. Тем более что сейчас в интернете куча сайтов, форумов, видео, блогеров и прочих «помощников».
Однако, на всех этих ресурсах, тебе в лучшем случае могут дать лишь общее представление об имеющихся вариантах и явных правил выбора оборудования (надо делать тела вращения — бери токарный станок). Никто из них не сможет помочь в твоем конкретном случае. Никто из них не сможет ответить на сотни, возникающих в процессе выбора, вопросов. Сейчас тысячи вариантов разного оборудования с различным функционалом и опциями, причем опции, порой, могут стоить больше самого станка, как сразу разобраться во всех тонкостях?
Но есть выход, которым очень часто и пользуются большинство покупателей оборудования. Это ближайший/первый попавшийся/понравившийся поставщик оборудования. Да, каждая поставляющая оборудование компания с удовольствием поможет Вам с выбором станка и выберет самый прекрасный и нужный именно для Вас станок. И конечно же, каждая компания будет уверять, что это САМОЕ ЛУЧШЕЕ оборудование из всех и САМОЕ ВЫГОДНОЕ. Но это будет станок ТОЛЬКО из оборудования, которое поставляет данная компания. Скорее всего, это оборудование будет работать и вы может даже сможете выпускать свои изделия, но, это не будет самым оптимальным выбором и уж точно не самым выгодным. Это тоже самое как прийти, например в салон АвтоВАЗа, и выбирать себе автомобиль, при этом не заглядывая в другие автосалоны. В обоих случаях это будет работать, но нет ни малейшей гарантии, что это будет именно то, что надо Вам!
А как объяснить другим ЧТО Вам надо? Для этого существует техническое задание, однако большинство предприятий даже не задумываются об этом, чаще всего техническое задание выглядит примерно так: «Нужен станок точить детали». Очень хорошо, когда хотя бы добавят: «диаметром от 20 до 150 мм.». Однако это далеко не техническое задание на закупку оборудования, по такому заданию вам и подберут соответствующий станок...
Многие, кто покупал оборудование, обратившись к одному поставщику, остаются довольными. Но это абсолютно не значит, что у них правильно подобрано оборудование.
Большинство сейчас скажет — ну и ладно, работает же, выполняет же свою задачу оборудование, почему быть недовольными? А потому, что это самая страшная ошибка покупки оборудования! Когда оборудование не работает и не может выполнять своих функций не так страшно, потому что это явная ошибка и ее придется исправить. А ошибки, которые неявные, наносят самые большие и серьезные потери, порой превышающие даже стоимость нового оборудования.
О двух таких случаях, из тех, что я встречал в своей практике, вызванными незначительными и незаметными ошибками, которые все пропустили, а в итоге потери в несколько раз превысили стоимость оборудования, я расскажу в следующих постах.