






Брелок на ошейник по фото собаки от заказчика






Заказчик прислал фото и размеры ,
Создана 3Д модель и отлита в латуни , далее патина и полировка .
Телефон скрыт в фотошопе ,
Показать полностью
6

Поиграем в бизнесменов?
Одна вакансия, два кандидата. Сможете выбрать лучшего? И так пять раз.
Пряжка на диван , и такое бывает , Фамильный герб
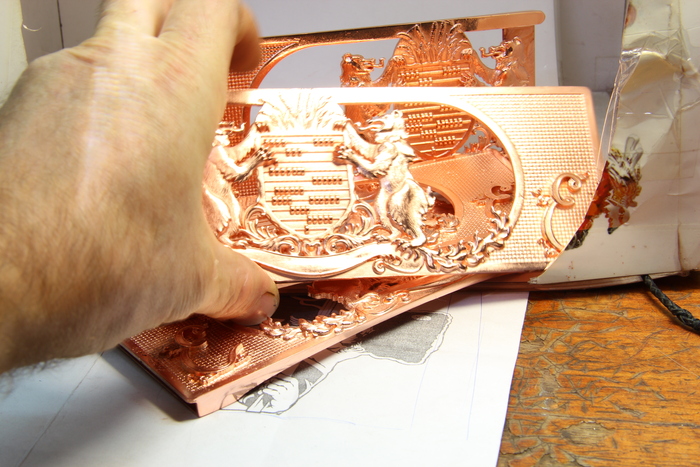










Такие пряжки заказала мне дизайнерская компания из Самары , Как пример для понимания от них была фотография номер 3
Герб создавался в 3Д программе на основе пожеланий заказчика , Видимо династия бухгалтеров как то связанных с пшеницей и медведями ,
После утверждения 3Д модели восковки были вырезаны на большом станке с ЧПУ ,
далее отлиты из латуни , после обработки и полировки были покрыты гальванически чистой медью ,
https://vk.com/lesnov_jewelry
Показать полностью
11


Льем латунь по отпечатанной на 3d принтере модели
Раз предыдущая статья про горячую эмаль понравилась, возможно зайдет что-то более горячее. Настолько горячее, что это будет расплавленный металл.
И сегодня потренируемся в литье по выжигаемой модели, которую быстренько напечатаем на 3d принтере.
В целом схема выглядит примерно так:
Модель - Печать - Опока - Литье - Пост обработка - Вы красавчик.
Но как всегда, в каждом этапе есть свои подводные камни.
И как всегда замечу, что я не литейщик, и вообще слабо связан с такими технологиями. Все сказанное - только личный субъективный опыт, повторять который можно на свой страх и риск.
Этап 1. Модель.
Лить будет миниатюрную маску железного человека, моделей которых полно.
Вот найденная и слегка доработанная модель.
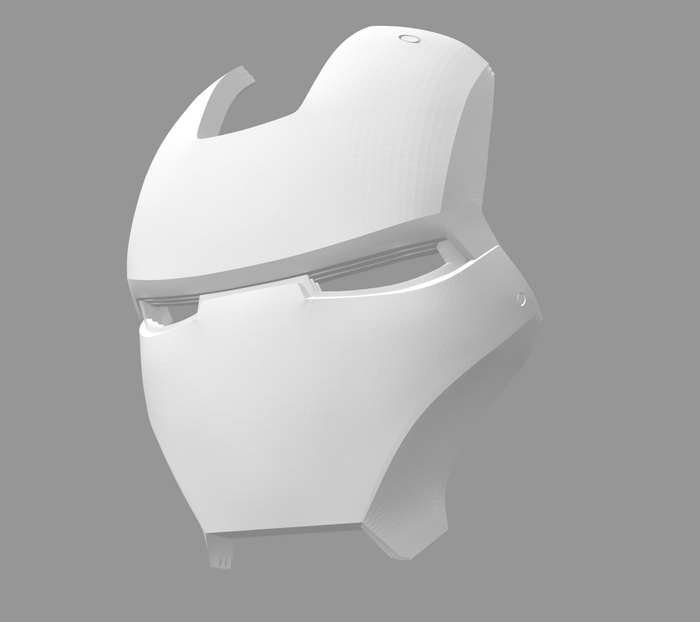
STL конечно отправляется на 3d принтер
Печатать будет PLA пластиком. Тут отступление.
В оригинале методики(литье по выплавляемой модели) конечно должен быть воск, который надо выплавить. Есть филаменты из воска, которые стоят как чугунный мост, но поскольку у нас коленочные технологии и ограниченный бюджет - нужно что-то проще.
PLA - отличный кандидат на роль быть выплавленным, а все что не выплавится - полностью выгорит. Возможно прокатят и другие пластики, но поручусь только за PLA.

Хороший результат, нужно пройтись наждачкой.
Результат требует обработки, но было решено постобрабатывать в металле, чтобы два раза не тереть наждачкой.
Этап 2. Опока
Итак к нашей модели нужно прикрепить литники, по которым в дальнейшем пойдет расплавленный металл. В нашем случае их будет 2, по одному на каждую часть маски. Металл не сможет идти наверх, так как застынет где-то посередине.
Литники делаем из того же прутка филамента, толщина их как раз оптимальна.
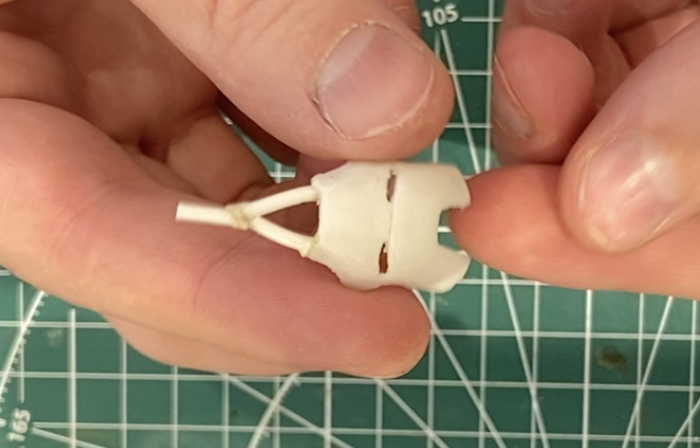
Установлены литники. Металл пойдет сверху вниз.
Далее готовим литейную смесь. Можно использовать гипс или профессиональные смеси. У меня готова смесь для литья, стоит около 400 рублей за кг, что в целом допустимо для экспериментов.
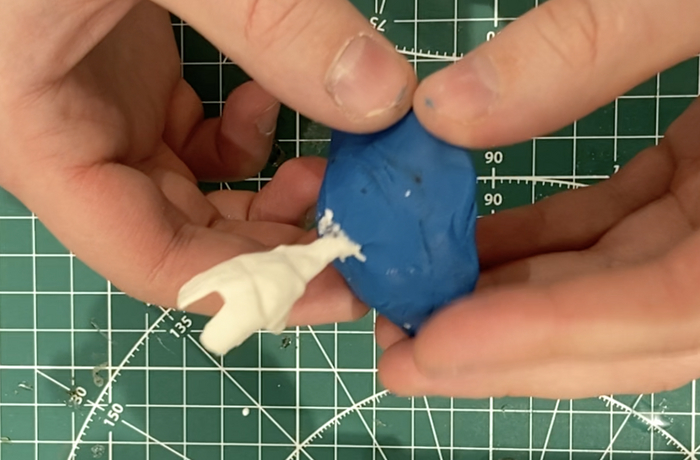
По уму смесь нужно дегазировать, к смеси идет цикл дегазации по времени, но у нас решение коленочное, поэтому берем кисточку. Да да. Разводим немного смеси и обмазываем нашу конструкцию. Предварительно все это надо примерить в нашу опоку и размесить в пластилиновой полусфере. Сушим пока гипс не застынет.
Опока. Нужен отрезок стальной трубы. Тут есть 2 теории: тонкостенная и толстостенная.
Я для себя выбрал вторую в пользу большей теплостабильности и инертности, и кажется с ней сложнее накосячить, если льешь на коленке столе. У меня это стальной фитинг от водопровода.
Вот как-то так. Смесь застыла, можно заливать.
Разводим нужное количество смеси, стучим по стакану для выхода воздуха, заливаем. Стучим опоке в бок для выхода воздуха. Параллельно копим на вакуумный насос.

Топим нашу маску.
После заливки ставим при комнатной температуре засыхать. Лучше выдерживать хотя бы часов 8. Не должно быть вибраций.
После высыхания достаем пластилиновую полусферу и готовимся к прокалке.
Этап 3. Прокалка и литье.
По уму прокалочный цикл это около 8-13 часов, схема есть к каждой смеси.
Но, у нас же DIY, да просят литейщики, будем его немного сокращать. О рисках разрыва гипса в опоке знаю, поэтому будем сокращать с умом.
Сокращать можно, если мы льем до 30-40 г металла за раз, больше все равно горелкой сложно расплавить, и если опока не большая. Иначе ее разорвет.

Прокалочный цикл.
Первый отрезок в 150 градусов делаем так: строительный фен на 1 скорости дует в опоку литником вниз. 15 минут. Пластик еще на месте, а значит там меньше 220 градусов.
Включаем 2 скорость и через 15 минут внизу пластик начал капать, думаю там около 300 градусов, измерить нечем, пирометр сдох.
Третий отрезок делаем в 2 этапа: горелкой 15 минут греем опоку, литник еще вниз. Пластик горит, вытекает. Думаю не нужно говорить о проветривании и наличии респиратора, минимум ИСТОК. Хотя PLA и не так ужасно пахнет.
Переворачиваем опоку, и в 2 горелки греем опоку до красна. Для меня индикация, что можно лить - литник внутри красный. Это около 700-800 градусов, что как раз после отвода горелки даст нам время. Лить в горячую опоку проще, чем в холодную, лучше потом дать ей дольше остывать.
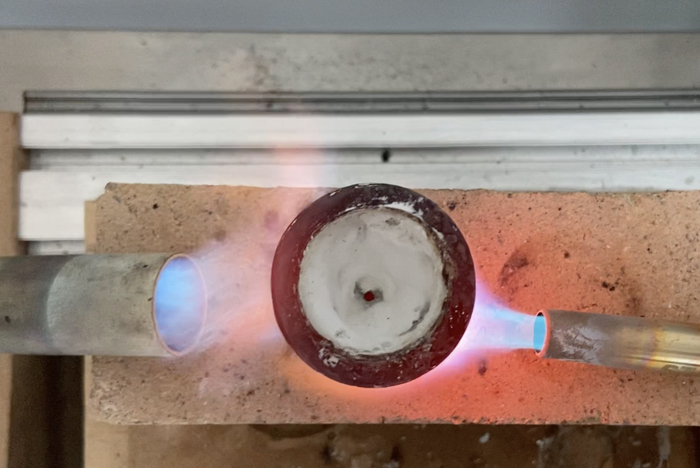
Литник начал светиться. Можно лить.
Сверху кидаем латунь, рассчитав массу с литниками + 30%. можно взвесить модель с литниками в PLA и через плотность вычислить массу латуни. Уравнение для школы.
Или спросить САПР. Латунь лучше всего брать ту, которую уже лили, а это всякие сантех-штуки: фитинги, кольца, и тд.

Внутри начал плавиться металл.
Когда металл начал плавиться - посыпаем его бурой.
Ждем когда сформируется однородный шарик, и его можно лить.
Металл сам не пойдет в литник, ибо поверхностное натяжение. Поэтому ,будем его проталкивать паром. Можно его раскрутить эту конструкцию как пращу, но не хотелось это делать дома.
Поэтому берем металлическую кружку или что-то похожее (банка из-под колы), прессуем туда салфеток, туалетной бумаги или газет, где-то 4-5 см, и далее беремся только там, где есть бумага. Иначе - ожог.
Накрываем быстрым и четким движением и давим 20-30с. Пар давит металл внутрь, воздух выходит через паропроницаемый гипс. Даем остыть 5-10 минут, далее кидаем в воду, гипс разрывает, достаем отливку.

Как видно качество поверхности более чем повторяет исходник.
Для DIY - качество очень даже, осталось обработать.
Этап 4. Пост обработка.
В ход идет все, что найдется: бормашика, наждачки и полировальные резинки.
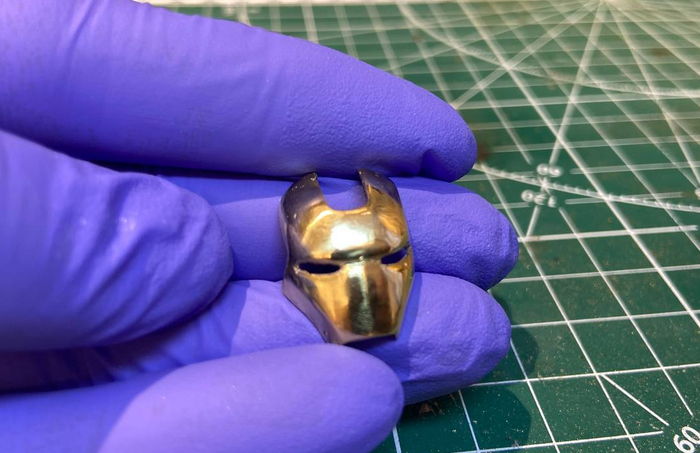
Результат
Не стал дополировывать в зеркало. Думаю это тут излишне.
Сделал небольшое видео, в котором более наглядно показаны некоторые моменты.
Пишите в комментариях что еще снять, на что обратить внимание, какие темы интересны.
Показать полностью
10
1
1
Резиновый утёнок из фильма "Конвой" отлит из латуни с пустотой внутри







3Д модель была вырезана на воске из 2х половинок с выборкой внутри , затем половинки спаялись , были сделаны 2 отверстия сверху и с низу для того что бы пустота залилась гипсом ,
Проткнули латунной проволокой что бы при вытопке воска центральная часть не прислонилась к внешней стенке , таким образом произошла отливка , лишние проволоки были отпилены и зашлифованы , внутри утенка теперь гипс а не металл , что значительно облегчило вес ,
При желании можно было выбить гипс керхером , но заказчик не стал заморачиваться ,
Запаяли отверстия сверху и с низу . Закрепили на шпильку М6 + 2 самореза ,
Без отверстий в капоте не обошлось ,
https://vk.com/lesnov_jewelry
Показать полностью
7
1
Печать врача , оснастка из латуни и бронзы в виде символа медицинской змеи














Попросили изготовить оснастку для печати в виде змеи , для подарка глав врачу ,
Попросили что бы она выглядела как антикварная вещичка из латуни с патиной с царапинками и с камнями , Первую изготавливал именно так , её фото чуть ниже ,
На первых фото уже второй вариант отлитый из желтой бронзы но без камней , немного холодной эмали ,
А Вам какой вариант больше понравился ?
https://vk.com/lesnov_jewelry
Показать полностью
14
1
Отличник или двоечник? Узнайте свой уровень подготовки к Евро-2024
Для всех поклонников футбола Hisense подготовил крутой конкурс в соцсетях. Попытайте удачу, чтобы получить классный мерч и технику от глобального партнера чемпионата.
А если не любите полагаться на случай и сразу отправляетесь за техникой Hisense, не прячьте далеко чек. Загрузите на сайт и получите подписку на Wink на 3 месяца в подарок.

Реклама ООО «Горенье БТ», ИНН: 7704722037


Полный процесс создания литой латунной посуды в южнокорейской мастерской
Приятно понаблюдать за работой мастера.