
Завод

Вид на один из заводов г.Челябинск
Показать полностью
1
Вид на один из заводов г.Челябинск
Сам из Челябинска. Когда родился, у матери на заводе уже заканчивался перерыв на обед, так что времени на раскачку не было. Моими игрушками был сварочный аппарат, плазморез и местные работяги, которым я в 6 лет заваривал двери машин. Варил без маски, закалял глаза. Когда мне было 8, начальник цеха, в очередной раз вырезавший болгаркой дверь (которую я до этого успешно ему заварил) своего БТР, все таки оценил мои детские труды и взял меня сварщиком труб. Уже 2 года работаю на моем любимом ЧТЗ, работа нравится, коллектив отличный, относятся как к равному, так что пью как и все, бутылка водки на обеде, лёгкая разминка. В 18.00 заканчивается смена, иду домой, мать готовит поесть, с отцом за ужином выпиваем ещё по бутылке с водкой, выгуливаю медведя и иду в вечернюю школу. Мастер сказал, закончу 4 класса, стану бригадиром.

У меня хорошая новость (хотя для отдельных граждан любой рост и развитие экономики в стране вызывает отрицательные эмоции и подгорание в области малого таза) — в Челябинской области импортозаместили сверхбольшие стеклопакеты длинной до 12 метров.
Вот вроде просто сказал «импортозамещение», а глазки у некоторых уже задергались и они буквально готовят примерно следующую логику: «продукт состоит не из отечественных компонентов, а если из отечественных, то не на отечественном оборудовании сделан, а если на отечественном, то воздух в цехе надуло из Австралии и так далее, вплоть до того, что солнечные лучи, используемые днем на заводе, родом со звезды по имени Солнце, так что продукция не импортозамещенная, а Солнечная». Очевидно же.
Если же взять за основу, что термин импортозамещение обозначает просто замещение товарами, произведёнными внутри страны, то все просто и понятно. Ну и приятным бонусом будет, что для импорторзамещения нет требований, чтобы все было из одной конкретной страны. А то если такой логикой не идти, вдруг окажется, что при производстве всего на нашей планете используются ресурсы от газа до металлов совсем из других царств-государств.
Лекция о термине Импортозамещение подходит к финалу, а мы отправляемся в Челябинск, чтобы своими глазами увидеть как теперь на заводе предприятия Модерн Гласс запустили не имеющее аналогов в России производство архитектурных сверхбольших стеклопакетов.
Первыми дорогих гостей встречают «джамбовозы». Именно так называют огромные прицепы-стекловозы. Обычные «джамбовозы» перевозят стекло до 6 метров. Эти же красавцы могут для дорогого заказчика доставить и 9 метровые и 12 метровые стеклопакеты.
Такой транспорт для нашей страны пока еще большая редкость, но с учетом возможности производства новых стеклопакетов — прицепов будет больше с каждым годом.
Стекло в таких джамбовозах транспортируется максимально безопасно, поскольку внутри все сделано с целью сохранить дорогой груз.

В октябре прошлого года я делал два поста с производства бронестекла в Красноярске, и там достаточно подробно рассказывал про все этапы стекольного производства. Но если вы читаете меня впервые, или из-за огромного количества ежедневной информации уже не помните даже, а что вчера-то было, то сделаю небольшой экскурс в этот производственный процесс, а потом уже расскажу о новых разработках.
В самом начале в Челябинск поставляется сверхгабаритное стекло длиной от 6 до 12 метров. Именно из него и будут изготовлены стеклопакеты «супер-джамбо».
Стекло это создано нашими российскими производителями — «Ларта Гласс» (Ростовская область) и «Салаватстекло» (Республика Башкортостан).
Надо понимать, что для этих предприятий такие размеры тоже вновинку и им тоже пришлось модернизировать оборудование и создать новые рабочие места.
Как в Башкирии и Ростовской области производят стекло? Берут кварцевый песок, добавляют в него соду, известняк, «стеклобой» и еще ряд определенных элементов (для добавления особых свойств). Далее все это смешивают и получают так называемую шихту. Она поступает в стекловаренную печь. Температура внутри этого монстра — более 1500 градусов. Шихта под воздействием такой жары постепенно плавится в стекломассу, которая стекает в огромную специфическую флоат-ванну, где и будет формироваться будущие листы стекла. Стекломасса попадает на нагреваемое олово, и поскольку легче олова, то растекается по нему, где ее роликами гонят дальше — задавая толщину.
Огромная нескончаемая линия стекла идет дальше. Впереди обжиг. Он нужен для устранения «зон напряжения». Остывшее стекло специальный автоматический резец «шинкует» по нужному размеру. Теперь разные варианты напыления на стекло и можно отправлять на дальнейшую переработку.
В финале листовое стекло из этих регионов поступает на цех-склад в Челябинске, где из него и будут создаваться стеклопакеты.
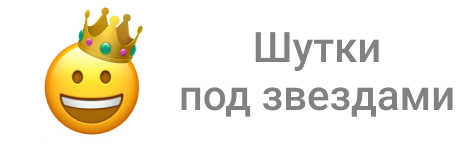
В Челябинске при производстве стеклоизделий предприятие использует более 150 видов стекла, отличающихся по толщине, типу покрытия и назначению.

В соответствии с заданной программой автоматический погрузчик присосками ухватит нужное стекло и транспортирует его на стол резки.

Важно понимать, что до открытия нового направления на предприятии работали только с обычным джамбо-стеклом (крупноформатное стекло размером 6000×3200 мм). Соответственно все оборудование и было рассчитано под него — от столов резки до печей.
Так что за год Модерн Гласс запустили не просто новые размеры, а сделали отдельные линии с полностью новым оборудованием, чтобы была возможность работать с супер-джамбо стеклом.

После резки кромки стекла обязательно отшлифуют, поскольку они стали бритвенно острыми.
Далее стекло будут мыть, а после сушить.

Дорога стекла теперь лежит в сторону «чистой зоны» - стерильное помещение, в котором могут находиться только некоторые сотрудники, все происходящее снимаю через стекло

На лист стекла накладывается поливинилбутиральная плёнка. А сверху другое стекло. От количества слоев и будет зависеть насколько стекло будет прочным. И какие нагрузки сможет выдержать подобный бутерброд.
Впервые эту пленку применили в далеком 1938 году. Именно благодаря ее свойствам, осколки подобного стекла не разлетаются при аварии ну и повышается ударная прочность.
Полученное стекло или «бутерброд» направят на «прожарку».

Вот одна из новых линий (еще одна огромная монтируется и уже этим летом будет запущена, что даст новые возможности для производства)

По этой ленте стекло длинной в 8 с лишних метров движется в печь.
После которой оно станет в 8 раз более стойким чем обычное стекло и сможет спокойно выдерживать случайные удары

В зависимости от толщины стекла происходит нагревание до 600-680 градусов. На выходе же стекло охлаждают воздушными потоками в другой специальной камере.
У вас есть возможность увидеть как красное раскаленное стекло перемещается остывать
Вот закаленное стекло уже остыло и готово к контролю качества.

Для окончательной готовности стекло направят в огромный автоклав, где температура и давление сделают свое дело.
Новые размеры супер джамбо стекол потребовали и новый колоссальный автоклав

А как на производстве делают стеклопакеты (несколько стекол, склеенных дистанционной рамкой)?
Нарезанное стекло моется. Потом к одному куску приделывают алюминиевую рамку. Потом второй кусок стекла. И все это промазывают, а точнее герметизируют специальным силиконом.
До сборки стеклопакета внутрь алюминиевой рамы засыпают «молекулярные сита». Их используют в качестве осушителей и адсорбента.
Сита служат для влагопоглощения. От его качества зависит долговечность будущих окон, и особенно в зимний период.

В стеклопакетах есть два слоя герметизации. Первичный и вторичный.
Первичный — бутиловая лента. Вторичный — силикон или герметик, но об этом уже писал выше.
Потом герметик должен застыть. И уже после этого его направят заказчику.

Предлагаю пройтись и посмотреть на еще одну ленту, которая скоро добавит мощности для производства супер-джамбо стекол

Размеры конечно впечатляют — по сути все оборудование теперь стало в два раза больше.
В цехе монтируются дополнительные новые линии механической обработки, резки, ламинирования, закалки, цифровой печати и изготовления стеклопакетов

«Чистая зона» тоже впечатляет своими размерами. Разумеется, теперь на предприятии требуется еще больше сотрудников. Сейчас их 730, а уже скоро будет на сто человек больше.

Раньше продукцию формата супер-джамбо в России и странах ближнего зарубежья не выпускали от слова совсем и полностью импортировали из Европы и Китая.
В планах команды Модерн Гласс к концу 2024 года нарастить до 3,8 тысячи тонн в год объем производства сверхбольших стеклопакетов , что позволит заместить до 90% импорта крупноформатных стеклопакетов и стеклоизделий строительного назначения
Так что уже скоро в вашем городе может появиться высотка или здание, в котором будут огромные стеклопакеты, навсегда изменяющие облик строения.

P.S. Откуда денежки? Они заемные. Это важно проговорить. Никто просто так эти огромные миллионы не подарил. И выдали под мегальготные проценты.
Общие инвестиции в запуск этого производства составили 2,2 млрд рублей, из которых 1,58 млрд рублей в виде льготного займа предоставил федеральный Фонд развития промышленности.
До этого «Модерн Гласс» за счет другого займа ФРП модернизировала производство стеклопакетов архитектурного и оконного назначения, ламинированного и закаленного стекла, а также закаленного эмалированного стекла. Инвестиции в проект составили 1 млрд рублей, в том числе 500 млн рублей предоставил ФРП . Заем уже погашен в полном объеме.
P.P.S. В следующий раз (если получится) нас ждет экскурсия на еще одно очень интересное предприятие, так что не забывайте ставить царский-королевский лайк и подписываться тут, а не в каком-нибудь телегоканале
Мы постарались сделать каждый город, с которого начинается еженедельный заед в нашей новой игре, по-настоящему уникальным. Оценить можно на странице совместной игры Torero и Пикабу.
Реклама АО «Кордиант», ИНН 7601001509
Продолжаю снимать небольшие видео с производств для тех, кто не особо любит читать большие тексты и рассматривать фотографии.
По многочисленным просьбам трудящихся - 4 минутный ролик, из которого вы можете узнать как на «Уральском заводе специального арматуростроения» производят специальные шаровые краны большого диаметра
Буду стараться и дальше привозить с заводов видео.
P.S. По возможности напишите пожалуйста сколько по времени должен быть подобный ролик. Просто мне кажется, что 4 минуты маловато

«Ничего у нас в стране не производят. Совсем ничего». Такое слышу постоянно, видимо, даже гвозди везут с Марса, а то и Юпитера. А когда пишу какой-то пост с реального производства, то начинается вообще вакханалия — мол все это ложь и происки пропаганды.
Видимо, специально для меня отстраивают павильон, строят декорации каждый раз и огромное количество разных актеров имитируют деятельность, лишь бы Мишка все это сфоткал и показал в интернете.
А если еще в тексте пишу про «импортозамещение», то вообще у отдельных граждан припадки случаются. И начинается история: «а товары эти произведены не на отечественном оборудовании, а если и на отечественном, то не 100%». Скоро будет доходить до того, что скажут, мол воздух на завод прилетел со стороны Северной Америки, а молекулы используемой воды из Австралии, так что точно никакого импортозамещения. А если серьезно, этот термин просто обозначает замещение товарами, произведёнными внутри страны.
Сегодня мы отправимся в Челябинскую область и своими глазами увидим, как в нашей стране производят специальные шаровые краны большого диаметра для работы в сероводородных и других агрессивных средах. Вылетаем в международный аэропорт Челябинск/Баландино имени И.В.Курчатова.
И пока я еду на «Уральский завод специального арматуростроения» (на котором как раз и приступили к их серийному выпуску) — вы успеете чай налить и бутер соорудить, поскольку нам предстоит долгое, но познавательной путешествие.

Для чего создают специальные шаровые краны размером с парочку динозавров велоцирапторов? Они необходимы для использования на объектах добычи и транспортировки газа, особенно если там экстремальные условия — от низких температур до высокого содержания сероводорода.
Если проще сказать: не будь этих специально созданных и обработанных деталей — коррозия и другие прелести превратили бы там все в решето.
А сейчас будет любимое слово отдельной категории граждан — Импортозамещение (у них сейчас глаз задергается) - еще пару лет назад в сферах, где преобладают вышеуказанные агрессивные среды, высокое давление и т.д и т.п. устанавливали импортное оборудование. Как вы понимаете, сейчас все эти итальянцы и другие граждане перестали поставлять оборудование. Что же делать?! Как же быть?! Сесть на диван и плакать, ожидая, что заграница нам поможет? В Челябинске решили поступить иначе и снизить зависимость от импортного оборудования (и начали этим заниматься еще 6 лет назад).
Но хватит вас уже историями кормить, давайте уже все увидим своими глазами.
Металл и необходимые детали поступают на завод.

Все начинается с проверки качества. На склад и в работу ничего криво-косое не попадет.

На заводской территории размером 11500 квадратных метров располагается несколько участков. Нам нужен в самом начале участок механической обработки.

Литейные заготовки и штамповки подвергаются черновой обработке

Далее на огромном участке происходит токарная и фрезерная обработка.

Вообразите себе станок высотой с трехэтажный дом. Получилось? Если нет он обязательно будет на фото.

Есть тут и относительно небольшие токарные станки.

На каждом этапе существует свой контроль качества.

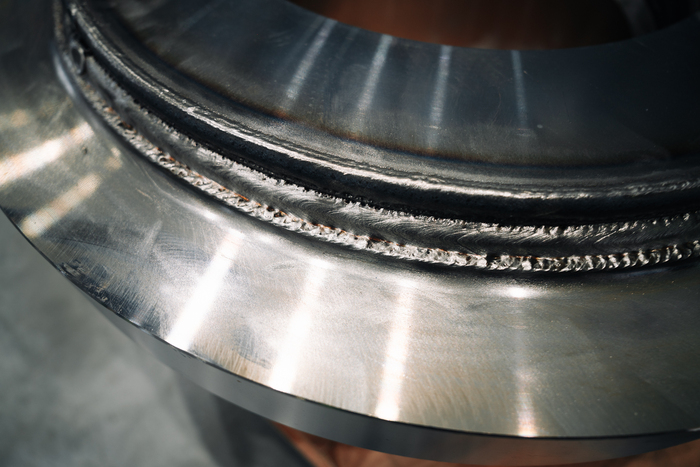
В зависимости от среды и специфики использования произведут необходимую наплавку уплотняющих поверхностей. Для этого используются несколько установок автоматической и полуавтоматической наплавки.

Каждая установка огорожена и закрыта, но мы с вами, аккуратненько заглянем за защитные ограждения (благо дело мой рост в 192 см и длиннющие руки, позволяют не только доставать кошечек с веток деревьев, но и подглядывать на производстве)

Существует градация размера поверхности детали, по которой определяют на какую установку она отправится.

Сварка таким наплавлением используется для повышения прочности узлов и элементов машин.

Наплавку производят коррозионно-стойкими материалами, подобранными в соответствии с заданными параметрами будущей среды эксплуатации
Для отдельных деталей (шаровая пробка, сёдла и т.д.) будущего шарового крана используют высокоскоростное газопламенное напыление покрытия. Для этого на заводе есть достаточно крупная установка.
На ней наносят покрытия с использованием карбида вольфрама и карбида хрома.
Подобная обработка очень сильно увеличивает прочность поверхности

Часто пишут, а почему ты не показываешь, что происходит внутри станка. По многочисленным просьбам трудящихся фотография прилагается.
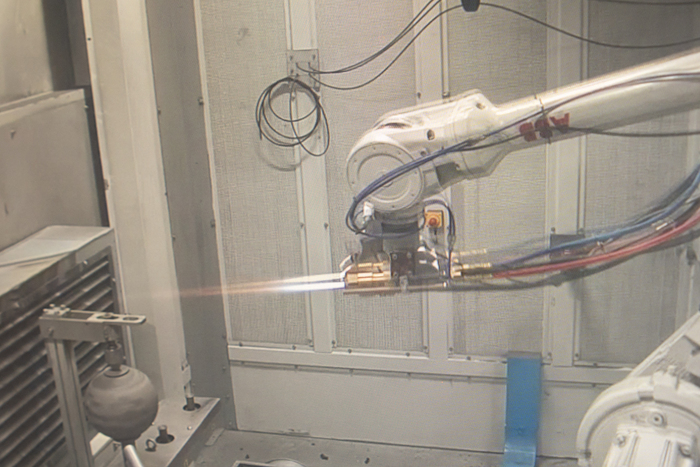
Комплекс установки состоит из камеры термического напыления и роботизированной камеры абразивоструйной обработки

В абразивоструйную обработку тоже заглянем.

Главный элемент специального шарового крана это шаровая пробка. Ее обработка и производство это настоящая магия — поскольку поверхность должна быть обработана буквально с космической точностью
Шлифовка поверхности пробки для плотного прилегания к уплотнению проходит в несколько этапов.
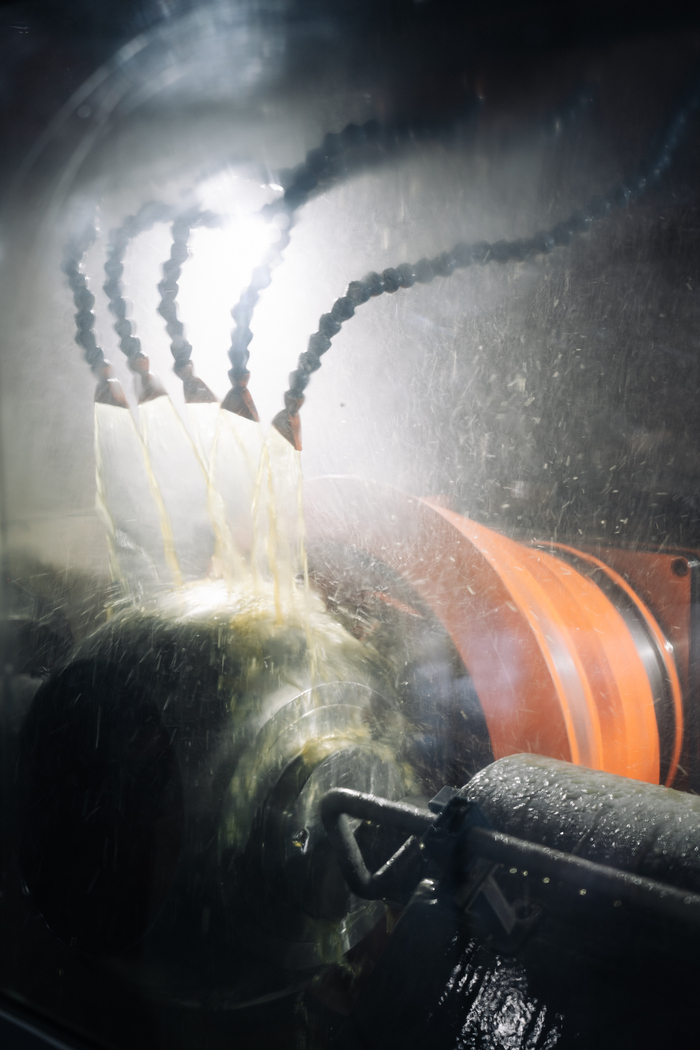
После этого для пробки происходит притирка седла для обеспечения герметичности класса А

Испытание специальных шаровых кранов это отдельная песня. Есть стенды гидравлических испытаний, стенд газовых испытаний и стенд криогенных испытаний
На них можно проверить оборудование на всем спектре рабочих сред.
Вот комплекс криогенных испытаний, там расположены огромные ванны. , предназначенные как вы уже поняли для проведения испытаний для криогенных сред при низких температурах (-196°) и оборудование для подачи к испытываемым изделиям охлаждающей среды (жидкого азота), а также испытательной среды (гелия, азота и их смеси).

Перейдем в другой цех.
Лишь на установке автоматической сварки будущий шаровой кран становится максимально сильно похож на готовый продукт.
Шаровая пробка монтируется в полукорпуса, которые в свою очередь свариваются с высочайшей точностью

Отдельно хочется сказать про сотрудников — очень крутые дядьки и барышни на предприятии. Удалось пообщаться с некоторыми и они оказались настоящими фанатами своей работы.
Лично мне кажется, что сейчас вновь человек труда, как было модно говорить в прошлом, выходит из тени и с гордостью может сказать — работаю на заводе. А если кто-то что-то скажет против таких людей, то всегда есть человек с полуметровым гаечным ключиком :)

Готовые изделия отправляются на финишную подготовку. Их ждет камера зачистки, моечные и окрасочно-сушильные камеры.
Так же наносят различные типы покрытий – усиленного типа для подземной установки, окраска и другое.

Теперь специальный шаровой кран упакуют и направят на склад.
P.S. Общие инвестиции в производство превысили 3 млрд рублей, из которых 670 млн рублей предоставил Фонд развития промышленности в виде двух льготных займов (оба займа погашены в срок и в полном объёме). На сегодняшний день число таких займов в стране достигло 1300.
Сотни и сотни предприятий строятся и развиваются. Очень надеюсь, что в ближайшее время получится показать еще пару десятков новых и интересных заводов.

Новое предприятие называется Челябинский завод городского электрического транспорта и входит в состав группы «Синара».На нем будут производить электробусы и троллейбусы для всей России.

Площадь производства - более 13 тыс.кв.м., а к концу года на предприятии будет работать 700 специалистов.
После выхода на производственную мощность новый завод сможет выпускать до 1200 машин в год. Кстати, первая партия троллейбусов, изготовленных заводом, выйдет на линию в именно в Челябинске.

Хотим поделится результатом проделанной работы. Выполнили капитальный ремонт и модернизацию горизонтально-расточного станка модели 2А637, за базу использовался советский станок производства ИЗТС (Ивановский завод тяжелых станков.)

Были выполнены следующие работы:
Шлифовка всех направляющих станины станка.
Новое армирование пластиком направляющих салазок.
Установили новые шарико-винтовые пары диаметром 100мм, класс точности P5, гайки с регулируемым натягом.
По всем осям заменили старые редуктора (имеющий большой люфт) - на новые прецизионные планетарные редуктора фирмы ApexDynamics.
Заменили шпиндельные подшипники.
Прошлифован инструментальный конус ISO 50.
Разработали и изготовили по кооперации: систему сбора и подачи СОЖ, новую телескопическую защиту направляющих, лотки маслоприемники и др.
Разработали и изготовили новую гидростанцию.
Произвели монтаж датчика положения стола, стол можно позиционировать в 1 секунду.
По осям станка установили новые оптические линейки с разрешением 1мкм.
Собрали новый электрический шкаф .
В качестве управления станком использовали комплектную систему ЧПУ и привода подач ф. Fanuc i0MF, дополнительно реализовали ручное управление.

Станок модели 2А637Ф3 по общим условиям испытаний на точность соответствует ГОСТ 2110-93, по классу “Н”
Ну что, потренировались? А теперь пора браться за дело всерьез.
В феврале 2022г. нам поступил на модернизацию и ремонт токарно-карусельный станок модели 1532Т. Мы приютили гиганта и сделали то, что смогли. Работы были выполнены силами Первой станкостроительной компании.
Максимальный диаметр обработки 3200 мм.
Максимальна обрабатываемая высота 2000 мм.
Максимальный вес обработки до 40 000 кг.
Вес станка 90тн.
Токарно-карусельный двухстоечный станок модели 1532Т предназначен для черновой и чистовой обработки стальных деталей из поковок, стальных и чугунных отливок, сварных заготовок, а также изделий из цветных металлов и сплавов. На этих станках можно обрабатывать также детали из неметаллических материалов.
На станках можно производить обработку цилиндрических, конических, фасонных наружных и внутренних поверхностей, проточку плоскостей, подрезку и отрезку, точение торцевых и радиальных канавок.
При установке дополнительных приспособлений, поставляемых по особому заказу, на станках можно выполнять расточные, сверлильные, фрезерные и другие операции.

Санок был произведен заводом КЗТС - Коломенским Заводом Тяжелых Станков 37лет назад в 1985 году. Станок был установлен на заводе в г. Таганрог, в последнее время "гигант" был не нужен и стоял без дела. Со слов механика завода, из-за выхода из строя ЭМУ (Электро-машинный усилитель) станок долгое время стоял как экспонат.

Далее появились Первая станкостроительная компания из г. Челябинск и выкупила данный станок на заводе.
Демонтаж был очень тяжелым, поскольку грузоподъемные механизмы в цеху отсутствовали. Демонтировали автокраном.
Для перевозки планшайбы и основания потребовался трал. Основание весит 12тн, планшайба 8тн.

Сложили основные части пирожком и начали поочередно работать с узлами станка. Тщательно все узлы были отмыты.


Проверили износ направляющих траверсы. Шлифовать не стали - размер в поле допуска.
А вот рабочие ползуны пришлось немного поправить на шлифовальном станке Hekert

По краске отшабрили все привалочные поверхности - это очень трудоемкий процесс и занял очень много времени.

Результатом шабровочных работ, должна "стрельнуть" геометрия. Положение салазок, ползунов относительно направляющих траверсы и стоек.

Приступили к сборке портала.

Установили новый шпиндельный подшипник. Подшипник имеет свой независимый корпус.
Установили новую систему смазки. Импульсная система смазки направляющих с контролем цикла, смазка осуществляется через дозированные питатели.

Выполнили монтаж нового электрооборудования. В качестве управления используется промышленный контроллер фирмы OMRON серии NX. Привода подач Омрон мощностью 7.5 кВт и главный привод 132кВт. Для увеличения момента установлены прецизионные редуктора ApexDynamics. Для индикации перемещений по осям установили магнитные линейки RLS (Словения) с дискретностью 1мкм.


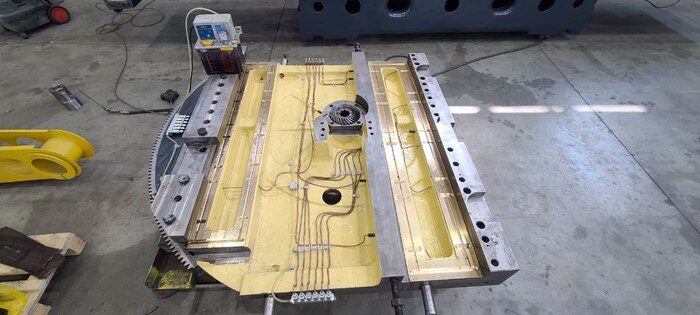
Направляющие планшайбы оказались без износа, но все же, все забоины были нами вышабрены.

Этот ответственный процесс называется женитьба
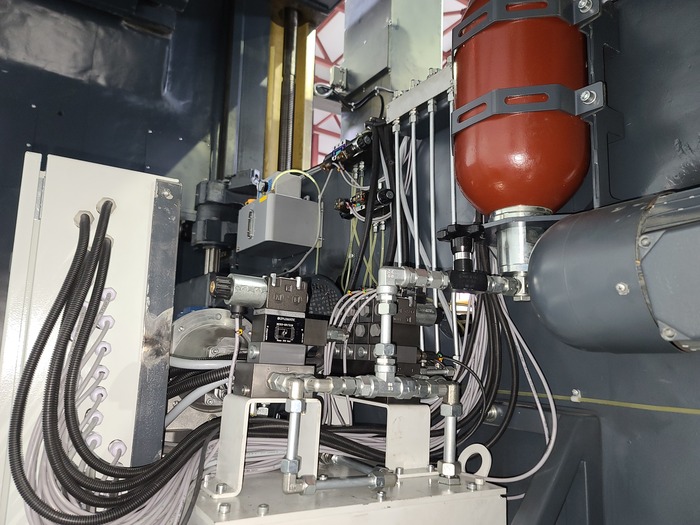
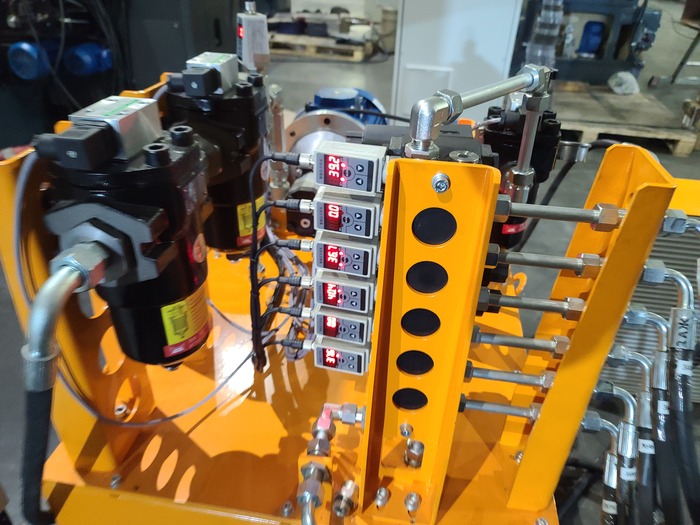
Разработали и внедрили новую рабочую гидростанцию. Рабочие органы зажимаются гидравликой. Давление в системе поддерживает гидроаккумулятор.
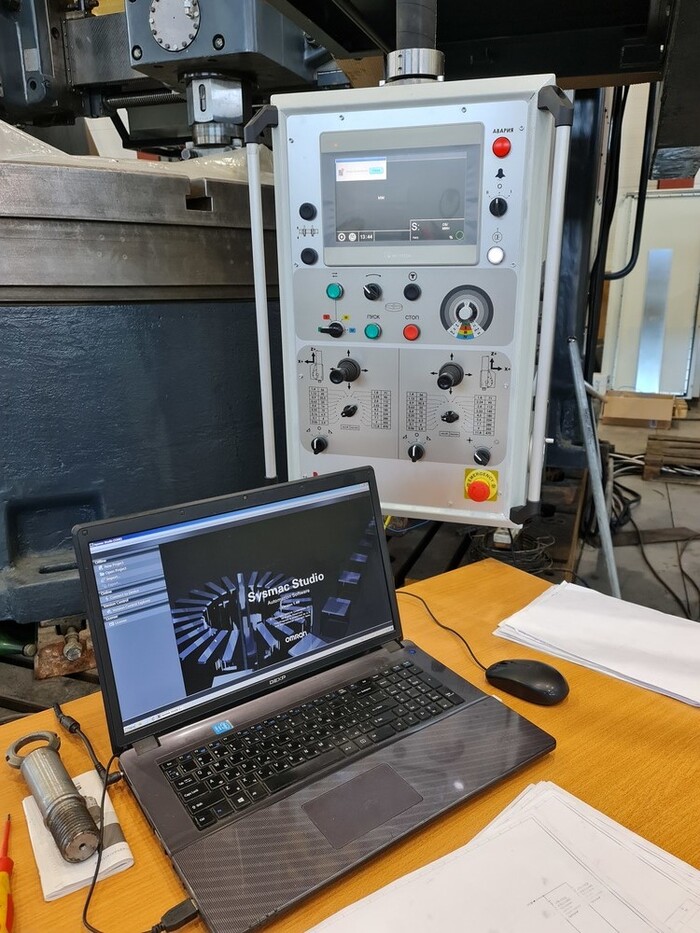
И это уже финишный этап - работа программиста, инженер-электронщика. Необходимо машину научить работать, заложить в него все рабочие параметры.
Первые испытания. Первая стружка.
Краткое описание панели управления.

Финальная сдача станка Заказчику.
В сентябре 2022, спустя 6 месяцев, станок покидает родные просторы и отправляется к Заказчику в г. Новосибирск. Напомню, работы выполнила Первая станкостроительная компания из г. Челябинск - в этой компании работают высококлассные инженеры.
PS: Слово “инженер” произошло от латинского корня ingeniare, что означает “творить”, “создавать”, “внедрять”. Инженерная деятельность занимает одно из важных и существенных мест в современной культуре человечества. Без достижений инженерного творчества и инженерной мысли невозможно созидание и существование высокотехнологизированной цивилизации, отличающий настоящий этап исторического развития общества. Инженер — центральная фигура современной научно-технической деятельности.





