Скрытая от наших глаз вселенная
Медоносная пчела, снятая с помощью сканирующего электронного микроскопа (СЭМ).
Медоносная пчела, снятая с помощью сканирующего электронного микроскопа (СЭМ).
Добрый день. Есть китайский микроскоп с 10Мп на коробке. Подскажите программу для транслирования на комп без шаманства и танцев, кто какой пользуется. Сейчас стоит простая с разрешением 640х480. Работает, но у нее(программе) в настройках это макс. Подключение юсб2.
заранее спасибо

Интересно,что для съемки ее пришлось покрыть чистым золотом.
В смысле коллекционирую банкноты, то есть занимаюсь бонистикой, а именно собирают эти самые боны, то есть всякие ценные и не очень бумажки.
Коллекция зародилась еще в первом классе, когда я обменял, как щаз помню жевачку, на первый свой китайский юань (сверху справа)

Всякие другие страны мира — это красиво и интересно, но сейчас у меня цель собрать историю отечественного вечно деревянного рубля с 1889 года до сегодня. Задача непростая и недешевая.

Но рассказывать тут все эти эмиссии, деноминации и модификации скучно, поэтому вот вам под микроскопом микрошрифты на современных деньгах, доставайте из карманов, проверяйте свое зрение:
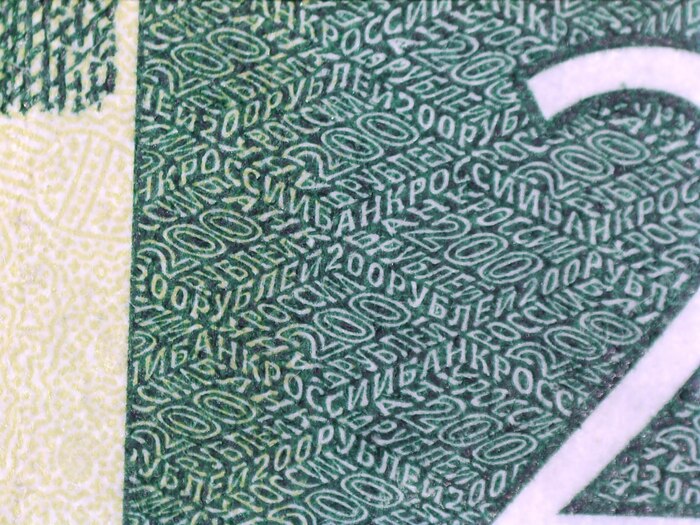
200 руб. - сторона с античными колоннами, справа внизу, где "200"
500 руб. - по центру на заднем за парусником плане окна надстройки
1000 руб. - сторона с Ярославом Мудрым, храм на заднем плане справа от часовни
5000 руб. - гора над кораблем по центру
Еще всякое интересное здеся Познавашки, Бугагашеньки, Бухлишко, Хавчик, ну или тутова https://t.me/selo_kosilovo
Прикольная штука поиграться)
на Яндекс Маркете, на Алике, на Всех Инструментах
Взято с телеги Интересный Маркетплейс
История изобретения метода просвечивающей электронной микроскопии. Проблема сферической аберрации магнитных линз, накладывающая жесткие ограничения на разрешающую способность ПЭМ. И нетривиальный способ ее нивелирования, который поначалу считался невозможным. И сделал возможным получение чёткого изображения атомных структур.