Обратился ко мне парень экстремал с просьбой сделать подвеску для электролонгборда. И поведал историю о том, как она сломалась. Он ехал со скоростью около 80км/ч и подвеска лопнула, как результат: переломал руки, ноги, свернул шею, черепно-мозговая травма, таз порвал, вообщем жесть. И очень желал, чтобы этого не повторилось снова.
1/2
Он сам отдал сломанную деталь конструктору, который прогнал её через 3D сканер и уже отрисовал её в soliworks(программа для построения 3D моделей) и передал мне. Я заказал металл в данном случае В95Т1, это самое прочный из доступного. Написал программу и изготовил на станке. Результат ниже.
До покрытия.
После покрытия(анод черный).
Результатом клиент очень доволен, катается и не знает бед. Периодически присылает видео со своих покатушек. Круто, очень приятно!
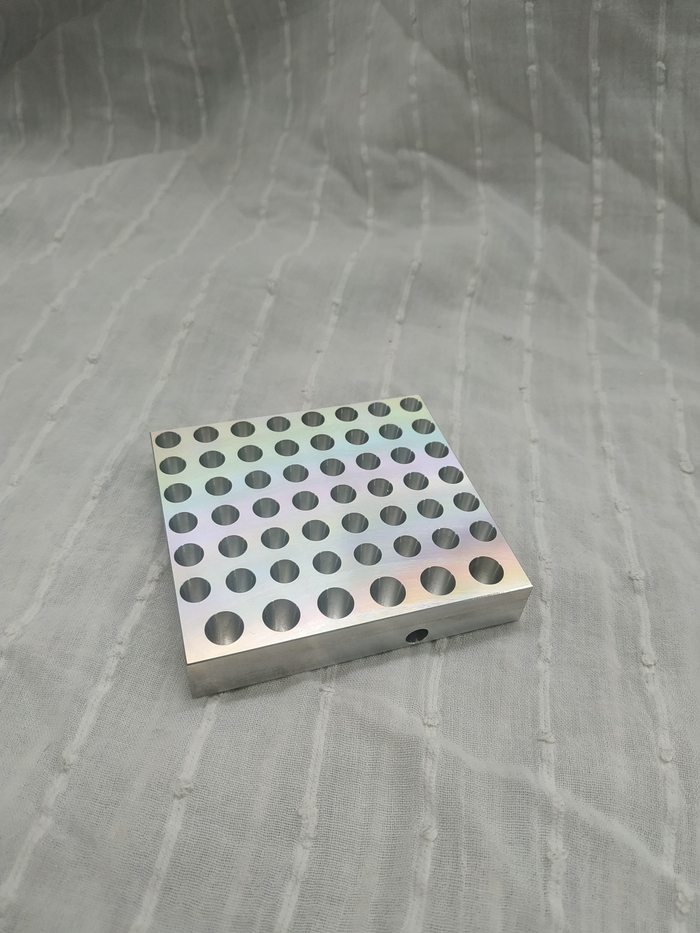
Это форма для изготовления лотков под запайку.
Габарит формы 500*240мм
А вот результат, взял картинку из интернета.
Вот еще одна форма. Особенность это формы, в том что она сборная и состоит из 3 частей. Видно винты по периметру. Основная проблема, это выпора(отверстия диаметром 0,6мм), через которые выходит горячий воздух. Они находятся сверху между винтами и чтобы, не сверлить через 60мм алюминия, сделали верхнею часть толщиной 10мм, сделали внутри лабиринт который соединяет эти мелкие отверстия и выходит сбоку. Вообще, просверлить так глубоко можно, но нужен станок superdrill, который выжигает электродами отверстия на большую глубину. Но у меня и заказчика, такого нет, хотя мысли купить его есть. В целом, если брать китайский, то подъёмно. И оказывать доп. услугу по сверлению таких отверстий. Также прикрепил видео изготовления лотков.
Сами выпора.
С этой формой произошла неприятная ситуация, я допустил ошибку, при черновой обработке. При работе фрезой диаметром 20мм, когда она заканчивала выбирать мясо в одном кармане, должна была подняться на безопасную высоту и переместится в следующий карман. Но она не поднялась и поехала в другой карман через стенку.
А не поднялась, так как, когда я писал программу упустил этот момент, а на симуляции не заметил. Как итог минус шпиндель и патрон. Повезло шпиндель был в Москве и мне отправили его сразу. Продавец вошел в моё положение и продал мне шпиндель подороже:) Но я все равно благодарен. Цена такой ошибки 125 000рублей. До этого момента, у меня не было таких дорогих ошибок.
Форму я подварил. И доделал уже на втором станке, так как форму надо было отдать, через 3 дня. Делать пришлось с передвигом, из-за габарита, который выходил за поле обработки китайского станка.
Следующие детали, будут знакомы любителям страйкбола и кто увлекается оружием. Это приклад к винтовкам типа AR-15.
Особенность этой детали, что выполнена из цельного прутка, то есть центральное отверстие Ф25, просверлено и расточено на глубину 180мм с достаточно приличной чистотой. Обычно для удешевления берут трубу, затем один конец, либо заваривают или делают резьбу под заглушку. Также верхнею часть, делают на винтах.
Раньше это приклад, сначала я делал на токарке, а потом уже фрезеровал. Потом пересмотрел технологию и поменял местами порядок обработки, это привело к удешевления, за счет уменьшения размера заготовки с диаметра 50мм до 40мм.
Скажу сразу, что разработчики и заказчики этой продукции, являются ребята из Москвы, оружейная компания РТМ. Практически вся механическая обработка, проходила через меня, а другие операции, они делали сами. Можно у них на сайте глянуть примеры работ.
Это рукоятки разного типа. Пиллау и нарва.
Вот ,как она стоит на оружие. Фото взял с сайта РТМ. Рукоятка нарва.
Еще один тип рукоятки с крышкой. Короткая. Рукоятка пиллау с крышкой.
А вот так выглядит уже на оружии. Но здесь длинная рукоятка, просто на этой фотографии, хорошо изображена. Фото не моё, взял с сайта.
Вот так они выглядят на станке. На одной из операции.
А это следующая операция.
Вот еще мелкие детальки из стали. Называется кабестан и закладные для него.
Вот так выглядит на оружие.
Следующая деталь, это из области ПЦР тестов. Она небольших габаритов и сделано 48 малых лунок и 6 побольше. Основная проблема, это добиться неземной чистоты в лунках, которые сделаны под наклоном. Зачем она там нужна такая, я не знаю, но это доставила много хлопот. Заказчик проверяет каждую лунку и если хоть одна не будет соответствовать, то на переделку. А трудоемкость, просто конь! Есть такая же, но на 96 лунок. Раньше катал шариком, но сейчас из Китая заказал специальные под конус фрезы и буду пробовать ими, это должно улучшить качество и уменьшить трудоемкость.
Дальше пойдут детали назначение, которых я не знаю. Просто дают чертеж или модель и я делаю.
Пожалуй на этом всё. Это лишь малая часть, того, что я сделал. Какие-то фото я нашел у себя в архиве, что-то нашел в цехе и сфотал. Некоторые детали, думаю нельзя выставлять, так как они делаются по кооперации, в которых есть посредник, а то и не один:) Также с одной фирмой, для который я делал значительный объём, подписан договор о неразглашении коммерческой тайны. И штрафы там, конские.
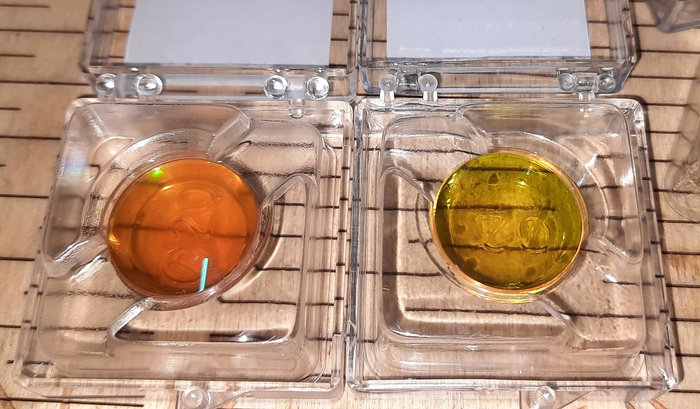
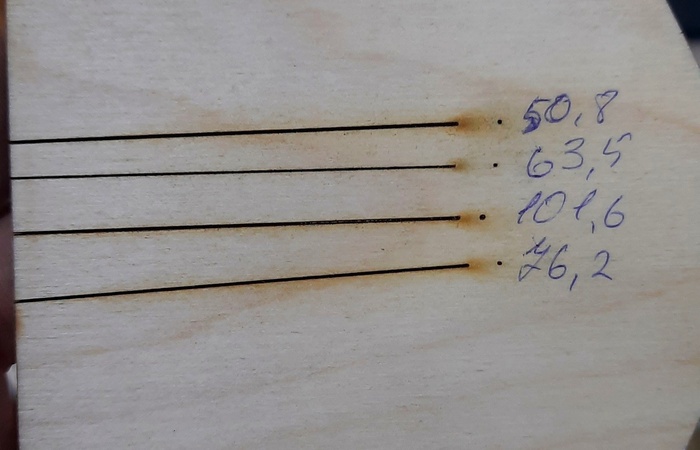
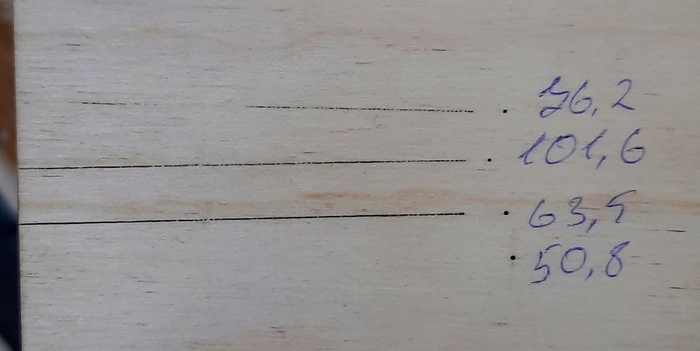
Так как линза, которая изначально шла со станком, понемногу зашоркалась было решено приобрести её замену. "Родная" линза - 63.5 ZnSe, прозрачная. Куплены были: -76.2 ZnSe, прозрачная (которую китайцы метят как - USA) -50.8 China PVD -101.6 China PVD При резке 63.5 линзой я всегда делал поправку в макете на толщину реза в 0.12 мм., хотя как утверждают в этих ваших интернетах такая толщина должна быть у сто-первой линзы. Зеркала, линзу, чистоту всего этого, фокусное расстояние часто проверяю и корректирую при необходимости, так что излишнюю жирность реза сваливал на деффекты на самой линзе. Ну и собственно поэтому взял линзы с меньшим фокусным и с большим, так сказать поэксперементировать. Cloudray-евские линзы были куплены "China PVD", от тех что маркируются как "USA" они отличаются тем что менее прозрачные, ну и цвет чуть темнее. Как утверждали отзывы на Алиэкспресс - разницы между ними в резе нет, зато они дешевле.
слева - China, справа - USA
Сначал прибыли линзы PVD и при проверке вдруг оказалось что рез на линзе 50.8 не разу не тоньше. А сто-первая линза не режет фанеру десятку лучше чем та самая, родная шестьдесят-третяя. Это конечно расстроило, как мне показалось -толщина лазера на обеих линзах была примерно одинаковой и они были значительно больше 0.12мм, при этом 50.8 на одних и тех же настройках давала ощутимо меньшую глубину реза. Дело в China PVD, подумал я и стал ждать линзу "USA".
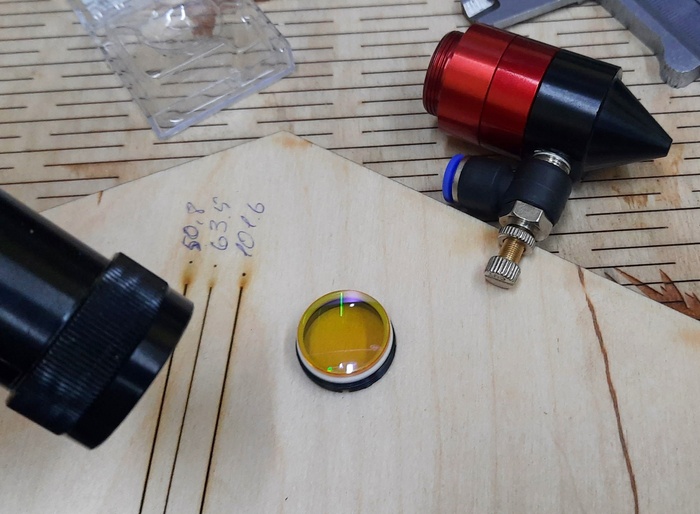
Kindlelaser USA ZnSe Focusing Lens, фокусное расстояние- 76.2мм.
Дальше я просто протестировал все имеющиеся линзы и визуально сравнил результат. И он довольно грустный: да, 76-ая линза имеет более тонкий рез чем даже 50.8 PVD, но и она ощутимо хуже чем та что изначально шла со станком. Я проверял точку фокусировки наклоненной фанерой, перепроверял зеркала и саму линзу, точку выхода из сопла, что бы была ровно посередине и не "цеплялась", но результат неизменно был одинаковым - все купленные линзы были хуже.
Фанера для теста 6.3мм.
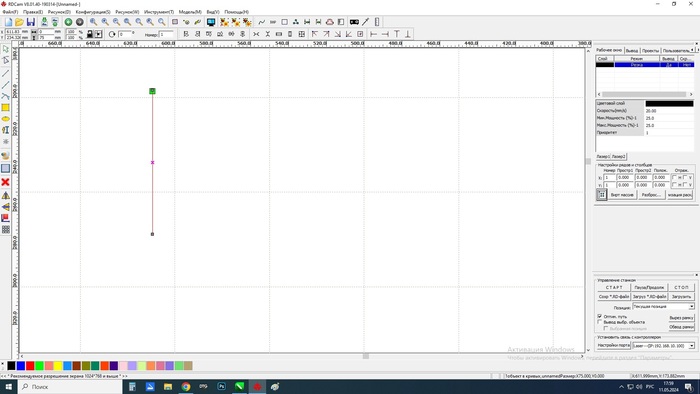
тестовый рез и настройки
Тестировал на фанере 6мм, с одинаковыми для всех настройками. Сначала прожигал точку импульсом, потом запускал файл. Тубу с линзой собирал так что бы помимо нужного расстояния для фокусировки и от режущей головы до материала было примерно одинаковое расстояние +-2мм, для того что бы воздух дул с одинаковой силой. Трубка "Reci W2 100W"
даже с обратной стороны 63-ая прорезала лучше чем 101-ая
Конечно возможно что я что то упустил в своих изысканиях, но для себя я сделал вывод что PVD покупать точно не стоит, что "прозрачность" и пометка "USA" не показатель качественной линзы, что отзывы - как всегда "пришло быстро, не пробовал, пять звезд!" Буду дальше искать качественную линзу взамен своей, надеюсь найду. Всем благ, счастья, здоровья, детишек .....
С рассуждениями в прошлом посте получилось не очень, поэтому я приведу свое понимание, какие задачи необходимо отдавать в первую очередь на аутсорсинг. Пожалуй самая необходимая — это закупка оборудования.
Каждая созданная или развивающаяся компания вынуждена покупать оборудование. И чем крупнее компания и дальше развитие, тем больше, сложнее и дороже требуется оборудование. И тем сложнее становится выбор и тем больнее ошибки неправильного выбора.
При отсутствии квалифицированных технических специалистов, особенно уже имевших опыт приобретения оборудования, совершается очень много ошибок. Посмотрите отзывы тех, кто покупал первое оборудование, наверное не найдется ни одного, кто бы с первого раза смог купить именно тот станок, который хотел изначально.
Вроде бы в чем проблема, ты же знаешь что ты на нем будешь делать (хотя бывают случаи что и не знаешь, но это совсем отдельная история), поэтому и выбирай соответствующий станок. Тем более что сейчас в интернете куча сайтов, форумов, видео, блогеров и прочих «помощников».
Однако, на всех этих ресурсах, тебе в лучшем случае могут дать лишь общее представление об имеющихся вариантах и явных правил выбора оборудования (надо делать тела вращения — бери токарный станок). Никто из них не сможет помочь в твоем конкретном случае. Никто из них не сможет ответить на сотни, возникающих в процессе выбора, вопросов. Сейчас тысячи вариантов разного оборудования с различным функционалом и опциями, причем опции, порой, могут стоить больше самого станка, как сразу разобраться во всех тонкостях?
Но есть выход, которым очень часто и пользуются большинство покупателей оборудования. Это ближайший/первый попавшийся/понравившийся поставщик оборудования. Да, каждая поставляющая оборудование компания с удовольствием поможет Вам с выбором станка и выберет самый прекрасный и нужный именно для Вас станок. И конечно же, каждая компания будет уверять, что это САМОЕ ЛУЧШЕЕ оборудование из всех и САМОЕ ВЫГОДНОЕ. Но это будет станок ТОЛЬКО из оборудования, которое поставляет данная компания. Скорее всего, это оборудование будет работать и вы может даже сможете выпускать свои изделия, но, это не будет самым оптимальным выбором и уж точно не самым выгодным. Это тоже самое как прийти, например в салон АвтоВАЗа, и выбирать себе автомобиль, при этом не заглядывая в другие автосалоны. В обоих случаях это будет работать, но нет ни малейшей гарантии, что это будет именно то, что надо Вам!
А как объяснить другим ЧТО Вам надо? Для этого существует техническое задание, однако большинство предприятий даже не задумываются об этом, чаще всего техническое задание выглядит примерно так: «Нужен станок точить детали». Очень хорошо, когда хотя бы добавят: «диаметром от 20 до 150 мм.». Однако это далеко не техническое задание на закупку оборудования, по такому заданию вам и подберут соответствующий станок...
Многие, кто покупал оборудование, обратившись к одному поставщику, остаются довольными. Но это абсолютно не значит, что у них правильно подобрано оборудование.
Большинство сейчас скажет — ну и ладно, работает же, выполняет же свою задачу оборудование, почему быть недовольными? А потому, что это самая страшная ошибка покупки оборудования! Когда оборудование не работает и не может выполнять своих функций не так страшно, потому что это явная ошибка и ее придется исправить. А ошибки, которые неявные, наносят самые большие и серьезные потери, порой превышающие даже стоимость нового оборудования.
О двух таких случаях, из тех, что я встречал в своей практике, вызванными незначительными и незаметными ошибками, которые все пропустили, а в итоге потери в несколько раз превысили стоимость оборудования, я расскажу в следующих постах.
Объемы по металлообработке росли, но зарабатывал по-прежнему немного. И основная причина, как я понял позже, это низкая маржа, которая считалась от стоимости часа рабочего. Если рабочий просил 300р за час программы, я добавлял 20-30% и выставлял счет. Это цена при закаже большой партии, которую делать могли 1-4 месяца. Опять же такие большик сроки, были из-за того, что детали делали в свободное время, когда заводской работы мало. Но тем, не менее рабочие зарабатывали хорошо. Также благодаря, тому, что работал не один рабочей, удавалось собрать неплохую прибавку к зарплате инженера. Со временем, начал увеличивать расценки, но все равно подозреваю, они были ниже рынка значительно в 2-3раза. Особенно на единичных деталях. Ведь никто не хочет возиться со сложной деталью в количестве 1 шт. А для меня написать программу и разработать технологию обработки для одной детали или партии,без разницы. Ведь цена программы была заложена в стоимость детали. Тут я тоже дешевил сильно, так как мне казалось, что это простая работа, её делал каждый день. Поскольку оператор и наладчик, на заводе это один и тот же человек и в день они могли делать 2-4 наладки, им тоже было без разницы, просто за наладку доплачил. Но это не значит, что они это любили:)
Сейчас на рынке расценки начинаются в лучшем случае, при большой партии на несколько месяцев от 1200р./час, знаю предприятие, которое делает за меньшее, официально с НДС и получается зарабатывать. Но там расписано на год и работают круглосуточно и делают одну деталь, просто количество, идет тысячами и предоплата 100%. Тут главное, чтобы один оператор обслуживал, как можно больше станков. У них получается 4 станка на одного человека.
Я прекрасно понимал, что все когда-нибудь заканчивается. И калымить постоянно не выйдет. Придет новый директор и прикроет лавочку. А прелесть металлообработки, в отличие от той же водоочистки, это в отсутствии большого количества заказчиков. То есть мне надо несколько хороших заказчиков и они без проблем обеспечат объемом надолго. Прикинув, что если бы я сам работал за станком и делал текущие заказы, то зарабатывал больше и мне не было нужды работать на заводе и заниматься калымом. Вот с такими мыслями, начал проектировать фрезерный станок с ЧПУ с полем обработки 500*400*280мм. Не буду сильно углубляться в технические подробности. Могу сделать отдельный пост. Скажу только, станину отлил из полимербетона, закладные под направляющие и опоры из стали 40Х, закаленные до 25...28HRC. Воообще я все детали, которые делал для станка, отправлял на термическое улучшение(25...28HRC). Работы по изготовлению станка начал в декабре 2019 году и первую стружку пустил в сентября 2022года. На видео обрабатываю полиацеталь, не особо быстро, так как нет еще системы СОЖ. Если наваливаешь режимы, пластик начинает плавиться. Да и станок был настроен на более плавную работу.
Затем потратил полгода на доделки и на устранение разного рода косяков. И затем прилетает новость, что завод продали. Новое руководство закручивает гайки, насчет калыма. Стоит отдать должное, они вместе с таким решением начали поднимать зарплату существенно. И делали это они несколько раз за год, по итогу сейчас средняя зарплата на заводе, как по области, а раньше была одна из самых низких в регионе. После продажи завода, стало ясно куда ветер дует и надо решать, что делать дальше. К тому же один из основных заказчиков, желал увеличить объемы. А я думал, старые бы осилить:))) К тому моменту, я смог накопить финансовую подушку на несколько месяцев. И решил оформить кредит и вдобавок к своему фрезеру, купить еще один фрезерный станок с ЧПУ из Китая за 120 000юаней. Так как боялся, что если мой станок встанет колом, то будет второй, который не даст просрать сроки и обязательства. Также мной был ранее выкуплен универсальный токарный станок у завода по хорошей цене. Его я тоже модернизировал, добавил цифровой дисплей и линейки(УЦИ), чтобы по лимбам не смотреть, а видеть фактическое передвижение резца. Так как понимал, что ловить сотки по лимбам мне будет не просто из-за отсутствия токарного опыта:) Также заменил 4 позиционную державку на швейцарский мультификс, для удобства.
Весной переехал из своего маленького цеха в 25 квадратов, в помещение побольше 52кв.м. Всю весну и лето после работы, вечерами пропадал в цехе, делал разные детальки и планировал уход с завода осенью. К концу лета приехал китайский станок VMC425.
Этот станок значительно удобнее, чем мой. Так как мой не доделан, в плане удобства и отсутствия автосмены. Но мой станок оказался мощнее. Не было такого, чтобы обороты падали при обработке фрезой Ф50 по 1,5мм на подаче 2000мм/мин. А на китайце они проседают сильно. Но небольшими фрезами до 10 диаметра работает нормально. Но и поле обработки меньше 425*250*450мм. По высоте удобно сверлить высокие детали. Про это тоже, можно сделать отдельный пост. Но на ютубе есть обзоры этого станка.
Когда запустил китайца и поработав на нем, я все для себя решил, что пора уходить с завода. Сообщил начальству, что ухожу в свободное плавание и буду работать на себя. Завод без меня не развалился:) Все живы и здоровы, но мой уход, это все равно печально, особенно для коллег, которым придется в случае изменения чертежа, придется за меня вносить изменения в модель и пересчитывать программы для фрезерных станков. А за 13 лет работы, я написал очень много программ, а в некоторые я бы не советовал лазить без лишний надобности. Так как за эти года я прошел путь от студента до специалиста и треша там хватает:) В принципе, как и у всех.
На сегодняшний момент на заводе практически не делают калым, так как убрали любые возможности, чтобы это делать безопасно и легко. Подняли зарплаты, усилили контроль за рабочими, мастерами и участками. Но уровень доходов операторов раньше был выше, чем текущая зарплата, но люди не разбегаются, значит все устраивает.
Скоро будет год, как покинул завод и все это время, я работаю один и мне это нравится. Заказчик, который хотел увеличить объемы, немного сдулся и уже полгода мне должен приличную сумму. Отдаёт потихоньку и отдаст. Это тот самый первый мой заказчик с которого все началось. Вся его продукция в части механической обработки, почти полностью, была сделана мною. Просто сейчас у него трудный период, но думаю выкрутится и начнет заказывать. Отчасти его успех был, благодаря низкой цене, которую я давал.
Когда сам встал за станок, то увидел насколько низкая была цена, особенно на железо. Я начал поднимать её и тут пошли вопросы, почему цена увеличилась в 2-3 раза. А ответ простой, если делать его детали по старым ценам, то выгодней уйти в найм и работать по специальности инженером-программистом по станка с ЧПУ и получать 100-120тыс в месяц. Я все обосновал и сказал, старых цен не будет, так как больше нет возможности делать на заводе детали. Единственное по алюминиевым деталям, оказалось интересная ситуация, думал они убыточными будут у меня на производстве со старыми ценами! Но мои режимы резания по алюминию было очень лайтовыми(низкими), когда сам увидел как работает фреза и стал экспериментировать, так сказать наваливать, то обнаружил, что детали прибыльны. Я уменьшал трудоемкость в 2-3 раза, это позволило, оставить на части деталях старые цены.
На сегодняшний день я продал универсальный токарный станок, а на его место купил новый китайский с ЧПУ, приедет через неделю. Старый станок, что не говори старый и он потихоньку сдает позиции, то там отойдет контакт, то еще какая-нибудь зараза, да и нету у меня для него работы. Мне проще программу на станок написать, чем ручки крутить!
Если говорить про деньги, то выхлопа больше с цеха. Правда я уже как наркоман, если появляются свободные деньги покупаю оснастку, меритель и еще кучу всякого:) Покупаю практически все на таобао.
На этом я заканчиваю серию постов. Буду писать на отдельные темы, которые затронул в этой серии, да и новое, что-нибудь напишу. Если что-то интересует конкретное, пишите в комментариях. Благодарю, что дочитали:)
Устроился обратно на завод, работать технологом-программистом по станкам с ЧПУ, спустя полгода свободного плавания. Как я думал временно... Но нет ничего более постоянного, чем временное и отработал еще 10 лет:) На заводе платили мало, но было комфортно! Много интересных задач, веселые коллеги и ситуации. В какие-то дни, можно было спокойно заниматься своими делами, а в какие-то нужно ударно поработать, иногда задерживался и выходил в выходные. Доплат за это не было, были только отработанные часы, которые можно использовать во время отгулов. Я ходил на работу, как на лабораторные в университете, где ты приходил, рисовал 3D модель, затем писал программу для фрезерного станка и на учебном станке с ЧПУ, делал деталь. В целом ничего сложного казалось бы. Но тут больше роль играем знание технологии обработки различных материал и как они будет себя вести во время обработки и после неё. Параллельно с этим занимался водоочисткой в домах и коттеджах, устанавливал вот такие фильтра. Это простая схема из одного фильтра, внутри которого комплексная загрузка для очистки от железа, марганца и солей жесткости.
Большую часть выходных, проводил в поездках в загородные дома, вокруг Новосибирска и ставил фильтра. Старался делать надежно, чтобы не приезжать повторно из-за пустяка, так как дорога занимало иногда по часу, а то и два в одну сторону. Бывало, все проверишь, что нигде не капает и не течет, но через два дня закапает. Просишь подтянуть, а люди ключ в руках не держали, собираешься и струячишь полтора часа в одну сторону, чтобы подтянуть. Заявки постепенно росли, начал ездить в соседние города на более серьезные заказы. Устанавливал фильтра для пивоварен, кафе, коттеджных поселков и была линия розлива воды на 4м3/час. И так продолжалось несколько лет и я начал уставать.
По хорошему надо нанимать людей для монтажа, но очень тяжело делегировать, а особенно, когда ты видишь, что делают не так, как ты хочешь. Пробовал пару раз. Один человек просто сломал блок управления фильтром и я поехал за новым. Другой раз отдал знакомому монтажнику, полностью сделать под ключ. Как результат, мне пришлось за ним переделывать и значительно, он накосячил будь здоров. Хотя он мне помогал на крупных проектах и по сути, он стал после меня делать монтажи самостоятельно. До этого, он только продавал это оборудование, но просил его научить. Видно не всё запомнил или просто отнеся пофигистичеки. Отвечать все равно не ему.
Постепенно приходило осознание, что надо выбирать между заводом и водоочисткой. Но бросать завод после неудачного опыта, было мягко, говоря сыкотно. Плюс кредит на машину, жена в декрете уже со вторым ребенком, отсутствие собственного жилья и денег, которых всегда в притык. Накопить финансовую подушку безопасности не получалось.
На заводе мне говорили про повышение, но я дал понять, что мне это неинтересно, так как разницу в зарплате, можно было компенсировать установкой простого фильтра. Прикол начальника бюро, что если твои подчиненые не справляются, в силу того, что их тупо мало, то делать должен ты сам. Плюс меня всегда напрягало, уговаривать людей выходить в выходные и праздничные дни, задерживаться после рабочего дня. Мне пиздец, как неловко это делать. Вот если бы за деньги просить выйти, другой разговор, но оплачивать сверхурочные, руководство не горело желанием. Думаю, это было самое сложное для меня, когда был руководителем. Ведь ты понимаешь, что люди выйдут в выходные или праздничные дни, сделают аварийную деталь, а в понедельник, она нахер никому не нужна, так как появилась новая информация, что нужна другая. Или токарь который, вместе со всеми должен был выйти в выходной и сделать её после твоей операции, тупо не вышел и ничего страшного не произошло! И когда такое происходит довольно часто, просить кого-то выйти, что мол это важно, ну такое себе.
Не знаю сколько бы я еще находился в такой ситуации, если бы не случай. Копаясь на профильной форуме по металлообработке, наткнулся на объявление о необходимости оценить и сделать детали. Посмотрев и посчитав её трудоемкость в часах, сходив в цех и узнав расценки у рабочих. Назвал цену заказчику, его она устроила. Написал программы и техпроцесс для её изготовление. Отдал рабочим, выполнил первый свой заказ. Заказчику понравилось качество. Со временем он начал увеличивать партии и номенклатуру деталей, объемы начали расти. Плюс я проводил технологический контроль его 3Д моделей. Так как не всегда конструктор понимает, как происходит обработка детали. И чтобы сделать её максимально дёшево, надо проверять деталь на технологичность изготовления. Самое популярное это отсутствие радиусов скругления от диаметры фрезы. А это зачастую просто неизбежно, а чтобы их убрать, надо делать дополнительные установы, а это приводит к удорожанию детали. В ходе такой проверки, выясняется, что радиуса не мешаются и вместо нескольких установок в тисках, достаточно двух.
Теперь я работал на трех работах и начал потихоньку накапливать деньги. Но для себя решил, что буду заниматься металлообработкой и надо уходить от изготовления деталей на заводе. На полноценный фрезерный станок с ЧПУ, мне денег не хватало, я решил собрать его сам. Благо возможности завода позволяли это сделать. Поскольку времени не хватало, проектирование и изготовление станка заняло 4года, также пришлось взять кредит на его комплектующие. За это время я оброс еще парой заказчиков и потихоньку начал завязывать с водоочисткой, так как постоянно приходилось писать программы и техпроцессы. Честно говоря за эти годы, я набрался больше опыта, чем за прошлые 6-7лет. Мне пришлось разбираться с термичкой, гальваникой, шлифовкой, токарной, расточкой и электроэрозионной обработкой. Раньше когда писал программы для фрезерного оборудования, не было времени и нужды ходить на другие участки и просвещаться. В основном брал в работу фрезерные детали, но иногда необходимо была дополнительная обработка и тогда я шел на участок и общался с рабочими, читал книги и специализированные форумы, чтобы лучше понимать специфику.
Написал уже прилично, на этом закончу вторую часть:)
Станки с ЧПУ с каждым годом всё ярче доказывают своё превосходство над ручными фрезерными инструментами. Да, переход на более совершенное оборудование влетает в копеечку для владельцев бизнеса, но ведь они на то и бизнесмены, чтобы уметь считать деньги — все их вложения очень быстро окупаются и значительно повышают доходность предприятия. Давайте разберёмся, чем же так круты ЧПУ-станки.
Какие выгоды от применения станков с ЧПУ?
Первые станки с числовым программным управлением были крайне неудобными, потому что ввод данных осуществлялся через перфокарты, а старшее поколение прекрасно помнит, сколько хлопот с ними было. Но уже с переходом на магнитные, а затем и цифровые носители, даже упёртым критикам стало понятно, что рано или поздно ЧПУ-станки станут лидерами на массовых производствах.
Главная причина брака на большинстве предприятий сводится к человеческому фактору — и станки с ЧПУ сводят его к минимуму. Вся задача оператора станка состоит в написании программы и контроле за ходом её выполнения. Ошибиться здесь намного труднее, так что количество испорченного материала сразу же резко падает.
Основные преимущества ЧПУ-оборудования над обычными станками:
- повышенная производительность; - сокращение штата; - универсальность; - высокая точность; - пониженные затраты. Пройдёмся по каждому пункту!
Высокая производительность
Сразу стоит оговорить, что существенный рост производительности достигается только при полной автоматизации производственной линии. Добавить один-два станка с ЧПУ в ручной алгоритм производства конечно можно, но глобальной разницы вы не заметите. А при полностью автоматизированном цикле производство во-первых становится быстрее, потому что человеку не угнаться за скоростью работы машины, а во-вторых превращается в бесперебойный процесс, который можно продолжать 24 часа в сутки и не делать перерывы, кроме технического обслуживания.
Сокращение штата
Да, на ЧПУ надейся, а сам не плошай — но прогресс вставляет свои пять копеек и здесь. Сегодня станки уже способны проводить самодиагностику и автоматическую настройку прямо по ходу работы, так что наладчиков скоро можно будет исключить из процесса. Плюс ЧПУ-станок работает быстрее обычных и может заменить несколько старых машин. А значит, вам потребуется меньше операторов станков!
Универсальность
Современный станок с числовым программным управлением — это целый цех в одном корпусе. Вашу заготовку не нужно будет таскать от станка к станку, использовать погрузчики и тратить на это драгоценное время. Универсальный и всемогущий ЧПУ-станок экономит как время на лишние перемещения, так и пространство на производстве, улучшая логистику рабочего процесса.
Повторяемость
Десятки тысяч деталей, отличающихся друг от друга в пределах долей миллиметра. Возможно ли это при ручной фрезеровке? Да, но вот цена такой идентичности мало кого устроит — для сохранения подобной точности оператору приходится постоянно останавливать привод для проведения коррекционных замеров. В случае с ЧПУ-станками такой проблемы нет — машину не поведёт в сторону, глазомер не собьётся от усталости, а все проверки проводятся без остановок производства. Даже шпиндель не надо останавливать — цикл спокойно завершается и при вращающемся.
Низкие затраты
Конечно, было бы преувеличением сказать, что достаточно купить одну или несколько чудо-машин, и все производственные расходы сократятся по щелчку. И всё же отдельные моменты ЧПУ однозначно удешевляет. Во-первых, станки с интерфейсом для подключения к общей сети завода снимают нагрузку с разработчика — он может отправлять данные на пост обработки удалённо, что упрощает проектировку и производство заготовок. А меньше человеко-часов = меньше производственных трат. Во-вторых, ЧПУ позволяет экономить на расходных материалах. Случайное или ошибочное увеличение скорости подачи на ручном станке увеличивает нагрузку на кромку, она начинает стачиваться, страдает напайка, фреза может повредиться от столкновения со столом. Все эти проблемы невозможны при заранее выставленной программе, а значит, количество испорченных расходников прилично уменьшается, оптимизируя расходы на их закупку.