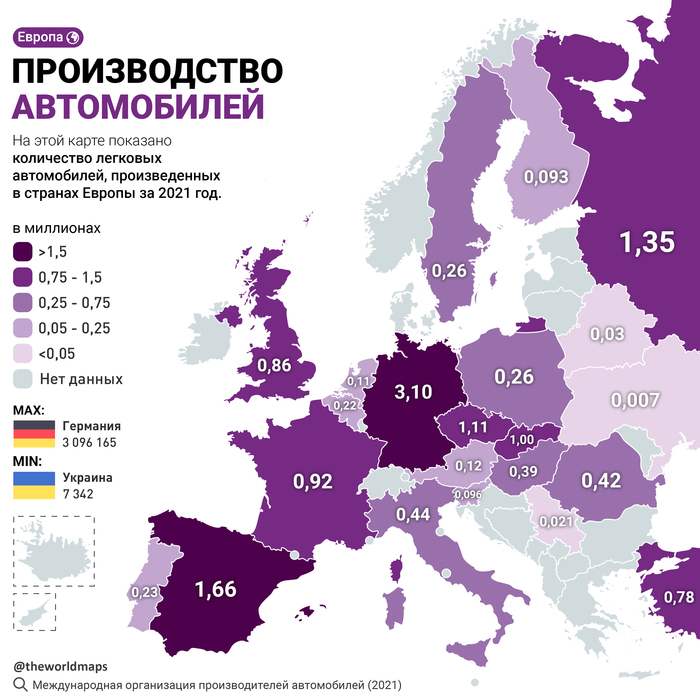
Силовые испытания карусельного центра на заводе ЮЗТС (Завод им. Седина)
Заводские испытания двухстоечного карусельного центра на мощность, виброустойчивость и максимальное усилие резания в сборочном цехе ЮЗТС (Завод им. Седина)
Заводские испытания двухстоечного карусельного центра на мощность, виброустойчивость и максимальное усилие резания в сборочном цехе ЮЗТС (Завод им. Седина)
Съемка через защитное стекло, поэтому картинка не очень.
26.09.21 вечером раздался телефонный звонок. Звонил учредитель с прошлой работы, с которой я уволился в прошлом году.
Поздравил с Днем машиностроителя и пригласил приехать на разговор. Я ответил, что работаю почти год в Москве, поэтому приехать не получится, только прилететь.
Был долгий телефонный разговор, приглашает вернуться на прежнее место работы. Готов пересмотреть все острые углы наших разногласий. Я отказался, но обещал подумать над его предложением, он настоятельно просил.
Подумал и окончательно отказался. Не хочу, столько грязи было кинуто вслед, сколько несправедливых упреков и подчас откровенной лжи. Я отпустил ту ситуацию, не стал оправдываться и никому ничего доказывать.
Сон улучшился, нервы успокоились. За все время после увольнения не следил за тем, что и как там, после моего ухода. Просто не интересно и не хотел все это ворошить.
Но звонок удивил, если честно. Чтобы учредитель сам позвонил, зная его характер, значит действительно дела идут неважно, после ухода старой команды. Оказывается, после моего увольнения в течении полугода ушло много сотрудников ( начальник цеха, мастера, специалисты со стажем свыше 10 лет).
Беречь нужно кадры, без них производство превращается в груду железа, хотя и очень дорогого, но железа.
Станкостроительный завод «Саста» освоил выпуск новой продукции – широко-универсальных фрезерных станков - практически 50 лет завод был известен как производитель исключительно токарного оборудования.

Среди отличительных особенностей нового станка можно выделить следующее:
• Вертикально-фрезерный станок мод. 6820Ф1 является универсальным станком и подходит для решения большинства задач, связанных с обработкой малогабаритных деталей из стали, чугуна, алюминия.
• Высокая жесткость станка, наличие поворотной головы и большой крутящий момент – 1814 Нм - расширяют технологические возможности станка, позволяя более гибко подходить к выполнению задач.
• Станок c поворотной головой предназначен для выполнения всех видов фрезерных работ на деталях из черных и цветных металлов в условиях единичного, мелкосерийного, серийного производства.
• Жесткие цельнолитые корпусные детали станка: станина, колонна и каретка стола выполнены из высококачественного чугуна и гарантируют длительную работоспособность и стабильность геометрической точности оборудования.
• Коробка подач позволяет управлять тремя осями станка, используя только один двигатель.
• Станок оснащен противовесом для уменьшения нагрузки на ШВП вертикальных подач.
• Устройство индикации российского производства «ЛИР» упрощает работу на станке.
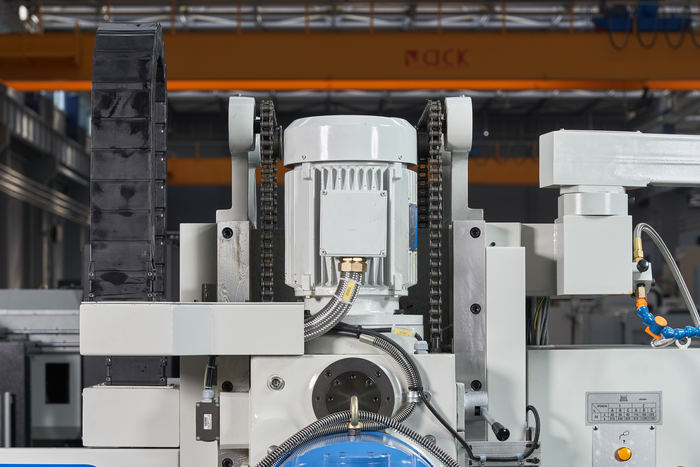
ШПИНДЕЛЬНЫЙ УЗЕЛ
Мощный асинхронный двигатель позволяет достигать высокого крутящего момента – 1814 Нм. 12-ти ступенчатая коробка передач с широким диапазоном скоростей обеспечивает высокий крутящий момент. Переключение передач осуществляется вручную рычагами, расположенными на боковой стороне корпуса коробки передач. Коробка передач также выполняет функцию суппорта, что существенно увеличивает жёсткость станка и уменьшает габарит шпиндельного узла.
УГЛОВАЯ ГОЛОВА
Уже в базовой комплектации станок оснащается угловой головой с возможностью поворота в двух плоскостях. Конус шпинделя – ISO50. Поворот угловой головы осуществляется вручную на этапе настройки станка под конкретную операцию. Благодаря жесткой конструкции, голова позволяет выполнять обработку под произвольным углом. Для обеспечения простоты смены инструмента голова оснащена гидравлической системой зажима/разжима инструмента.
ПАРАМЕТРЫ ОСЕЙ
Шлифованные закаленные направляющие станины, каретки стола и колонны обеспечивают точное базирование при перемещении осей и позволяют достичь высокой точности обработки даже при тяжелых режимах резания. Привод всех линейных осей станка осуществляется через ШВП высокой точности C3 со сдвоенной гайкой. Все направляющие станка оснащены телескопическими защитами.
КОРОБКА ПОДАЧ
Благодаря системе передач и электромагнитных муфт возможно управление всеми осями станка при помощи одного двигателя. Привод каждой оси оснащён надёжным электромагнитным дисковым тормозом. Каждая ось оснащена штурвалом для ручного перемещения осей.

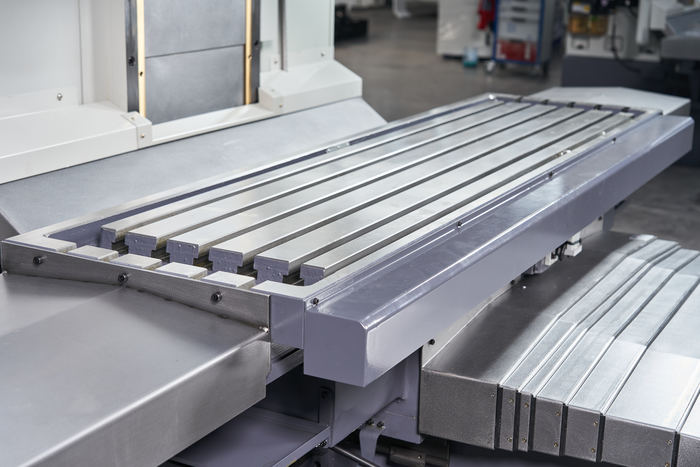
РАБОЧИЙ СТОЛ
Стол выполнен из высокопрочного чугуна. Точная шлифовка обеспечивает плоскостность до 0,01 мм на всей поверхности стола. Т-образные пазы позволяют с помощью оснастки надёжно закрепить детали во время обработки.
РОССИЙСКАЯ СИСТЕМА УЦИ "ЛИР"
Для контроля перемещения и отслеживания текущих координат, станок оснащается устройством цифровой индикации (УЦИ) российского производства «ЛИР» с линейными датчиками, что в сочетании с серводвигателем, ШВП и системой смазки позволяет добиться высокой точности при обработке, привязке и позиционировании. Система индикации выведена на пульт управления, что позволяет оператору легко контролировать положение осей станка.
Для упрощения работы оператора, станок оснащен электронным выносным штурвалом с изменяемой дискретностью подачи. Совместно с линейными датчиками перемещения обеспечивается максимальная точность при обработке и наладке оборудования.

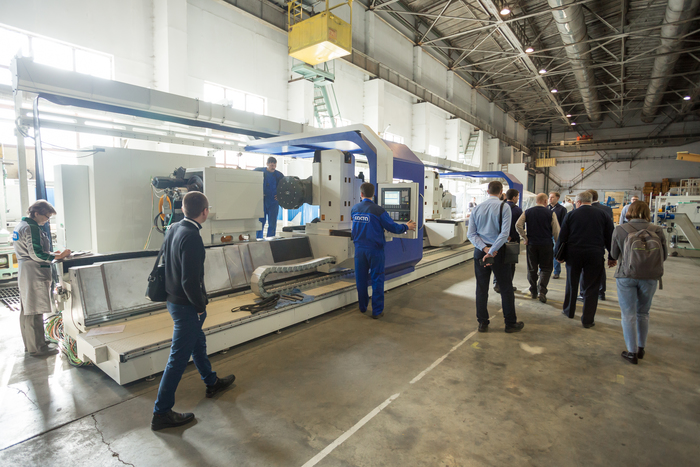
Узкому кругу специалистов новое оборудование было презентовано в марте 2021 года на дне открытых дверей предприятия.

Широкая презентация станка состоялась на выставке "Металлообработка" в Москве.

Помимо этого новый станок "принял участие" в соревнованиях по методике WorldSkills: 1) в финале чемпионата WorldSkills-2021 по компетенции "командная работа на производстве", 2) в финале чемпионата AtomSkills-2021.


Сборочный цех нашего завода является его лицом. Любой посетитель завода, будь то заказчик или студент на практике, или гости других предприятий и организаций, в первую очередь, посещают сборочное производство. И это естественно, ведь на сборке консолидируются результаты работы всех подразделений завода: от конструкторского отдела до механических цехов и самой сборки. Все достижения и ошибки видны именно здесь. Поэтому и ответственность на сборщиках лежит огромная. От конечных результатов их работы зависят очень многие показатели всего предприятия: от товарного выпуска станков до своевременной их отгрузки заказчику, то есть наполнение заводской «казны».
Что же представляет собой сборочный цех «Састы»?

Территориально цех занимает два пролета завода. В первом пролете находится участок узловой сборки и собственно сборочный участок станков всех типов с РМЦ до трех метров включительно. Второй пролет состоит из малярного отделения, участка сборки станков с РМЦ от трех метров и выше, т.е. тяжелых станков, а также участка упаковки станков.
Площади сборочного цеха на сегодня позволяют производить до 150 станков в год.


Технологические возможности предприятия позволяют производить изделия любой степени сложности:
• универсальные токарные и фрезерные станки;
• токарные обрабатывающие центры;
• тяжелые токарные станки;
• токарные обрабатывающие центры с проходными суппортами;
• трубонарезные станки;
• специализированное оборудование по индивидуальному техническому заданию.




Какие же особенности нашего сборочного цеха позволяют отличить его от сборочных цехов других станкостроительных заводов?
Это:
• Наличие термоконстантного участка для сборки высокоточных узлов и станков;
• Наличие установки для балансирования шпинделей весом до 1000 кг;
• Наличие покрасочной камеры, позволяющей применять метод порошковой покраски деталей облицовки станка;
• Достаточное количество оснастки, контрольно-измерительной аппаратуры.
Структурно цех также состоит из нескольких подразделений:
• Участок узловой сборки;
• Участок электромонтажа;
• Участок общего монтажа;
• Малярный участок.




На каждом участке работают специалисты: слесари-сборщики, слесари-электрики, наладчики. Примечательно, что в цехе, наряду с опытными сотрудниками, работает очень много молодежи. Готовых специалистов по сборке станков сегодня в стране практически не осталось, но руководство цеха не боится брать молодежь и воспитывать уже свои высокопрофессиональные кадры в лучших традициях станкостроения. За ними будущее завода. А на будущее планов очень много.
Первостепенная задача – наращивать мощности по выпуску станков. В будущем мы должны вырасти, как минимум, до 200 станков в год. Для реализации этой задачи приняты планы по модернизации всего сборочного производства на ближайший период 2021-2022 годов.
В первую очередь, вся сборка будет сосредоточена в одном пролете, включая электромонтаж и узловую сборку. Малярное отделение, согласно техпроцесса сборки, размещено после общего монтажа. Одновременно на сборочных площадях может собираться до 45 станков стандартного типоразмера. Также будут подготовлены площадки для сборки тяжелых станков и станков с РМЦ больше 10 метров. В итоге, в следующем году мы будем иметь образцовый, отвечающий всем современным требованиям сборочный цех.




Одна вакансия, два кандидата. Сможете выбрать лучшего? И так пять раз.
Не знаю, что там за синяя магия, но как я понимаю фреза такая(картинка тырнет)

Ну так о чем я, работал в инструментально цехе, данные фрезы собирались на постоянной основе. Собирались на отъебись, плюс-минус миллиметр по штангелю, после чего тупо доводились на станке по диаметру и торцу на подобном станке

Чуть другом правда, рассчитанном на более крупные фрезы.Так о чем я, эти фрезы состоят из самой вечно разъебанной фрезы,так она многоразовая и никто не будет каждый раз делать новую. Ну и ножей для фрез, которые забивают во фрезу молотком, при необходимости подкладывая под нож пластинки, чтобы туже сидел в посадочном месте и не прилетел в ебало. Как-то так.