
Технопрон. Большое и горячее.
Внимание! В видео присутствуют человеки, так что технопрон не стопроцентный))
Внимание! В видео присутствуют человеки, так что технопрон не стопроцентный))
В дополнение прошлой своей публикации на эту тему пишу продолжение, так как появилось несколько неосвещенных мной вопросов. Первая статья в данной теме была написана как обзорная - разнообразного множества испытательных, разрывных машин. Эту часть хочу посвятить конструкции, работе "классической" разрывной машине и ценообразованию.

Хотелось бы начать рассказ с конструкции классической кинематической системы испытательной двух винтовой машины, для лучшего понимания работы подобных систем.
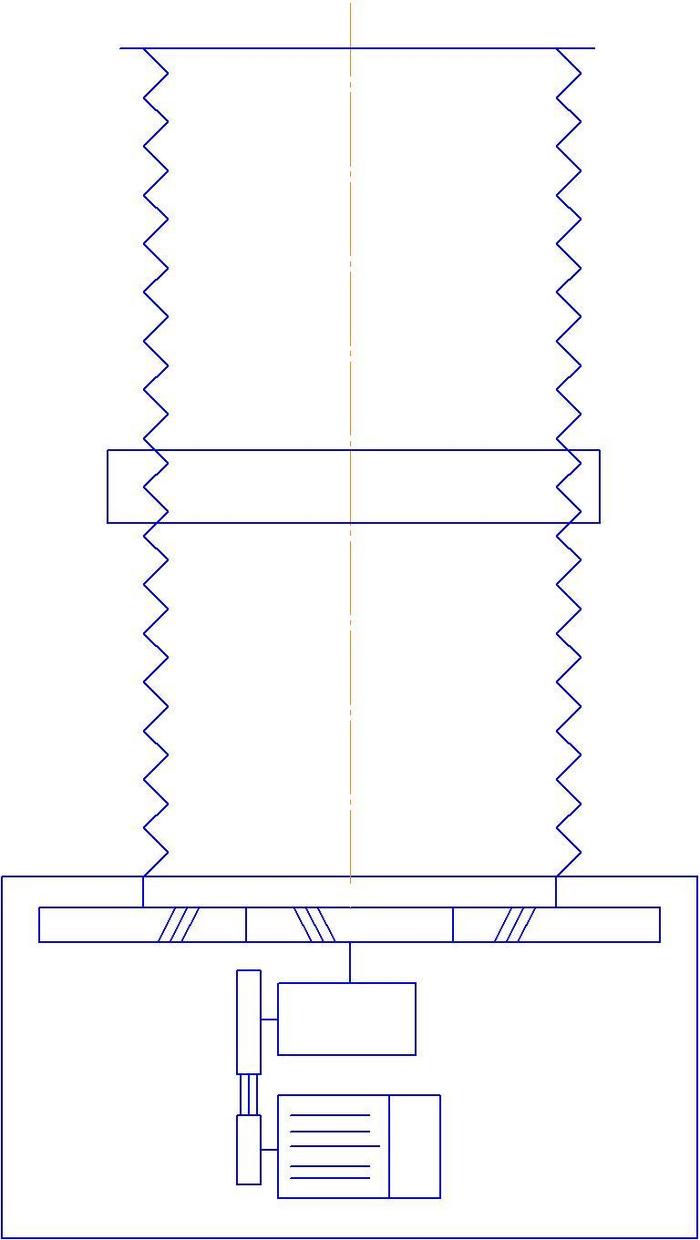
Все подобные двухвинтовые (двухколонные) машины устроены примерно одинаково, основное отличие только в приводной части, обеспечивающей вращение ходовых винтов. Винты обычно ставятся ШВП, но в зависимости от класса (категории) машины могут устанавливаться и трапециидальные. Приводная часть машины состоит из двигателя асинхронного (модернизированного энкодером) или серводвигателя, раньше (лет 20 назад) на сколько я знаю, ставили здоровые движки постоянного тока. Двигатель соединяется с раздаточным редуктором – это может быть как один многоступенчатый редуктор или несколько редукторов различного типа, в основном это червячные редуктора, которые комбинируют друг с другом или с редукторами другого типа, например ременными или как показано на схеме раздаточными косозубыми шестернями. Любая подобная машина состоит из основания, в котором располагается приводная часть и электрическая часть, на основании установлена нижняя плита достаточной толщины чтобы избежать прогибов во время испытаний / нагрузки. Вращение винтов обеспечивает движение подвижной траверсы. Винты крепятся в подшипниковых опорах в верхней плите (иногда и в нижней). Подобная кинематическая схема образует две зоны для испытаний: нижнюю – между нижней плитой и траверсой, и верхнюю – между траверсой и верхней плитой. Кинематическая схема машины заложена с двух кратным запасом в отличие от китайских коллег, это увеличивает дополнительную жесткость, что повышает точность и срок эксплуатации машины, который как я слышал должен быть не менее 10лет, но сколько в реальности они служат пока не знаю, хотя судя по старым машинам годов 80-х, то со сроком службы у них все в порядке.
Исходя из простого описания конструкции, наверное становится понятно чем отличается простой магазинный пресс от испытательной машины. Из комментариев к прошлой статья я заметил, что многие путают, или не до поняли, или потому что я не уточнил, что есть два типа машин по типу создания нагрузки (перемещения траверсы): гидравлические и винтовые.
Гидравлические машины обычно рассчитаны на большие нагрузки, от 10тонн и выше (в магазине продаются пресса и на меньшую нагрузку). У них есть такая проблема как точность позиционирования, особенно она зависит от скорости перемещения штока, наличие гидростанции тоже создает некоторые сложности. А устанавливать сервогидравлику очень дорого (по ценам не сориентирую, давно не интересовался). Изготавливать самим, требует достаточных временных и финансовых затрат (почему бы в это не вложится, постараюсь разъяснить в ценообразовании).
Мы (наша организация: ИвМашДеталь - http://ivdetal.ru/) в основном разрабатываем и производим винтовые машины с нагрузкой до 20тонн, кинематика которых описана выше.
Магазинные пресса уступают испытательным машинам, так как в них отсутствует определенная жесткость конструкции, датчик силы, нестабильные скоростные характеристики, система получения информации и управления. Да и вообще основное отличие – это назначение, пресс (в широком смысле слова) не может являться испытательной машиной.
Испытательная машины является испытательной, если на нее получен сертификат поверки из ЦСМ (Центр Стандартизации, Метрологии), и она занесена в государственный реестр. Так же, исходя из ГОСТа (если такой существует) на испытание того или иного материала, в нем прописан ГОСТ, на требования которым должна соответствовать испытательная машина.
Теперь то, что касается точности. Она помимо жесткости и прецизионности сборки машины еще зависит от класса применяемых датчиков и электроники способной обработать полученные с них данные. В машине используются датчики перемещения (энкодеры) и датчики силы (тензодатчики). В качестве энкодеров в основном используются инкрементные датчики угла поворота от 2000 импульсов на оборот, установленный на один из ходовых винтов. Силовую (нагрузочную) характеристику снимает тензодатчик, обычно они построены на основе тензорезисторов включенных по мостовой схеме.
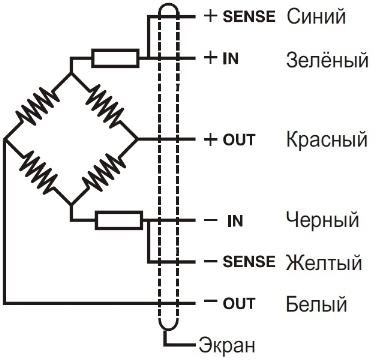
С этого типа датчика получаем аналоговой сигнал, который обрабатывается АЦП и значение передается в основной контроллер. По исполнению сило-измерительные датчики бывают: S-образные, в виде шайбы и бруска. С помощью тонзометрических датчиков можно измерять не только нагрузку но и деформацию, но в очень маленьком диапазоне (1-2мм) и с очень хорошей точностью до 0,001мм (многое зависит от качества датчика).
Теперь про ПО (программное обеспечение), расскажу про то которое писал лично, сейчас же используется ПО другого программиста так как я уперся в профессиональные знания, которых у меня не хватало, да и одному заниматься от разработки и производства механики до программного обеспечения – это уже слишком. Упущу описание электронной части, но вкратце скажу что между ней и компьютером происходит двухсторонний обмен информацией. На ПК приходит массив данных о силе и перемещении и времени, также информация о состоянии кнопок, конечников.
В ПО на ПК происходит тарировка (калибровка), значений с датчиков, полученных из массива. То есть происходит соотношение напряжения полученного с датчика силы с реальным значением нагрузки (массы, например кг или Н). Значению полученных импульсов с энкодера тоже присваивается определенно расстояние перемещения ходовой траверсы, точнее происходит соотношение одного импульса датчика с перемещением траверсы. Когда все значения: нагрузка, перемещение, скорость, показываются нам в требуемых величинах, но можно переходить к настройке испытания. Простое испытание в котором требуется определить максимальную нагрузку при которой разрушается образец, настраивается только критерий останова машины при разрушении образца. Что это значит: это условие при котором испытание автоматически завершится, движение траверсы остановится и результаты появятся в таблице. Это условие еще необходимо при сложных испытательных зависимостях, например, таких как на металл. Критерий останова — это процентная составляющая нагрузки, спад которой произойдет за определенное время. Помимо максимального разрушающего усилия можно рассчитать еще много параметров, которые зависят от физических размеров образца. Обычно для набора статистики, испытания складываются в серии испытаний.
Видео с моего канала: https://youtu.be/0oSKPIzjM7c
Снял не большое видео по программе, думаю, кому сильно интересно то можно разобраться, все подписано на Русском языке. Вкратце по технической части затронул многое, не знаю, на сколько хорошо и доступно удалось все изложить, пишите в комментариях.
Теперь о наболевшем! О торгашах и «законах рынка»… Сразу рассказу о ценообразовании. И на сколько я знаю это относится (можно отнести) не только к испытательным машинам.
К примеру, возьмем машину с нагрузкой до 5тонн: Конструирование вместе с производством, покупными элементами обходится в 300т.р. это все штучное производство и постоянно от новой к новой машине, что то правится и добавляется (я имею ввиду конструкцию). Цена указанна с прибылью.
Электрическая часть, в которую входит двигатель, привод, датчики, кнопки, провода, контроллер, компьютер, программное обеспечение, и все вместе с прибылью (ЗП разработчикам) это выходит в 150 т.р.
В итоге машина собрана, налажена и готова к работе за 450 т.р., остаются некоторые второстепенные расходы на получения сертификата поверки и упаковки, в сумме это не более 15 т.р. Внесение одного типа машины в гос. реестр, стоит примерно 250 т.р. и на все время производство подобных машин, (эту цену включать в общую стоимость машины пока не будем). Стоимость продажи машины торгашом выходит от 700 т.р. Это я описал примерную стоимость бюджетного варианта машины с трапециидальными винтами.
Торгаш, получается, наваривает с продажи одной машины от 200 т.р. и больше, но что он в реальности сделал: в виду того, что раньше он работал на дядю в этой области заимел опыт работы и продаж, заимел сайт, нашел разработчиков электроники (самостоятельная организация), разработчиков механики (нас — самостоятельная организация). Как бы он молодец, но чуть снизив свой доход можно было бы увеличить продажи (особенно в кризис) и тем самым увеличились бы заработки разработчиков механики и электроники. А нет, он начал торговаться с нами, чтобы мы снизили цену, но мы и так работаем с минимальной выгодой только чтобы платить заработную плату рабочим, в итоге получилось так что за разработку и конструирование мы не чего не берем. Работаем за идею – глупо конечно в наше время, но работать тоже надо… Здесь наверное не место конечно чтобы рассуждать на этот счет…
Описал на сколько смог ценообразование, про торгашей конечно отдельная история. Дело не в личностях, а в системе, так как им без разницы что продавать, от них страдает экономика нашей страны, да и вообще по моему мнению это женское занятие, но что делать работа есть работа, кушать все хотят, кто знает, может и я лично устроюсь торговать.
Если присутствуют здесь торгаши, прошу не обижаться — «по отдельности вы не плохие ребята».
Собирали как то у нас на предприятии интересную конструкцию похожую на миксер. Так вот в ней сам миксер может проворачиваться на небольшой угол, проворачиваться на простейшем подшипнике скольжения в виде бронзовой втулки.
Иду по цеху, и на сборке вижу что это соединение заделано герметиком! Первая мысль - наверно показалось, может что то со смазкой напортачили - но нет, проворачивающаяся часть не проворачивается и стоит как влитая.
Начинаем разбираться, собрали консилиум целый. Само собой цеховики утверждают что всё выполнено правильно и оно так и должно быть.
"Бронза не может работать как подшипник!" - заявила технолог.
"На чертеже не указано что должно вращаться - значит с нас взятки гладки!" - заявил главный технолог.
"Оно не вращалось, мы его и посадили на герметик" - заявили слесаря.
"Тут всё по чертежам!" - кричали мастера.
Когда все же разобрали - оказалось что длину корпуса просто сделали на 2мм больше.


Предыдущие посты о профессии
1. https://pikabu.ru/story/professiya__inzhenertekhnolog_505471... - введение
2. https://pikabu.ru/story/inzhenertekhnolog_trudnosti_obshchen... - конструктора
3. https://pikabu.ru/story/inzhenertekhnolog_trudnosti_obshchen... - производство
4. https://pikabu.ru/story/inzhenertekhnolog_rabota_tekhnologic... - ОГТ
Upd. Перечитал пост перед публикацией и понял, что неинженерам это будет не очень понятно.
Станок с ЧПУ - это станок с числовым программным управлением, обязательный атрибут практически каждого современного производства.
Основные достоинства таких станков:
-возможность относительно быстро изготавливать сложные детали;
-очень высокое постоянство размеров в пределах партии;
-высокая степень автономной работы, что позволяет одному оператору обслуживать сразу несколько станков.
Главный минус - необходим высококвалифицированный персонал для наладки станков, хотя это с лихвой компенсируется тем, что при изготовлении партии детали за станком может стоять низкоквалифицированный оператор. Токарь с 50-летним опытом будет ненамного лучше вчерашнего выпускника технаря, прошедшего курсы переподготовки. Сейчас в меня полетят тапки от людей, считающих себя операторами, но выполняющих обязанности наладчиков, программистов и механиков одновременно. Это не про вас.
Я сталкивался с разными вариантами использования станков с ЧПУ на производствах, добавлю сюда варианты, о которых слышал от коллег и знакомых.
1. Самый простой вариант. Небольшое производство или цех на заводе получает в своё распоряжение 1-2 станка с ЧПУ. За неимением большого количества кадров находят человека, который возьмёт на себя все функции. Он будет сам писать программы, отлаживать их, устанавливать и привязывать инструмент, менять детали и следить за состоянием станка и становится очень ценным кадром (или ушатывает станок, как повезёт).
2. Если станков несколько, иметь в штате сразу несколько таких ценных кадров уже нелогично. Появляется разделение - программист-наладчик и несколько операторов. Чем меньше станков, тем больше шансов, что операторы всё ещё будут уметь налаживать станок и писать простые программы. Кстати, документально часто нет оформления должностей типа наладчик или программист, все работающие с ЧПУ могут оказаться по документам токарями разных категорий или операторами-наладчиками. Разница в обязанностях и сложности работы компенсируется премиями или индивидуальными надбавками. Так проще.
3. Интереснее ситуация на производствах, где есть много цехов и станки с ЧПУ находятся в нескольких из них. Иногда каждый цех распоряжается станками сам и получаются ситуации как в пунктах 1 и 2. Но всё-таки есть смысл организации отделения программистов. На одном из крупных заводов Москвы организация следующая.
Технологи пишут технологии изготовления деталей с эскизами, затем делают заявку в отдел программистов на подготовку управляющих программ. Далее эти программы отлаживаются в соответствующих цехах и начинается изготовление партий деталей с помощью цеховых операторов и под наблюдением наладчиков.
4. Но более грамотный вариант я встретил на одном из подмосковных заводов. Станки с ЧПУ перестали закупать в каждый цех отдельно по необходимости. Были организованы участки ЧПУ в нескольких цехах, один цех даже полностью реорганизовали в цех программного оборудования. В каждом цехе есть свои наладчики (один на несколько станков) и операторы. А вот технологи и программисты объединены. В отделе главного технолога есть несколько бюро, разделенных по разным типам оборудования - токарно-фрезерные станки, фрезерные и другие. Каждый технолог сам пишет управляющие программы по своим же технологиям. Он же потом идёт на отладку программы при запуске партии и вместе с оператором-наладчиком получает первую годную деталь, при необходимости исправляя программу.
Плюс такого подхода в том, что программисту не нужно разбираться в чужих эскизах и технологиях, проще исправить свои ошибки или просто переделать технологию, потому что нашёл более удобный способ.
Плюсы отладки УП вместе с оператором гарантируют, что оператор не будет заниматься самодеятельностью и писать свои программы, тратя на это станочное время. Но бывают глупые ситуации, когда управляющая программа попадает только в архив, а операторы сами пишут свои программы и зовут технолога только исправить технологию. Или не зовут, в результате чего годами деталь делается не по технологии. Иногда оператор может забыть скопировать свою программы и при отладке новой партии той же детали будет писать программу заново.
Конечно, вариантов существует множество. Встречал случаи, когда покупался новый станок, за него становился простой токарь и давались задания. Токарь не знал, что такое ноль детали и привязка инструмента - он касался детали резцом, записывал значение типа Z-523,489 и, отталкиваясь от этих чудесных цифр, писал простенькую программы без использования циклов и вспомогательных кодов (например, СОЖ включал кнопкой, а не через M-коды). А бывает наоборот - станок обслуживается инженером с вышкой, который тут же около станка на компьютере пишет УП с использованием специализированного софта, отлаживает, меняет детали, пишет следующие программы во время обработки и т.д.
С трудом родил предыдущий пост, но через несколько минут понял, что только разошёлся и немного вдохновения осталось. Не плюсов ради, продолжаю рассказывать про свою работу
В первом посте https://pikabu.ru/story/professiya__inzhenertekhnolog_505471... я рассказал в общих чертах о профессии инженера-технолога.
Второй пост https://pikabu.ru/story/inzhenertekhnolog_trudnosti_obshchen... посвящен работе с конструкторами.
Третий пост https://pikabu.ru/story/inzhenertekhnolog_trudnosti_obshchen... о производстве.
А сейчас я расскажу о своём отделе, а то складывается впечатление, что я один работаю.
Благодаря хорошим отношениям с рабочими, я иногда узнаю много интересного. Не секрет, что чем ближе работник к непосредственном изготовлению изделий, тем больше он уверен в бесполезности всех видов начальства и инженеров, протирающих штаны в кабинетах.
Так и сегодня при общении один из цеховых работников спросил меня, а чем вообще занимаются другие технологи. Несмотря на объяснения, он остался уверен, что можно сократить штат нашего крошечного отдела (10-15 человек, не буду уточнять, чтобы меня не узнали) раза в два.
Сразу оговорюсь, на разных производствах отдел может сильно отличаться по количеству и составу. Итак
Начальник отдела гордо именуется главным технологом. На моей прошлой работе было несколько производств и один отдел главного технолога, а его начальник мог легко нагнуть любого начальника производства. У нас же исторически сложилось, что мнение главного технолога вторично по отношению к начальнику производства, и фактически начальник тех.отдела выполняет больше административную функцию, нежели производственную.
Далее отдел делится на сектора, бюро, лаборатории и т.д. Как правило, везде есть отдел механической обработки или отдел подготовки производство, по сути, основной. Может быть бюро программистов ЧПУ, химическая лаборатория, отдел технологий сборки, отдел специальной оснастки и т.д.
На небольших производствах есть сектор нормирования (на крупных это отдел, подчиняющийся конкретному производству или вообще отдельная структурная единица), сектор кооперации и т.д.
У нас большинство секторов и отделов включает в себя 1-2 человек, специализирующихся только на своих задачах, а не выполняющих кучу разных дел одновременно, как я. Это имеет свои плюсы - например, нормируется изделие перед запуском в производство достаточно быстро, специалист по кооперации не отвлекается ни на что и оперативно решает вопросы с другими производствами. Минусы, правда, тоже существенны. Во-первых, выполнив свою работу, специалист не может выполнять другие задачи отдела. Во-вторых, при увольнении сотрудника нужно срочно искать нового и быстро обучать его специфике предприятия и производства в частности.
Итак, как происходит работа. Получив заявку на изготовление изделия по чертежам, главный технолог оценивает возможность выполнения задачи в указанный срок, при необходимости и возможности корректирует его, иногда вместе с представителями производства. Далее перечень деталей и сборок вносится в систему управления производством (это может быть специализированный софт, купленный за большие деньги или самодельная программа). Он же или начальник отдела подготовки производства распределяет работу по сотрудникам - отдельно чертежи на механически обрабатываемые детали одному или нескольким технологам в зависимости от сложности, специфики деталей и опыта и знаний сотрудников, отдельно монтажные чертежи, отдельно вспомогательные вещи типа шаблонов для маркировки, отдельно чертежи на кооперацию. Сотрудники, выполнив работу, отдают чертежи нормировщику. После нормирования документация собирается у технолога, который собирает всё по порядку, считает расход материалов (массу заготовок, расход краски, грунта и т.д.), проверяет комплектность. Начальник отдела подготовки производства проверяет технологии (всё это в сетевой системе подготовки производства, т.е. внутри отдела перемещаются только чертежи), утверждает, при необходимости ещё кто-то из начальства проводит нормоконтроль (соответствие документации требованиям ГОСТов и стандартов предприятия), далее маршрутные карты распечатываются, скрепляются степлером, к ним прикрепляются чертежи и технологические паспорта. Параллельно оформляются ведомости материалов, норм времени и другие. Весь комплект передается в производство. Некоторые ведомости сразу отправляются в бухгалтерию, отдел снабжения и тому подобное. На этом работа с заявкой завершена.
Помимо непосредственно разработки технологической документации отдел занимается решением возникших проблем, исправлением ошибок, контролем за выполнением операций на производстве. Если требуется специальная оснастка, соответствующее задание выдается конструктору оснастки, который может заниматься этим в том числе и после передачи техдокументации в производство, потому что все детали не делаются одновременно, да и для распределения задач производству тоже требуется время. Изготовление оснастки запускается отдельно, как самостоятельное изделие, только сроки весьма сжаты - деталь ведь не только надо изготовить, но и произвести гальваническое покрытие, покрасить, промаркировать, желательно, до того момента, как она понадобится при сборке.
Часть остальных задач я уже описал в предыдущих постах, отдельно описывать не буду.
В общем, работы хватает. Иногда она идёт в авральном режиме, особенно, когда несколько конструкторских отделов независимо друг от друга хотят получить свои новые изделия для тендера, выставки, испытаний серийных изделий и так далее. Иногда возникают периоды затишья, во время которых можно заняться менее срочными задачами типа создания технологических инструкций, проверки технологической дисциплины, самообразованием.
В следующем посте хочу затронуть тему ЧПУ, как очень близкую мне по предыдущей работе. Пока идей других постов нет, в общих чертах я описал большую часть работы отдела, поэтому вопрос подписчикам, что ещё интересно? Остановиться на чём-то более подробно?
105 дней назад я пообещал через неделю написать ещё один пост. Ну-у-у, наверное, пора
В первом посте https://pikabu.ru/story/professiya__inzhenertekhnolog_505471... я рассказал в общих чертах о профессии инженера-технолога.
Второй пост https://pikabu.ru/story/inzhenertekhnolog_trudnosti_obshchen... был посвящен работе с конструкторами.
В этом посте расскажу о том, как мы взаимодействуем с производством.
Самая большая ошибка технолога, на мой взгляд, - работать в отрыве от реальности. Вы можете быть сколько угодно умным и опытным, можете писать замечательные подробные технологии по всем правилам, за которые преподаватель в университете поставил бы вам пятерку, но какой в них толк, если рабочий не читает технологическую документацию и делает так, как считает нужным? Первые месяцы работы я ходил в цех почти с каждым чертежом с вопросами.
"Как вы это делаете?" - так вы узнаете предпочтения и привычки рабочих, заодно познакомитесь и покажете, что пишете для них, а не для галочки.
"Какие максимальные размеры обрабатываемых деталей?" В документации к станку написано 500х700, но, с одной стороны, датчик привязки инструмента мешает поставить длинные и широкие детали, а с другой стороны при желании можно немного вывесить деталь за пределы стола, а потом сместить для обработки остальной части и перезакрепить.
"Вам нужна оснастка для навивания пружин?" - нет, обрезки заготовок никуда не сдаются и регулярно служат рабочему материалом для оправок. А вот для крупных деталей материал под заготовку нужно учесть, чтобы резчику не пришлось искать неучтенный материал, иначе на детали может не хватить, а это большая проблема.
Десятки, сотни вопросов с годами превращаются в весьма ценный опыт. Правда, не всему, что скажут рабочие, можно верить на слово. Нежелание возиться с деталью превращается в аргументированное на первый взгляд объяснение, что это слесарная работа или на ЧПУ лучше отдать. В таких случаях приходится консультироваться с начальником участка, цеха или производства в зависимости от сложности, потому что, как ни крути, они ближе к работягам и лучше знают, где быстрее, легче или точнее сделать тот или иной элемент детали.
Бывает и обратная ситуация - спрашиваешь токаря на этапе проверки детали на технологичность, может ли он это сделать, а он в ответ: можно сделать всё, вопрос только во времени.
Следующий этап общения с производством - исправление неизбежных при большом объёме работы ошибок. Я взял за правило с утра проходить по участкам поздороваться с рабочими и инженерами, благо производство небольшое. Цеха начинают работу раньше технологов, поэтому к моменту моего прихода рабочие уже переоделись, подготовили станки к работе, открыли чертежи и обнаружили ошибки или вспомнили, что заметили в конце прошлого дня. Многие вопросы получается решить прямо на месте, сэкономив и своё, и чужое время. Другие вопросы сразу настраивают на рабочий лад. Опять же, постоянно мелькая в цехах, можно заслужить доверие и уважение. Первое важно тем, что на тебя не жалуются лишний раз, а решают проблемы вместе с тобой. Один из уволенных несколько лет назад технологов бывал на производстве пару раз в год и писал порой совершенно отвлечённые от реальности технологии, да и академическими знаниями при этом не блистал. Кстати, на фоне таких сотрудников гораздо легче считаться хорошим технологом)
Помимо рабочего персонала на производстве есть немало инженеров - начальники участков, цехов, начальник производства и его замы и т.д. С высшим звеном общение сводится к решению особо сложных вопросов, также я подхожу к ним с вопросами по технологичности, когда надо проверить новое сложное изделие. Некоторые вещи кажутся мне логичными, хоть и сложными, но на практике излишне сложными. Опытный и мудрый начальник расскажет, что тонкая уплотнительная резинка 5 лет назад не обеспечила герметичности на другом изделии или предложит уточнить, какой материал лучше подойдёт для работы под давлением в солёной воде.
Помимо участков по механической обработке на моей работе есть гальванический участок, малярка, термичка и т.д. Знание того, какое покрытие лучше для определённых условий работы изделия, бесполезно, если забыть спросить гальваника, а используем ли мы такое покрытие у себя на предприятии. Сложности могут быть связаны с отсутствием требуемых реагентов или банально нецелесообразности сливать ванну раствора для регулярно используемого покрытия, чтобы сделать одну партию деталей с редким покрытием и поменять раствор обратно. К слову, химические реагенты нельзя просто слить в канализацию, их надо деактивировать, очистить или даже отправить на переработку в соответствующие организации.
Подводя итог, скажу, что сотрудники производственных отделов для технолога это не просто исполнители, но в первую очередь коллеги, а иногда и очень ценные учителя, от отношений с которыми напрямую зависит эффективность работы технологического отдела
Для всех поклонников футбола Hisense подготовил крутой конкурс в соцсетях. Попытайте удачу, чтобы получить классный мерч и технику от глобального партнера чемпионата.
А если не любите полагаться на случай и сразу отправляетесь за техникой Hisense, не прячьте далеко чек. Загрузите на сайт и получите подписку на Wink на 3 месяца в подарок.

Реклама ООО «Горенье БТ», ИНН: 7704722037
Первая часть здесь.
21. Разгонно-балансировочный стенд.
Здесь осуществляется балансировка роторов, а также их тестирование в вакуумном взрывозащищённом тоннеле. Стенд позволяет разогнать ротор до 6500 оборотов в минуту.

22. Лопасть гидротурбины.

23. Механообработка цапфы гидротурбины.

24. В 2011 году было создано совместное предприятие «Силовых машин» с корпорацией Toshiba. Основной продукцией завода являются силовые трансформаторы и автотрансформаторы 110–750 кВ мощностью свыше 25 МВА.

25. Сварка нижней части бака трансформатора.

26. Дробеструйная обработка и покраска деталей производится в специальных камерах.

27. Намотка катушек на вертикальном намоточном станке.

28. После намотки вся конструкция (без сердечника) отправляется в печь термовакуумной обработки — так достигается максимальная сушка и усадка конструкции.

29. Дополнительную поддержку сотрудникам «Силовых машин» при освоении новых продуктов оказывают японские специалисты компании «Тошиба».

30. В 2015 году завод пополнил линейку продукции трансформаторами 500 КВ. Первый такой трансформатор предназначен для подстанции «Газовая» в Оренбургской области, а следующие четыре будут установлены на Волжской ГЭС РусГидро.

31. Шихтовка нижнего ярма магнитной системы (участок сборки активной части).

32. Стержень трансформатора.

33. По всей производственной линии установлены передвижные сенсорные информационные экраны, с помощью которых каждый сотрудник может просмотреть всю необходимую техническую документацию по изделию.

34.

35.

36.

Фотографии и текст Славы Степанова
Кому интересен такой формат - подписывайтесь.




