

Пластиковые шестерни
Привет. Кто может подсказать из какого пластика лучше делать пластиковые шестерни М2-Z36, толщина 25мм.
Привет. Кто может подсказать из какого пластика лучше делать пластиковые шестерни М2-Z36, толщина 25мм.
Хеллоу, геноссен. Сегодня у нас планетарка для какого-то микроэкскаватора. Вот такое вот получилось в итоге:

Картинка для привлечения внимания: готовый собранный редуктор.
Вощем, дело было как. Сперва ты покупаешь японский мини-экскаватор и используешь его, радуясь жизни и деньгам. А потом экскаватор ломается, а в стране "кажется что-то случилось" и запчастей больше не достать. Не, ну предвосхищая бурю эмоций - можно, разумеется, купить через Казахстан. Но это будет в три раза дороже и неясно когда. А простой экскаватора - это прям существенные деньги. Порядка 30-50 тыщ в сутки. Короче, заказчик хочет вытряхнуть останки и сделать лучше и новое.
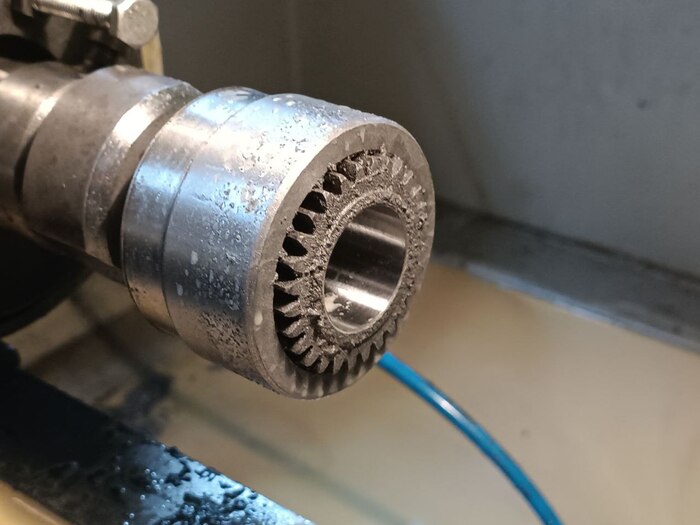
Останки вот:

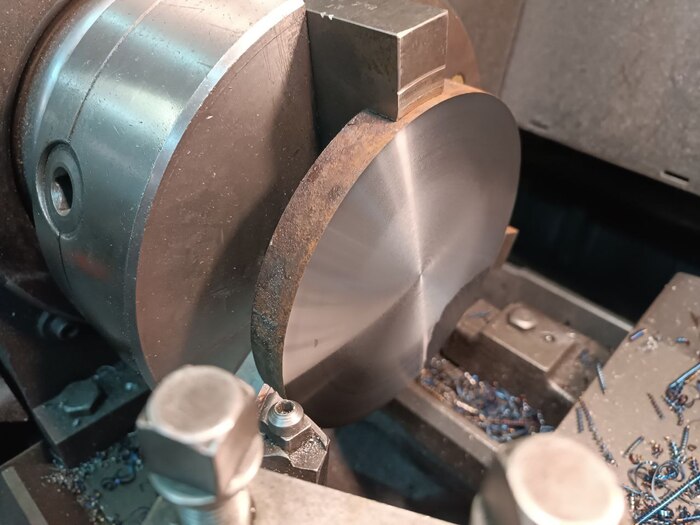
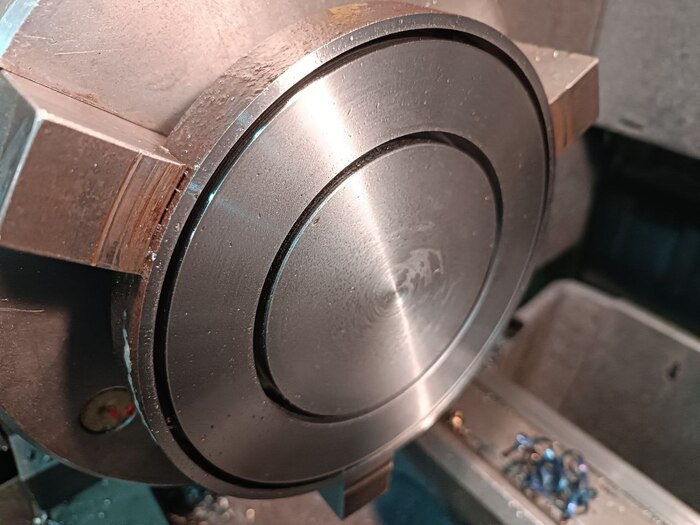
Нуок, чо. В принципе, всё же просто. Берём болванку из 30ХГСА и точим. Попутно получая парик Мальвины.

После точки вышло так:

Теперь настраиваю немецкий зубофрезерный станок высокого класса точности (Pfauter RS-00) с помощью оптического коллиматора КО-1 (ща в камментах будет кококо, что оптика избыточна, лишь бы денег побольше содрать! Но он у меня есть. И с его помощзью угол будет точным, а не примерным)
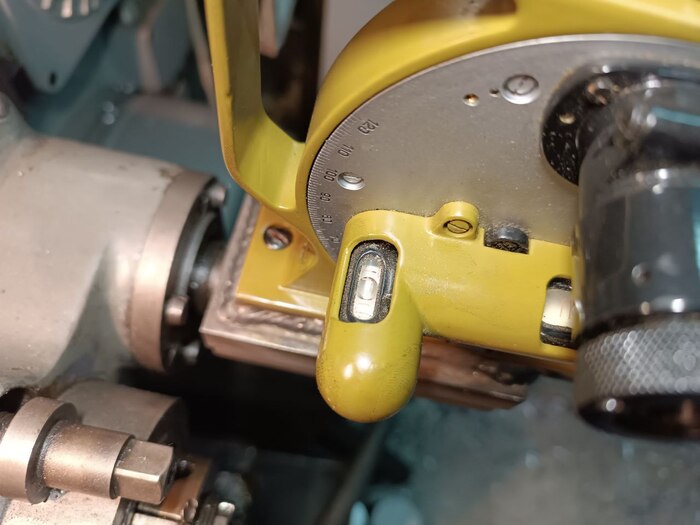
Ну прям ваще точным:

И, собсна, режу зубки. Потому что если не я, то кто?
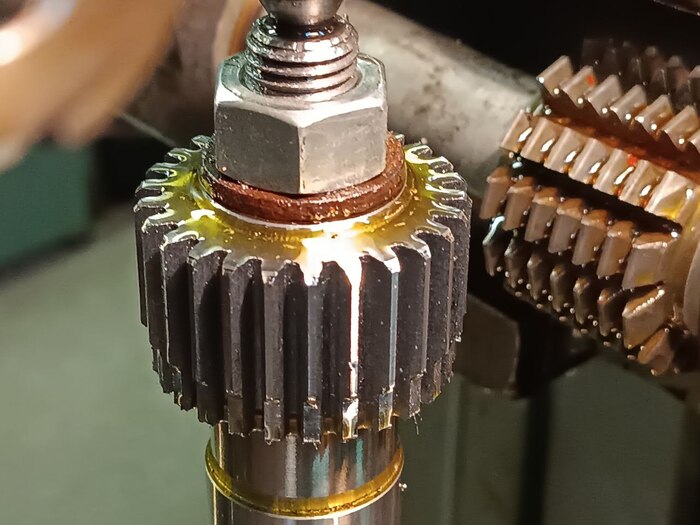
Снизу обнижение - это так по заводу. Не спрашивайте зачем. Если отмотать вверх, там на останках заводской - тоже такое же. Окей. Теперь надобно подвергнуть полученное термообработке.

Негрошестерни ооочень хороши. Но не то. Дело в том, что саттелиты сидят на игольчатых подшипниках. Т.е. ось саттелита является одновременно поверхностью обкатки роликов подша, как будто бы она - внутренняя обойма. А внутренний диаметр саттелита является внешней обоймой. Т.е. он болжен иметь высокие показатели цилиндричности, округлости и чистоты поверзности. А значит - его надо шлифовать. Более того, весь этот пакет саттелитов сверху и снизу накрыл железяками. Т.е. высота шестерней обязана быть одинакова. Иначе при прикручивании верхнего диска у нас что-то может перекосить. Но, разумеется, было бы достаточно зачухать шкуркой на палке, а это всё - лишь бы деньжищ содрать. :)
Нуок. Сперва - плоская шлифовка всей кучи шестерёнок. Шлифование выполняет станок Jotes SPD-30B.
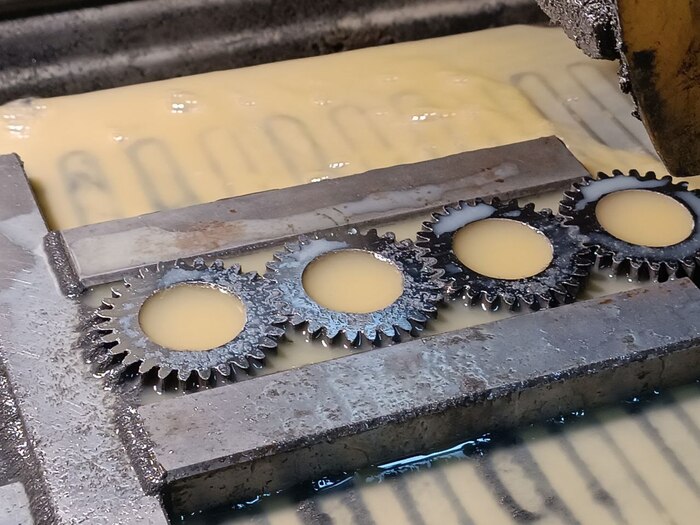
СОЖ бы поменять пора... несвежая какая-то.
А теперь переходим на внутреннюю часть. Для этого на немецком универсальном круглошлифовальном станке Heckert VMV 125\250 сперва делается оправка под запрессовку шестерни:
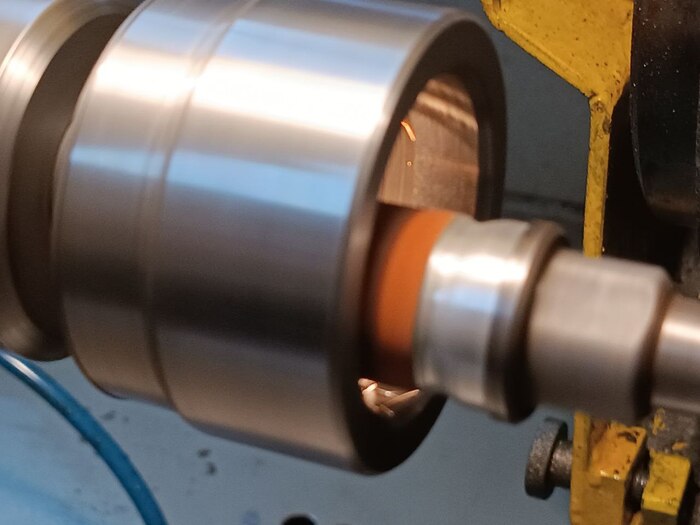
А потом производится внутренняя шлифовка самих сателлитов.
Ну и вот, такие сателлитики получились:
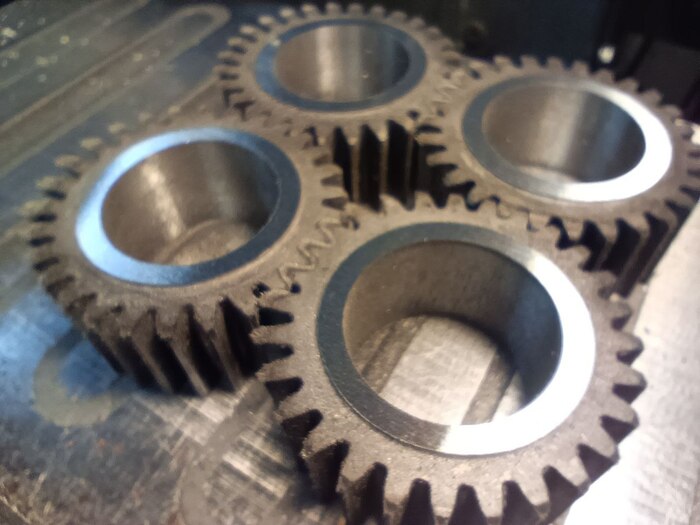
Центральную шестерню сделал точно так же. И схематично не показал. :)
Ясен пончик, что работать не будет. Несомненно, деньги слупил с заказчика зря, потому что всем известно, что пакистанцы, например, просто наварили бы и шлифанули болгаркой и ходило бы лучше оригинала. Но увы. Где пакистанцы, а где я... я, кстати, в телеге. Телега в профиле. Канал бодро-общительный и онлайн-описательный. Единственное, там, ребят, нет рекламы (кроме того, что сама телега пихает - тут уж сорян). Но тут уж извиняйте... скидочки на ноготочки, формирование инвестиционных портфелей и тому подобное вам порекомендуют в других местах. :)
Продолжаю переделывать токарный станок в ЧПУ. В новом видео: изготовление накладок и втулок, подготовку управляющих программ, изготовление рамы сервопривода, процесс установки всего добра на токарный станок.
Первая часть видео тут
Всем кому интересно, подписывайтесь на канал, будут рекомендации, советы, вопросы - пишите. Лайки, плюсы, "палец вверх" тоже за них отдельное спасибо. . В общем любые ваши действия и отклик, серьезно так помогают в мотивации.
Одна вакансия, два кандидата. Сможете выбрать лучшего? И так пять раз.
Фрезерные станки являются одним из самых важных и распространенных инструментов в металлообработке. Эти машины используются для создания сложных форм и деталей, которые невозможно произвести другими методами. В данной статье мы рассмотрим историю развития фрезерных станков, от их возникновения до современных технологий.
Ранние этапы развития
1. Начало XIX века
Первый фрезерный станок был создан в начале XIX века. Его изобретателем считается американский инженер Илай Уитни, известный своими разработками в области производства оружия. В 1818 году он представил первый фрезерный станок, предназначенный для массового производства деталей огнестрельного оружия. Этот станок использовал вращающийся режущий инструмент для удаления материала с поверхности заготовки, что позволяло создавать детали с высокой точностью.
2. Средина XIX века
В 1848 году Элиас Хау придумал первый автоматический фрезерный станок. Его изобретение позволило значительно ускорить процесс обработки металлов и повысить точность производства. В этот период фрезерные станки начали активно использоваться в различных отраслях промышленности, включая машиностроение и производство инструментов.
Переход к массовому производству
1. Конец XIX - начало XX века
С развитием промышленной революции потребность в высокоточных и эффективных станках возросла. В этот период были созданы первые универсальные фрезерные станки, которые могли выполнять широкий спектр операций. Одним из ключевых событий стало изобретение компании Brown & Sharpe в 1861 году горизонтального фрезерного станка с линейными направляющими, который стал стандартом для большинства фрезерных операций.
2. Введение ЧПУ
В 1950-х годах произошел значительный прорыв в развитии фрезерных станков с введением числового программного управления (ЧПУ). Первые ЧПУ-станки были разработаны компанией MIT (Массачусетский технологический институт) и использовали перфокарты для программирования. Эти станки позволяли автоматизировать процесс обработки, что значительно увеличило производительность и точность.
Современные технологии
1. Компьютерное числовое управление (CNC)
В 1970-х годах на смену перфокартам пришли компьютеры, и появились первые CNC (Computer Numerical Control) фрезерные станки. Они использовали компьютеры для программирования и управления движением инструмента. Это позволило значительно упростить процесс программирования и сделать его более гибким.
2. 3D фрезерование
Современные фрезерные станки могут выполнять трехмерное фрезерование, что позволяет создавать детали сложной формы с высокой точностью. 3D фрезерование используется в авиационной, автомобильной, медицинской и других отраслях, где требуется производство высокоточных деталей.
3. Аддитивные технологии
Одним из последних достижений в области металлообработки является интеграция аддитивных технологий с традиционным фрезерованием. Такие гибридные станки могут не только удалять материал, но и добавлять его, что открывает новые возможности для производства сложных деталей.
Заключение
История развития фрезерных станков для металлообработки насчитывает более двух веков. С момента создания первого станка Илаем Уитни до современных CNC и 3D фрезерных станков, эта техника прошла долгий путь развития. Современные технологии позволяют создавать детали с невиданной ранее точностью и эффективностью, открывая новые горизонты для различных отраслей промышленности.
Фрезерные станки продолжают развиваться, и можно ожидать, что в будущем они станут еще более совершенными, гибкими и универсальными, способными удовлетворить самые сложные требования современного производства.
Добрейшего денёчка, уважаемые. Я понимаю, что скорее всего набигут любители услуг за три копейки и начнут пузыриться хейтом, но тем не менее, разрешите отрекомендоваться: я - рвач. :) Ну да, тот самый слесаришка, который не хочет работать за три копейки и дерёт с трудового народа деньжищщи за всякую мелочь.
Приходит, значит, ко мне заказчик и показывает вот это:

Что же это такое? Оказывается, это муфта, соединяющая вентиль и само запорное устройство (ну типа шаровый кран). Заказчик сделал ремонт в ванной, поставил какой-то гипсокартон и теперь у него штатная муфта коротковата. Он её отнёс к Мастеру, который месяц ебал мозги и родил нечто. Т.е. распилил его муфточку на эрозии, сделал проставку и... и всё. На этом мастер потерял интерес к работе. Да ещё и длина проставки оказалась больше чем нужно. Нужно было 7мм, а получилось 10. И теперь заказчик хочет сделать с этим что-нибудь, потому что все отказываются и продолжать работу за Мастером и делать новую муфточку.
Вообще, мне не ясно, что дальше планировалось делать. Склеить? Спаять? Просверлить отверстия и вкрутить поперёк винтики? Непонятно. Но понятно, почему все отказываются делать такую новую. А чем и как промерить шлицы? Т.е. это же не под напрессовку, где если что - нагреть можно и как-нибудь затолкать. Муфта садится на капролоновый поводок. Т.е. вариантов приклеить или там насадить на прессовую посадку особо и нет. Ща прогрессивная общественность скажет - положил делать на сканер и... Простите, лиловые хуи.

Не знаю, кто как, а я по такому изображению построить нормально шлицевую не сумею. Да и просто не вижу смысла в такой "работе". Однако, у меня есть то, его нет ни у кого. Большой Проектор. Интереснейшее измерительно-сравнительное устройство на начало-середину прошлого века. Кинул штучку на предметный стол (да-да, кто имел дело с измерительными микроскопами, узнает. Такие же столики на ММИ и БМИ):


Получил увеличенное в 50 раз изображение на рабочий стол. И тупо обвёл его ручкой. А уже масштаб 50:1 - на сканер.

Согласитесь, с таким размерчиком работать поудобнее? :)
Ну и после непродолжительных ласк в САПРе получаю модель:

Дальше уже совсем просто. На токарном из прутка латуньки точнул бобышку и просверлил её по центру, заготовку поставил на эрозию и давай жогово делать:

Ну и в результате - нормальная муфточка:

И посадка приятная. Не тугая, но и не болтается. Прям вот только-только чтобы под своим весом не сваливалась:

А теперь - самое интересное. ЗА ЧТО ТУТ ЦЕЛЫХ ШЕСТЬ ТЫСЯЧ!!!!???? Да хрен его знает. В принципе же в каждом гараже стоит микроскоп на полтонны весом, выпущенный в количестве менее 2000 штук за всё существование СССР. В каждом гараже есть токарник и проволочно-вырезная электроэрозия. И самое главное, совершенно точно, любой бы справился с такой задачей, просто у него оборудования нету. :) :)
Резонный вопрос. А как же оно делается на заводе, чтобы не стоить столько денег. Да тоже просто. Сверлится центральное отверстие, а потом протягивается протяжка на 40 зубов. На автоматизированной линии протяжка такой муфты занимает примерно полминуты. Потому и ценник не высокий. А когда в индивидуальном порядке - извините, но вот так.
Да, разумеется, можно было бы напечатать на тридэпринтере, или запихать куски предыдущей муфты в трубку и опаять, или допилить эту вставочку и использовать. Но, простите, у меня нет желания сделать как-нибудь, лишь бы подешевле. Я ж не пакистанец. Я стараюсь делать хорошо. А хорошо - не дёшево.
П.С. если чо, весь это металлизм в режиме онлайн происходит в телеге, ссылка в профиле. Только это, ребят, прошу понять и простить... канальчик некоммерческий, поэтому там рекламы нет. Сорян.
Буэнос диас, геноссен. Сегодня у нас картиночки и описанийце про балансировочные грузики для здоровенного круглошлифа.

Вроде деталька и не сложная, но их надо 8 штук (непонятное к-во, обычно же балансируют тремя грузами). В целом - оно вроде как режется из кольца... но у кольца должен быть ещё и конус, чтобы когда винт закручиваешь, половинки по резьбе поднимаются и саморасклиниваются в пазу оправки.
Этап проектирования, ну точнее отрисовать это всё на скорую руку в САПРе - я опускаю, оно простое и обычное. Дальше у нас заготовительный этап. Отпиливаем от куска паровозной оси блин на ленточке и пихаем его в универсальный токарно-винторезный станок 16К20ПФ1-М
После непродолжительной обдирки по торцу, ставлю прорезной резец и вырезаю бублик нужного размера. Потому что вытачивать 10мм по диаметру снаружи и 100 по диаметру внутри - я имел в виду. Во-первых это 100 литров стружки, какую лень убирать, а во-вторых - материал в стружку переводят только дураки.
Дальше серёдку просто вырываю на прессе.

Теперь полуготовый бублик идёт на ЧПУ-токарный. Потому что там угол какой-то трудноформализуемый по чертежу, а выставлять на него малую продольную я опять же имел в виду. Моя задача не задолбаться, а сделать. А ЧПУшка наваливает конуса любые (ну почти) и не сильно напрягаясь.

После этого вот всего на токарнике опять же делю окружность на 8 кусочков, набиваю окружность, которой будут принадлежать центра дырок, ну и собсна, рожаю дырки и насыпаю в них резьбу. Не забыв промаркировать каждый грузик попарно с ответной чатсью.

Далее на вертикальной ленточке распиливаю это всё добро:
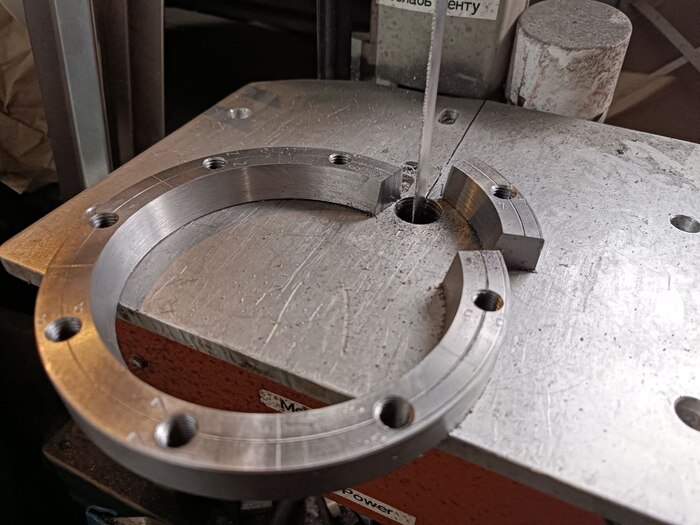
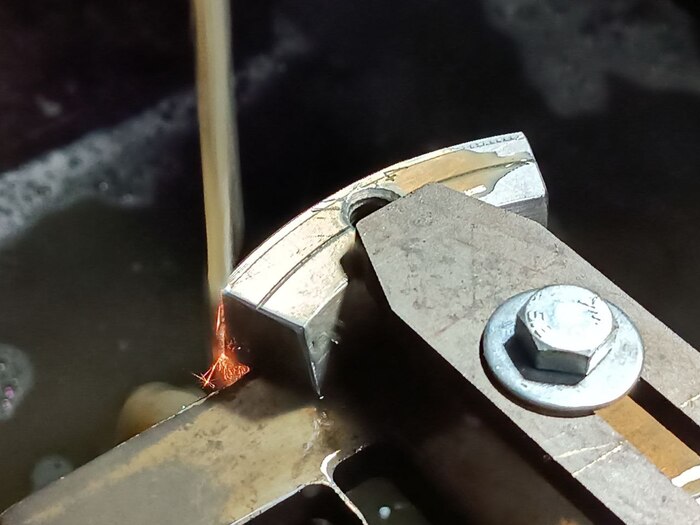
И ставлю на эрозию. Потому что торцы мне сейчас пофигу, а вот ровно и качественно разрезать грузики на две части на ленточке не выйдет.
Ну и вуаля, чо. Вон их сколько...
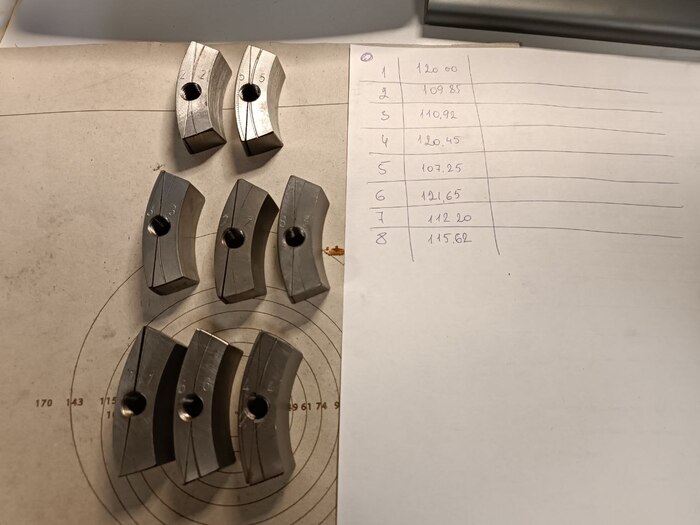
Правда незадача... они все - разные. Печаль-беда! Но не. У нас всё идёт по плану. Не как у других, а прям ну вот реально есть план и мы его придерживаемся. И по нему получается. Короче, перевешиваем грузики сперва начерно на цеховых лабораторных весах КАС и подгоняем по массе.

А после чернового взвешивания уже топаю в метрологичку и перевешиваю на немецких весах Сарториус. После чего, всё это хозяйство готово к отправке заказчику с циферками.

В пределах полуграмма закатал. Вроде норм. Но! В целом, это совершенно не обязательный шаг. Дело в том, что балансировка тремя грузами на балансировочном приспособлении - совершенно похуистично относится к массе грузов. Ну т.е. даже если там разница на 10 грамм - это пох. Просто грузы (на идеальном отбалансированном круге, если мы такой представим) будут располагаться не под 120 градусов друг к другу, а под каким-то иными углами. И всё равно отбалансируется. Но сделать хорошо - лучше чем сделать плохо. Тем более пригонка по массе заняла может минут 15-20. Несущественно в рамках данного заказа.
Таки делишки, например. Ну и торадиционно напоминаю, что телегоканал, где вся эта техноересь, металлопорно и даже немного станочного БДСМ - в профиле. Единственно, чего нет на канале - говнорекламы хуевой и политоты ебаной. Ну тут уж простите.
Всем привет!

В последних постах я задавался вопросом - а чтобы еще такого эдакого мне начать производить, так как мощности производства избыточны для моего текущего направления(карты мира и России из дерева), да и спрос на них не могу сказать что прямо лютый какой-то.В общем была задача что-то придумать, а самое главное не просто придумать, а сделать образец, допилить его, запустить в продажу, потом опять допилить и так далее.
Просто до этого у меня уже были неплохие идеи, которые заканчивались на этапе создания тестового образца. Нужно было двигаться дальше, но вот эта работа по устранению всех косяков, поиску улучшений мне всегда давалась тяжело, и я все откладывал. А потом текущие задачи забирали время и силы и все эти изделия просто начинали пылится на полках или были подарены знакомым
В этот раз будет не так.
Глобально я формулировал свою задачу так - мне нужно найти/подсмотреть/придумать какое-то интерьерное решение, которое я могу делать уже сейчас на своем оборудовании(или привлекая партнеров) и которое нужно в каждую квартиру и каждый дом.
Почему интерьерное рещение?Потому что я этим занимаюсь уже 4 года, это самое понятное для мен сейчас в плане маркетинга и продаж
Почему в каждый дом?Карты мира и России это здорово, но рынок слишком маленький, и они подойдут далеко не в каждое помещение, нужно что-то более универсальное.
По поводу оборудования понятно - чтобы не пришлось приобретать никакого дорогостоящего оборудования на начальном этапе
Я прочитал то что вы писали, проанализировал и уже планировал пойти в вывески из гибкого неона(думаю что все равно туда пойду, но позже), как увидел вот такие изделия.
Панно Горы в прямоугольном формате и в круглом - 2 фото ниже из интернета

Фото из инета

Фото из инета
Мне самому очень понравилось такое визуальное решение. Я провел опросы, где смог, и все они показали что людям такое нравится(я спрашивал, чтобы вы с большей вероятностью купили в свою квартиру - карту мира из дерева или вот такое пано при одинаковой стоимости)
Дальше мы начали обсуждать - а как это сделано, из чего, как реализована подсветка, рамка и так далее. Параллельно я начал искать дизайнера, который смог бы повторить максимально похоже само изображение.
Итогом работы стало 2 тестовых образца, которые представлены ниже

Это уже мой образец. Тут видно светодиодную ленту - это сильно портит вид.

Лента и мощность одинаковые, но освещаемость на малой площади больше. Причем это образцы с самыми небольшими размерами - будем делать и больше.

В таком круглом формате у меня сейчас только одна самая главная проблема - где найти алюминиевую рамку под золото и серебро в виде круга?или где можно загнуть профиль и кто это можем вообще сделать?
Доработок еще много, вопросы следующие
Что использовать - обычную ленту, но как-то прятать чтобы было видно только равномерное свечение?Или же использовать ленту сплошного света, но она значительно дороже?Или же гибкий неон?
Где найти круглые металлические рамки или багеты под золото и серебро?Или кто и где их может качественно сгибать?
Получилось ли у меня сделать похоже?Как вам вообще такая идея?
Если есть мысли - буду рад почитать)Ну и если вы хотите что-то такое себе - напишите, мне важно понять что деньги в этом направлении есть, поэтому я очень хочу сделать первые продажи, и на этипе предзаказа готов сделать большие скидки!
И еще добавлю опрос
Для всех поклонников футбола, Hisense подготовил крутой конкурс в соцсетях. Попытайте удачу, чтобы получить классный мерч и технику от глобального партнера чемпионата.
А если не любите полагаться на случай и сразу отправляетесь за техникой Hisense, не прячьте далеко чек. Загрузите на сайт и получите подписку на Wink на 3 месяца в подарок.

Реклама ООО «Горенье БТ», ИНН: 7704722037

Как-то я делал торшер из салатника, теперь будет настольная лампа из миски поменьше.
Сначала сделал модель, подготовил чертежи и создал управляющие программы для плазмореза и фрезера.
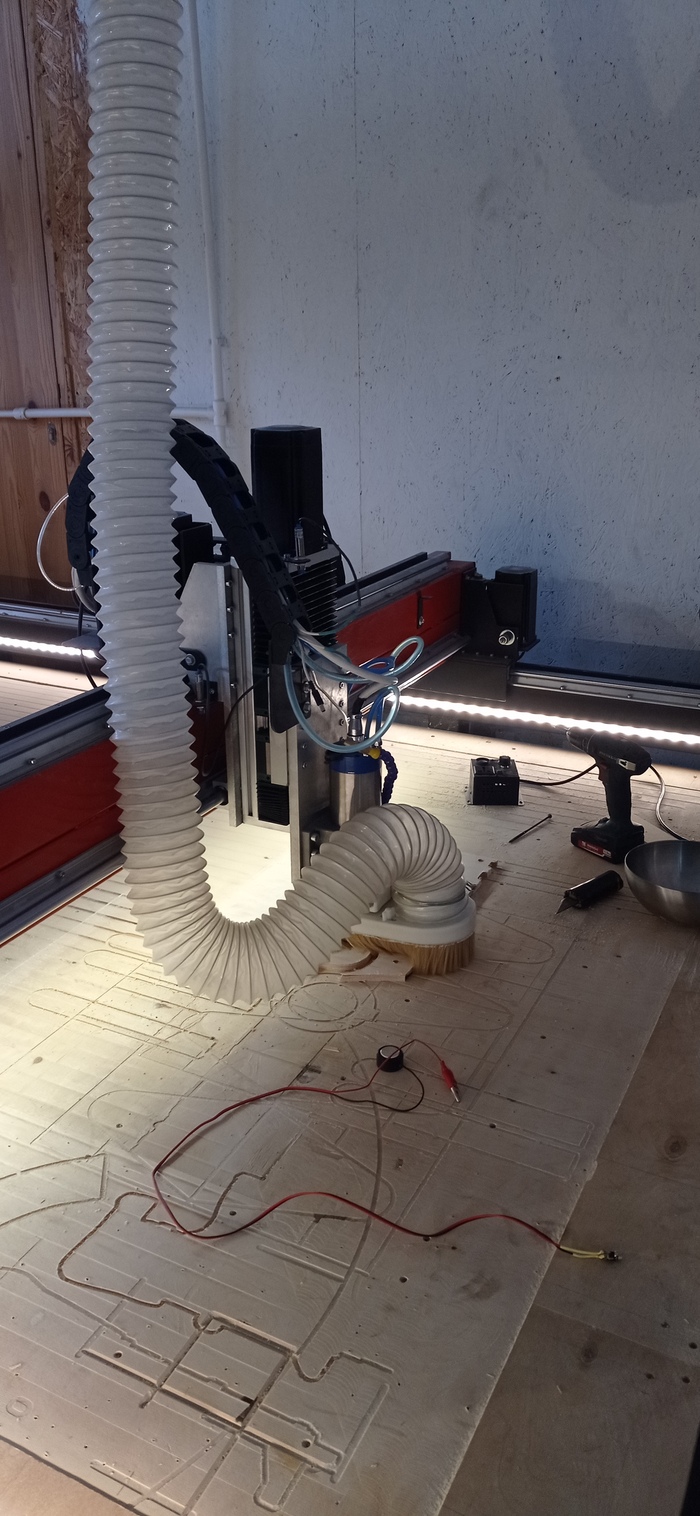
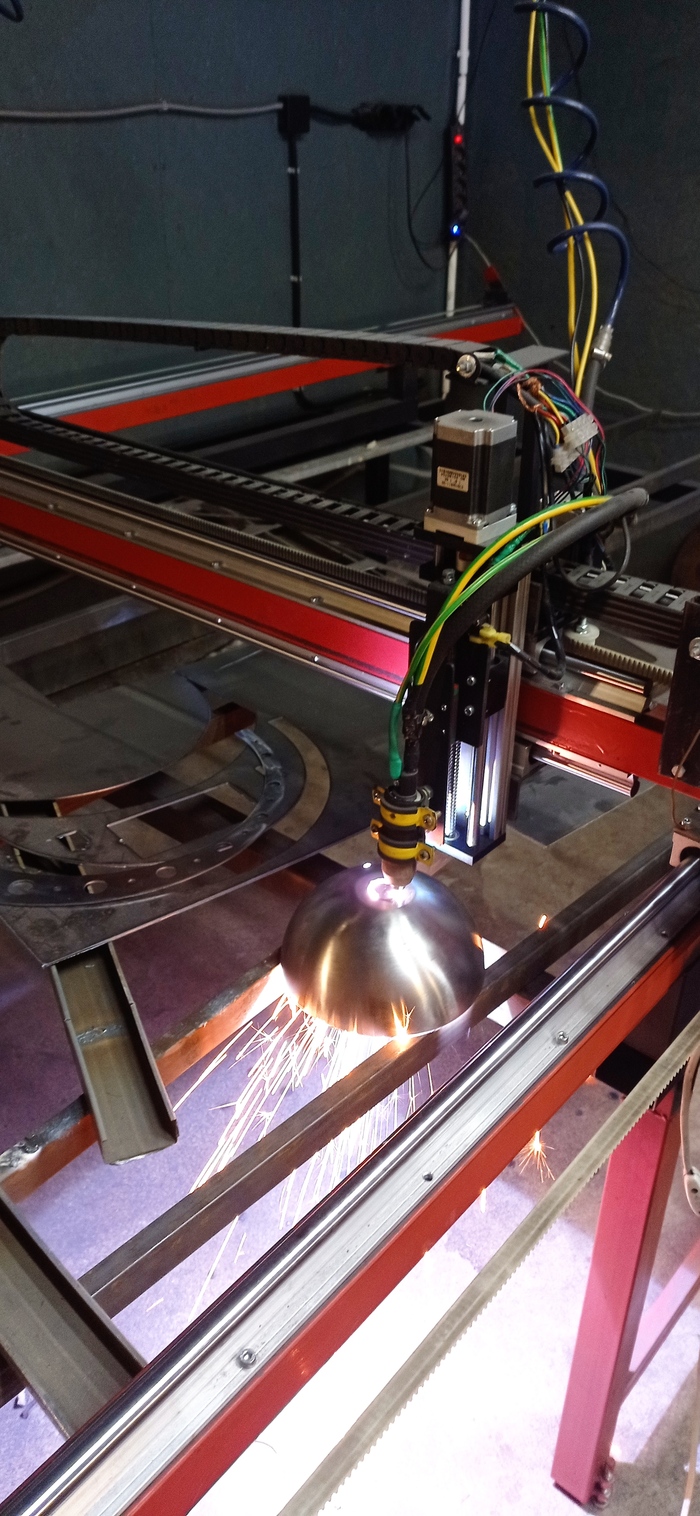
Были вырезаны заготовки из стали и фанеры, после чего доработаны "напильником".

Далее всё собирается вместе и приваривается к основанию. Так же приваривается пластина с заранее изготовленной шпилькой, с дюймовой резьбой 1/4 для вкручивания шарнира (куплен на маркетплейсе для крепления фотоаппарата).

Затем всё снова разбирается и готовится к покраске.
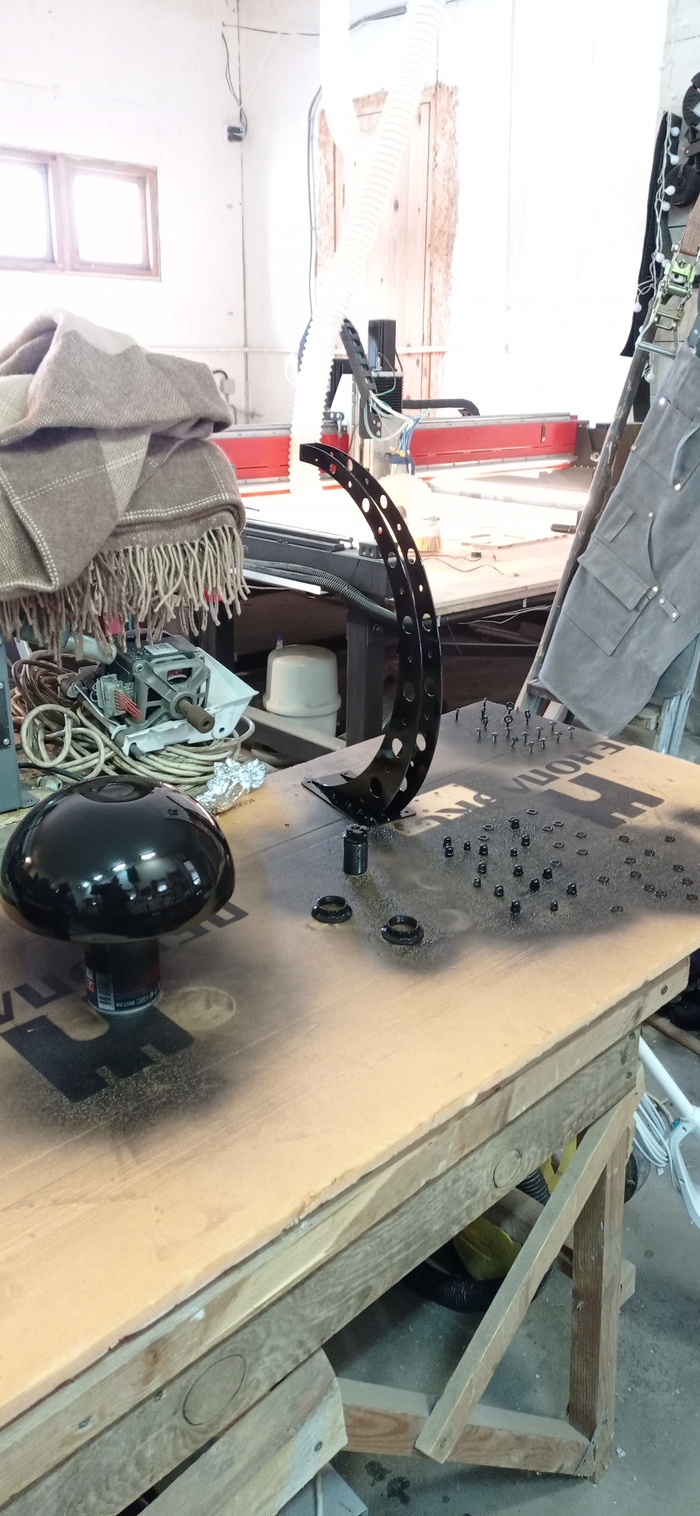
Готово. Осталось собрать всё обратно.
Результатом я вполне доволен.
Спасибо за внимание!







