




Станок для изготовления цепи
Источник: ТГ канал Стройка
Подписывайтесь на наше сообщество на Пикабу Стройка. Интересные решения


Плюшевый дракон. Большой процесс с фото
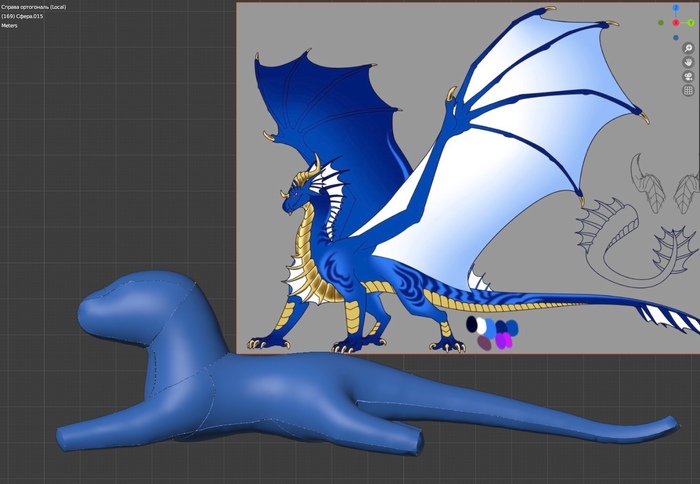
На арте персонаж заказчика.
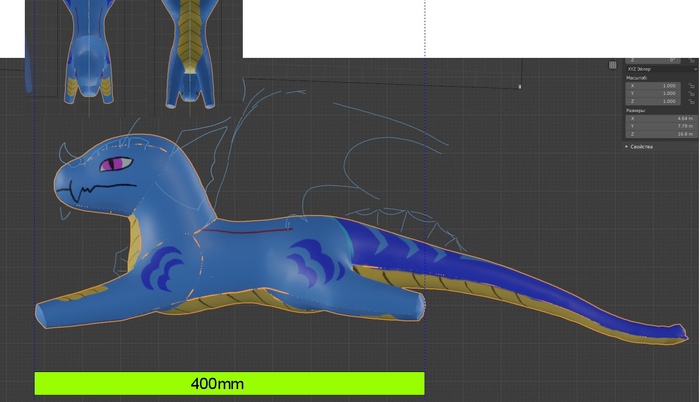
Задача была сшить его с таким тельцем и стилизовать под него.

Надо добавить только других деталей: рога, крылья, плавники и узор на теле. Пришлось немного перекроить, чтобы вышивка не заходила на швы. Но в целом форма осталась та же.
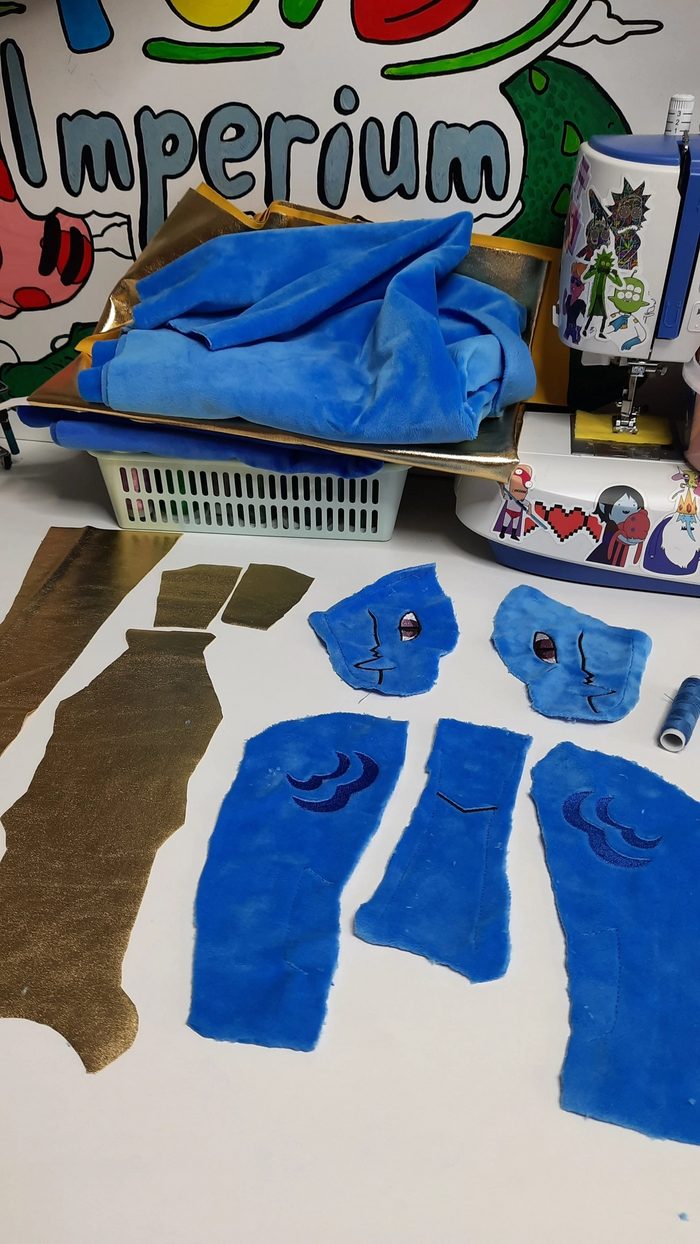
Вышивку делаю на оборудовании. Вышло много деталей. Рисунок на теле, хвосте, глаза, перекладины плавников, уши и крылья. И золотые вставки на лапах
(`・/д\・) много крч
Для всего сначала надо сделать файлы на компьютере. После загрузить на машинку и вышить.
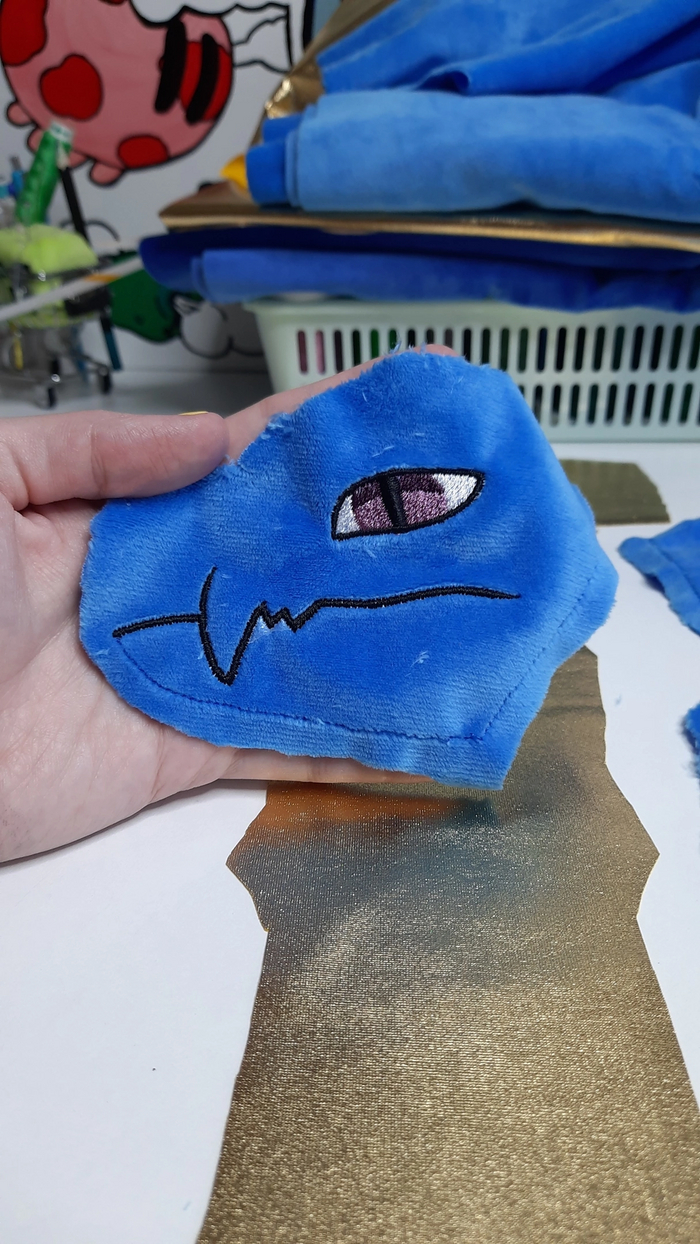
Уши в виде плавников. Передняя часть вышита.


Заднюю прошила, чтобы повторить перекладины

Получилась такая фактура

А тут правый вариант делала сублимацией. Сначала хотелось упростить процесс. Но результат плохой. Поэтому немножко потрудиться того стоило.

Уффф. Голова готова. Потом ещё переделывали плавник по хребту на побольше.
Рррррожке :3
Из трикотажа под золото.
тут примеряю, придумываю

Сначала вот такие пластины

Потом вшить в задний шов рогов. Пришлось покряхтеть конечн. Но красиво

Крылья.

Почти также как и уши. Спереди вышивка. Поверх строчка для фактуры. +золотые треугольные вставки на концах.

Внутри проволока. Она объединяет два крыла и проходит через тело дракона.

И сам дракон 🐉

Рожки пришиты потайным швом.

На золотом брюшке и хвосте полосы строчкой.

Крылья можно раскрыть и закрыть.


Спасибо за просмотр | ू*꒦ິ꒳꒦ີ)。oO
Ave satana ↑_(ΦwΦ)Ψ

Показать полностью
21
1

Что надо успеть за выходные
Выспаться, провести генеральную уборку, посмотреть все новые сериалы и позаниматься спортом. Потом расстроиться, что время прошло зря. Есть альтернатива: сесть за руль и махнуть в путешествие. Как минимум, его вы всегда будете вспоминать с улыбкой. Собрали несколько нестандартных маршрутов.


Как делают ватные палочки
Ранее я уже выкладывал тут рассказы о том, как делают китайские палочки для еды , зубочистки , деревянную посуду Производство одноразовой деревянной посуды (ложки, вилки, тарелки)
После ряда вопросов решил добавить еще пост о том, как делают ватные палочки.

Местами технологии схожи, но есть нюансы. Честно говоря, я использую пикабушные посты для упрощения работы с клиентами. :) Часто проще скинуть несколько ссылок на эти описания, чтобы человек понял базовые принципы того, что он хочет сделать и осознал куда придется влезть. Почему-то существует уверенность, что разные простые вещи делаются просто. Нет, это так не работает.
ВАЖНО! На фото и видео в основном процесс настройки оборудования, именно поэтому палочки рассыпаны на полу, на столах, в разных коробках. :) Не надо писать про ужасную нестерильность и грязные палочки. Это настройка. Все палочки потом пошли в печку кроме образцов, которые я себе отобрал. На производствах (и в Китае и в России) чистота и порядок.
Итак. Заказчик попросил оборудование для производства ватной палочки. Бывает она в основном пластиковая и деревянная. Есть еще бумажные варианты и прочая экзотика, но об этом не будем. Коротко обрисую 2 цикла подготовки заготовки из дерева и пластика, потом они все сходятся к одному станку. На видео везде убрал звук, информации аудио нет особой, а вот подскочить от внезапного визга пилы можно.
Дерево.
Берем березовые чурки и варим их долго и упорно в горячей воде по специальному секретному алгоритму. На фото внизу один из вариантов варки, снято на китайском заводе.

Один из вариантов варки (снято на китайском заводе)
Затем распаренные чурки очищаются от коры и идут на лущильный станок, который превращает их в ленту толстого шпона.
Шпон идет на рубочный станок, который из него делает плашки одинакового размера.
Нарубленные плашки сушат в сушилках, затем отправляют на фрезерные станки, где с помощью пары фрез из плашки получают круглую заготовку заданного диаметра.
Заготовка идет в шлифовальную машину фрикционного типа, где в процессе трения друг об друга палочки становятся гладкими, убираются торчащие волокна и прочие мелкие огрехи.
Затем заготовка нарезается на автоматической пиле на нужный размер и прогоняется через механический сортировщик, где отсеивается короткая, длинная и ломаная заготовка.

Автоматическая пила для нарезки заготовки зубочисток, ватной палочки.
Итак, мы получили деревянную заготовку. На самом деле процесс более сложный, нудный, писать о нем можно долго, но для общего понимания этого достаточно.
Пластик.
Для получения пластиковой заготовки ватной палочки применяется специальный экструдер с блоком нарезки. Ниже приложу видео работы такого агрегата. В Китае мы заказывали станки для производства ватной палочки и экструдеры на одном заводе, поскольку агрегаты взаимосвязаны и завод одновременно выпускает и экструдеры и линии намотки, формируя готовую линию под требования заказчика. Тут все более-менее просто, в экструдер засыпаем пластик в гранулах и добавки, на выходе получаем нарубленную в размер заготовку. Диаметр заготовки можно регулировать в некоторых пределах (один экструдер может выдавать и 2 и 2, 5 и 3 мм палочку), длина регулируется в очень небольших пределах. В принципе, сам экструдер - штука универсальная, при замене головы на выходе (фильера) можно и трубочку для коктейля делать, но вот блок нарезки придется изготавливать уже другой.
Итак, у нас есть заготовка, пластиковая или деревянная, нам надо из нее сделать ватную палочку. Мы заказывали универсальные станки, которые могут работать и с пластиковой и с деревянной заготовкой. Разница на начальном этапе. Вате надо как-то зацепиться за кончик палочки, чтобы намотаться и создать головку. Для этого на дерево наносится клей, а пластиковая палочка проходит мимо термоголовки, которая подплавляет пластик и на кончиках палочки формируются заусенцы, за которые цепляется вата.
В бункер станка загружается заготовка. На фото березовая, но может быть и пластик. Кстати, о березе. В Китае 99,9% ватной палочки на древесной основе делается из бамбука. Нам пришлось долго и упорно искать в Китае завод, где нам сделают заготовку нужного нам размера из березы для тестирования станков, поскольку отправлять такой объем в Китай из России - тот еще гемморой. Нашли на севере завод зубочисток, у которого на складе завалялись фрезы под нужный диаметр и там заказали заготовку.

Сами станки весьма не маленькие и места занимают прилично.

Тут 2 линии, в принципе одинаковые, но одна настроена под пластик, вторая - под дерево.
Я видел станки немецкого или шведского производства, они компактнее, работают быстрее, но стоят раз в 5-10 дороже и очень требовательны к качеству заготовки. Вообще легче всего работать с пластиком. Он стабилен. Дерево, как ни старайся, все равно гуляет по размерам и геометрии заготовки. А любые отклонения приводят к проблемам в работе станка. Китайцы говорили, что на пластике один человек может контролировать работу 2-3 станков, а если дерево - только один станок.
Самая сложная и нудная в настройке часть - блок намотки. Вот тут надо упомянуть одну особенность. Станки изготавливаются под четкий конкретный диаметр заготовки! И если длину еще как-то можно отрегулировать на пару миллиметров, то диаметр заготовки один! Прежде, чем заказать станки, надо четко понять и выяснить с каким диаметром заготовки планируется работать. Дело в том, что вырезы на колесах, которые передают заготовку, вырезы на транспортировочной цепи, звездочки в механизме, размеры пневмозахвата - все это делается под один размер. И перенастроить станок с 2 на 2, 7 мм, например, не получится.



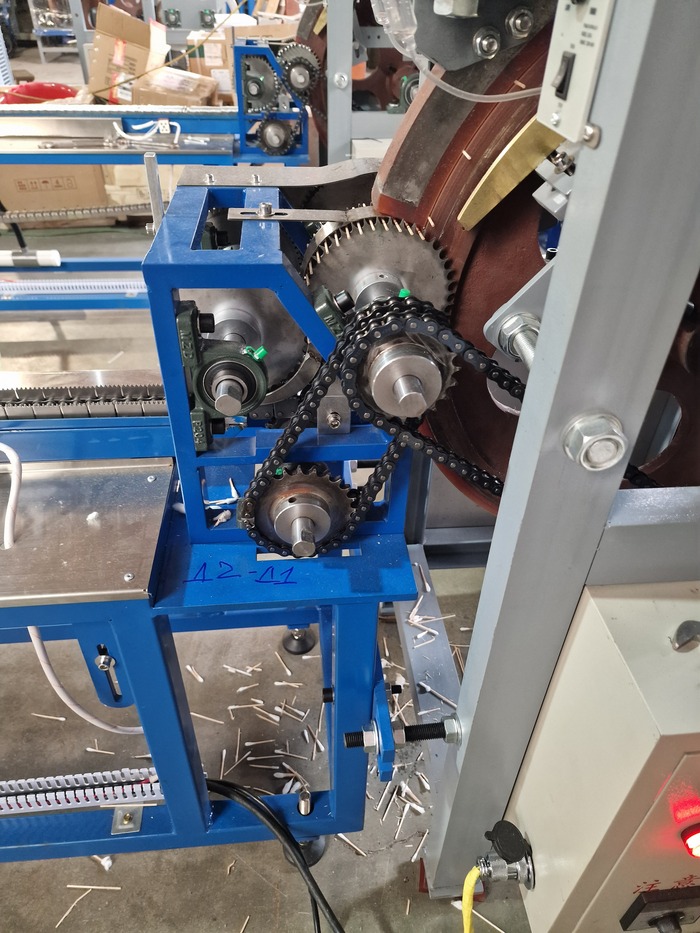
И так, как это работает. Палочку из бункера подхватывает колесо с вырезами, передает на второе такое колесо, в процессе заготовка выравнивается, проходит через механизм клеенанесения (валик с клеем) для дерева или термоголовку для пластика. Затем попадает между неподвижным основанием и колесом, которое прокатывает ее между лентой и подаваемой сверху ватой. Вату в виде жгута затягивает специальное устройство сверху, которое ее разлохмачивает и разравнивает. Вата наматывается на вращающуюся палочку и формирует головку, затем сверху ватная головка смачивается специальным составом, который склеивает волокна и не дает ватной головке разлохмачиваться. Система звездочек подхватывает сырую палочку и укладывает ее на специальную зубчатую ленту - цепь, по которой палочка ползет дальше.

Так выглядит транспортировочная цепь. На фото 2 фрагмента под разную палочку. И тут становится понятно про диаметр заготовки, На фото видно, что вырезы отличаются по размерам и шагу между ними.
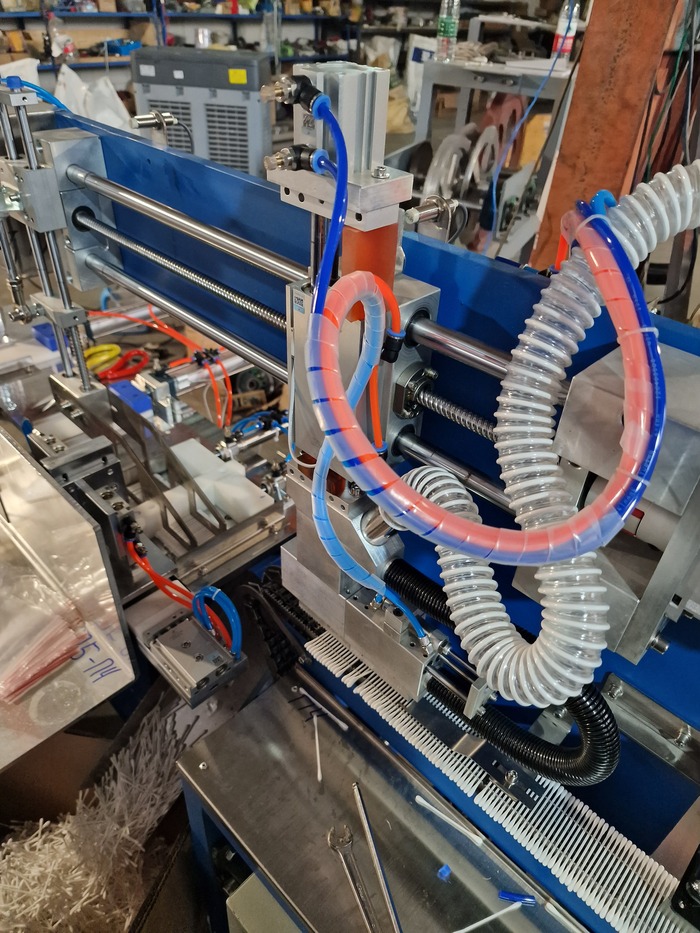
Палочка ползет по транспортеру в зону сушки.

Перед сушкой специальные пластины с пневмоприводом выравнивают заготовку.
Затем процесс сушки. Тут влажные ватные головки подсыхают и палочка готова к упаковке. Вот тут кроется еще одна засада. Если палочка деревянная, то особых проблем с температурой нет, а вот с пластиком приходится повозиться, если слишком поднять температуру, сама пластиковая палочка размягчается и гнется, идет брак.

Ну а дальше высохшая палочка попадает в блок упаковки. Эта часть станка изготавливается под заказ, в зависимости от того, как планируется упаковывать палочку. Есть станки полный автомат, которые в конце сами формируют пакеты, сами туда палочку складывают и запечатывают. есть упаковка в пластиковые коробки, прямоугольные или цилиндрические. Все это надо продумывать перед заказом. Эти станки были сделаны под упаковку в зип-пакет по 100 штук с ручной подачей пакета (оператор одевает пакеты на устье упаковщика и туда заряжаются палочки по 100 штук).

Ну и просто общее видео работы линии, чтобы было понятнее все то, что я понаписал выше. :)
В общем, постарался более-менее простым языком описать процесс. Видео не слишком красивые и постановочные, снимал все на заводах в процессе работы, но общее представление дают. Понятно, что все описано схематично, но если буду все подробно расписывать, не только лишь все дочитают до конца. :) Но, надеюсь, кому-то было интересно почитать как на самом деле не просто то, что кажется простым. И, кстати, в Китае на заводе мне показали образцы ватной палочки, под которую они делали станки (фото не нашлось у меня к сожалению) и я офигел от разнообразия и полета фантазии заказчиков, чего там только не было, больше 20 форм и размеров точно.
Показать полностью
13
8



Клык волка , оправка из серебра , бронзы



















Отливается в серебре , бронзе , латуни , золоте , вторичная форма , Если отливать с первоначальным качеством , обращайтесь в ВК
По вопросам заказа https://vk.com/lesnov_jewelry
купить в серебре https://www.livemaster.ru/item/editnew/47794196
в бронзе https://www.livemaster.ru/item/editnew/41552622
Показать полностью
19
1

Запуск самодельного парового двигателя. Часть 5
Привет всем!
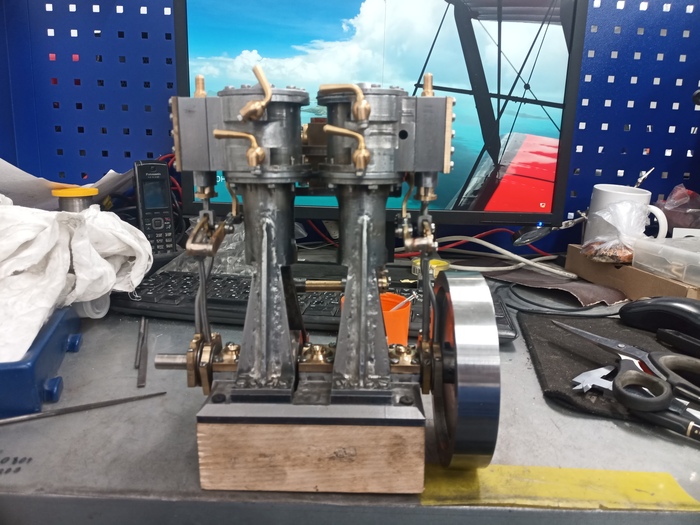
Для тех, кто видит меня впервые, повторюсь, я собираю модель парового двигателя по английским чертежам.
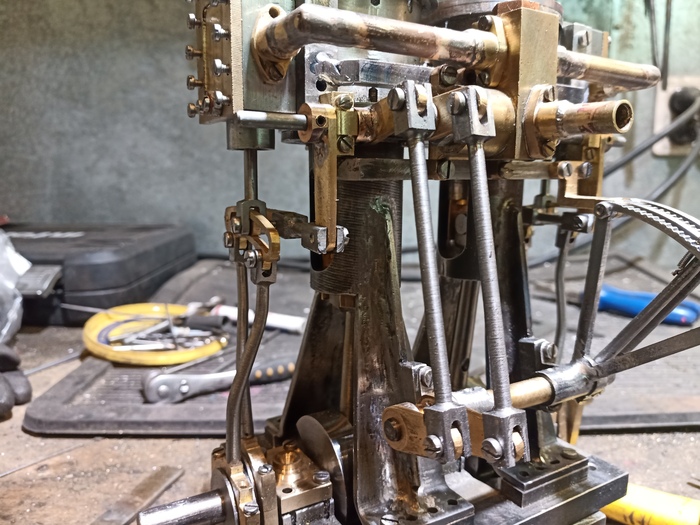
И сегодня настал момент, когда готовность двигателя уже позволяет его запустить и посмотреть, как все будет работать. Для нетерпеливых- видео сразу!
Двигатель издает небольшой стук, это поршневые пальцы, я немного пролетел с размером, буду переделывать. Так же как и посадку на вал в маховике. При изготовлении я допустил там конусность и маховик не удается закрепить без биения.
Итак, что было сделано за прошедшие недели:
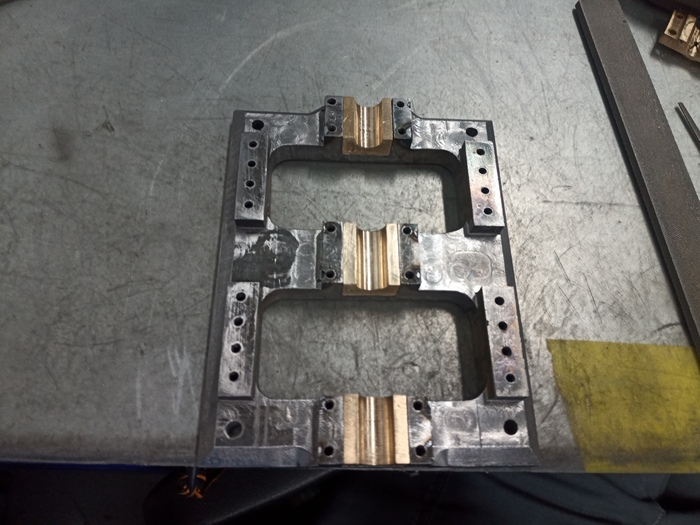
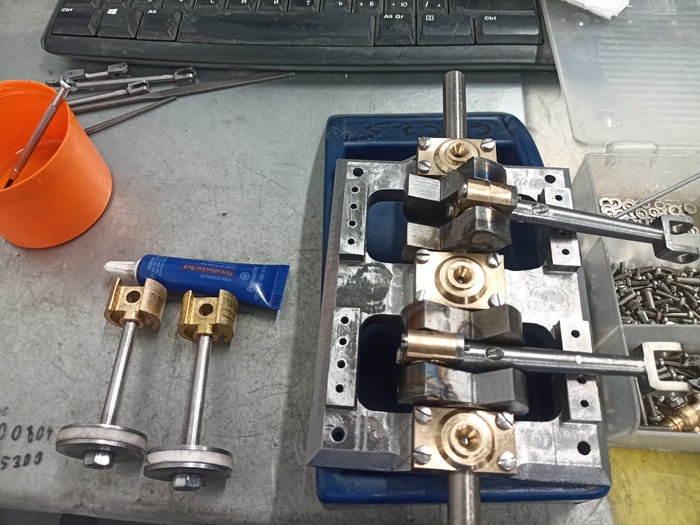
Так как все части двигателя уже готовы, можно заняться органами управления. Сначала я расчертил и посчитал длины тяг и рычагов, что б обеспечить необходимый ход. Так же начертил рабочий сектор рычагов, который позже был вырезан, собран и приварен на втулку оси рычагов. Сами рычаги изготовил за кадром.
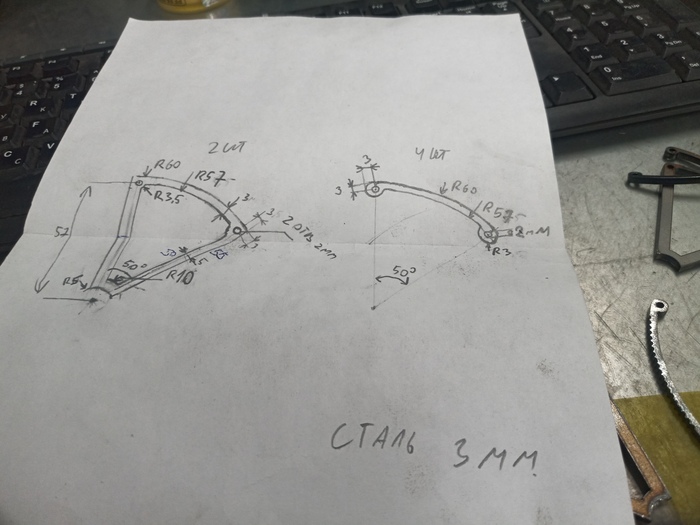
После этого приступил к фиксаторам. Их я согнул из 0.8мм стали. Получилось не сразу, но итоговым результатом доволен.
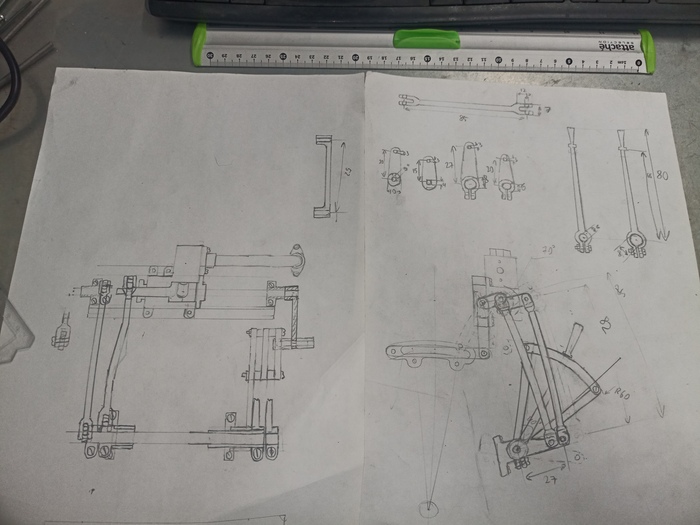








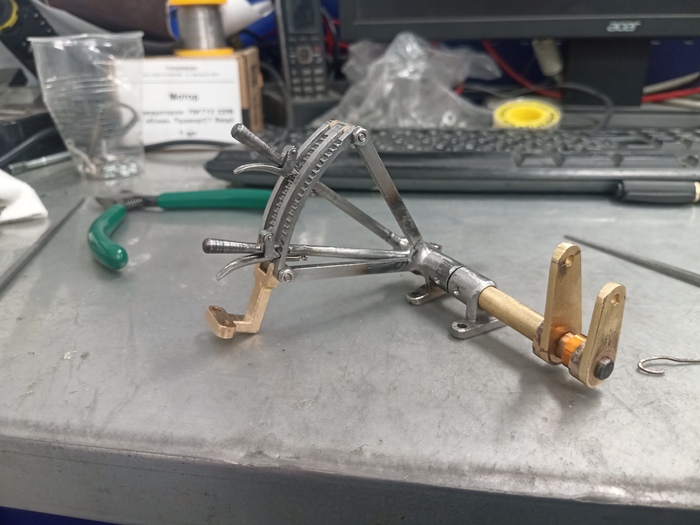

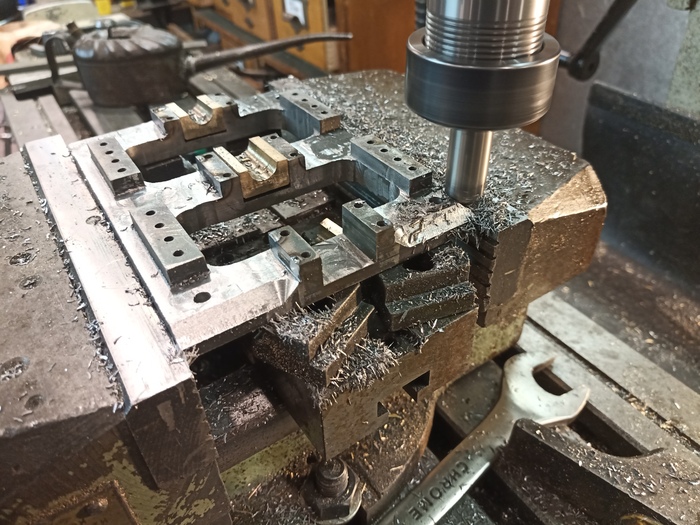
Изготовление блока рычагов.
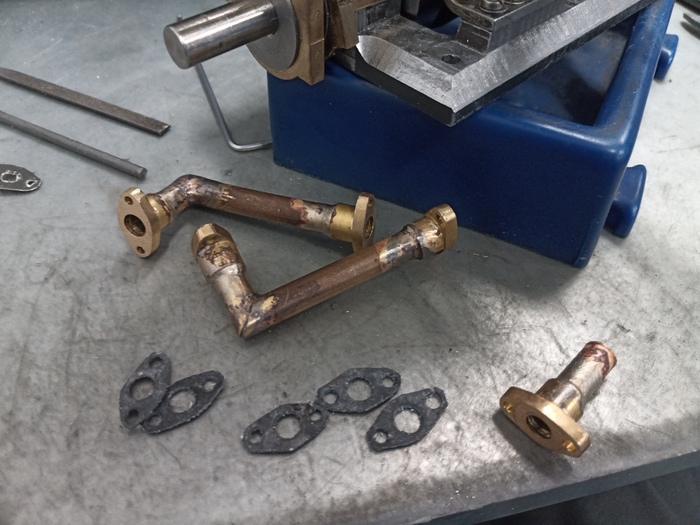
После блока рычагов занялся изготовлением тяг и доработкой кулис. На последние были припаяны поводки для управления. Тяги же точил из прутка 10мм резцом со скругленной режущей кромкой, а затем фрезернул в них пазы и придал концам прямоугольный профиль. Параллельно с этим, за кадром, изготовил качалки.



Изготовление тяг.
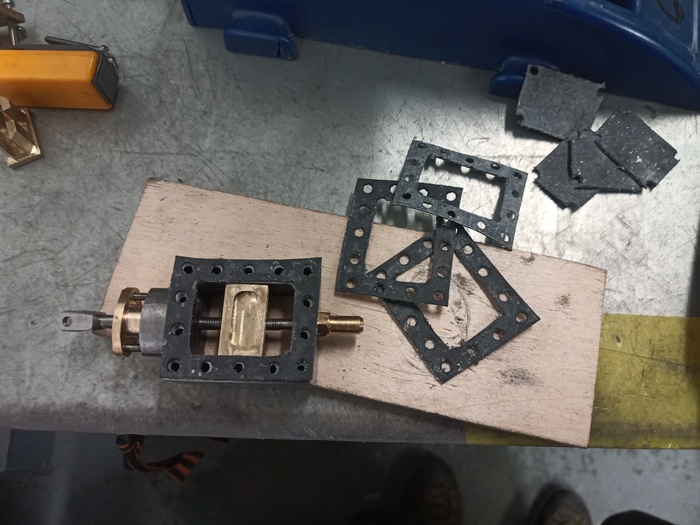
После этого решил чуть облагородить станину двигателя. Снял с нее фаски и подровнял.
Снятие фасок со станины.
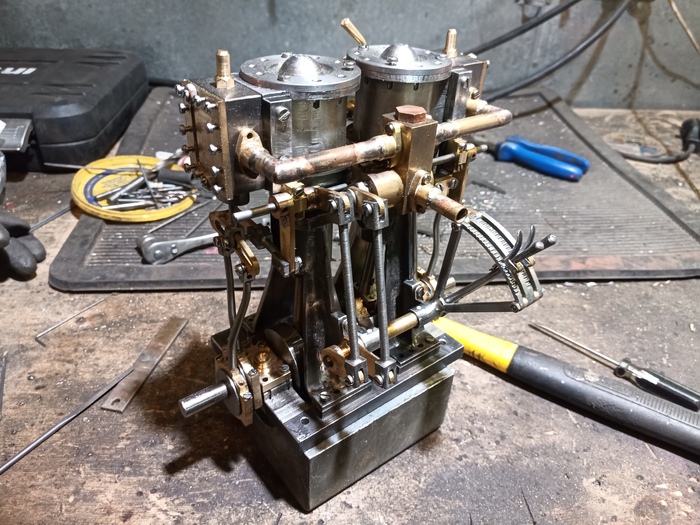
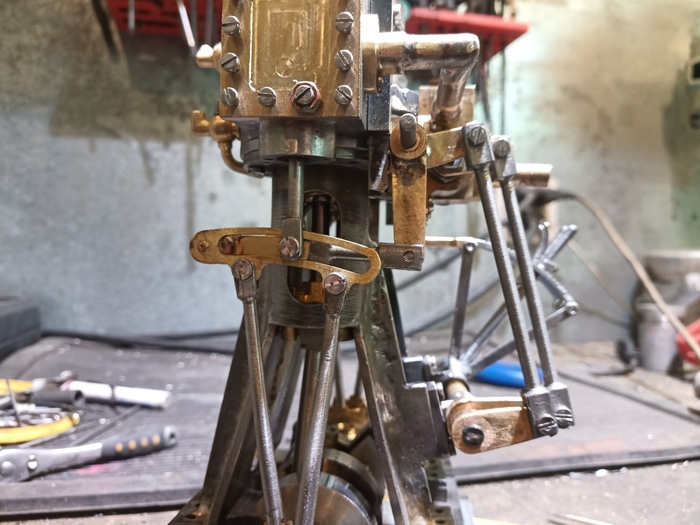
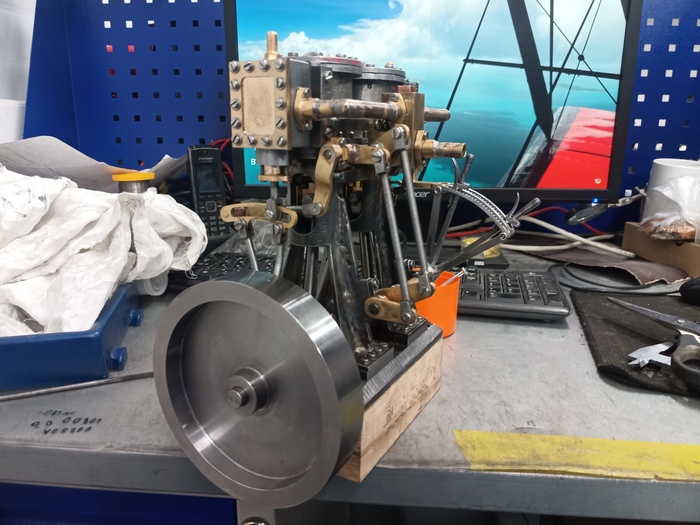
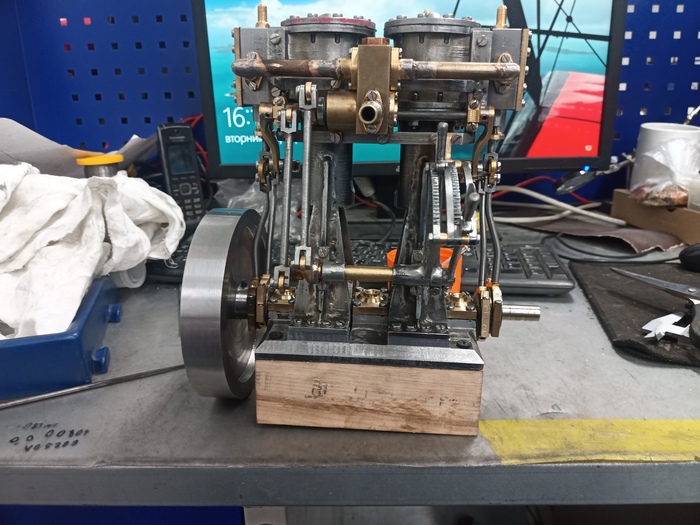
Начал чистовую сборку с того, что облагородил тяги. Скруглил их края и отшлифовал следы от фрезы. Перед установкой коленвала ещё раз собрал ряд из опор и прошёлся развёрткой. Теперь вращение вала в них идеальное. Штоки поршней закрутил в ползуны на красный фиксатор резьбы, а уплотнения штоков и парораспределителей сделал из промасленной сальниковой набивки. Нижние винты крепления цилиндров заменил на шпильки. Параллельно с этим изготавливал прокладки: под крышки цилиндров, под парораспределителели и под фланцы трубок подачи пара.

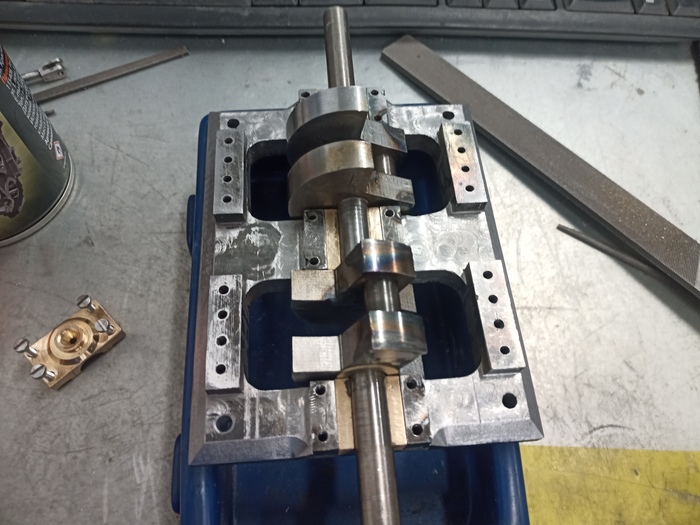


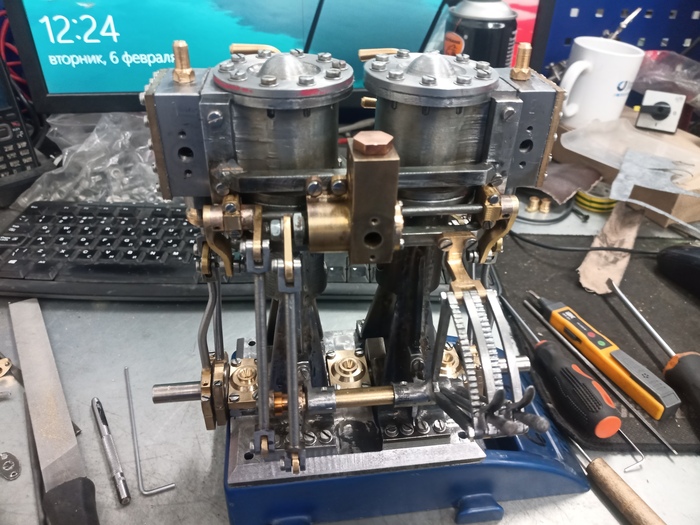

Чистовая сборка.
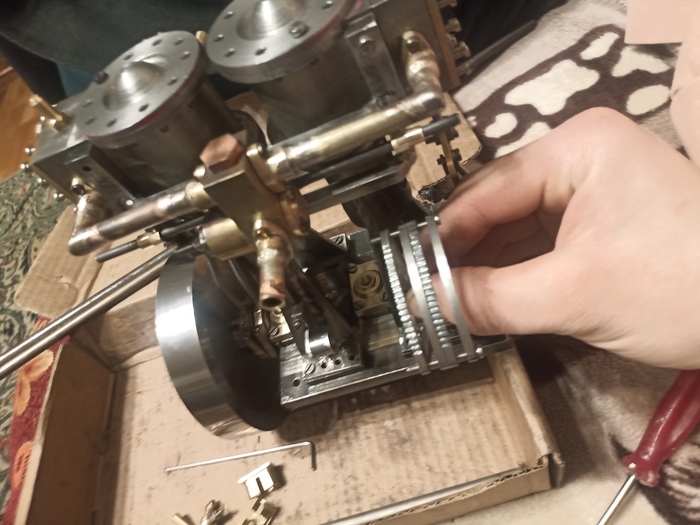
В процессе сборки заснял работу привода золотника регулятора.
Так как щеки коленвала выходят за габариты станины, сделал из обрезка деревянную опору с окнами. Но толщина недостаточна, использую сугубо как сборочную опору. Буду переделывать.


Изготовление подставки.
В качестве заключения попробую примерно привести затраты на изготовление того, что вы только что видели:
Прутки, болванки и прочие материалы ~12 тр
Резцы и пластины к ним 8 тр
Фрезы быстрорежущие и твердосплавные ~5 тр
Услуги по резке металла ~5 тр
Метизы ~2 тр
Транспортные расходы ~ 7 тр
Рабочее время- 15 дней по 8-10 часов.
Не смотря на то, что двигатель уже работает, это не конец. Так что ждите продолжения!
Почитать о предыдущих этапах работы можно тут:
Спасибо за внимание!
Показать полностью
35
1
Говорят, если гуманитарий пройдет это головоломку до конца, он может считать себя технарем
А еще получит ачивку в профиль. Рискнете?
Дверной замок в стиле дизельпанк
Приветствую вас, господа. Продолжаем разбавлять однообразное разнообразным.
Решил опубликовать ещё одну свою работу, которую я закончил примерно месяц назад.
В чем цель данного действия? Я ставил себе задачу лучше узнать и освоить фрезерный станок, за которым до этого момента я практически не работал, хоть и владею им довольно давно.
Тему дизельпанка я люблю. Гермодвери тоже. Исходя из этого родилась идея сделать вот такую задвижку на входную дверь мастерской. Повторюсь, это лишь задвижка, открывать снаружи ее нельзя, как и закрывать.
Я приверженец взгляда, что дизельпанк должен быть в равной степени красив и функционален, этот замок – полностью функциональное изделие с четырьмя ригелями по трем сторонам двери.
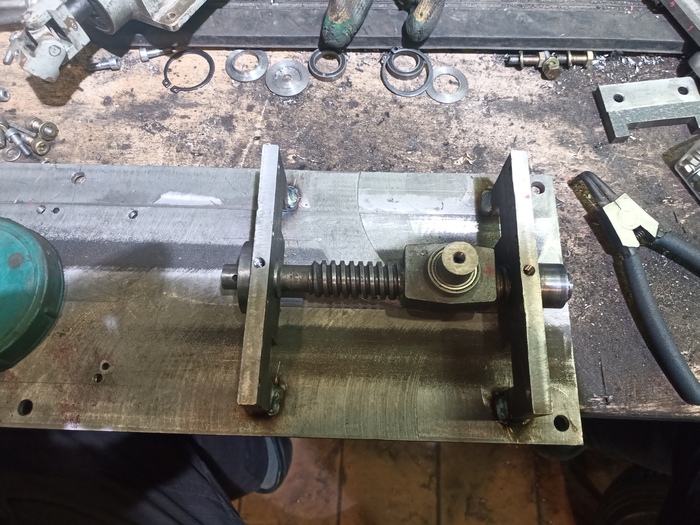
Теперь немного о процессе его изготовления. В качестве основы была взята винтовая пара от каких-то советских тисков. К ней в довесок отрезок 160-го швеллера и угловой редуктор с рукояткой от согласующего устройства мощного ЧМ передатчика.
Швеллер был распущен на части болгаркой, широкая часть стала плитой основой, а боковые полки –направляющими для ригелей и частями корпуса замка. Полки швеллера были попилены и обработаны в размер, а затем в них были проделаны пазы под ригели и расточено отверстие под винт. Ближняя к краю стенка – завтулена.
После, для примерки, собрал на прихватки, дабы можно было далее моделировать замок.
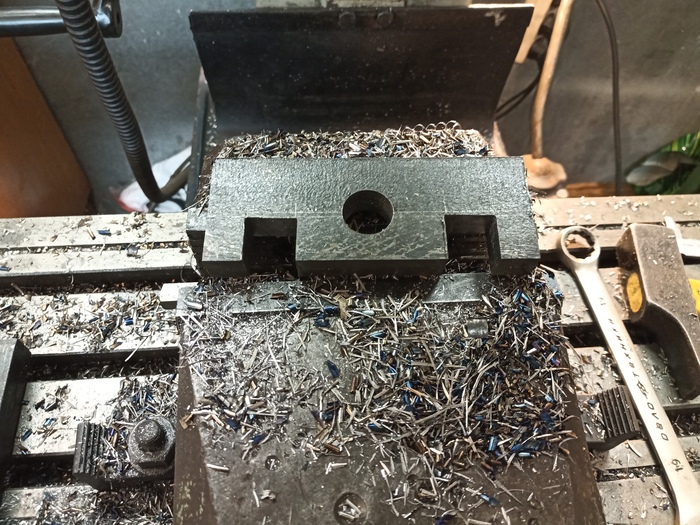


Фрезеровка частей корпуса замка и примерка.
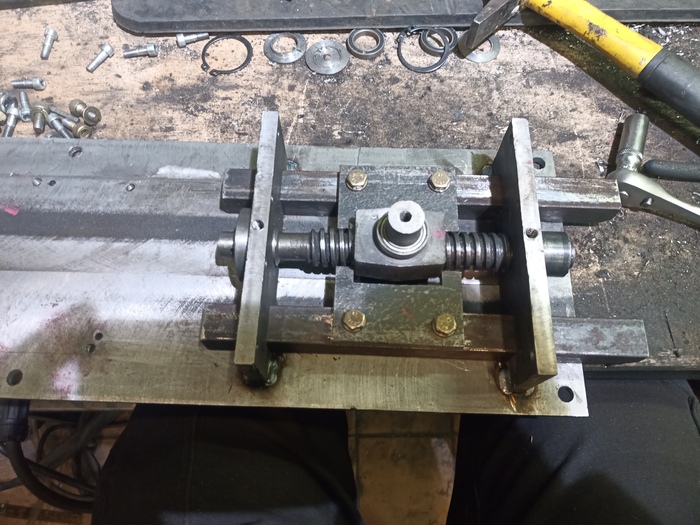
Ригеля сделал из квадрата 20х20 ст.20, в них профрезеровал пазы под пластины, цепляющиеся за гайку винта. Гайку ободрал в токарном станке, оставив на ней цилиндрический шток диаметром 15мм, на который впоследствии были надеты три шарикоподшипника. Все это накрыто крышкой с вырезом под подшипник, который не даёт гайке проворачиваться вместе с винтом.


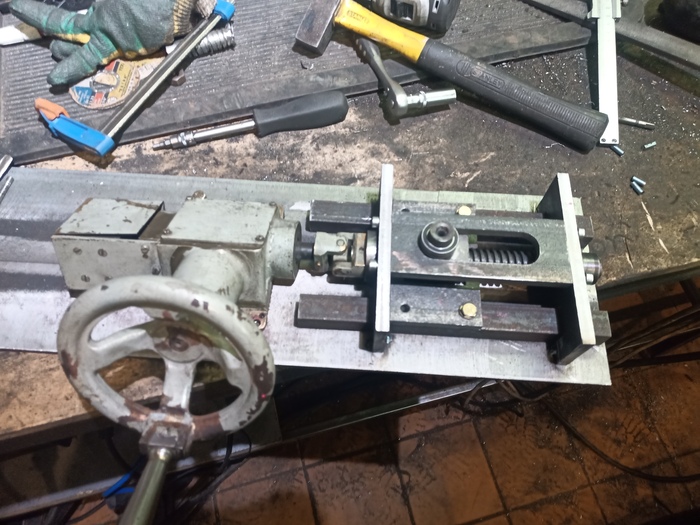
Сборка ригелей.
В добавок к направляющей были изготовлены две дополнительные крышки. Все три части были сварены воедино с глубокой разделкой под шов и зацело отфрезерованы. На них в последствии установил оси вращения механизмов привода вертикальных ригелей, кулисного типа.

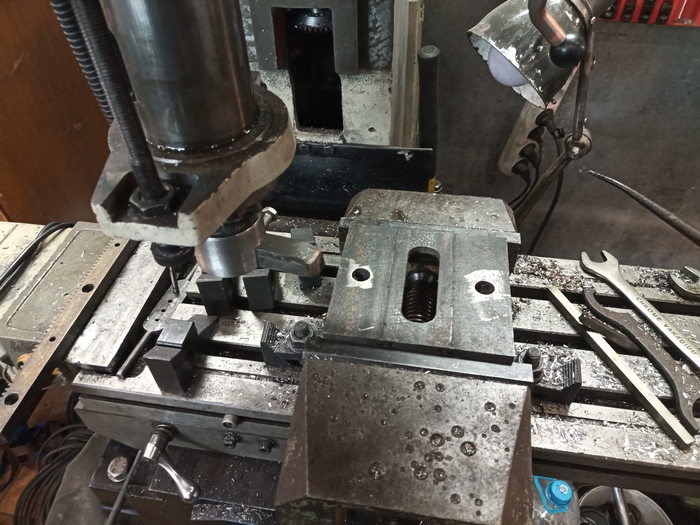

Крышка замка готова.
Все части готовы! Время сборки!
Добавил прессмаслёнки. Больше для декора, но они полностью функциональны: смазывают гайку и опоры винта.
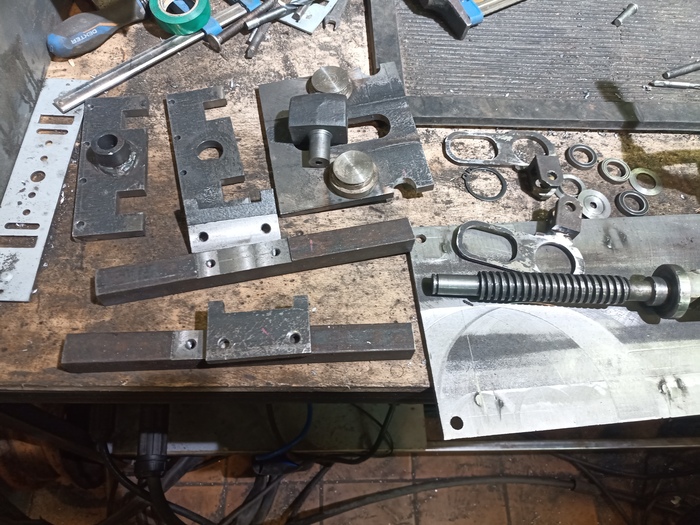
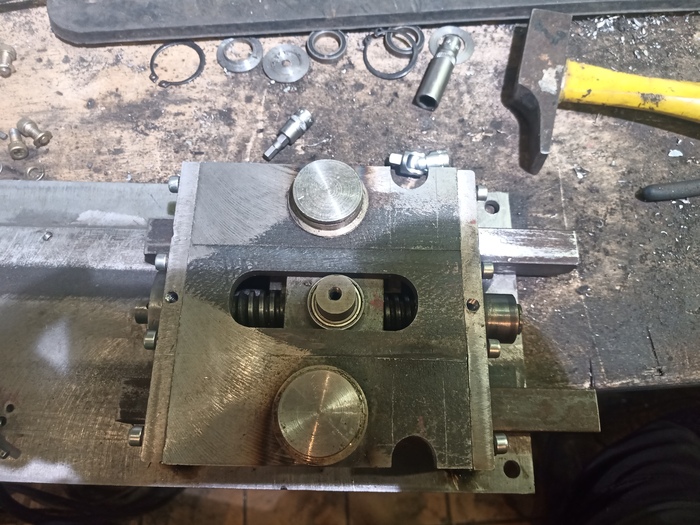


Сборка замка.
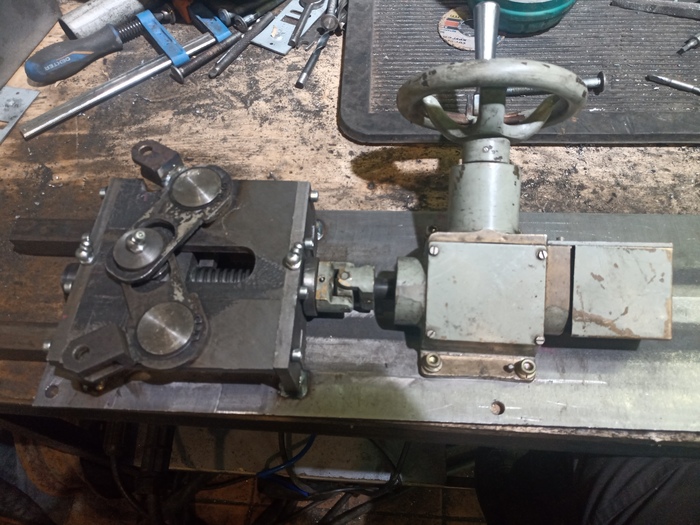
Где замок, там и вертикальные ригели. Делал их по той же технологии, со скосами. Наконечниками тяг удачно стала ручка от тех же тисков, из которых была взята винтовая пара.
Также поучился резать резьбу на станке, с непривычки это оказалось непростой задачей, так как мягкая сталь все время давала рваный профиль резьбы, но в итоге приловчился и все получилось пристойно. Тяги сделал с возможностью регулировки.
Готовые ригеля закрепил на закладные гайки.








Изготовление ригелей и их привода.
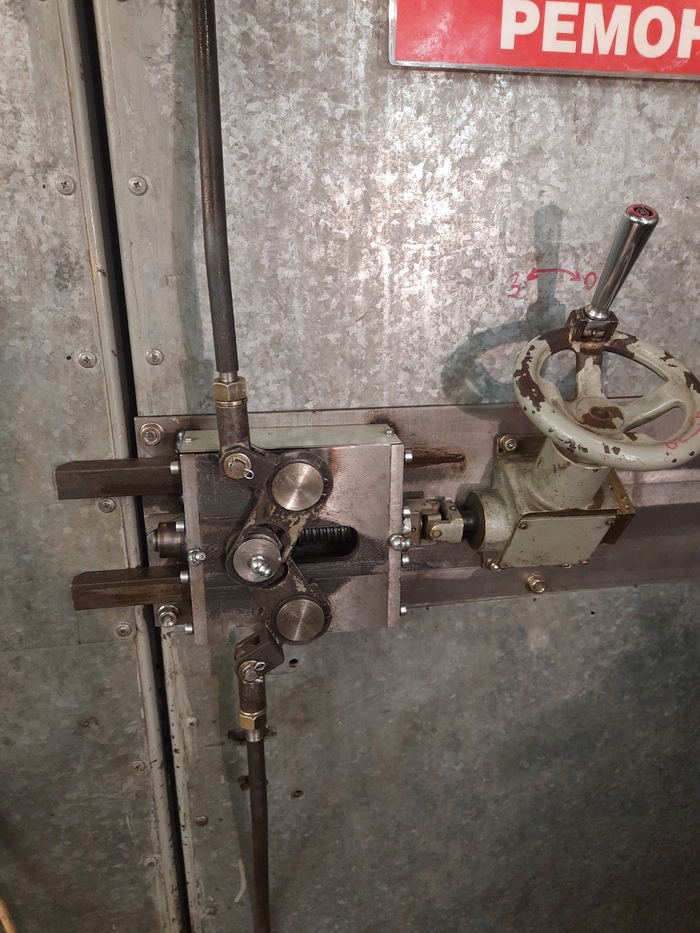
Вот так все стало выглядеть на двери. Открытие и закрытие происходит с 12 оборотов штурвала. Это не совсем удобно, однако в рамках в равной степени практичного, но и декоративного изделия, меня это полностью устраивает.



Готовый замок.
Видео заснять додумался только в процесс установки, поэтому не удивляйтесь отсутствию частей. Из него становится понятно, как все это работает.
P.S.
Вдохновение черпал у гуру дверно-замочного ремесла, @nestandart2886, сочту за честь, если он оценит данное изделие с высоты своего опыта.
Спасибо за внимание!
Показать полностью
28
1