

Окончательная обработка ревголовки ЮЗТС
Окончательная обработка револьверной головки на собранном и выверенном двухстоечном токарно-карусельном станке с ЧПУ, сборочный цех ЮЗТС (Завод им. Седина)
Окончательная обработка револьверной головки на собранном и выверенном двухстоечном токарно-карусельном станке с ЧПУ, сборочный цех ЮЗТС (Завод им. Седина)
В общем в некотором хозяйстве имеется во такой станок
Нужен мануал, желательно в электронном виде.
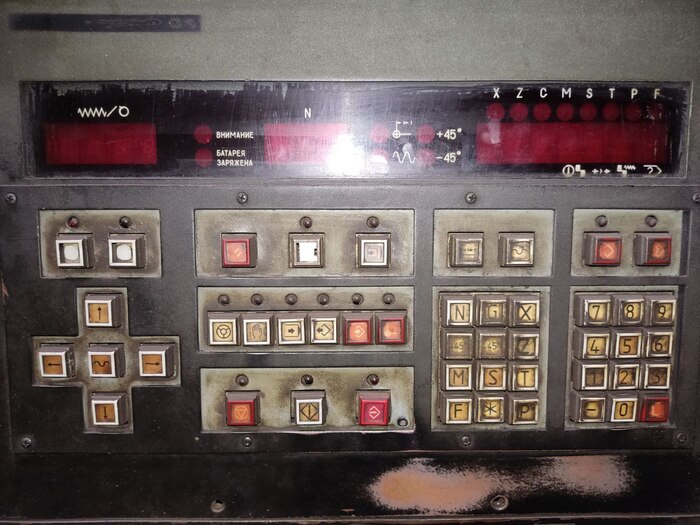
Вот такой пульт управления вблизи.
Общий вид пульта и станок


Может у кого в закромах имеется. Пост без рейтинга.

В наш детский технический центр давно планировалась покупка токарного станка, этим летом звезды сошлись и мы не стали тянуть кота за шурундулы. Станок конечно хобийный, но смотря на работы людей стало понятно что не такой уж он и "детский". Буду рад познакомиться с владельцами подобных агрегатов, хотелось бы обмениваться опытом и потихоньку зимними вечерами начать делать интересные проекты.

Будем рады общению, советам и помощи, фото и видео на тапок, я только учусь))
Всем привет, работаю на производствах уже лет 5, к сожалению имею опыт только по простейшим фрезеровочным станкам по дереву где фрезы просто двигаются по X и Y фрезеруя профиль, но очень хочется попасть работать на нормальное ЧПУ с программированием и чертежами. Может есть кто подскажет куда можно попроситься учеником территориально Нижний Новгород/Дзержинск?
На работе нашли ( на складе) вот такие держатели мечиков.
Уважаемые ЧПУшники и универсалы!
Подскажите как ими пользоваться?
Я так понимаю, они для предотвращения поломки мечика.
Оправка для них есть.
Так же подскажите режимы. Сталь 40Х , резьба М8, М10,М12.


Станкостроительный завод "Саста" (г. Сасово, Рязанская обл.) выпустил новый уникальный российский тяжелый токарный обрабатывающий центр с проходными суппортами мод. СА1800.

Основные характеристики станка следующие:
- диаметр устанавливаемой заготовки – 1800 мм;
- расстояние между центрами - 12 метров;
- максимальная масса заготовки, обрабатываемая в центрах, по запросу в техническом задании может достигать 60 тонн;
- мощность главного двигателя - 125 кВт;
- максимальный крутящий момент на шпинделе - 32 кНм;
- российская система ЧПУ.
Ниже предлагаем вам рассказ об оборудовании главного конструктора нашего завода, а также представителя заказчика.
Для тех, кому не подходит видеоформат - рассказ с фото и текстовой информацией:
Цикл проектирования этого станка от получения ТЗ до начала производства составил порядка одного года. Проектирование производилось специалистами конструкторского бюро «Састы». Мы учитывали все потребности и пожелания заказчика, это проект, созданный специально «под них». При проектировании мы опирались на успешный опыт выпуска наших серийных тяжелых станков, а также учитывали передовой опыт мировых станкостроителей.

Основу данного тяжелого станка составляет литая чугунная станина шириной 2160 мм и имеющая 5 направляющих.

Станок оснащен двумя проходными токарными суппортами с револьверными головками.
На один из суппортов установлена 4-х позиционная головка с вертикальной осью, на второй – 12-ти позиционная головка с горизонтальной осью вращения и приводным инструментом, также на этом суппорте установлена колонна, обеспечивающая перемещение 300 мм по оси Y.

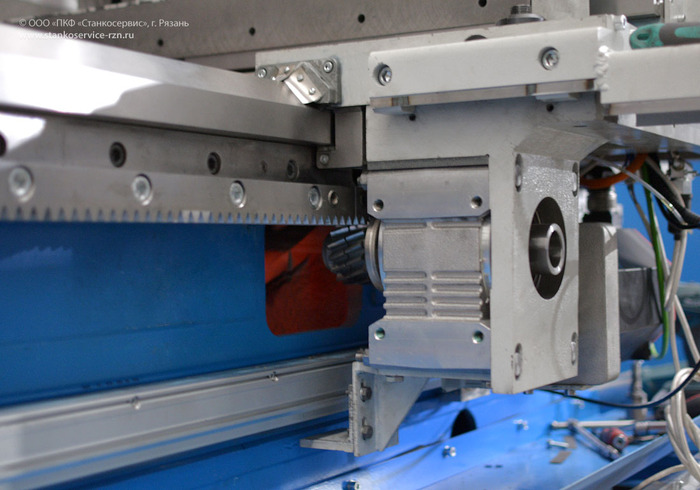
Поперечное перемещение суппорта составляет 840 мм. Продольное перемещение осуществляется с помощью зубчато-реечной передачи, где приводом являются 2 планетарных мотор-редуктора с электронной выборкой люфта. За счет этого удалось достичь высокого максимального усилия подачи, составляющего 50 кН.

Проходные суппорта перемещаются по отдельным направляющим, предотвращая резонанс и вибрацию заготовки. Преимуществом является то, что перемещение не ограничивает люнет или задняя бабка. Обработка ведется по всей длине детали за один установ, без переустановки заготовки или люнетов.

Станок имеет автоматизированную заднюю бабку, оснащенную гидроприводами на перемещение пиноли и прижим к станине. Диаметр пиноли составляет 400 мм, она имеет ход 300 мм. Перемещение задней бабки также автоматизировано и осуществляется от мотор-редуктора посредством зубчато-реечной передачи.

Все станки с проходными суппортами, в зависимости от требований заказчика, могут оснащаться дополнительным вспомогательным оборудованием: ручными люнетами, стойками для крепления расточных борштанг, автоматизированными гидравлическими люнетами, механизированными зажимными патронами, датчиками контроля инструмента и детали, противошпинделем и другими.

Например, представленный станок модели СА1800С120Ф4 дополнительно оснащён 4-мя люнетными суппортами, на каждом из которых размещено по два автоматических гидролюнета (тандемные люнеты). Каждый люнетный суппорт имеет привод перемещения вдоль осей X и Z.
Из названия можно понять, что пара люнетов работает в тандеме. Во время обработки детали, один из люнетов открывается, позволяя пройти резцу, а другой в это время остается закрытым. После прохода резца первый люнет закрывается – открывается второй, обеспечивая свободное перемещение инструмента. Таким образом, можно производить обработку без потери жесткости фиксации заготовки, не увеличивая количество установов.
Кроме этого, тандемные люнеты установлены на подвижные суппорта, которые обеспечивают независимое перемещение каждой пары люнетов не только по длине заготовки, но и в поперечном направлении, чтобы обеспечить проход люнетов при установке заготовок больших диаметров.


Тяжелый станок СА1800 – это отечественное оборудование, подтверждением чему является полученное на него подтверждение по 719му Постановлению Правительства «о подтверждении производства промышленной продукции на территории Российской Федерации» (ПП РФ от 17.07.2015 N 719).
На заводе произведены основные станочные узлы: шпиндельная бабка в сборе со шпинделем, проходные суппорта, задняя бабка, суппорта для подвижных люнетов, корпуса подвижных и неподвижных люнетов и так далее. Кроме этого, на заводе произведена облицовка станка, корпуса электрошкафов и транспортер стружки.






Система управления, установленная на оборудовании – также российская («Мехатроника»). Помимо «железа», компанией «Мехатроника» разработано программное обеспечение: интерфейс системы управления и «математика» управления приводами движения.


Подобные тяжелые станки применяются для обработки заготовок из труднообрабатываемых материалов, таких как титан или высоколегированные стали, а также крупногабаритных или длинномерных заготовок.
На данный момент, в России нет производителей подобных тяжелых станков, кроме того, в мире подобные станки производят всего несколько заводов.
Шлифовка конуса шпинделя позволяет восстановить геометрию, убрать задиры и уменьшить радиальное биение до минимума.
Приемка работ осуществляется по контрольному калибру пробке и контрольной оправке.
Для Вас пикабушники мы сняли короткое видео.Работы были произведены: Первая станкостроительная компания
Одна вакансия, два кандидата. Сможете выбрать лучшего? И так пять раз.
Рязанским станкостроительным предприятием ПКФ «Станкосервис» изготовлен уникальный десятиметровый токарный станок с ЧПУ. Станок уже прошел ПНР (пусконаладочные работы) и запущен в работу на одном из предприятий России.

Станок токарный 16Р40Ф3-10 с числовым программным управлением предназначен для обработки длинных деталей с прямолинейным, ступенчатым и криволинейным профилями, а так же для нарезания различных резьб.

16Р40Ф3-10 на этапе сборки в цехе (задний план)

Станок комплектуется двумя кольцевыми (вертлюжными) люнетами 80-250 мм для поддержки длинных полых деталей.
Конструкция такого люнета позволяет минимизировать эллипсность заготовки при установке. Мощные подшипники люнета позволяют вести обработку на любых оборотах шпинделя с высокой точностью без смазки в месте прижима и наклёпа.

Люнет 80-250 с открытым кожухом

Сборка люнета
Так как использование ШВП (шарико-винтовая передача) при такой длине продольных перемещений ограничено весом винта и его просадкой, перемещение суппорта в 16Р40Ф3-10 осуществляется редуктором с автоматической выборкой люфта по косозубой рейке.
Такой механизм обеспечивает высокую плавность хода суппорта, жесткость и точность обработки не хуже чем на обычных станках с ШВП.
Станок оснащен современной системой ЧПУ и 4-позиционной револьверной головкой с вертикальной осью вращения с гидравлической фиксацией, что значительно повышает жёсткость резцедержки и позволяет производить большой съем при обработки детали. Предусмотрен отвод стружки по транспортеру.

Краткие технические характеристики 16К40Ф3-10:
• Наибольшая длина устанавливаемой заготовки - до 10000 мм
• Диаметр устанавливаемой детали над станиной - до 800 мм
• Диаметр обработки над суппортом - до 420 мм
• Длина станка без транспортера стружки – 13 метров
• Масса станка с оборудованием около 14 тонн
• Класс точности П (по ГОСТ 8-82)

Спасибо за внимание!)








