В данном случае, если говорить про электрику - чистка, протяжка, частичная замена. Короче, по минимуму, так решил клиент. В других станках меняю до 90% комплектующих У слесарей работы гораздо больше.
Коллеги, если есть интерес к таким постам, отметьтесь плюсами и комментариями!
Владимир Морковский более 9 лет бесплатно выкладывает на своем канале "Токибана-Наука Образности" сотни обучающих материалов по изготовлению различных пиздюлин, тетропидоров и других хитровыебанных хуевин вроде селикагельного хрендипупеля, чпокеров, конопопелей и др., а также рассказывает о своей работе судовым токарем, путешествиях, городе Владивостоке, токарно-политическую и -философскую информацию и многое-многое другое.
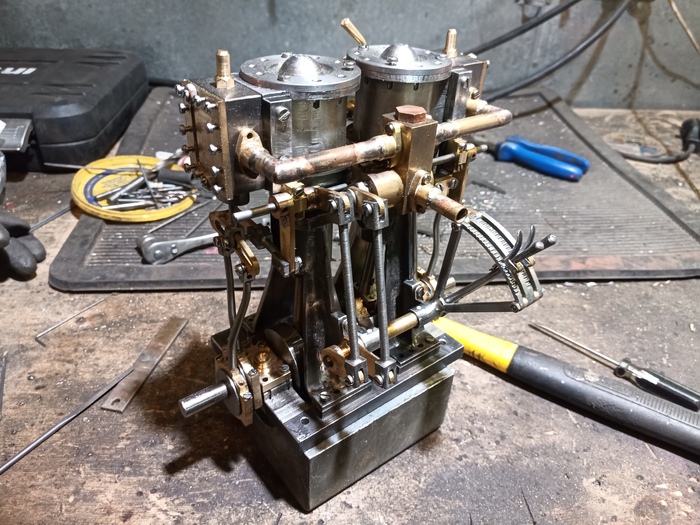
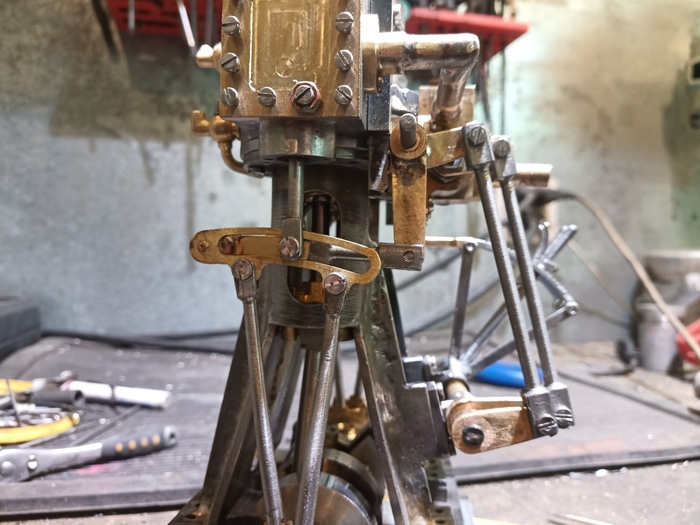
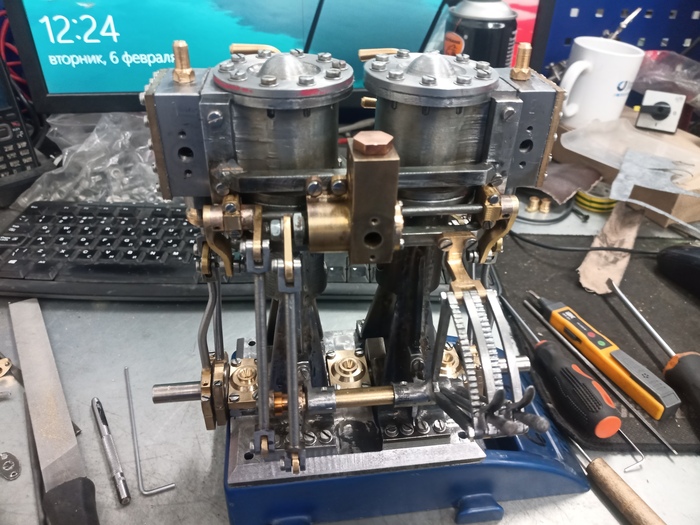
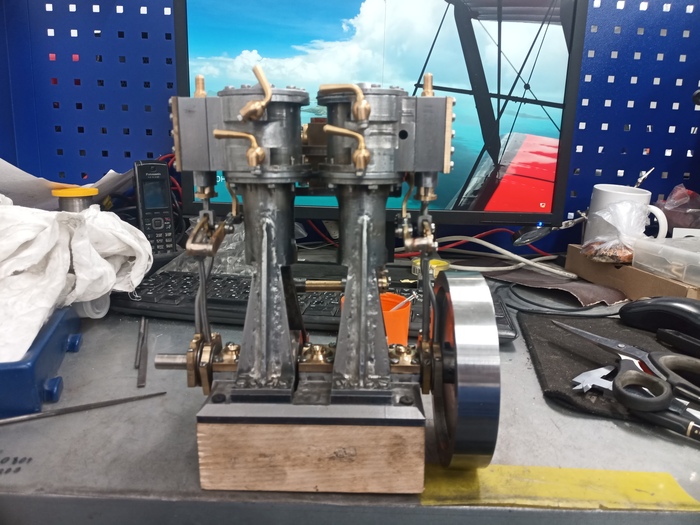
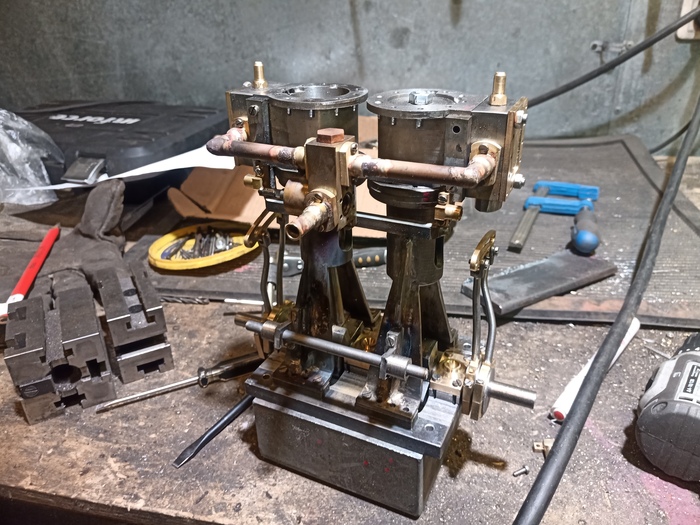
Для тех, кто видит меня впервые, повторюсь, я собираю модель парового двигателя по английским чертежам.
И сегодня настал момент, когда готовность двигателя уже позволяет его запустить и посмотреть, как все будет работать. Для нетерпеливых- видео сразу!
Двигатель издает небольшой стук, это поршневые пальцы, я немного пролетел с размером, буду переделывать. Так же как и посадку на вал в маховике. При изготовлении я допустил там конусность и маховик не удается закрепить без биения.
Итак, что было сделано за прошедшие недели:
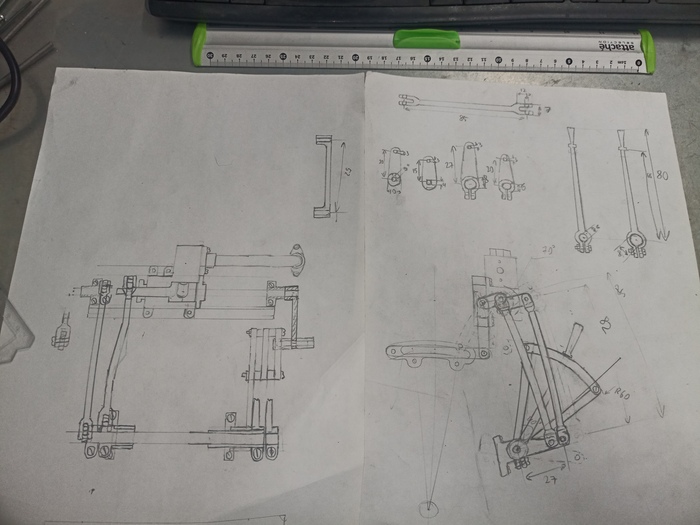
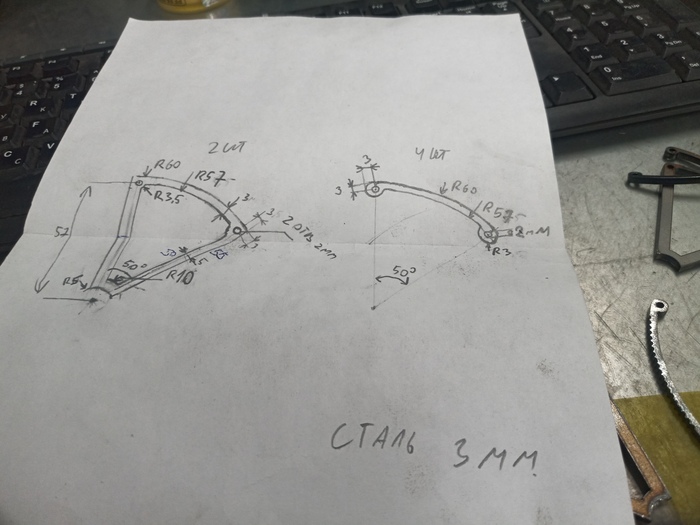
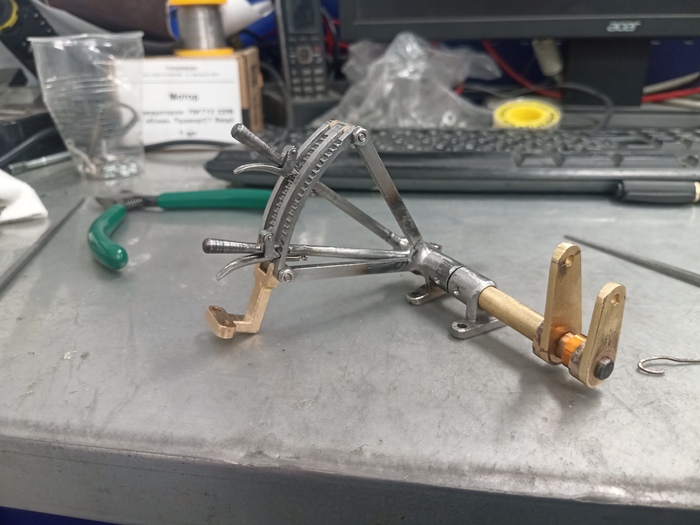
Так как все части двигателя уже готовы, можно заняться органами управления. Сначала я расчертил и посчитал длины тяг и рычагов, что б обеспечить необходимый ход. Так же начертил рабочий сектор рычагов, который позже был вырезан, собран и приварен на втулку оси рычагов. Сами рычаги изготовил за кадром.
После этого приступил к фиксаторам. Их я согнул из 0.8мм стали. Получилось не сразу, но итоговым результатом доволен.
1/13
Изготовление блока рычагов.
После блока рычагов занялся изготовлением тяг и доработкой кулис. На последние были припаяны поводки для управления. Тяги же точил из прутка 10мм резцом со скругленной режущей кромкой, а затем фрезернул в них пазы и придал концам прямоугольный профиль. Параллельно с этим, за кадром, изготовил качалки.
1/6
Изготовление тяг.
После этого решил чуть облагородить станину двигателя. Снял с нее фаски и подровнял.
Снятие фасок со станины.
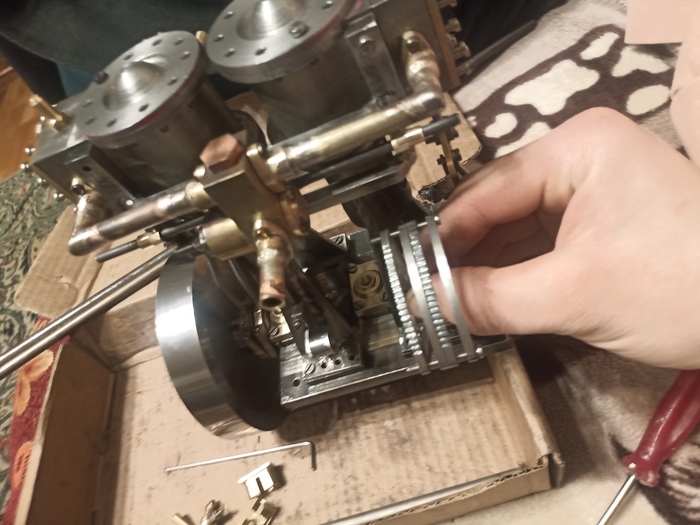
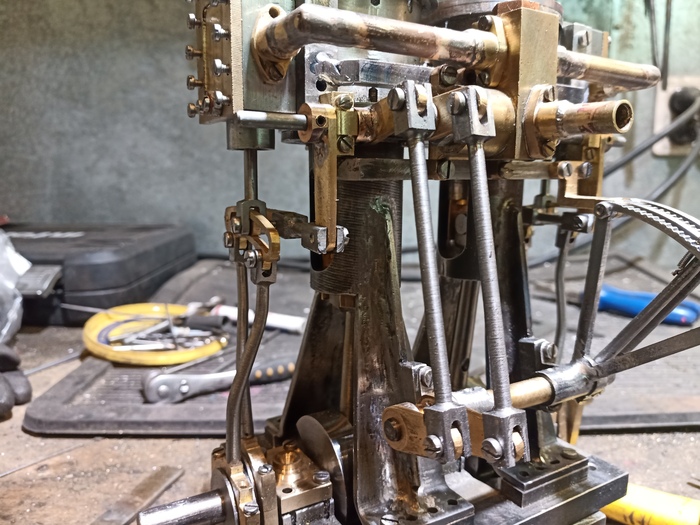
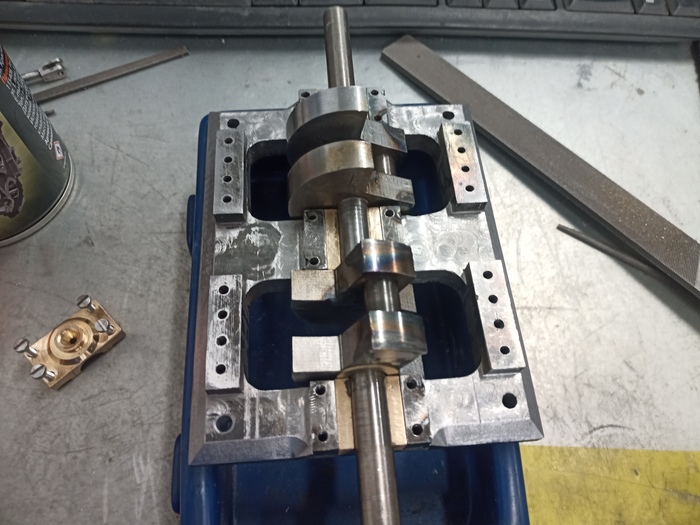
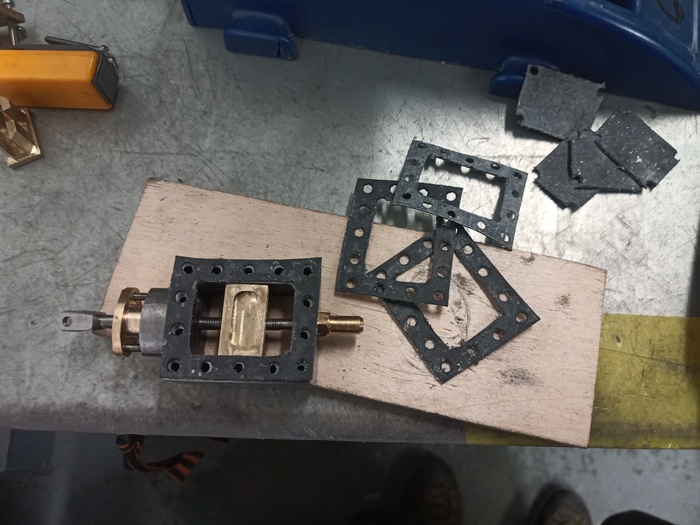
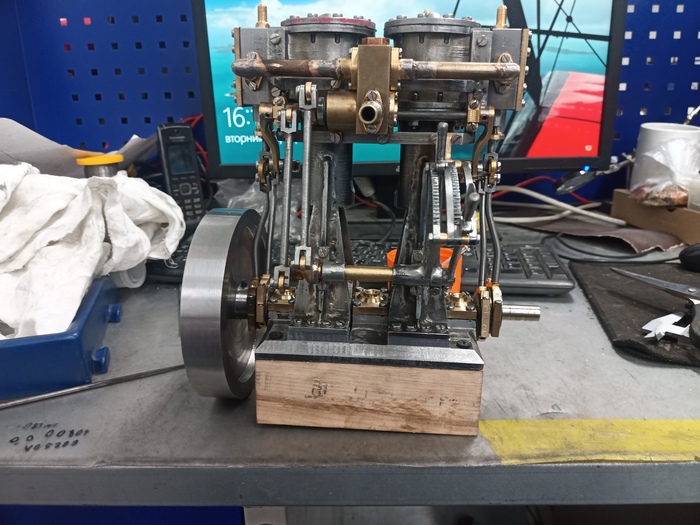
Начал чистовую сборку с того, что облагородил тяги. Скруглил их края и отшлифовал следы от фрезы. Перед установкой коленвала ещё раз собрал ряд из опор и прошёлся развёрткой. Теперь вращение вала в них идеальное. Штоки поршней закрутил в ползуны на красный фиксатор резьбы, а уплотнения штоков и парораспределителей сделал из промасленной сальниковой набивки. Нижние винты крепления цилиндров заменил на шпильки. Параллельно с этим изготавливал прокладки: под крышки цилиндров, под парораспределителели и под фланцы трубок подачи пара.
1/10
Чистовая сборка.
В процессе сборки заснял работу привода золотника регулятора.
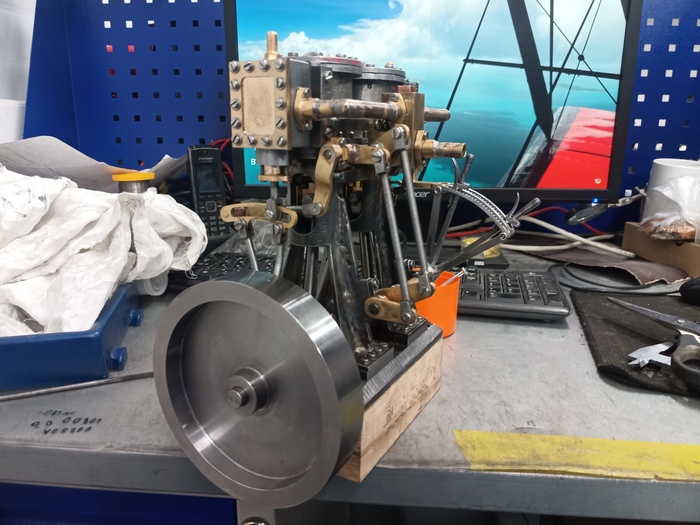
Так как щеки коленвала выходят за габариты станины, сделал из обрезка деревянную опору с окнами. Но толщина недостаточна, использую сугубо как сборочную опору. Буду переделывать.
1/5
Изготовление подставки.
В качестве заключения попробую примерно привести затраты на изготовление того, что вы только что видели:
Прутки, болванки и прочие материалы ~12 тр
Резцы и пластины к ним 8 тр
Фрезы быстрорежущие и твердосплавные ~5 тр
Услуги по резке металла ~5 тр
Метизы ~2 тр
Транспортные расходы ~ 7 тр
Рабочее время- 15 дней по 8-10 часов.
Не смотря на то, что двигатель уже работает, это не конец. Так что ждите продолжения!
Решил опубликовать ещё одну свою работу, которую я закончил примерно месяц назад.
В чем цель данного действия? Я ставил себе задачу лучше узнать и освоить фрезерный станок, за которым до этого момента я практически не работал, хоть и владею им довольно давно.
Тему дизельпанка я люблю. Гермодвери тоже. Исходя из этого родилась идея сделать вот такую задвижку на входную дверь мастерской. Повторюсь, это лишь задвижка, открывать снаружи ее нельзя, как и закрывать.
Я приверженец взгляда, что дизельпанк должен быть в равной степени красив и функционален, этот замок – полностью функциональное изделие с четырьмя ригелями по трем сторонам двери.
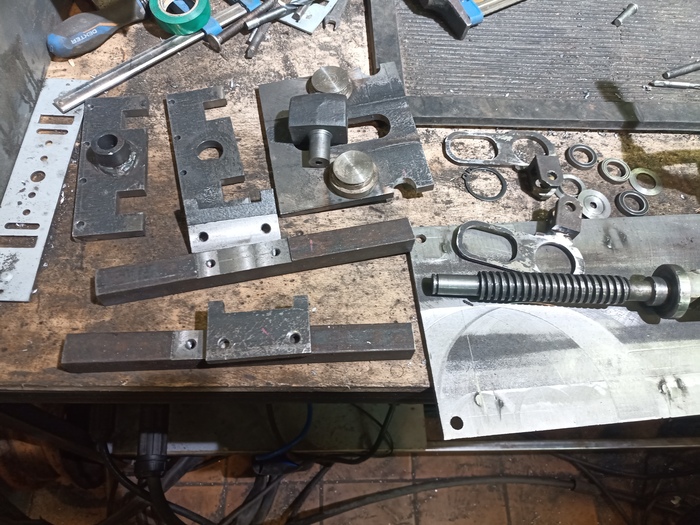
Теперь немного о процессе его изготовления. В качестве основы была взята винтовая пара от каких-то советских тисков. К ней в довесок отрезок 160-го швеллера и угловой редуктор с рукояткой от согласующего устройства мощного ЧМ передатчика.
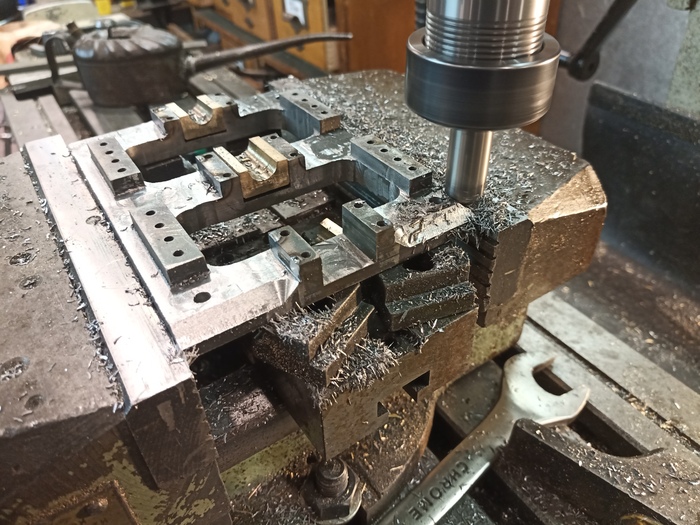
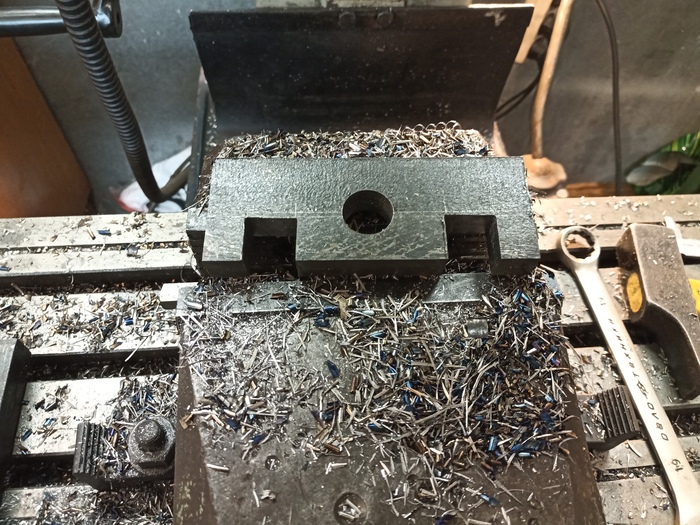
Швеллер был распущен на части болгаркой, широкая часть стала плитой основой, а боковые полки –направляющими для ригелей и частями корпуса замка. Полки швеллера были попилены и обработаны в размер, а затем в них были проделаны пазы под ригели и расточено отверстие под винт. Ближняя к краю стенка – завтулена.
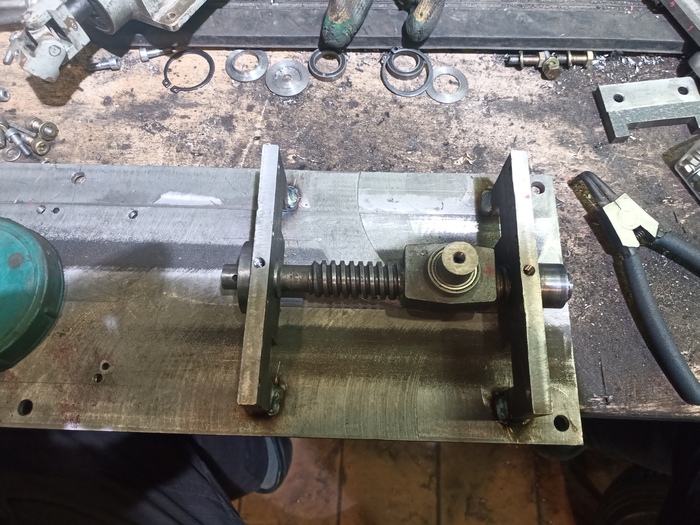
После, для примерки, собрал на прихватки, дабы можно было далее моделировать замок.
1/3
Фрезеровка частей корпуса замка и примерка.
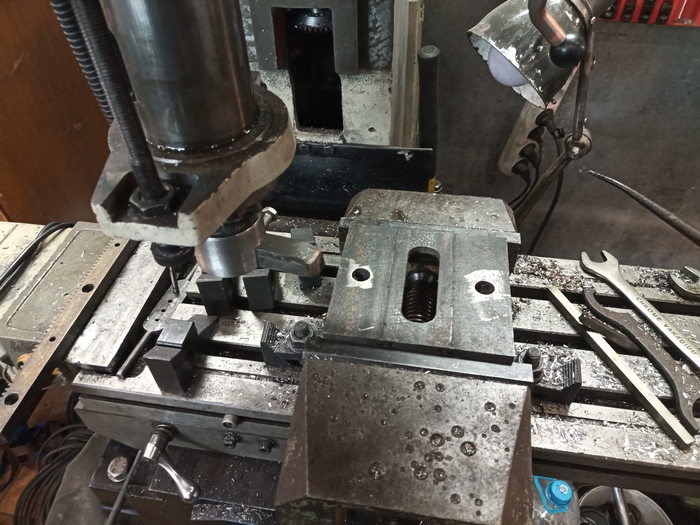
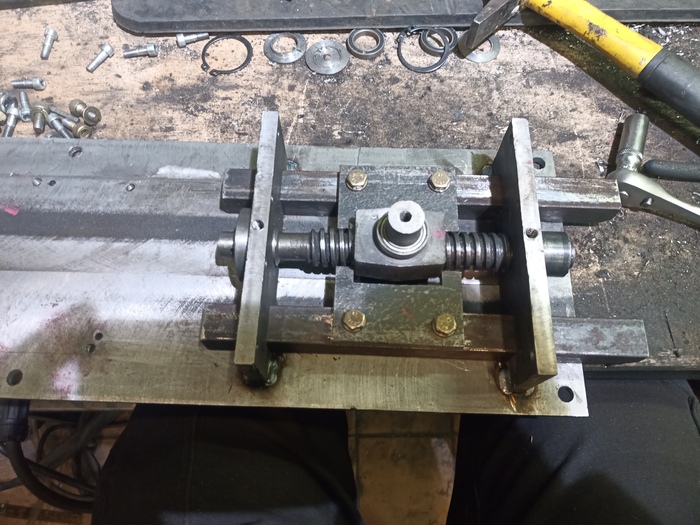
Ригеля сделал из квадрата 20х20 ст.20, в них профрезеровал пазы под пластины, цепляющиеся за гайку винта. Гайку ободрал в токарном станке, оставив на ней цилиндрический шток диаметром 15мм, на который впоследствии были надеты три шарикоподшипника. Все это накрыто крышкой с вырезом под подшипник, который не даёт гайке проворачиваться вместе с винтом.
1/3
Сборка ригелей.
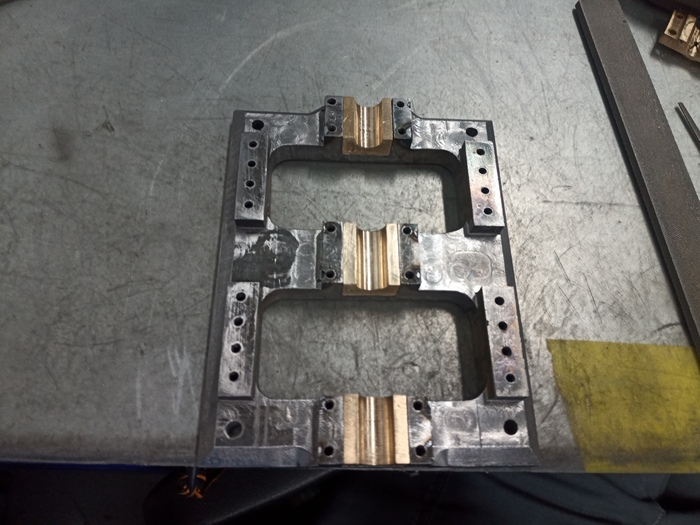
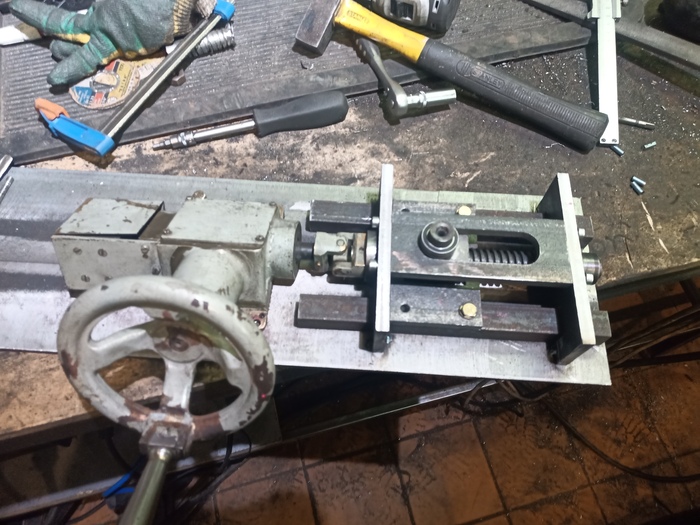
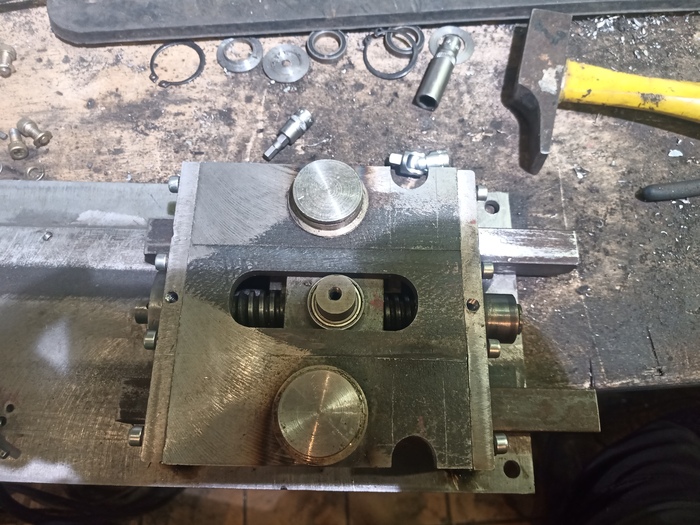
В добавок к направляющей были изготовлены две дополнительные крышки. Все три части были сварены воедино с глубокой разделкой под шов и зацело отфрезерованы. На них в последствии установил оси вращения механизмов привода вертикальных ригелей, кулисного типа.
1/3
Крышка замка готова.
Все части готовы! Время сборки!
Добавил прессмаслёнки. Больше для декора, но они полностью функциональны: смазывают гайку и опоры винта.
1/7
Сборка замка.
Где замок, там и вертикальные ригели. Делал их по той же технологии, со скосами. Наконечниками тяг удачно стала ручка от тех же тисков, из которых была взята винтовая пара.
Также поучился резать резьбу на станке, с непривычки это оказалось непростой задачей, так как мягкая сталь все время давала рваный профиль резьбы, но в итоге приловчился и все получилось пристойно. Тяги сделал с возможностью регулировки.
Готовые ригеля закрепил на закладные гайки.
1/8
Изготовление ригелей и их привода.
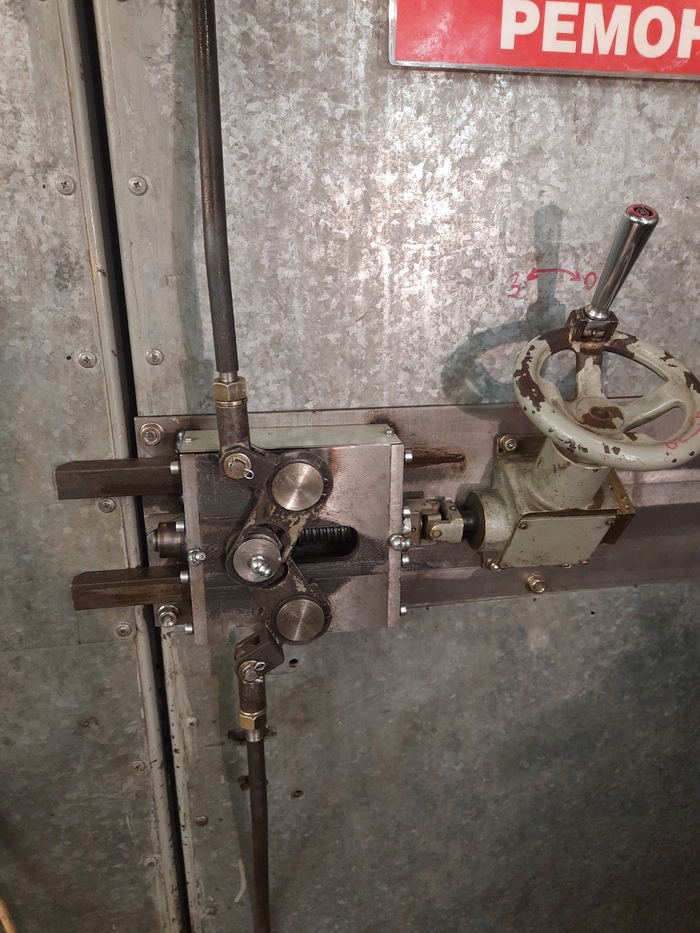
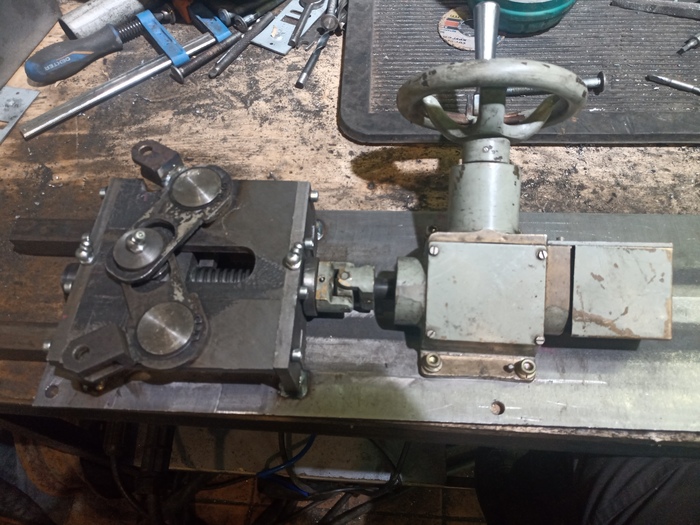
Вот так все стало выглядеть на двери. Открытие и закрытие происходит с 12 оборотов штурвала. Это не совсем удобно, однако в рамках в равной степени практичного, но и декоративного изделия, меня это полностью устраивает.
1/3
Готовый замок.
Видео заснять додумался только в процесс установки, поэтому не удивляйтесь отсутствию частей. Из него становится понятно, как все это работает.
P.S.
Вдохновение черпал у гуру дверно-замочного ремесла, @nestandart2886, сочту за честь, если он оценит данное изделие с высоты своего опыта.
Раз уж такая волна постов прошла, про станки и мастерские, тоже внесу свой вклад!
Пост про главное событие в жизни самодельщика и превращении его в токаря)
Осенью двадцать второго года мои коллеги предложили мне купить у них токарный станок.
1/3
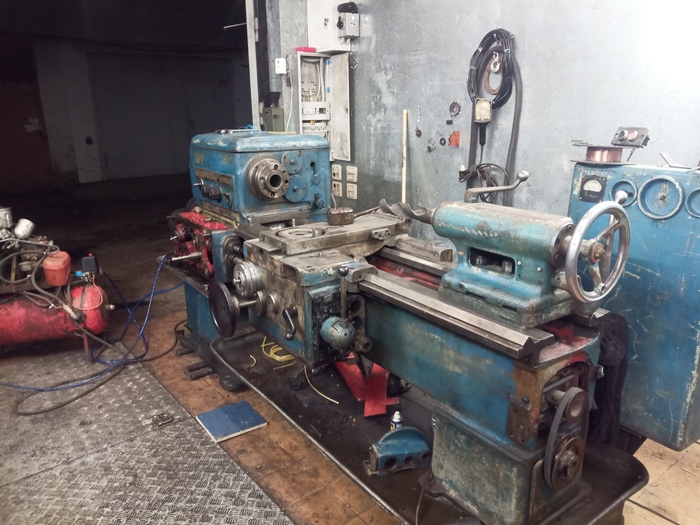
Осмотр и погрузка станка.
Это- 1к62 1971 года, стоял он со слов продавца в троллейбусном парке, но тем не менее успел поработать и порядком износиться за пол века своей нелёгкой жизни.
Цена станка как неисправного была 50 тысяч рублей, ещё 10 я отдал за доставку манипулятором до мастерской. Подъехать к ней оказалось нелёгкой задачей из за габаритов машины.
Погрузка была назначена на утро и к полудню станок уже стоял перед воротами мастерской.
С помощью делегации байкеров и канистры бензина станок был отмыт, а затем по трубам перекатан в мастерскую. Пока ещё лишь как ММГ станка!)
1/3
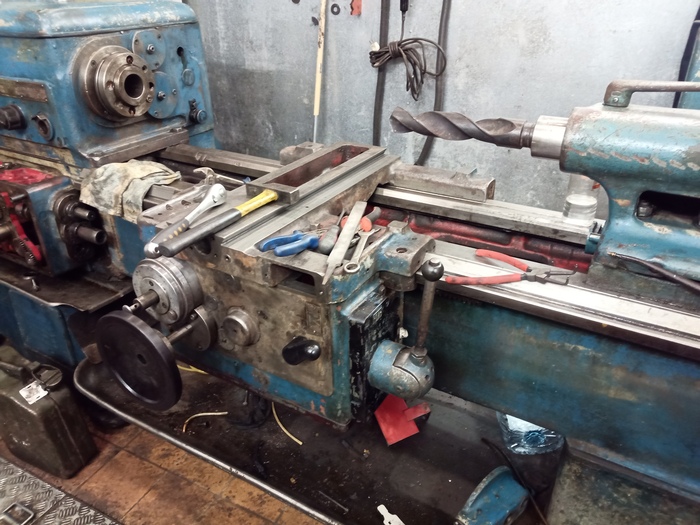
Мойка станка после разгрузки.
Дальше пошла разборка. Не работали продольные подачи, были сломаны зубья на шестерне второй оси в передней бабке, из за которой часть скоростей отсутствовали, так же в коробке подач не работал плунжерный насос. Подачи удалось вернуть простыми настройками в фартуке, правда, со снятием последнего и полной его разборкой, а вот с передней бабкой дела обстояли хуже. Пришлось найти и заказать запчасти.
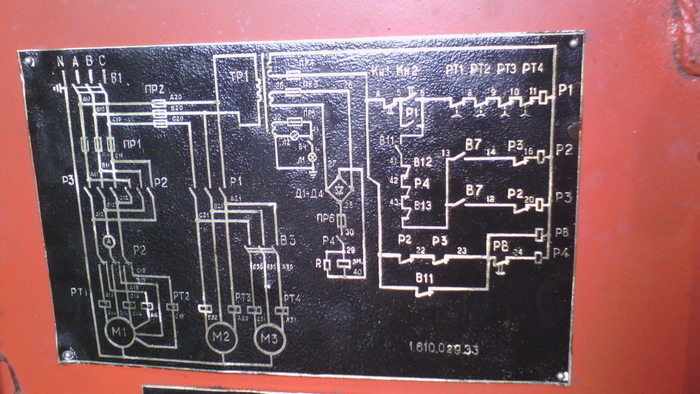
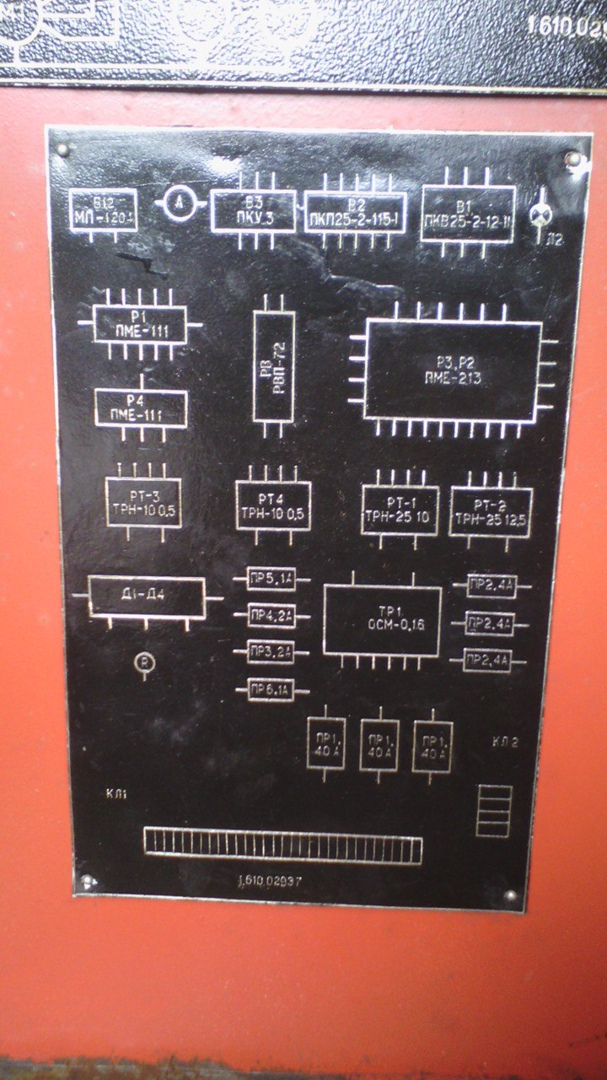
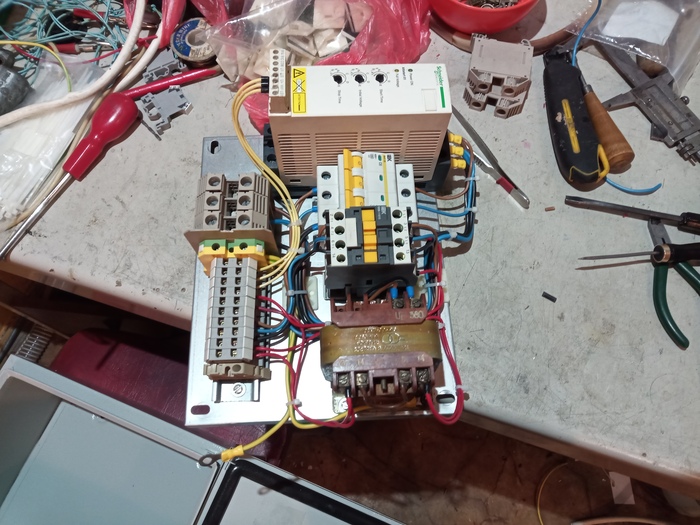
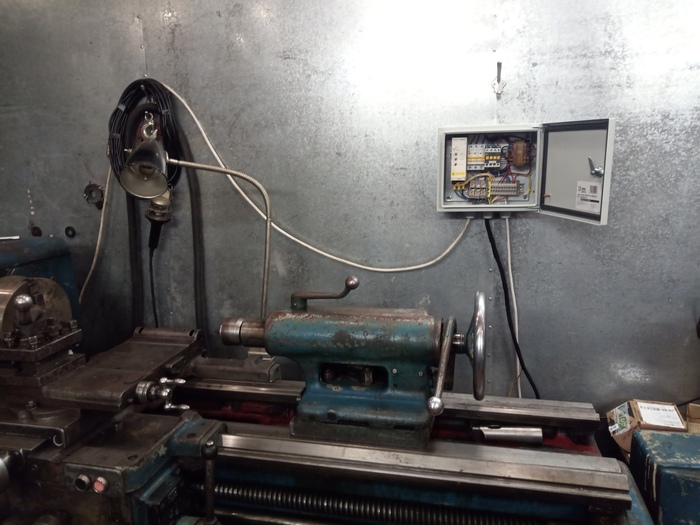
При попытке включить станок со штатной электрикой в мастерской не выдержала сеть и выбило автомат. После курения мануала на двигатель станка удалось выяснить, что пусковой ток соответствует стократному номинальному, по этому сеть и не выдерживает. Было приобретено устройство плавного пуска, сначала повешено на проводах для пробы, а затем уже смонтировано в новый щит и подключено. Так же были восстановлены быстрые подачи и лампа местного освещения.
Цепи управления и освещения со 110в на 24в переделал, так как посчитал, что это более безопасно.
1/5
Новый электрощит станка.
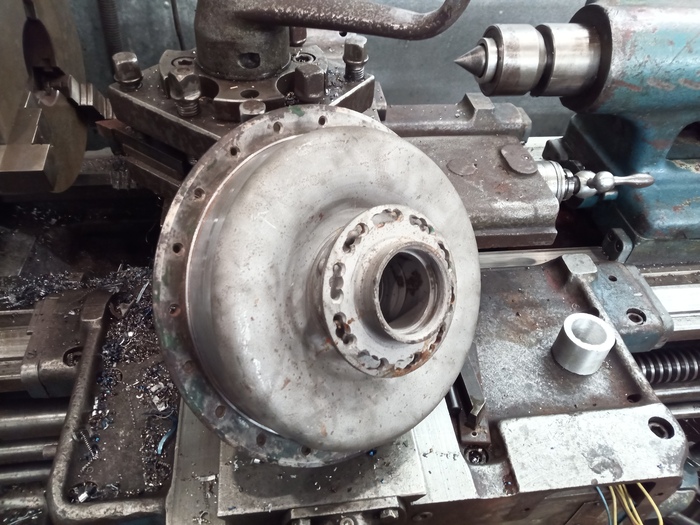
С тех пор потихоньку довожу станок до ума. Износ станины приличный, сверх точности от него ждать не приходится, но мне для моей мастерской этого пока достаточно, но в сторону капремонта и шлифовки станины тем не менее смотрю!) А вот подшипники шпинделя удивили, они в идеальном состоянии!
1/2
Как владельца в прошлом лишь маленьких станков, был очень приятно удивлен отрезкой на этом станке. Никакого дробления и поломки отрезных резцов.
Работы продолжаются и двигатель обрастает все новыми частями.
А теперь расскажу о том, что я успел сделать за прошедшую, чуть более чем, неделю.
Вот что готово на данный момент.
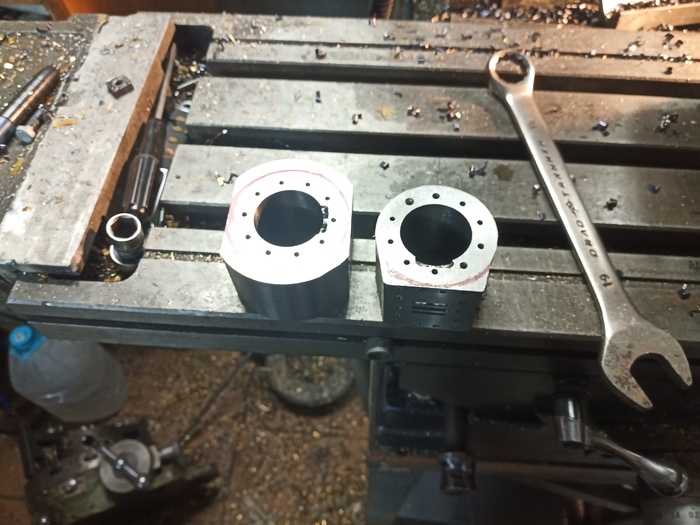
Для того, чтобы закончить цилиндры, нужно было проделать выпускные отверстия и отверстия для слива конденсата. А этого нельзя сделать, пока наружные поверхности не обработаны. С них и начал.
Сначала, последовательно переставляя в тисках, снимал по паре миллиметров за проход, дабы срезать основную массу металла. После этого сформировал поверхности вокруг прилива для парораспределителя.
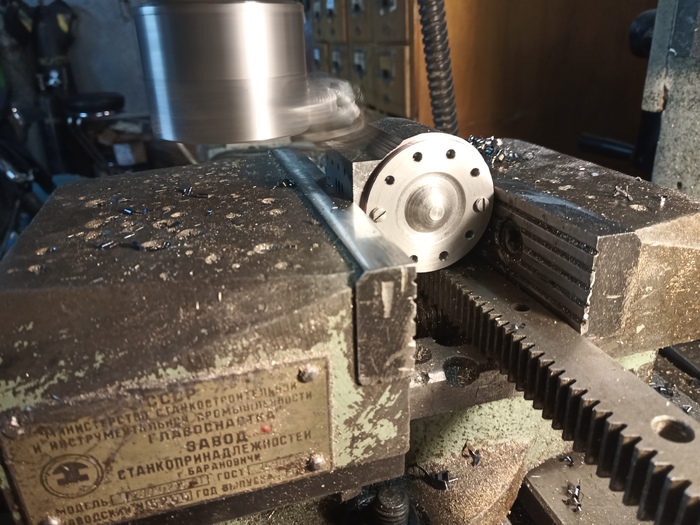
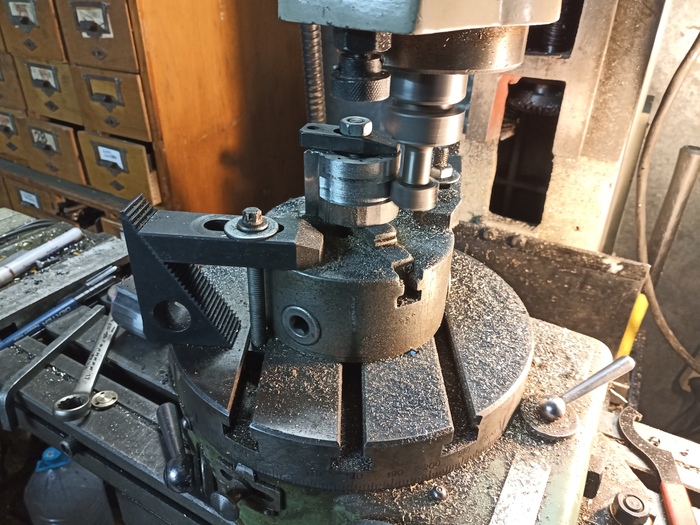
Теперь можно устанавливать заготовки на поворотный стол и грибковой фрезой начинать придавать цилиндрам окончательную форму. Их материал достаточно тверд, а фрезу удалось купить только из быстрорежущей стали, под конец она уже конкретно затупилась, но на два цилиндра хватило, и то хорошо. Остаточные шероховатости позже заровняю наждачками и надфилем.
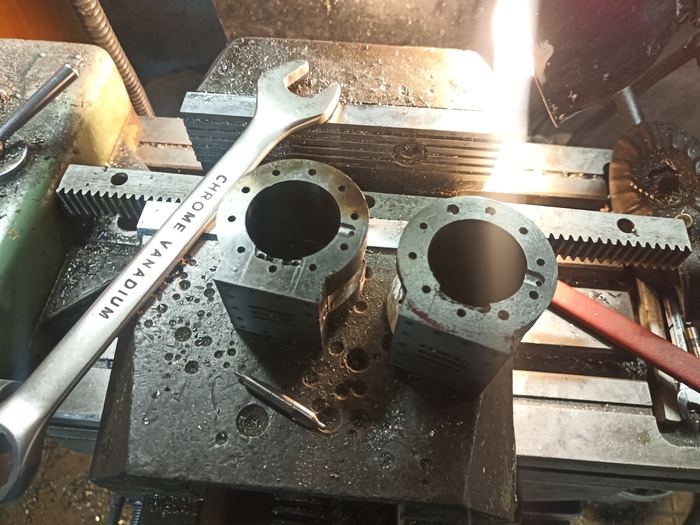
Когда наружные поверхности были готовы, можно было сверлить отверстия. Каналы для кранов пришлось делать сложной формы, сделав сначала глухие отверстия, к которым просверлить отверстия меньшего диаметра, выходящие в профрезерованные в плоскости канавки. Краны заняли свое место.
1/8
Обдирка цилиндров.
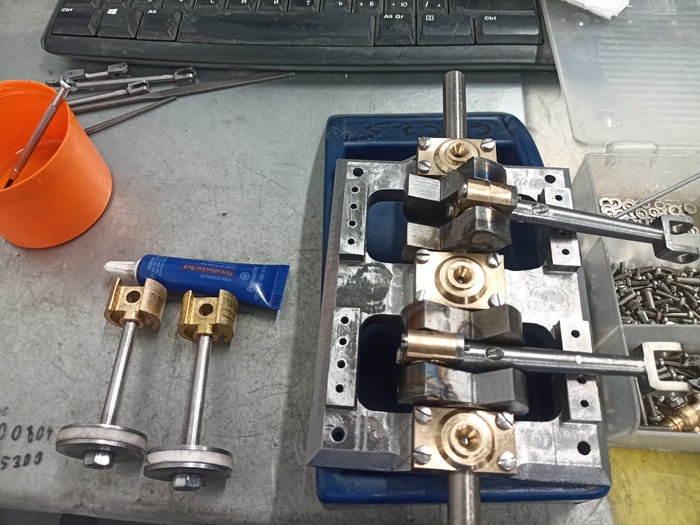
Взялся за шатуны. Штоки окончательно отшлифовал, снял все фаски и облой с них и других деталей, а так же выставил и затянул их в полукольцах, применив красный фиксатор резьбы. В шатунах цилиндров просверлил каналы для смазки и обработал торцевые поверхности подшипников скольжения.
1/5
Постобработка шатунов.
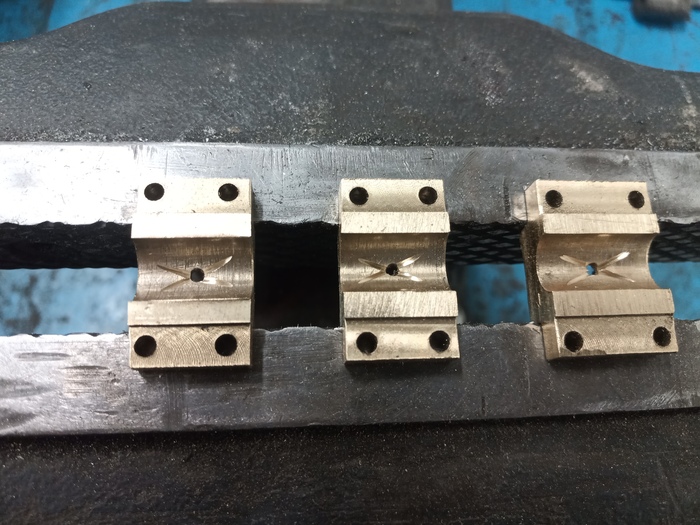
В коренных опорах коленчатого вала нарезал крестообразные канавки для масла и обработал верхние части.
И обработал сварочные швы на опорах цилиндров дремелем.
1/4
Постобработка станины и опор цилиндров.
Сделал разрезные поршневые кольца из зедекса. Все уплотнения штоков и оси регулятора решил делать из него же.
Обработка поршневых колец.
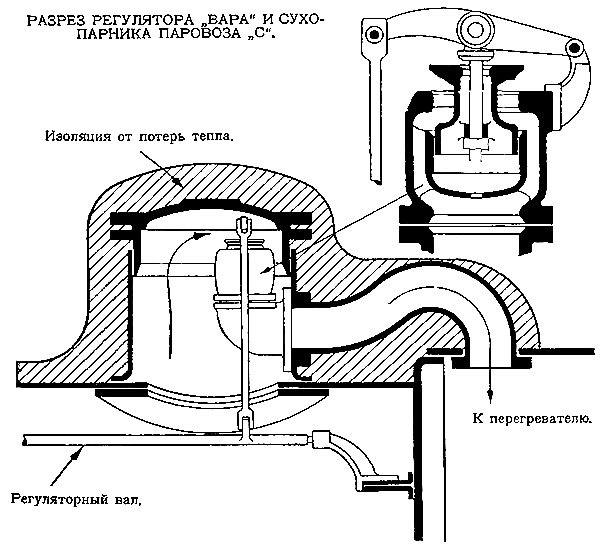
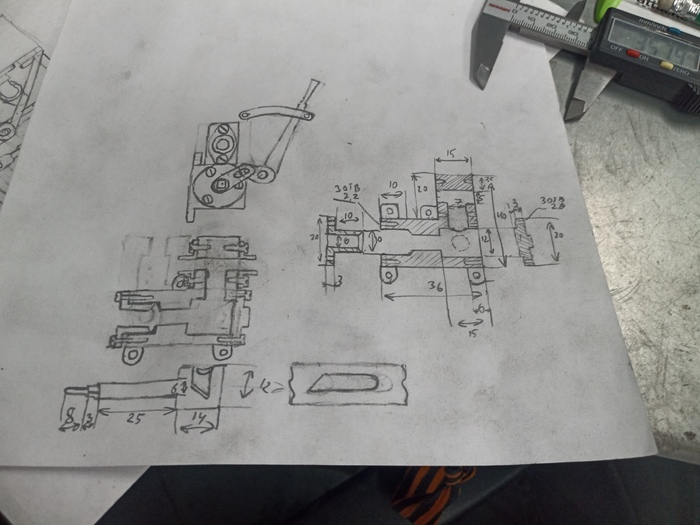
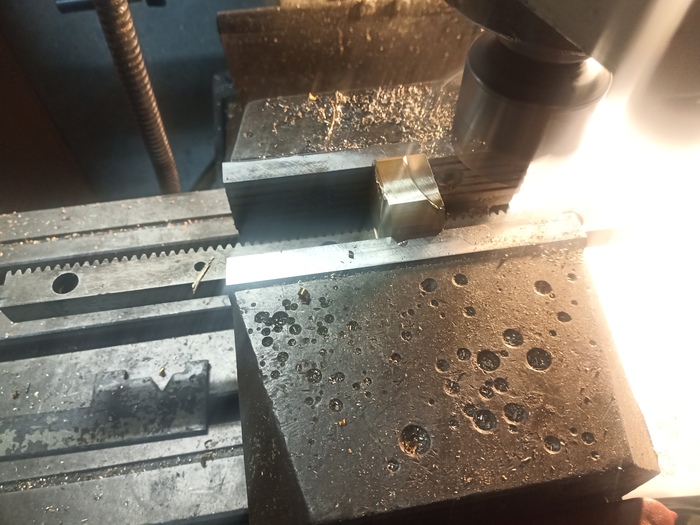
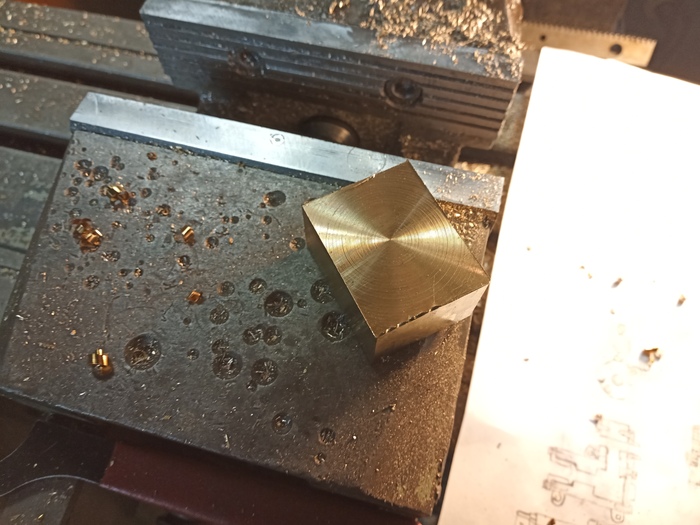
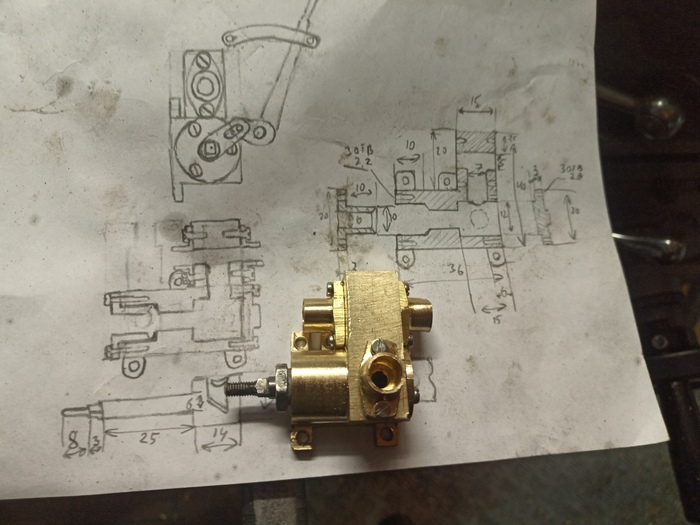
Далее самое сложное. Регулятор. Регулятором называют главный паровой клапан, чаще всего находящийся внутри сухопарника парового котла, который отвечает за регулировку количества пара, подаваемого к паровым машинам. На настоящих паровозах чаще применялись регуляторы несколько иной конструкции, но я выбрал для себя конструкцию с поворотным золотником и примерно набросал то, что мне нужно, а затем подогнал некоторые размеры, дабы вписаться в масштаб машины и приступил к изготовлению.
Регулятор паровоза.
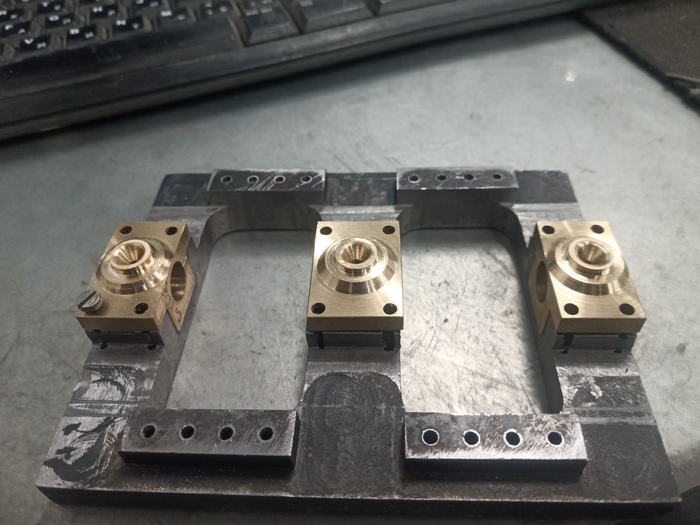
Материал корпуса регулятора латунь, золотник- сталь 40х. Корпус изготовлен из кругляка методом оквадрачивания с переводом половины болванки в стружку, как обычно. Зазор между золотником и корпусом получился таким, что при его установке оставшийся внутри воздух не выходит и пружинит. Думаю, должен закрывать поток пара плотно.
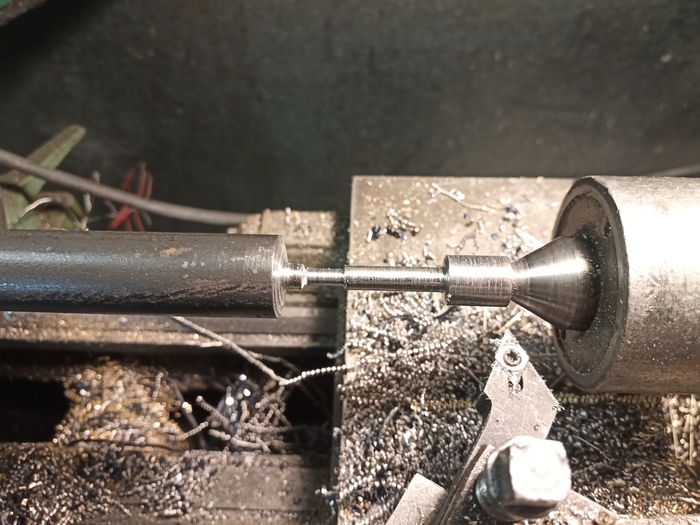
Вместе с этим по черновому изготовил фланцы, планируя позже скруглить и подать форму, но в последствии пришлось их переделать, ибо я пролетел с диаметром отверстия под трубку.
Одновременно с этим работу притормозили перебои со светом в мастерской. Зима, все пытаются греться электричеством, щитовая и не выдержала. Два дня работал в полумраке, на генераторе, сжигая теперь уже одновременно и дизель на отопление, и бензин на освещение) Благо фрезер и малый токарный у меня на 220в, с частотниками, могут и от одной фазы, отголоски старой однофазной мастерской.
1/9
Изготовление золотникового регулятора.
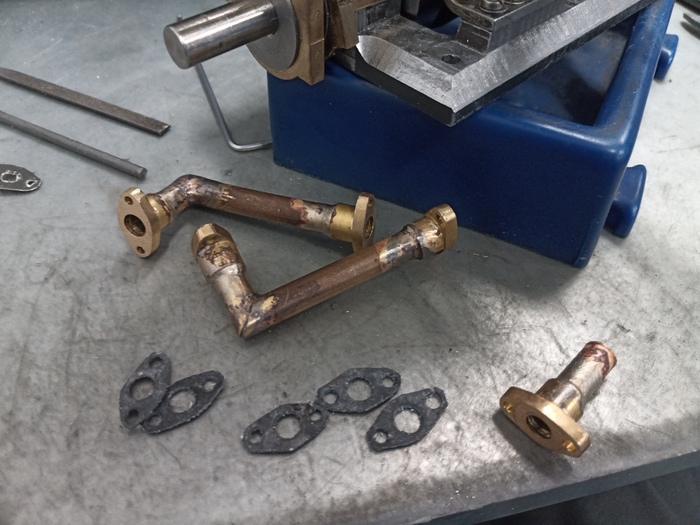
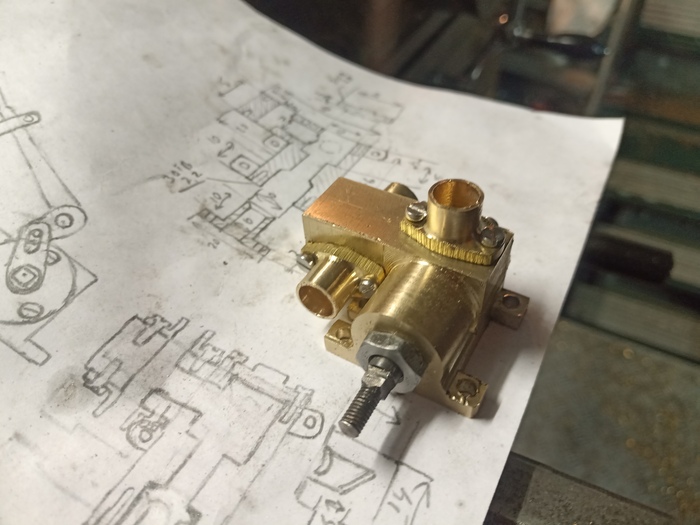
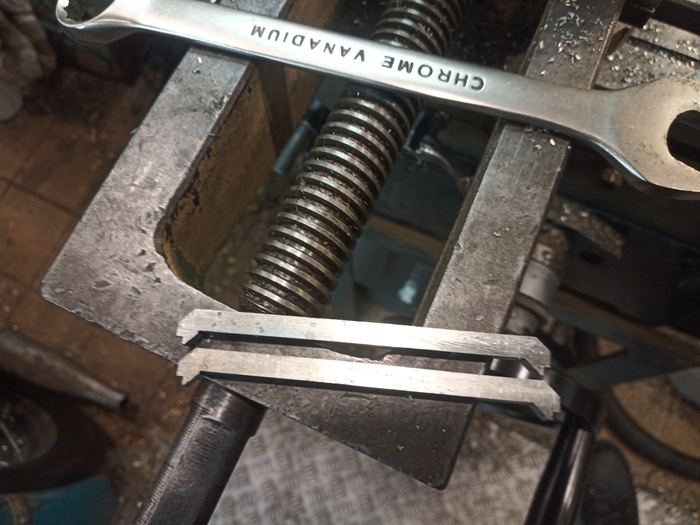
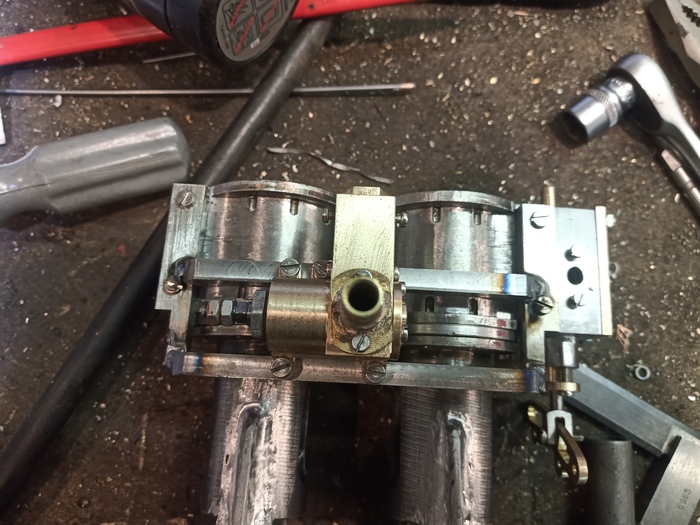
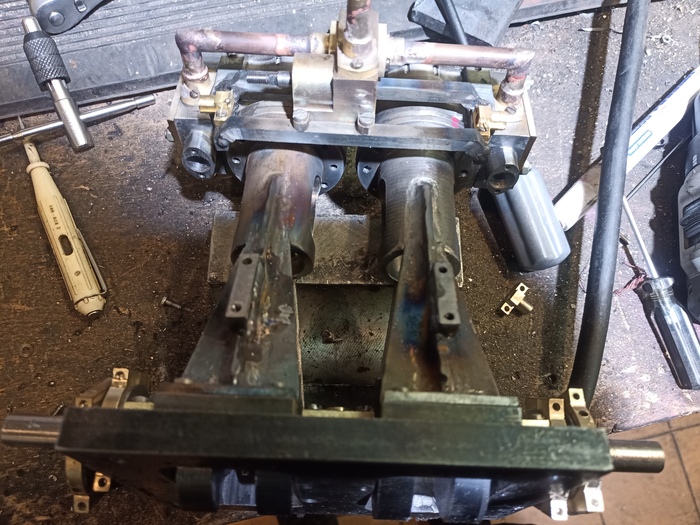
Теперь, когда регулятор готов, нужно думать, как его установить и подключить. Здесь то я решил попробовать высокотемпературный припой, который ранее ни разу не применял. Результат меня порадовал. Отлично затекает в зазоры и соединяет детали намертво, а ещё пайка происходит очень локально, даже в двадцати миллиметрах от места пайки такая же пайка от температуры не разваливается, как это было бы с оловянно-свинцовым припоем. Просверлил крепёжные отверстия в цилиндрах, фрезернул две пластины и две поперечины и сварил аргоном воедино.
А ещё приварил две опорные пластины под ось рычагов управления, изготовив и ее опоры.
1/7
Пайка трубок и установка регулятора.
Теперь краткое заключение. Остаётся сделать рычаги и тяги управления, а так же рычаги кулис. Надеюсь в скором времени все это закончить и запустить двигатель, но намеренно с этим не тороплюсь, ибо как есть его можно было бы запустить уже сейчас, но хочу сначала сделать по человечески.