Как мы 3D модель делали для школы
Поступил заказ, разборная 3д модель (что бы можно было разобрать школу по этажам и пощупать маленькими детскими ручонками)

Сказано - сделано приступаем к работе, сначала как безумные ходим и фотографируем (с большим избытком информации ,что бы по 300 раз не ездить на другой конец города)
Часть превьюх, что бы оценить масштаб
Из чертежей нам смогли предоставить только полу-от-руки нарисованные схемы без особых подробностей, по фоткам работать тяжко так чт оя попросил верного товарища отфотографировать всё с воздуха с помощью квадрокоптера

Не спрашивал у друга (помечен стрелочкой) хочет ли он деанонимизированным быть по этому белый кружок =)
Делаем много фото, получаем вот такое:

(фоток штук 300 получилось)
Далее запихиваем всё это дело в программу для фотограмметрии Agisoft Metashape
из неё скриншотов нет (но смысл в том что из кучи фото она создаёт кривенькую 3д модельку)
вот результат засунутый в blender

далее по скану создаю простенькую 3д модель подходящую для дальнейшей работы (я называю её "куклой", на скриншоте выделена оранжевым

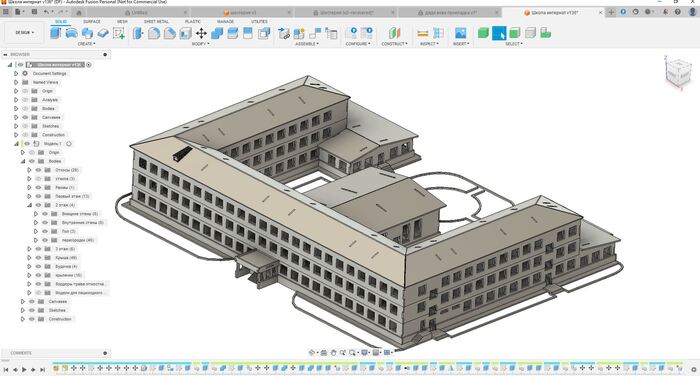
После чего засовываю куклу во fusion360 и начинаю моделировать по кукле сам проект
и через месяц не очень упорного труда получаем такое
Материалом основном был выбран мдф 2.5мм, готовим чертежи, запихуиваем в лазеркат
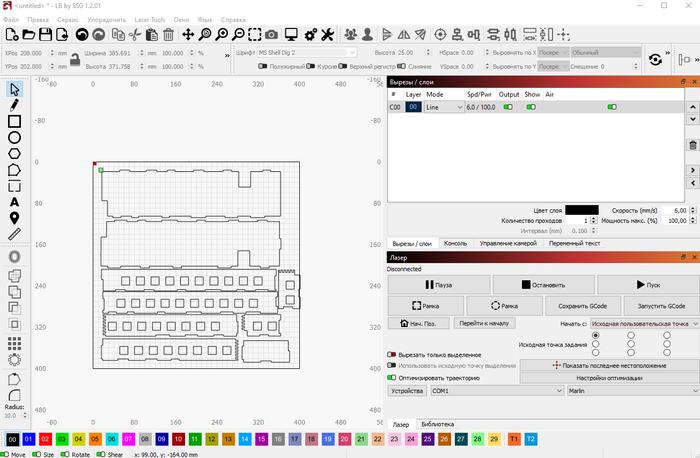
после чего режем на лазере , очень много режем на лазере
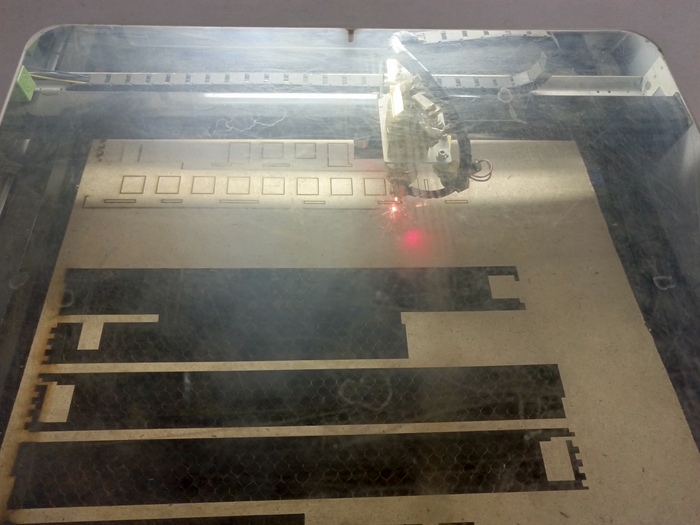
А после начинаем склеивать всё это безобразие в некую конструкцию, строго по чертежу!

Потом красим, и перекрашиваем если покрасили плохо



Ещё и с цветами сначала не угадал сначала ну да ладно
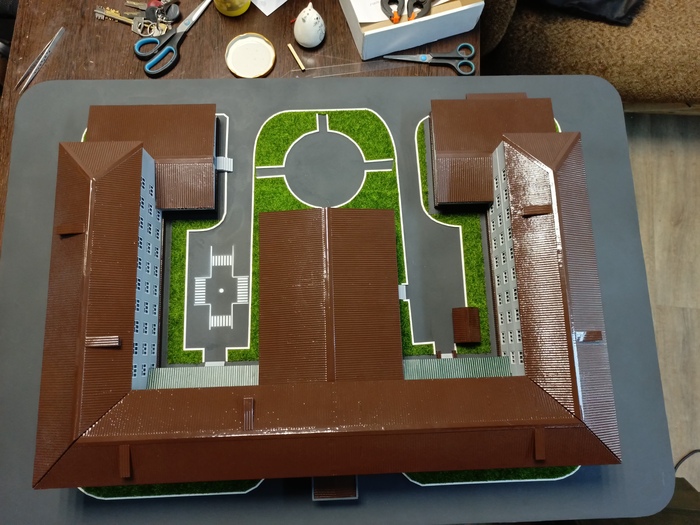
После красим собираем подкрашиваем клеим травку и тд в общем вот вам много фоток результата
Вот тут общие планы




А тут более близкий ракурс


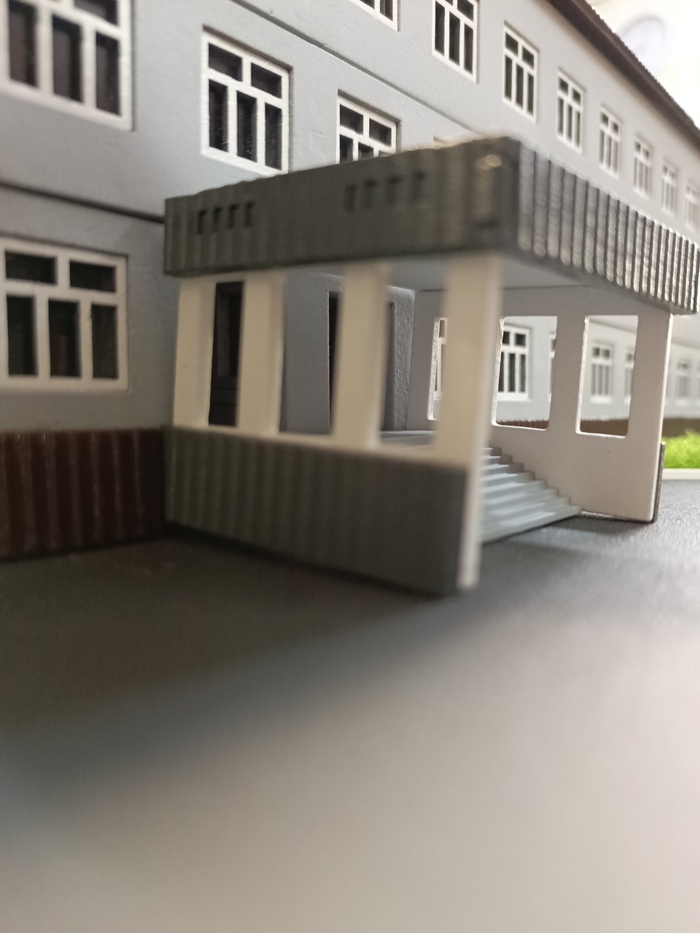










Во таткой вот результат у нас получился
Лесенки кстати печатал на 3д принтере, а травку покапал на али
Основная задача макеты быть учебным пособием для слепых и слабовидящих детей так что детализация не максимально возможная а скорее более стойкая ибо макет будут щупать детишки
Если кому то надо то
Вот моя группа в вк https://vk.com/3d_print_bsk
Вот группа моего коллеги/друга (ссылка на запрещённограмм) https://www.instagram.com/garage_of_diorama/
Блин я не умею вставлять ссылки ...