

Износ твердосплавных пластин. Что стоит знать?
В процессе металлообработки на пластинах всегда со временем образуется износ. Это нормально и так и должно быть, но при этом есть моменты на которые стоит обратить внимание.
Вначале определимся с терминами, чтобы было понятно о чем речь. Это среднестатистическая твердосплавная пластина:
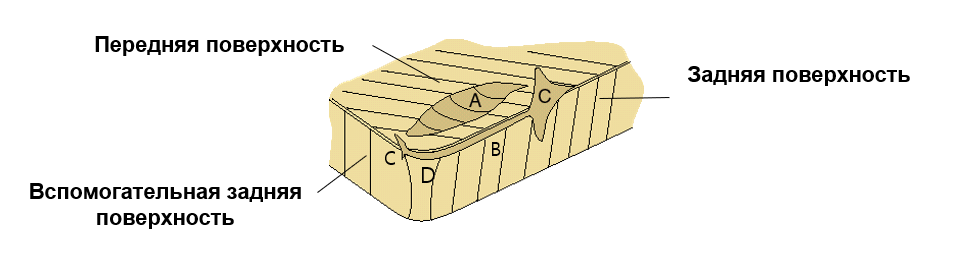
Твердосплавная пластина и ее поверхности.
Основные понятия которые важно знать: передняя поверхность - это поверхность по которой сходит стружка и задняя поверхность - перпендикулярная ей. Режущая кромка соответственно находится на стыке этих двух поверхностей.
Итак кратко по типам износа и как с ними бороться:
Износ по задней поверхности:
Это самый нормальный и естественный тип износа, который возникает в ходе обработки.

Износ по задней поверхности пластины
Однако, если этот тип износа возникает слишком быстро, то можно поменять некоторые параметры. В первую очередь снизить скорость резания (уменьшить обороты), ведь именно скорость резания больше всего влияет на интенсивность износа. Также стоит проанализировать выбор сплава. Может быть у нас очень прочный сплав, но недостаточно твердый? А как известно, "твердость" равно "износостойкость".
2. Износ по передней поверхности:
Если передняя поверхность пластины изнашивается быстрее чем задняя, то это в любом случае ненормальная ситуация.
Износ по передней поверхности
В первую очередь стоит снизить именно подачу. Скорее всего передняя поверхность слишком "загружена" именно из-за высокой подачи, особенно если задняя при этом выглядит достаточно свежей. Также большая вероятность, что стружколом выбран некорректно (например используется чистовой стружколом на черновой операции).
3. Образование "бороздки":
На пластине образуется такая поперечная "трещина".

Износ типа "бороздка"
Тут в целом стоит уменьшить режимы и скорость и подачу. Также стоит пересмотреть стратегию обработки и использовать переменную глубину обработки. В данном случае сплав стоит выбрать наоборот более прочный нежели твердый. И еще очень может помочь изменение угла в плане!
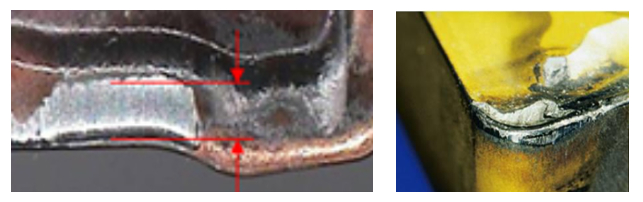
4. Пластическая деформация:
Режущая кромка как бы плавится от высоких температур.
Пластическая деформация пластины
Прежде всего нужно уменьшить скорость, ведь именно высокая скорость дает высокую температуру! Также стоит использовать СОЖ, если не была использована конечно. Выбрать более твердый сплав - он менее чувствителен к температуре и еще взять радиус скругления побольше (чем меньше радиус тем меньше пространства для распределения тепла, а при большем радиусе это происходит более равномерно).
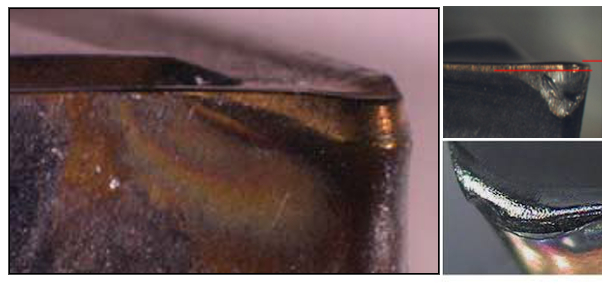
5. Наростообразование (налипание):
Обрабатываемый материал прилипает к режущей кромке (а именно к передней поверхности)

Наростообразование
После того, как частички материала как бы припаиваются к поверхности пластины, они в процессе обработки откалываются, но уже вместе с покрытием и частичками самой пластины, что естественно приводит к преждевременному износу. Плюс ко всему работая с таким наростом, который то появляется то исчезает, страдают размеры детали - они меняются в зависимости от того, есть нарост или он уже откололся. Такая проблема характерна особенно для вязких материалов (аустенитные нержавейки, например). Чтобы предотвратить наростообразование нужно повысить скорость резания! Поэтому когда люди обрабатывают ту же нержавейку со скоростью скажем 40 м/мин. с целью продлить жизнь пластины, они получают обратный эффект. Также в данной проблеме немного может помочь СОЖ с высоким давлением и более острая геометрия самой пластины.
6. Термические трещины:
Получаются из-за быстрых изменений температуры на режущей кромке
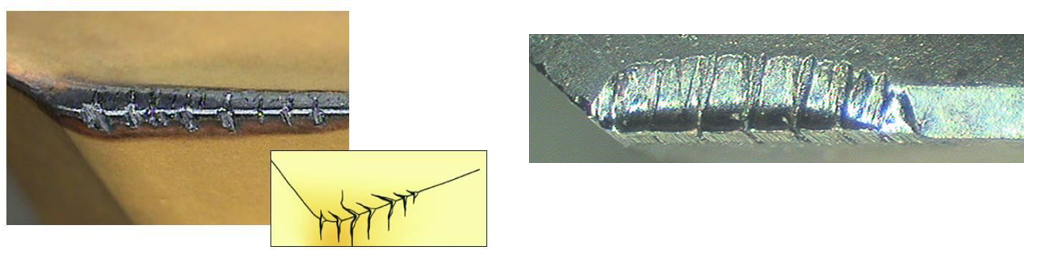
Термотрещины
По такому типу износа сразу понятно, что что-то не в порядке с температурой. Режущая кромка сильно нагревается в металле, а потом резко охлаждается при выходе. Тут стоит уменьшить скорость резания, поиграть с СОЖ: либо увеличить его количество либо снизить (бывает и так и так работает). Ну и более прочный сплав будет менее чувствителен к изменению температур.
7. Разрушение, поломка режущей кромки:
Полное разрушение пластины.
Поломка пластины
В данной ситуации нужно уменьшить режимы. Все параметры, включая глубину резания. Тут уже вряд ли поможет более прочный сплав)
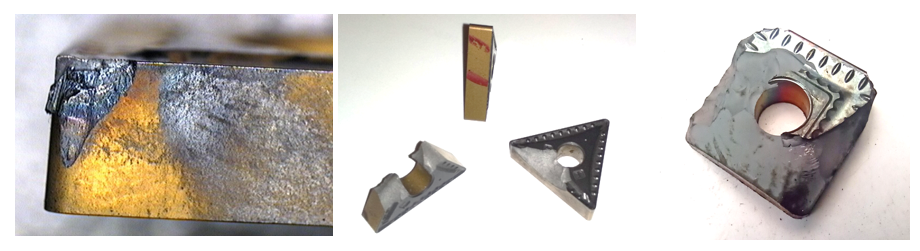
Возможно что-то забыл, но в целом картина по износу именно такая. И на последок пару моих фото на тему:

Пластина не выдержала подачу и глубину

Вроде была превышена подача
А как вам такой нарост?)

У меня это вызвало ассоциации с терминатором:)

Всем хорошего вечера и предсказуемого износа по задней поверхности!
Лига ЧПУшников
2.1K пост12.1K подписчиков
Правила сообщества
никакой политики