

Секретные технологии третьего рейха 2
Заказчик прислал несколько фото, решил с вами поделиться
За качество пожалуйста сильно не пинайте фотографировал не я =)







Выглядит крайне годно, мне самому очень понравилось)
Показать полностью
7
Заказчик прислал несколько фото, решил с вами поделиться
За качество пожалуйста сильно не пинайте фотографировал не я =)
Выглядит крайне годно, мне самому очень понравилось)
Всем привет! Пропала с Пикабу, т. к. испытываю некоторые сложности с мотивацией постить одновременно в кучу соц.сетей) И вообще фиксировать работу документально. Тем временем у меня в активной работе новый перс — некая космособака/волк) Я обычно не продумываю подробно персонажу лор, интуитивно двигаясь через дебри внутренних образов и впечатлений. Поэтому не спрашивайте меня, кто оно и откуда — пускай ваша собственная фантазия допишет ему историю)
В общем в близжайшем будущем постараюсь показать вам новую тваринку, пока вот фото финальной сборки. Впереди покрас, глаза и декор шерстью.
Я в других соцсетях:
ВК: https://vk.com/swdolls
Запрещенограм: vitzly.putzly

На самом деле изготовление одного кинжала стоило 37к, то есть два за 74к, но ещё была моя любимая Яндекс Доставка... (Курьер Яндекса вернул посылку по причине "у вас там оружие")
Референс для кинжалов - аниме Сага о Винланде.



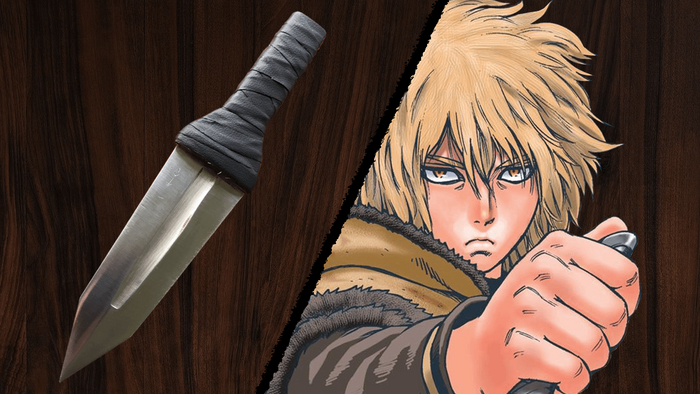
Вообще был вариант сделать их дешевле - просто напечатать на 3д принтере, но ввиду того, как планировалось их использовать, они бы быстро развалились: https://youtube.com/shorts/2VWDGh1QFKo?feature=share
Хотя можно было бы обойтись и более простым экшеном.. https://youtube.com/shorts/qWhEpm_dzZw?feature=share
Процесс по изготовлению выглядел примерно так: моделирование прототипа, печать прототипа на 3д принтере, изготовление силиконовой формы, заливка силикона, обжег для придания прочности, обработка для устранения неровностей, обтягивание кожей, "рисование" стрелочек. Изготовитель: Михаил Прахов.





Кадры с восьмого съёмочного дня
Как можно заметить, не только кинжалы перекочевали из аниме.. Но это уже другая история :)
03.02.2024
Доброго времени суток! Продолжаю постройку высокоскоростного 3D принтера. Сегодня расскажу о прошлых версиях портала и печатающей головы, а так же про актуальные их версии. Предыдущие части по постройке: часть 1, часть 2, часть 3.
В комментариях под прошлыми постами звучали идеи, что двигатели лучше крепить к пластине, на ней же через пазы их регулировать. Это уже было, в одной из самых ранних версий, где портал был основан на 3мм пластине, выглядел он так:
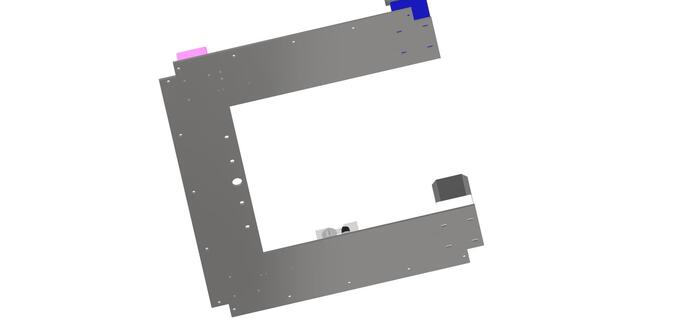
От этой конструкции в пользу профиля 2060 я перешел ввиду сложности заказа такой детали, так как далеко не в каждом городе такое могут вырезать лазером или выточить, ее стоимость выходит высокой даже без учета доставки, и ее невозможно сделать самому в домашне-гаражных условиях, однако по работоспособности претензий нет, простая и надежная схема. Так же в обновленной конструкции я отказался от консольно расположенного стола, а линейные направляющие типа MGN7 заменены на MGN9. Каретки оси Y также были переделаны.
Вот так портал в сборе выглядит в актуальной версии (ремни отключены, как и многие элементы печатающей головки)
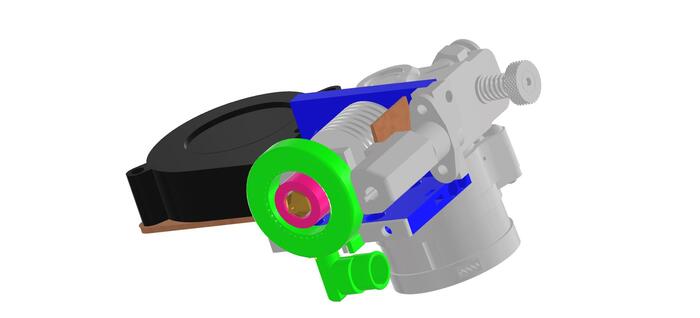
Сама печатная головка тоже претерпела немало изменений. Но для начала кратко опишу конструкцию.
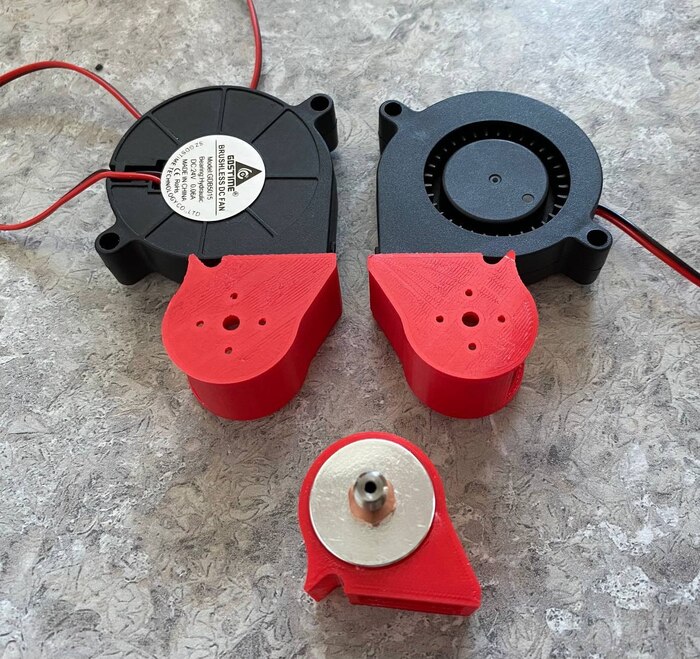
Одна из задач - это максимальное сокращение расстояния от фидера до сопла, как вариант решения был взят радиатор E3D V6/Volcano и существенно укорочен, посадка переделана на 4 винта.
Ввиду сокращения площади оребрения, нужно усилить обдув, для начала турбинкой 5015, но на практике это перебор, будет еще опциональная версия с осевым 3010. Нагреватель керамический, TriangleLab CHC Pro.
Первая версия была такой:
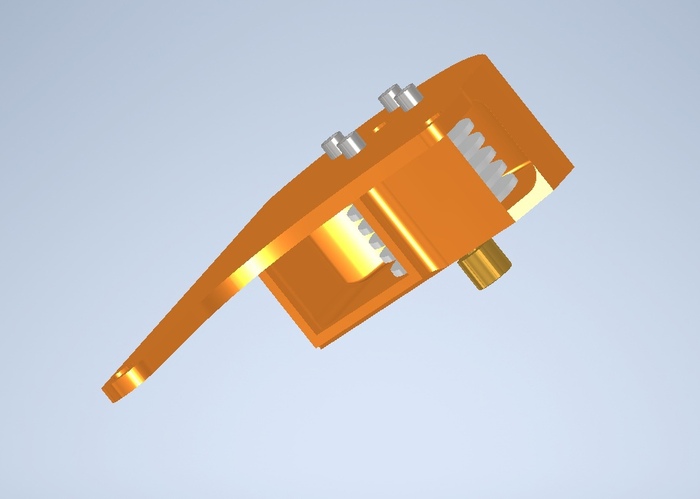
Затем немного оптимизировал, так как этот был громоздкий и сложный

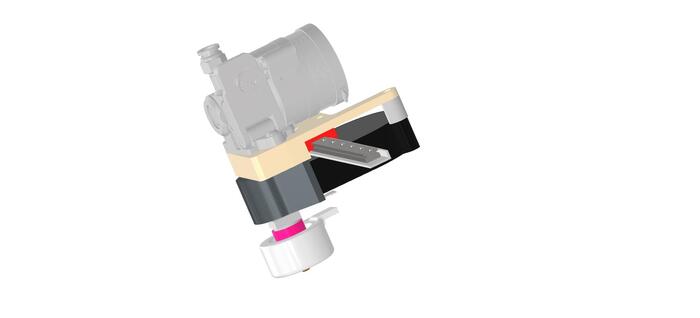
Этот вариант показал себя неплохо, пробовал разные конфигурации:


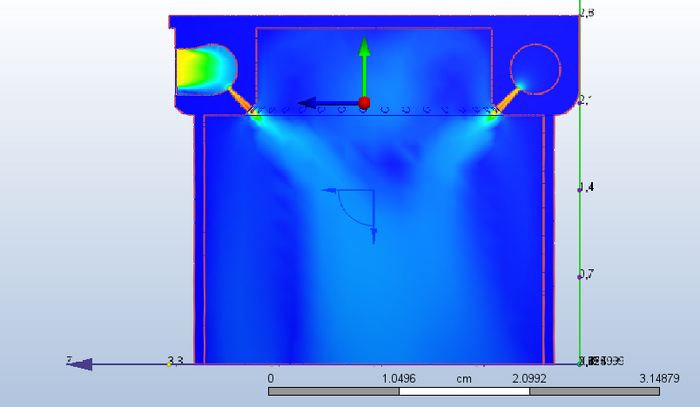
На фото и в модели видно странную форму обдува детали, это потому, что в конструкции принтера обдув детали реализован на компрессоре типа BerdAir, первая версия была не эффективной из-за ошибки в расчётах, но об этом чуть дальше.
Следующая версия была существенно упрощена и ставилась для тестов на переделанный Tevo Flash, где показала себя неплохо:


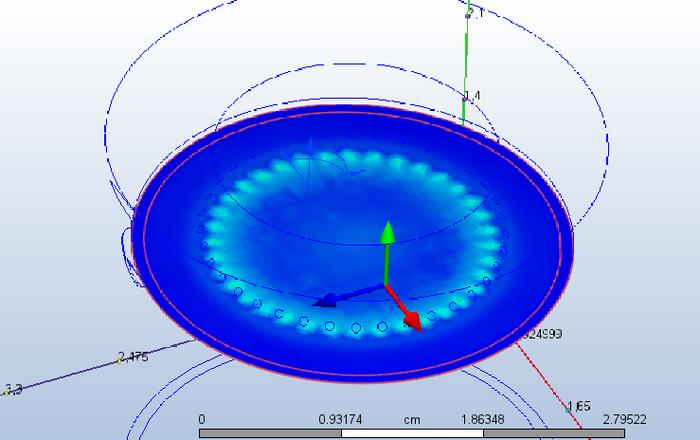
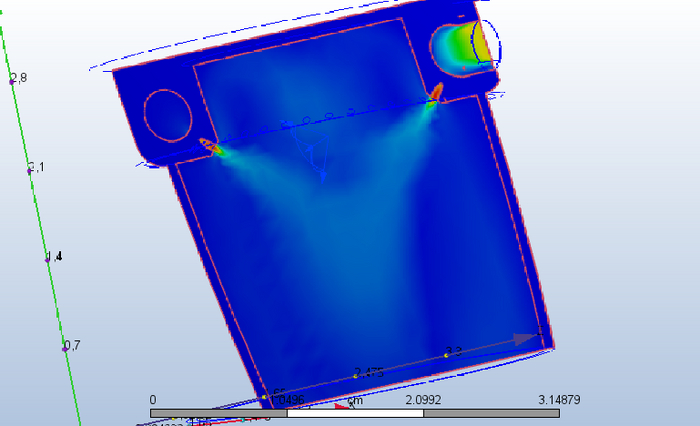
Здесь хорошо видна иная форма обдува. Были учтены ошибки прошлого, а так же проведен газодинамический анализ. Получилось далеко не с первой попытки, на проработку ушло больше месяца, но результат того стоил:
В конструкции этого принтера будет вариант на основе этого, но с существенными доработками, о нем подробно расскажу в следующей части, эта и так уже объемная.
На этом на сегодня все! Благодарю за внимание! Конструктивная критика приветствуется!
После тестовой сборки принтера все детали будут в свободном доступе бесплатно.
Всем добра!
Доброго времени суток! Продолжаю постройку высокоскоростного 3D принтера. Сегодня расскажу об основных технических решениях в портале принтера. Предыдущие части по постройке: часть 1 и часть 2.
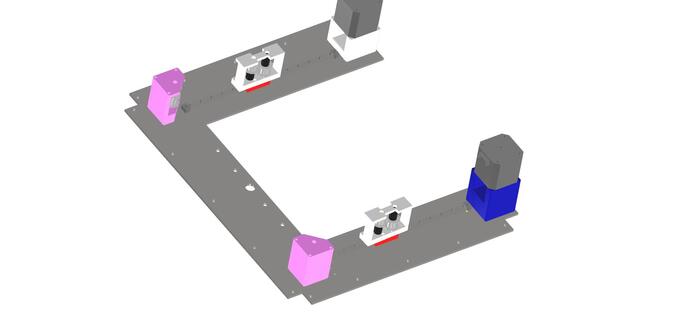
Как уже ранее было сказано, принтер строится на кинематике CoreXY с областью печати 180х180х180мм. Проекту уже перевалило за полтора года, многие решения пересматривались, узлы и детали переделывались, да и сейчас некоторые моменты дорабатываются, к примеру каретки оси Y, они исключены из визуализации вместе с траверсой оси X, поскольку прошлая версия была под каретки для линейных направляющих типа MGN7h, но по результатам тестов этого оказалось недостаточно, в обновленной версии уже заложено место под направляющие типа MGN9h.
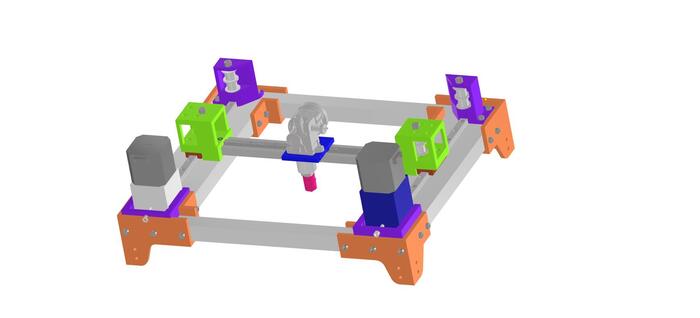
Собственно визуализация из САПР:
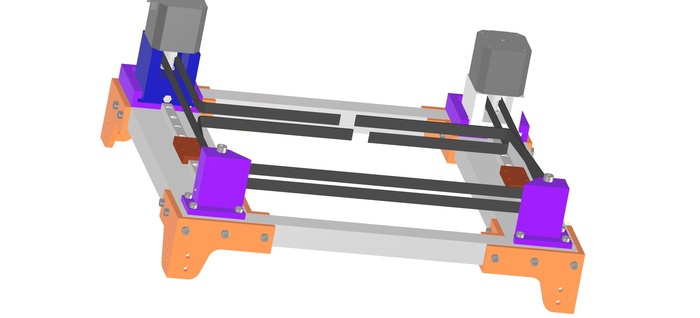
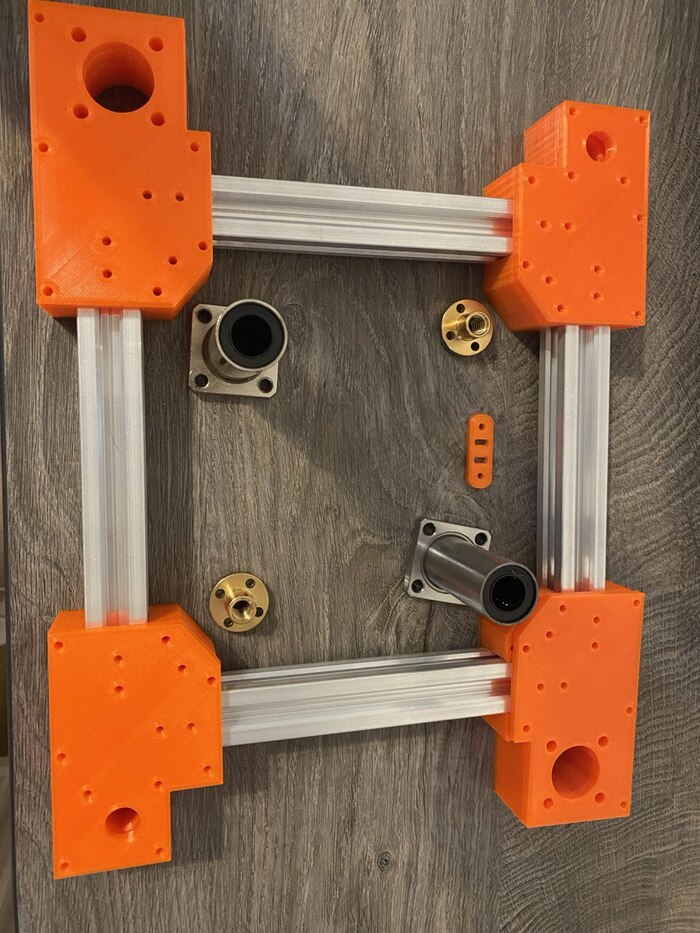
Как видно, конструкция относительно простая, в двух углах находятся стойки с обводными роликами, а в противоположных углах двигатели типа NEMA17 на подиумах (сейчас это 17HS4401, закупались как Hanpose, но по маркировке это не оригинал, хоть и приличного качества, из 10 штук 5 уже несколько лет трудятся без нареканий, хотя до тех же StepperOnline или LDO им далеко, в будущем будут заменены более мощными 17HS8401). Подиумы устанавливаются на салазки, которые жестко крепятся к основанию портала. В передней части подиумов встроена закладная гайка, в нее вкручивается длинный винт через салазки и позволяет вращением этого винта двигать подиум вместе с двигателем на 9-10 миллиметров, это нужно для качественной регулировки натяжения ремней. Ремни должны быть натянуты максимально одинаково, так как от этого напрямую зависит работоспособность кинематики CoreXY. Стойки обводных роликов просто монолитные, шкивы крепятся к закладной гайке насквозь. Ремни в конструкции типа GT2 шириной 10мм. Изначально были закуплены и установлены ремни из полиуретана со стальным кордом, но ввиду малого диаметра шкивов этот ремень при простое принтера даже в пару суток быстро принимал форму с "заломами" в районе шкивов. Заломы иногда проскакивали на шкивах и буквально за неделю тестов начал проступать корд. Теперь в конструкции используется резиновый ремень, армированный арамидным волокном (кевларом).
На фото только отдельные узлы, без рельс и ремней, поскольку они еще в пути, узел в сборе покажу в следующей части, как в виде модели, так и на фото, где расскажу про ось X и печатную головку.
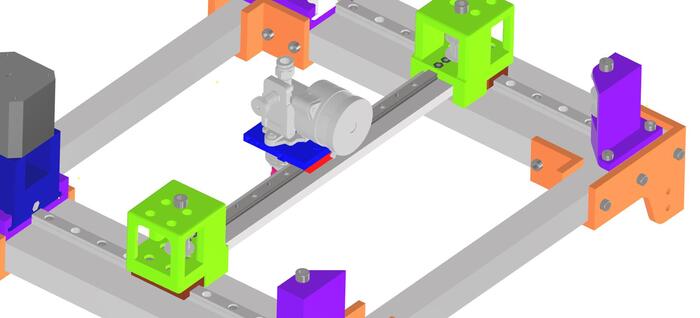
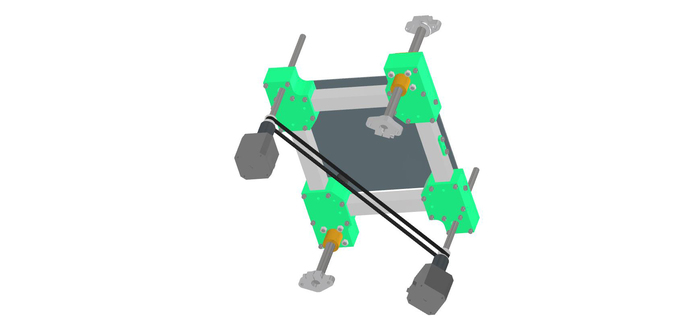
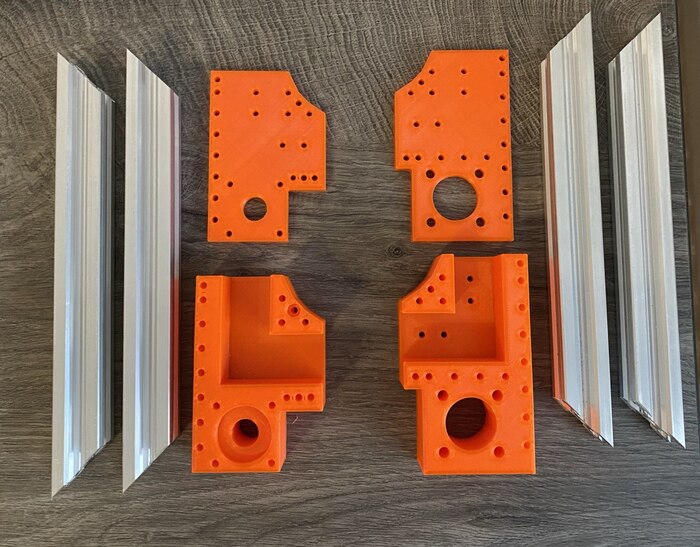
Собственно фото узлов:
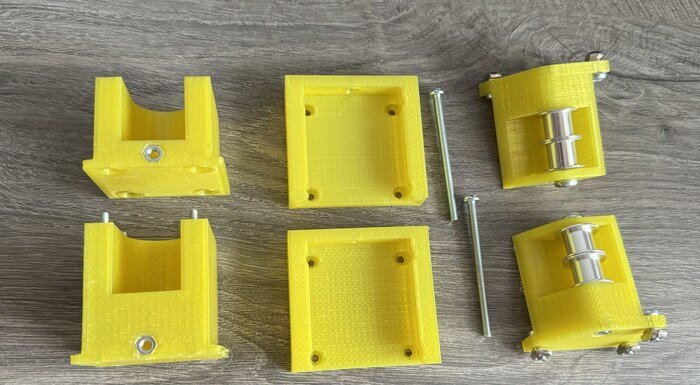
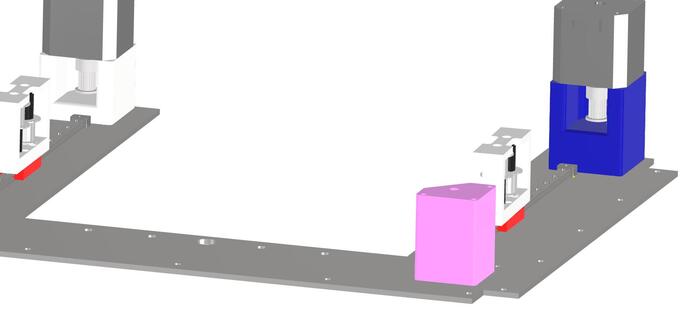
Комплект элементов привода печатающей головки
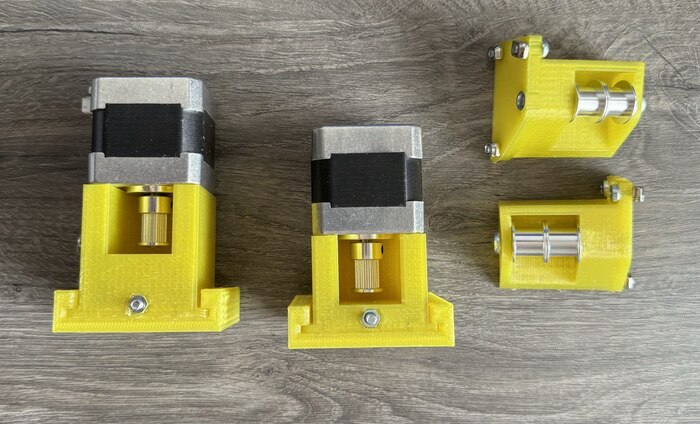
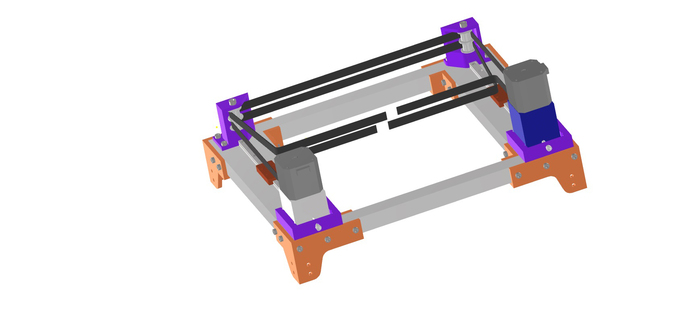
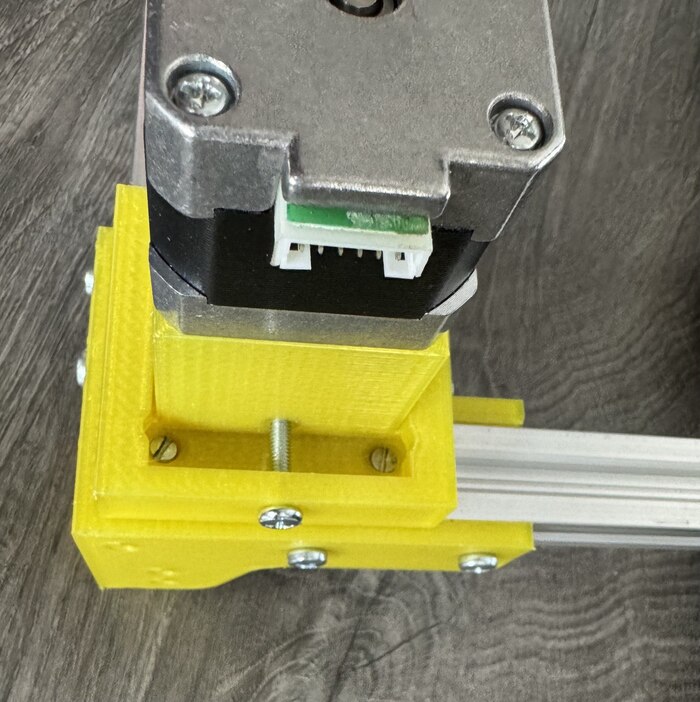
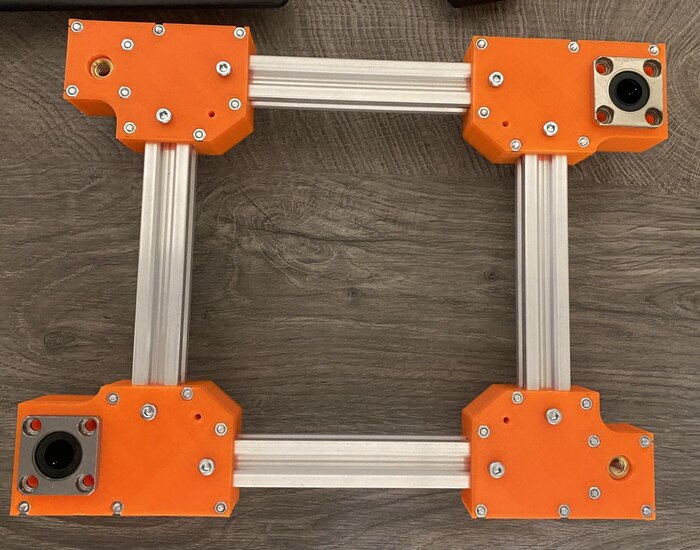
Оно же в сборе с двигателями
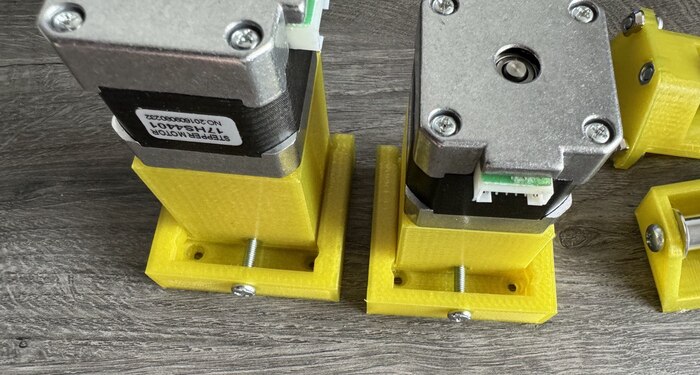
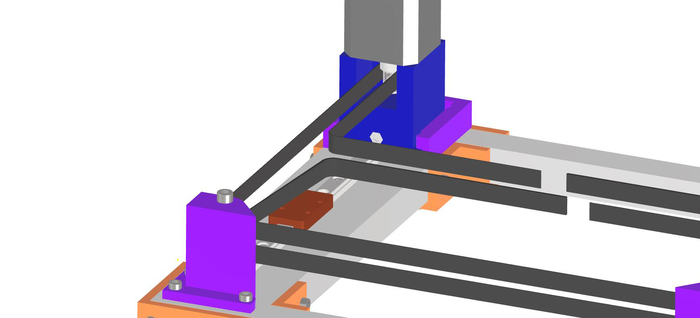
вид на регулировочные винты, диапазон регулировки около 10мм
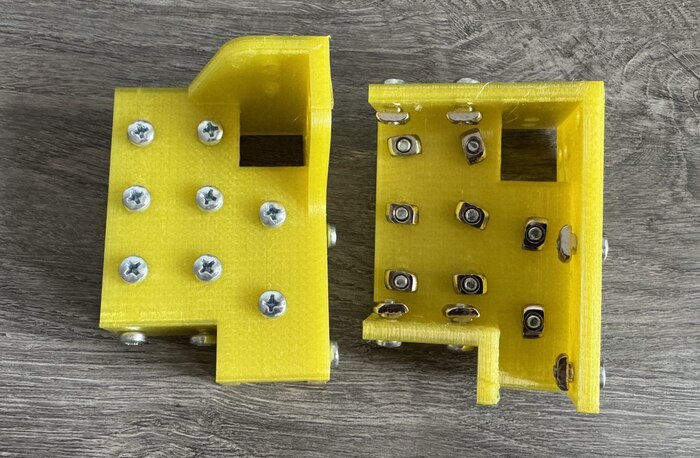
Актуальная версия соединительных уголков, конструкция не окончательная

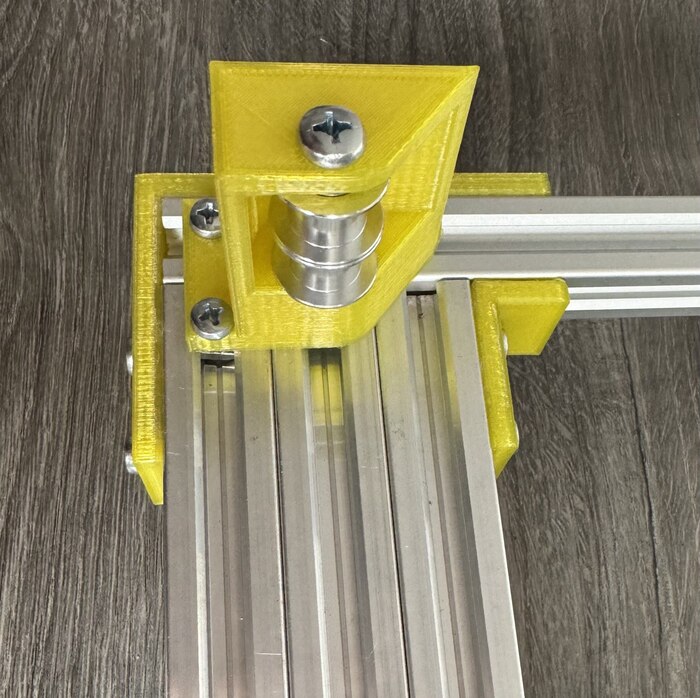
Сразу добавлю небольшую оговорку: углы портала не окончательные, их конструкция еще изменится в сторону усиления и более аккуратной стыковки с распорками над порталом.
Параллельно думаю над названием для этого принтера, так как он все еще безымянный.
На этом на сегодня все. После тестовой сборки принтера все детали будут в свободном доступе бесплатно. Конструктивная критика приветствуется.
Всем добра!
Доброго времени суток! Продолжаю серию постов по постройке быстрого 3D принтера. Первая часть тут.
Сегодня расскажу, как реализована вертикальная ось, но сначала дам несколько пояснений, так как в прошлом посте были вопросы в комментариях.
1- почему не купить готовый? - не хочу, владел десятком различных принтеров стоимостью от 250 до 1000$ включительно, все имели как свои плюсы, так и минусы и порой минусы очень серьезные, подробно рассказывал об этом в первой части.
2- почему не собрать Восток, Ворон, VZ и прочие? - как и покупка готового принтера, это будет сочетание положительных и отрицательных качеств, в своей разработке я стараюсь свести количество недостатков к минимуму, в то же время сохранив простоту конструкции.
3- пилить профиль ножовкой в печатном стусле под 45 градусов - это ужасно выглядит, криво и т.д. - да, это так, в пробной сборке я использую профиль из собственных запасов и никого не призываю делать так же, для чистовой сборки профиль проще заказать сразу в размер у любого удобного поставщика с чистой и ровной резкой профессиональным инструментом.
4- в конструкции повсюду профиль 2020, два фрагмента 2060 и множество печатных деталей, ввиду компактных размеров принтера, способа соединения и компоновки это должно быть достаточно жестко, но в случае недостатка жесткости в конструкцию заложена возможность усиления без необходимости переделывать принтер.
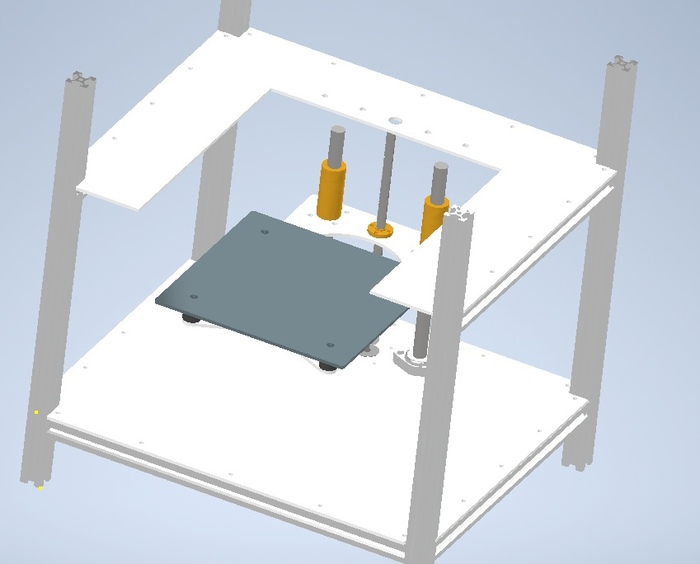
Ну а теперь к сути. Модель узла в сборе выглядит следующим образом:
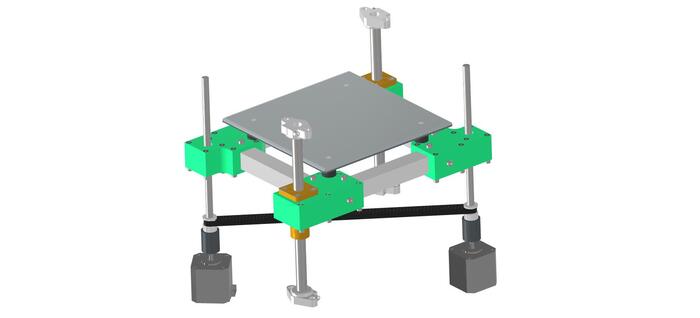
Как и рама, основание стола реализовано на профиле 2020, который соединяется массивными печатными деталями стыками под 45 градусов. Печатные детали состоят из двух частей и стягиваются винтами по периметру, профиль к ним крепится Т-гайками.

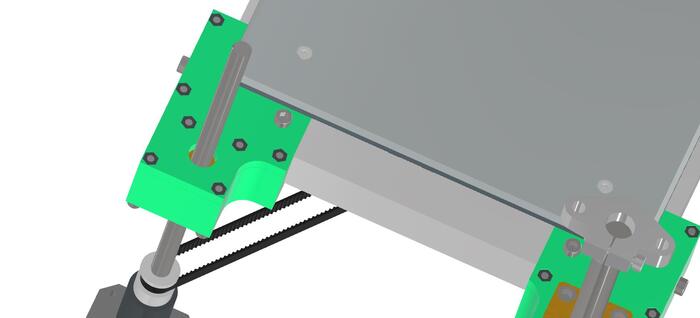
Стол расположен не консольно для минимизации перекосов и дефектов печати при перемещении. В движение он приводится двумя ходовыми валами Т-8, валы двухзаходные, соединены жесткими муфтами с двигателями в основании принтера, сразу за муфтами стоят 20-ти зубчатые шкивы 6мм ремня GT-2 для синхронизации вращения . Ходовые гайки расположены в двух диагональных печатных углах, в горизонтальной плоскости ходовые гайки имеют свободный ход на 1.5мм во все стороны относительно оси вращения, это необходимо для компенсации вобблинга, который из-за неидеальности валов при жесткой фиксации ходовых гаек неизбежен. Посадка гаек на густой смазке, возможно, что в случае сильно кривых валов со временем появится выработка. Верхние концы ходовых валов свободные.
В другой диагонали расположены подшипники скольжения типа LM12LUU. Они крепятся насквозь печатных деталей и так же стягивают их между собой винтами М5. Движутся эти подшипники по 12мм полированным стальным валам. Оба конца валов крепятся через крепления типа SHF12 к укосинам из профиля в основании и к нижней плоскости профиля 2060 в портале.
Стол устанавливается на силиконовые демпферы вместо обычных пружин, винты вкручиваются в закладные гайки с большим диапазоном регулировки. Сам стол алюминиевый 180Х180 с известного китайского маркетплейса, питание 24 вольта. Для крепления проводки сзади есть небольшой кронштейн.
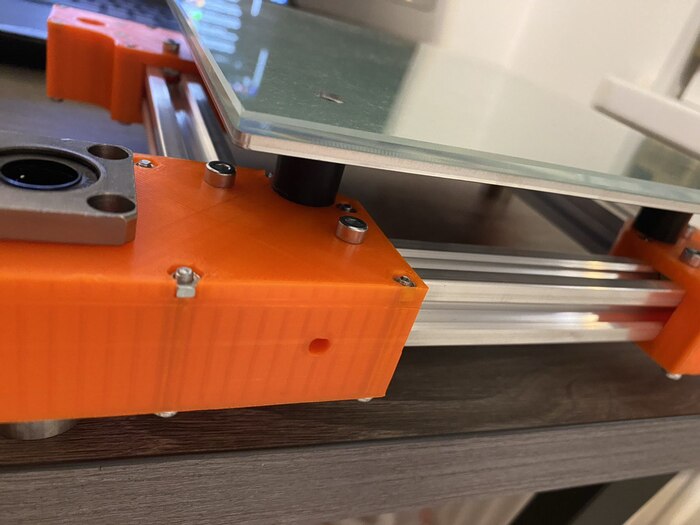
Пока в качестве рабочей поверхности взято термостойкое стекло, но оно будет только пока не расколется, ему на замену поставлю магнитное основание и стальную пластину.
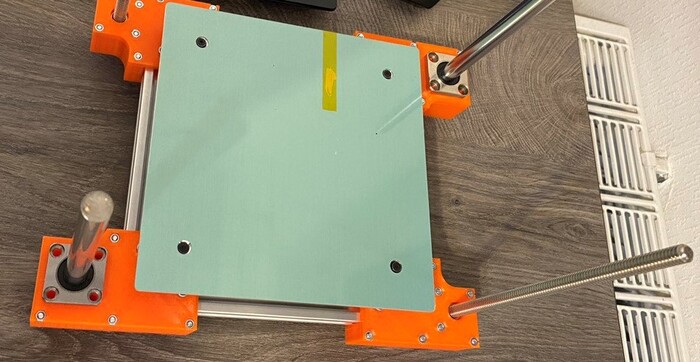
На фото видно, что возле некоторых гаек непропечаталась стенка, пока идет тестовая сборка не стал из-за этого перепечатывать, в модели это уже исправлено.
В следующей части расскажу про портал, а на сегодня всё! После тестовой сборки принтера все детали будут в свободном доступе бесплатно. Конструктивная критика приветствуется.
Всем добра!
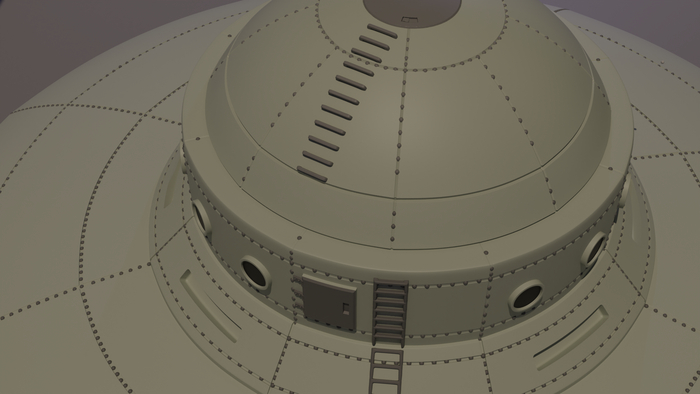
Заказали мне, значит, распечатать на 3д принтере модель вот такой тарелки для создания диорамы,

референс из интернетов
а это значит что ее нужно сначала смоделировать, ну расчехляем blender и понеслась, заранее зная о очень маленьком масштабе слишком сильно не углубляюсь в детализацию
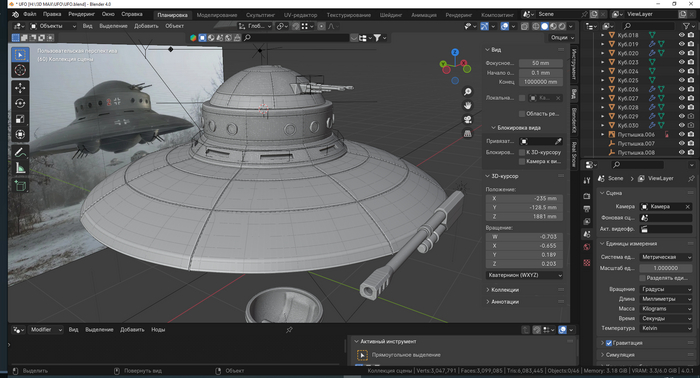
В процессе работы, хотя здесь уже все готово
Скриншотов прям процесса не делал, не ожидал что захочется пост пилить (здесь уже все готово)
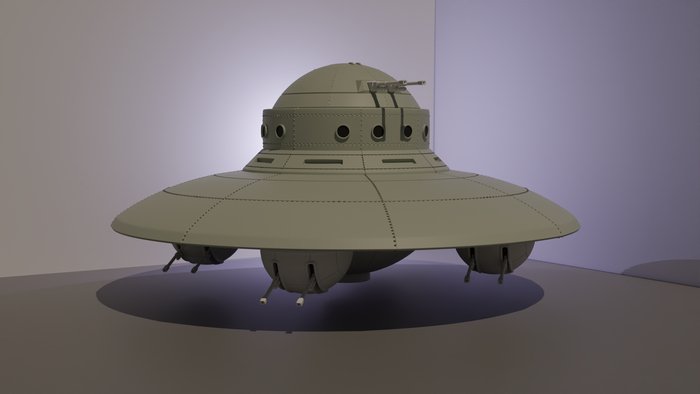
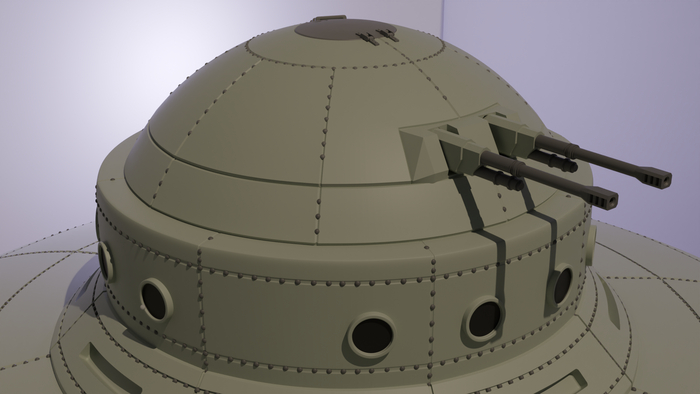
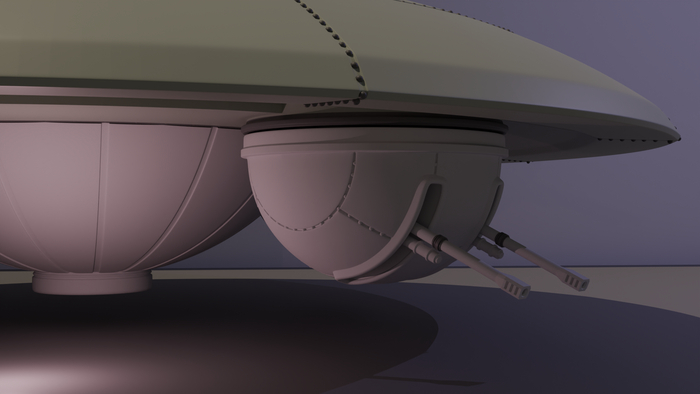
А вот пара рендеров:
Самое весело позади, теперь 3д печать, расставляем поддержки нарезаем и заливаем на флешку
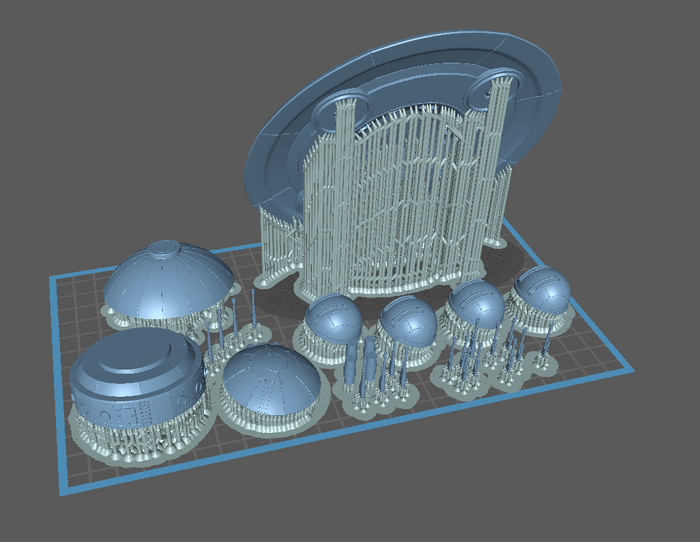
расставил поддержки (госпади как же я ненавижу читубокс)
Отправил на печать, каких то 7 часов и вот результат
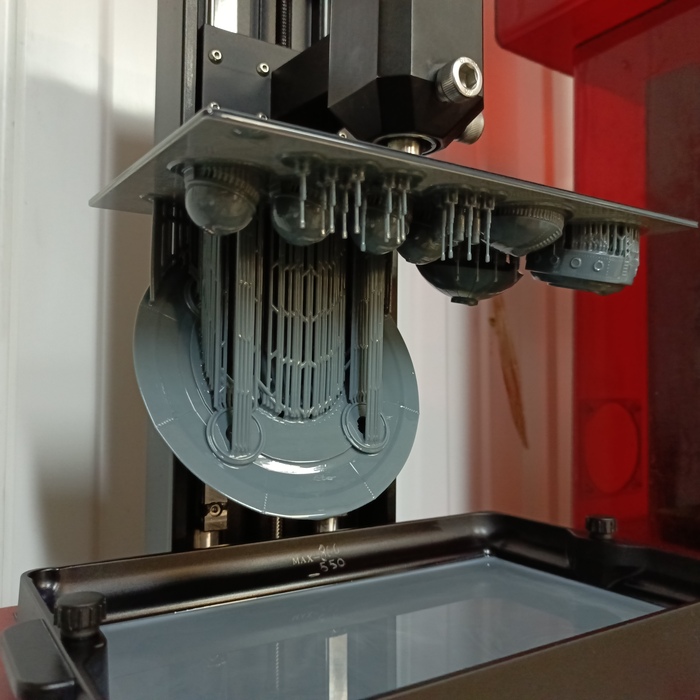
Далее моем под краном, сушим засвечиваем в ультрафиолетовой камере (тоже не заснял),
А вот и результат (финальную обработку, сборку и покраску будет делать заказчик по этому местами поверхность выглядит не очень)
Диаметр тарелки всего 13 см



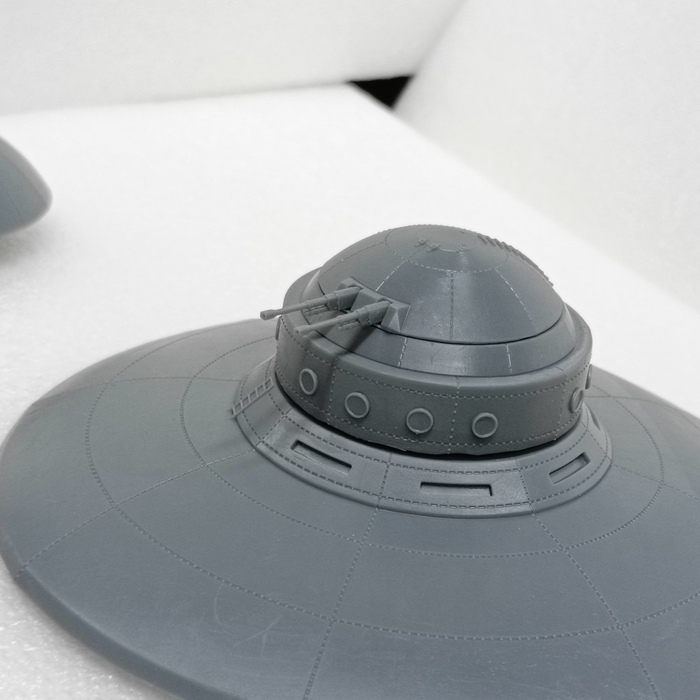
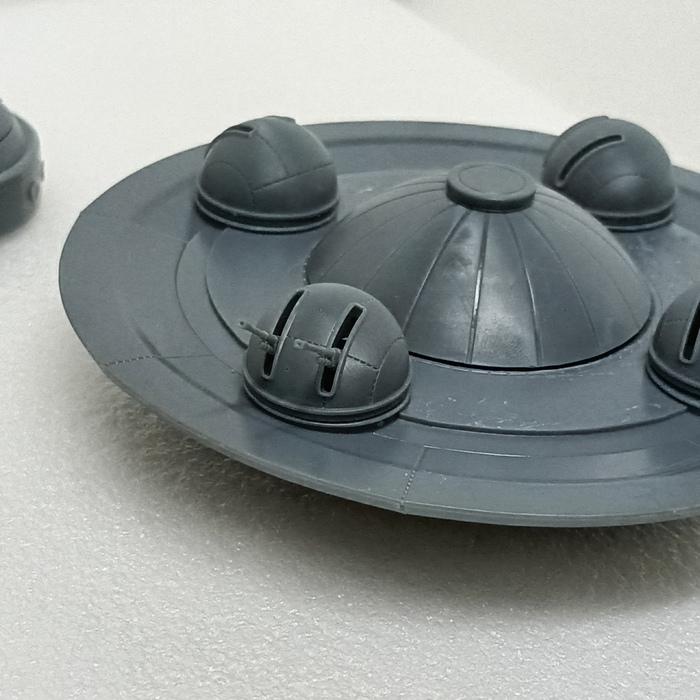
Вид снизу
Все готово и скоро тарелка отправится к заказчику
Вот такое интересное задание удалось выполнить =) Всем спасибо за внимание!
Задавайте вопросы, если есть, с удовольствием отвечу)
Коллеги, сегодня хочу Вам рассказать об такой элементарной, важной и опасной штуке как камера избыточного давления (автоклав).
Данное оборудование необходимо при множестве технологических процессах:
Литье пластиков в силиконовые формы.
Полимеризация композитных материалов.
Изготовление крупногабаритных восковых моделей.
В общем основное ее применение это процесс перехода жидких материалов в твердое состояние с обеспечением минимального количества пор и обеспечением максимальной пробиваемости при сложной геометрии формы. Данный процесс происходит за счёт всестороннего давления газа на массу материала, в следствии чего имеющиеся в растворе пузырьки схлопывается и выходят на поверхность.
Как всегда все начинается с проекта.

Мне необходима довольно таки большая камера. Для этого я выбрал трубу ф400мм по внутреннему диаметру и толщиной стенки 6 мм. Высота внутреннего цилиндра так же 400 мм.
Поскольку процесс происходит при рабочем давлении 6 бар стоит и объем у нас 50 литров, стоит подумать о повышенной надёжности конструкции (так как у мамы я один).
И так решено по толщинам:
Труба бесшовная 6мм
Дно 10мм
Торец 10мм
Крышка 8мм
Ручку делаем 5 мм с расчетом на то, что она добавит прочности на изгиб крышке.
Крышка и торец. Здесь хочу заострить на минуту внимание.

Овал, конечно же овал, как на скороварке у бабушки, делаем это для того, что бы за 3 секунды одним движением мы засунули и поджали крышку, необходимо это делать быстро, так как многие смолы так называемые пятиминутки имеют очень маленькое время жизни, мы успеваем их дегазировать, залить в форму и после этого скорее помещаем в автоклав! Пропорции размера овала не скажу, но я крутил в 3д, что бы минимальное пространство требовалось для разворота крышки.
Начертили, трубу отрезали, детали нарезали на лазере, все детали у нас ст3.
Далее варим

Такие вещи я сам варить боюсь, обратился к профессионалам. Далее порошковая покраска.
Покупаем манометр, тройник и 2 шаровых крана.
Крышку по контуру проклеиваем дверным уплотнителем, я беру D образный профиль.

Далее ее испытываем, это очень важный момент. Для испытания я наполнял ёмкость водой и давал 8 бар, больше компрессор не осиляет. Подержал ночь под давлением
В принципе все, начинаем пахать.
Так выглядит через 3 месяца работы, уплотнитель пора менять.

По этим же мотивам далее изготовил себе бочку 600 мм высотой, вес уже больше 70кг.





