
Профильная труба
Показать полностью
1

Как напаять/наварить немного металла на алюминь, силумин?
Ситуация такая - на стыке двух деталей небольшая площадь соприкосновения. Кто-то додумался обработать это место напильником, теперь там люфт. Как можно вернуть сточенное, при следующих условиях:
1. толщина деталей из силумина 3-4 мм.
2. снаружи прочная краска, которую хотелось бы сохранить
3. использовать аргон и прочую сварку нежелательно, т.к. место слишком маленькое для такой грубой работы, да и краску хочется сохранить.
4. Нарощенный металл будет обработан дремелем и испытывать только нагрузки на сжатие, т.е. выломать вбок итд не возможно.
Есть всякие мутные костыли, и хорошие, и плохие - холодная сварка, горящий металл, который капает и горит, всякие диковинные припои для паяльника. Посоветуйте что попробовать?

Отштамповать листовой металл большого размера без пресса как?
Какой есть техпроцесс в домашних условиях для такой необычной работы?
Пресса такого размера нет и раздобыть его и матрицу невозможно.
Можно жертвовать временем, ресурсами, деньгами - что угодно, лишь бы получить изогнутый гладкий жестяной лист. Требуется в единственном экземпляре.
Фото для примера, что примерно нужно.




Немного производства
Электро-эрозионные станки.
могут вырезать любой контур детали на сквозь.
У нас их пока что 2 шт. В скором времени приедет третий с углом наклона рабочей головы на 45°.
Нарезание шлицев модуль 5 30°.
Сложная была задача из-за габарита детали, и в каждом пазу стояли держатели ножей. Все были сняты до нарезки и установлены обратно после. Заказчик остался доволен.
Расточка потайных отверстий для болтов. Неординарная задача т.к. расположение находится не с "удобной" стороны.
Точение посадки галтовочного барабана. Почти в притирку к станине, были срезаны шпильки крепления крышки, затем приварены обратно.
Спасибо всем кто смотрит, уважаю подписчиков.
Постов постараюсь делать больше о ремонте промышленного оборудования, но работы очень много время почти все уходит чтобы делать, а не созерцать.
До новых постов ;)
Показать полностью
3


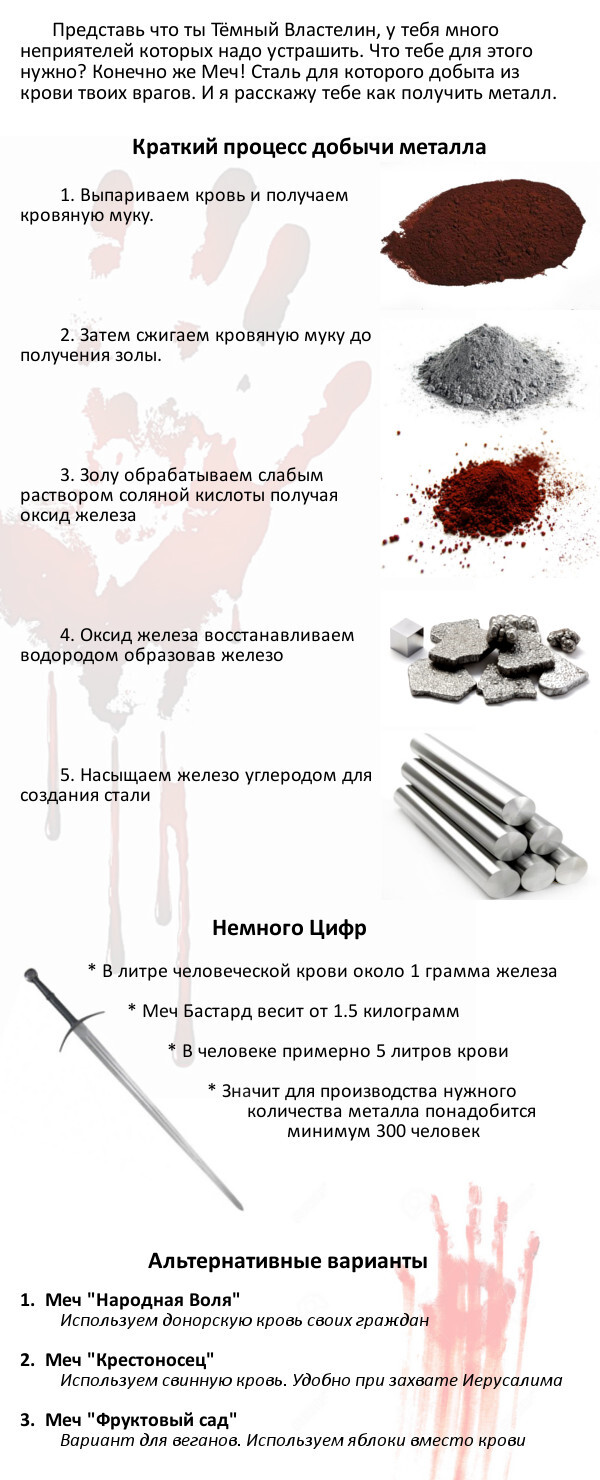
Донорский меч
Показать полностью
1