


Нож Охотничий (Шкуросъемный)
Сталь: Кованая х12мф
Шлифовка: по плоскости с окончательной отделкой "сатин".
Больстер: Мельхиор
Материал рукояти: Карельская берёза (Коричневая), проставки Мельхиор (1мм), и G-10 (1мм).


Показать полностью
2
Сталь: Кованая х12мф
Шлифовка: по плоскости с окончательной отделкой "сатин".
Больстер: Мельхиор
Материал рукояти: Карельская берёза (Коричневая), проставки Мельхиор (1мм), и G-10 (1мм).
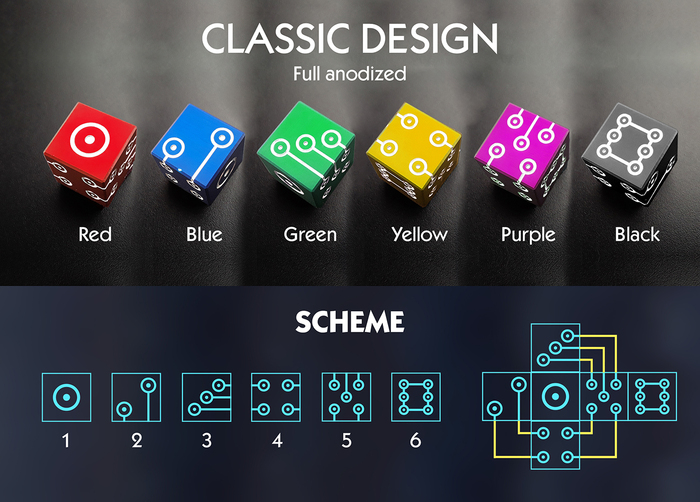
Новый дизайн для кубика трон, в классическом стиле.
Кубик так же сбалансирован, все грани имеют одинаковую площадь выреза.






Все, кого заинтересовали мои работы, я буду рад увидеть в своей группе - https://vk.com/troglodyte_forge
По заказам и личным вопросам можно писать мне сюда https://vk.com/hanma_yujiro_ogre
Сегодня расскажу про процесс цинкования пружины. Вот такая некрасивая пружина у нас изначально:

Этап 1. Электрохимическое обежиривание
На данном этапе необходимо снять загрязнения с детали. Окунаем деталь в раствор Surfolin Low Energy Cleaner - 80 г/л. Температура раствора 20-40 градусов Цельсия, плотность тока 2-8 A/дм2, времянахождение детали в растворе 5-10 мин. После обезжиривания детали, мы промываем деталь водой.
Этап 2. Травление стали
Травление необходимо для того, чтобы убрать оксидный слой, ржавчину и окалину.
Состав раствора для травления стали:
Соляная кислота - 200-400 г/л
Серная кислота 100--200 г/л
Acid Inhibitor-3-10-20 мл/л
Водопроводная вода
В данном составе деталь травится от 2 до 30 минут. Время зависит от от наличия термической окалины, ржавчины, от концентрации кислоты, от температуры раствора. Главное не допустить наводораживания стали, которое может привести к ухудшению характеристик стали. Для этого мы вводим ингибитор коррозии, который замедляет реакцию железа с кислотой, тем самым не допускает образования водорода в ходе реакции.


После травления деталь необходимо промыть.

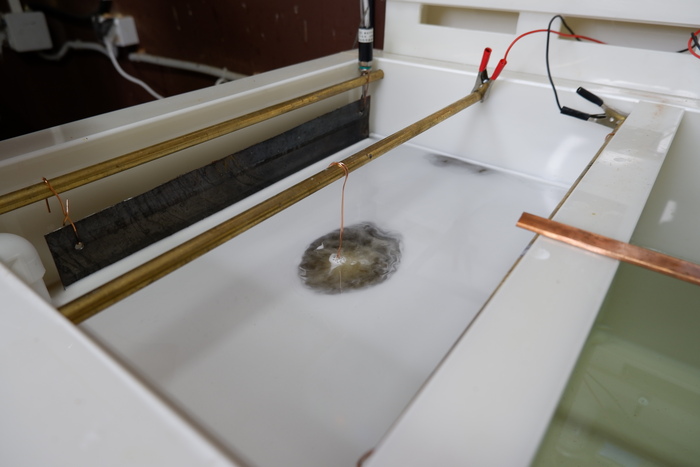
Этап 3. Цинкование слабокислое
Состав раствора для цинкования:
Цинк хлористый-60 г/л
Аммонийный хлористый-180 г/л
SUPERBRITE ZINK B (блескообрзователь) 0,4 мл/л
Плотность тока 2-3 A/дм2, время местонахождение в растворе 15 минут. Аноды должны быть цинковыми марки Ц0. Для равномерного распределения рекомендуется, чтобы площадь анодов была в 1,5-2 раза больше площади катодов.

После данного этапа деталь уже достаточно красивая. Далее промываем деталь водой.

Этап 4. Пассивация
Состав раствора:
Chemeta AP 7E - 30 мл/л
pH - 1,8...2,2
Дистилированная вода
Время пассивации 30-40 секунд. Пассивация наносится поверх цинка и защищает его от коррозии.
После пассивации необходимо тщательно промыть и высушить деталь.
Результат
Думаю, результат хорошо заметен.

Пружина "до" цинкования

Пружина "после" цинкования
Секси пружина готова!


Очень фотогеничная пружина!

Цинкование необходимо для того, чтобы защитить металл от коррозии.
Всех люблю и обнимаю, спасибо за прочтение!
Тг канал о моем творчестве https://t.me/forestsvet
Картинка для привлечения внимания.
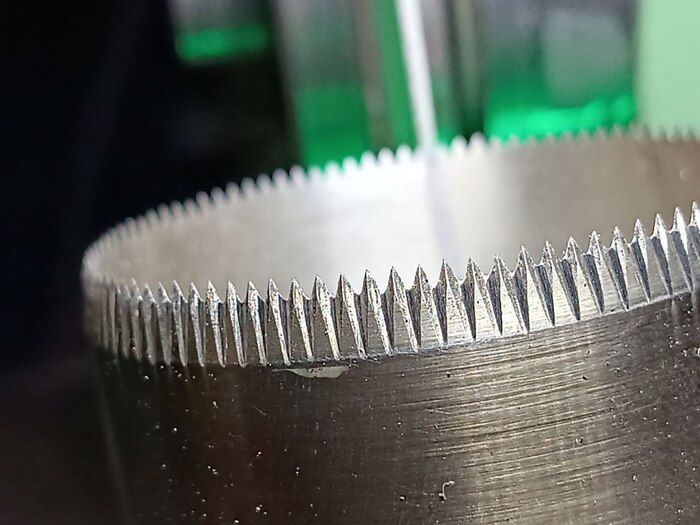
Буэнос диас, уважаемые. Есть у меня заказчики - контора по изготовлению кофе. Ну они берут зёрна, жарят их, размалывают и фасуют в капсулы. Так вот эти капсулы кадо как-то вырубать. Обычно приобретались итальянские или китайские кольцевые серрейторные ножи, как на картинке выше, однако, кажется что-то случилось и теперь братья-китайцы торгуют этими ножами в три раза дороже, а итальянские и вовсе ну ваще... Встал вопрос: а как бы это нам точить уже подзатупившиеся? Ну сказано - сделано. Поехал, да купил станок. Оптический профилешлифовальный, немецкий. Марка - PeTeWe PFS2. Вот он:

Конструктивно, станок состоит из шлифовальной бабки, которая имеет возможность двигаться влево\вправо и вперёд\назад по крестовому суппорту, а также наклоняться в двух плоскостях и поворачиваться относительно вертикальной оси. Вот она:

На шлифовальной бабке располагается шпиндель, сделанный на серве, что даёт возможность регулировать его обороты в широких пределах, практически не теряя в моменте. А впереди у него располагается суппорт изделия. Который имеет возможности елозить вправо\влево, вперёд\назад и по высоте. Эти перемещения реализованы на прецизионных направляющих типа ластохвост, а перемещение дают ШВП. По заводу станок имеет возможность цепять микронный индикатор Кольбер на обе оси и имеются влагалища для КМДшек. Удобное. Немцы - красавчики. Вот, кстати, этот стол изделия.

А вот руль перемещения шлифовальной бабки вперёд\назад:

Как видим, стол изделия сейчас пустой. Однако, к нему можно крепить изделия в тисках, на магнитных или вакуумных приспособлениях, можно напрямую к столу притягивать, канеш, или ваще использовать делительные приспособления. О, кстати, оно-то нам и нужно. Немного САПРа, немного токарки, фрезеровки, шлифовки, эрозии, слесарки, пайки бронзой и вуалябля... самопальная делилка на скорую руку:

Размещаем её на столе изделия, придаём необходимые углы и получается так:

Оптическим станок называется не просто так. В основании смонтирована мощная лампа, которая светит "сквозь" изделие. Т.е. получается тень изделия, его контур. Он попадает далее в объектив с 10 или 20-кратным увеличением, а дальше идёт в систему призм и зеркал:

Закономерно, если при этом смотреть на экран "телевизора" - видишь чёткое и контрастное изображение контура детали и шлифовального круга. Который, кстати, надо не забыть заправить на нужный угол. Для лучшего обзора рекомендуется загасить осветительные приборы в цеху и зашторить шторы.

Ну и вот, стало быть. Погнали точить... Подвод, прицелился по телевизору, дал врезание по индикатору (ну или я просто поставил механический упор, чтобы не смотреть на стрелку осциллографа каждый раз), сделал (на слух) несколько проходов, отвёл, делилку перещёлкнул на следующий зуб, на красненькой считалке (на указательном пальце) перещёлкнул значение и повторил заново.

Ну и по итогу зуб за зубом делаешь. Заточка одного ножа занимает примерно 40-50 минут. В зависимости от удроченности. Стоит примерно в 6 раз дешевле покупки нового.

На картинке выше, внимательный может заметить, что у нескольких зубов нет вершинок. Это, кстати, не страшно. Ножи приводятся пневматикой, а материал резания - фольгированый полиэтилен. Т.е. резкий удар даже таким ножом просекает его без проблем. А вот чтобы именно вырезать - нужно чтобы отточены были впадины между зубами. Вот они-то как раз сохраняются всегда.
Ну примерно как-то так, легко и просто в условиях "земляного пола" (тм), в "сраном гараже" (с) производить такого плана работёнки.
Если, кстати, кто-то богат мануалом на PeTeWe (да-да, так и пишется) PFS2 - прошу продать, подарить, поменять на бухло и тогдалие. Потому как алчные немцы запросили 600 евро за ПДФку.
А если кому интересна вся эта хрень в режиме онлайн прям вот - в профиле телегоканал, в котором, ща внимание, НЕТ РЕКЛАМЫ! Только металлизм. Ну и иногда пьяные выходки, типа начитывания истории техники древнего Рима или там вопросы прикладной лингвистики и взаимосвязи одесского еврейско-блатного сленга и американского итальянского на рубеже 20-х годов прошлого века. Но обычно - железки.





Дракоша большего размера, порошковая покраска)



Модель разработана в течении 1.5 недели.Высота 4 метра.Настоящий Гигант















Доброго вечера друзья. https://disk.yandex.by/d/kD3XA_-vwrLoZQ Материал сталь 3, толщина 2,5 мм радиус гибки мин 2,5 мм. По опыту из сколько частей лучше изготовить с учетом гибки и резки лазером.
На выходных высох горн, собрал газовую горелку. Решил испытать - и вот родился видос. Горн получился сраненький, буду делать версию 2.0.





