Программирование на FANUC (Пример использования подпрограмм из последних постов)
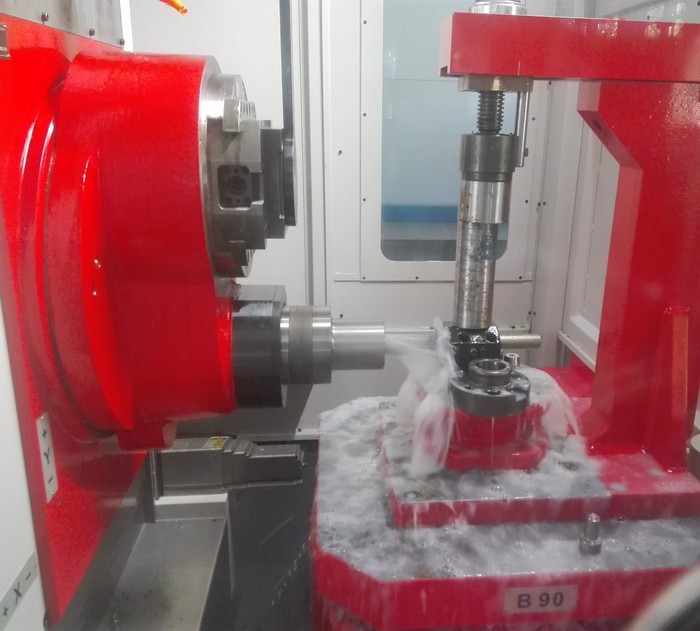
Нужно обработать сразу 4 заготовки.
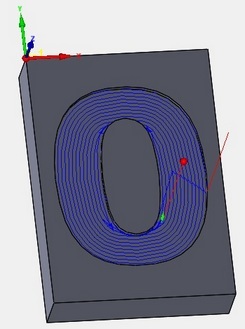
Делаем подставку без регулировок, фрезеруя по месту карманы для каждой заготовки. Высота посадки детали будет +/- одинаковая, ширину кармана делаем чуть пошире заготовки на пару мм, так как это литьё.
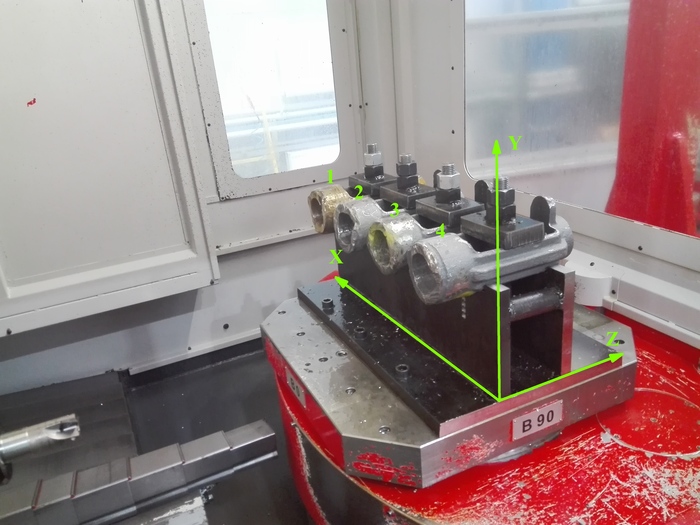
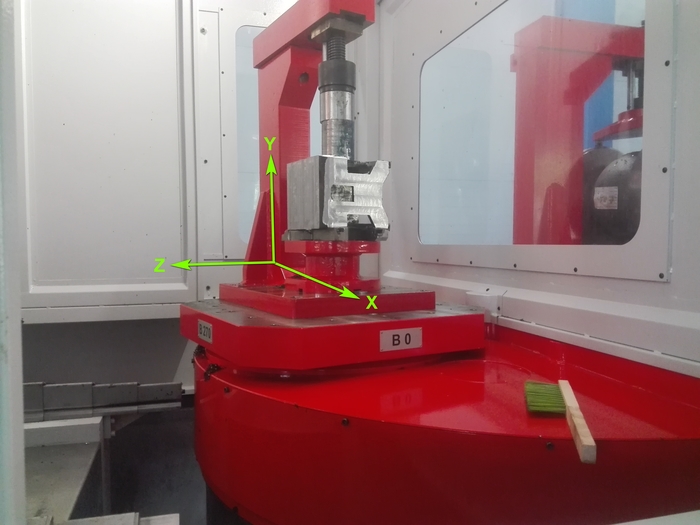
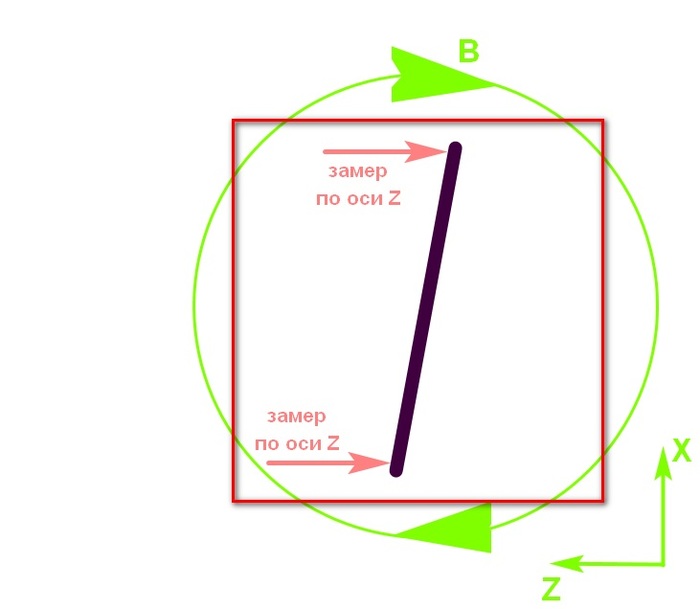
Еще на той стороне, которая смотрит на нас, делам упоры из болтов, фиксируем(можно на сварку) и проходим по ним фрезой, чтобы детали по оси Z Стояли на одном расстоянии при B0.
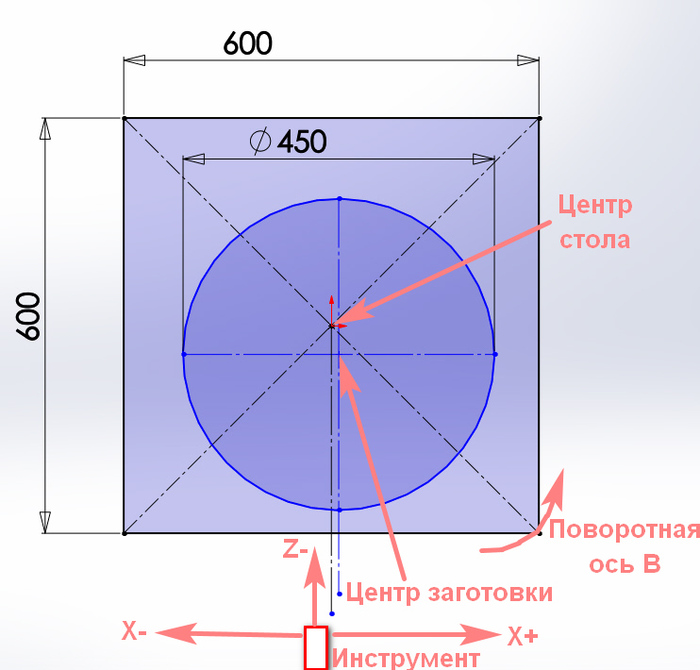
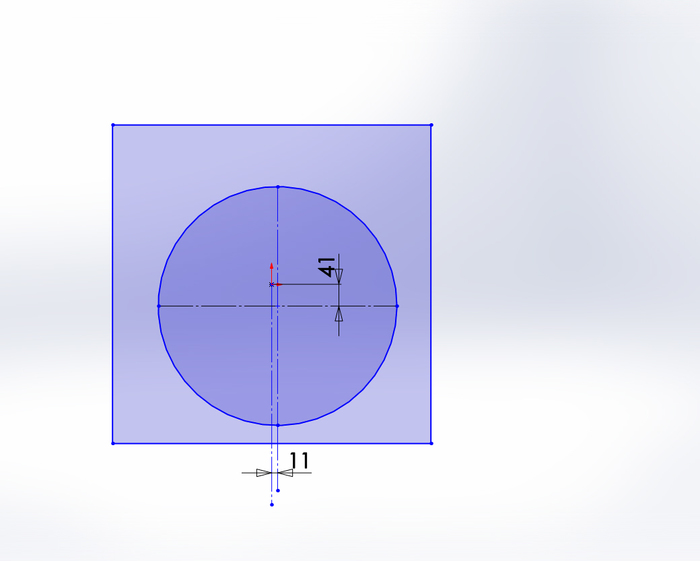
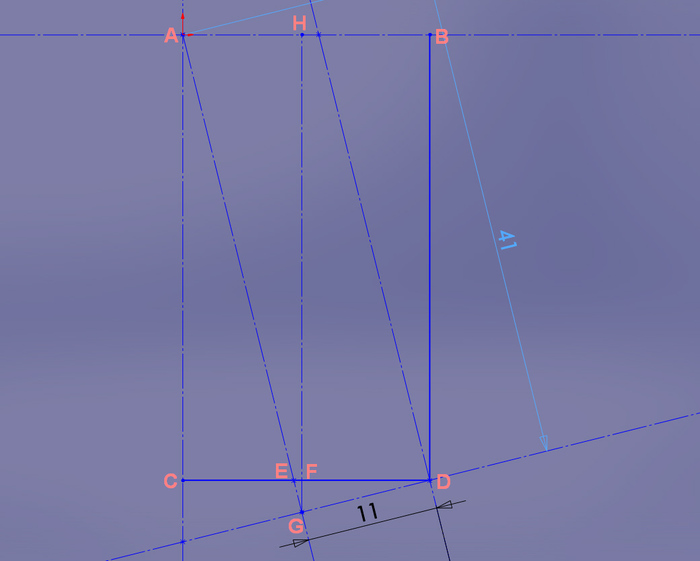
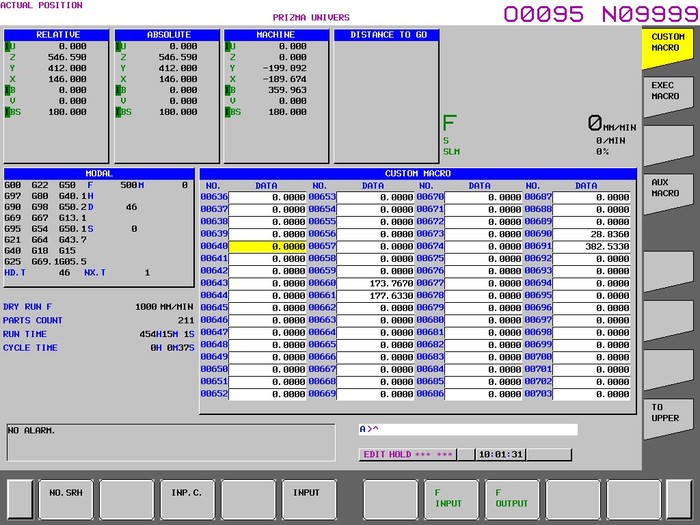
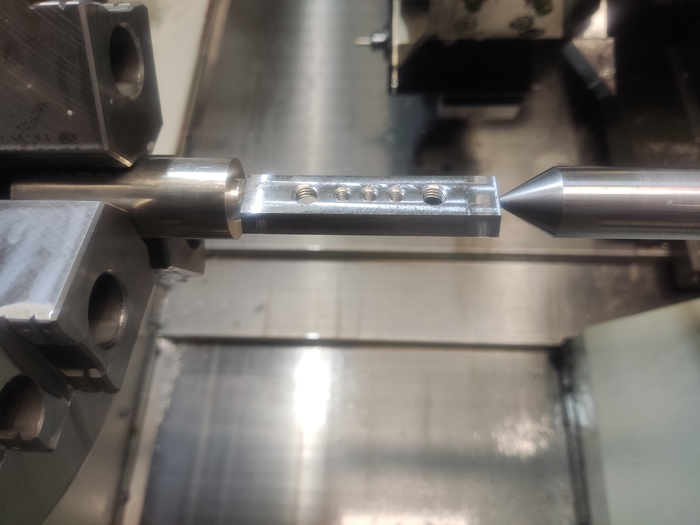
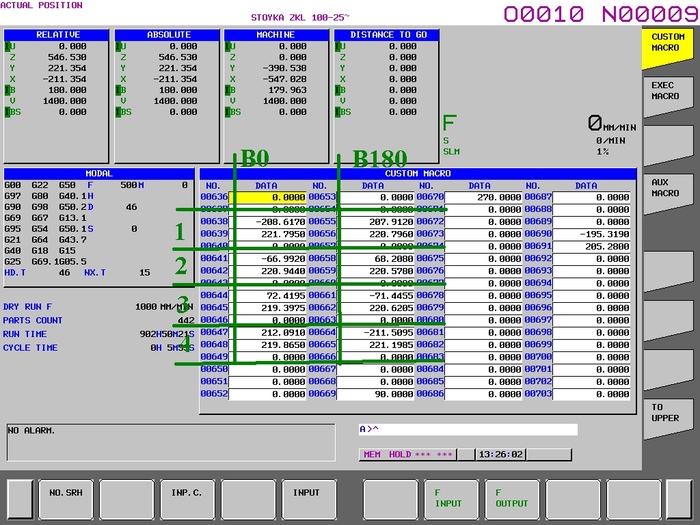
Обмеряем с помощью marposs/renishaw, получем набор координат:
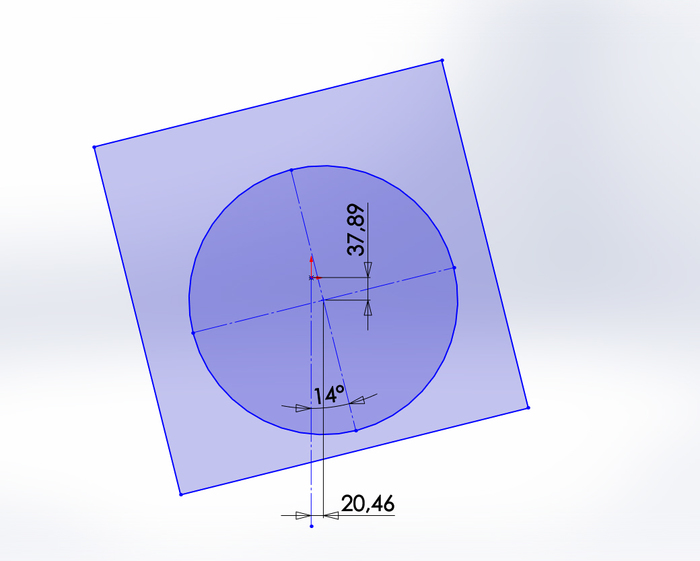
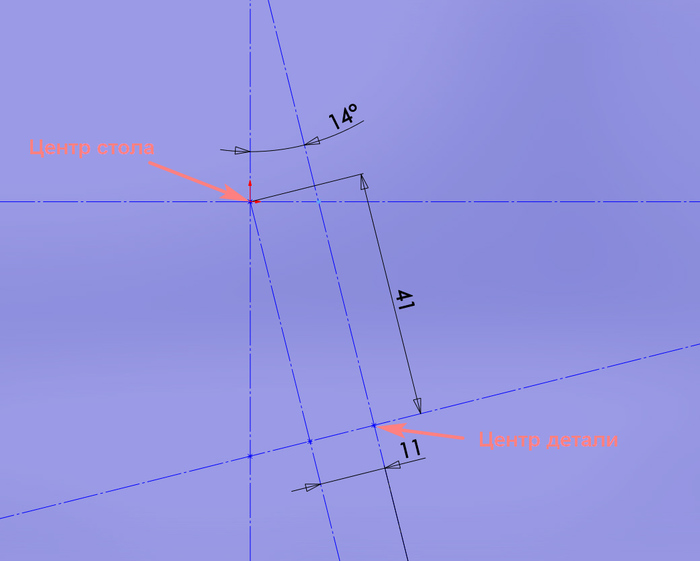
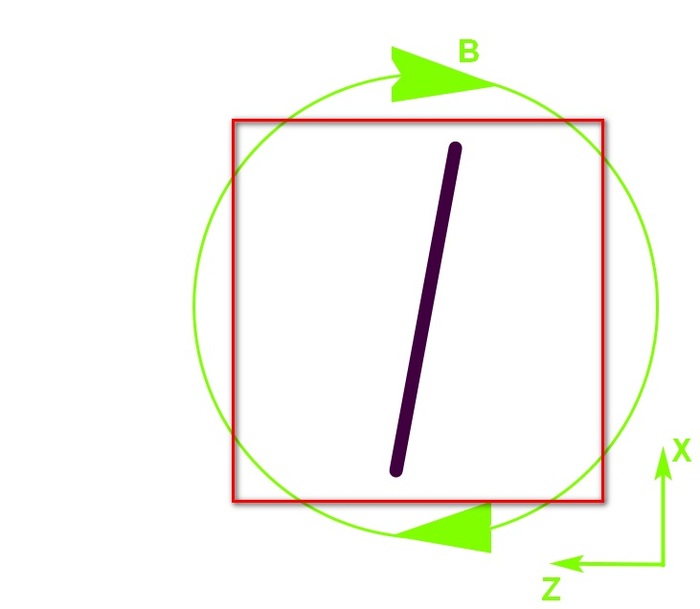
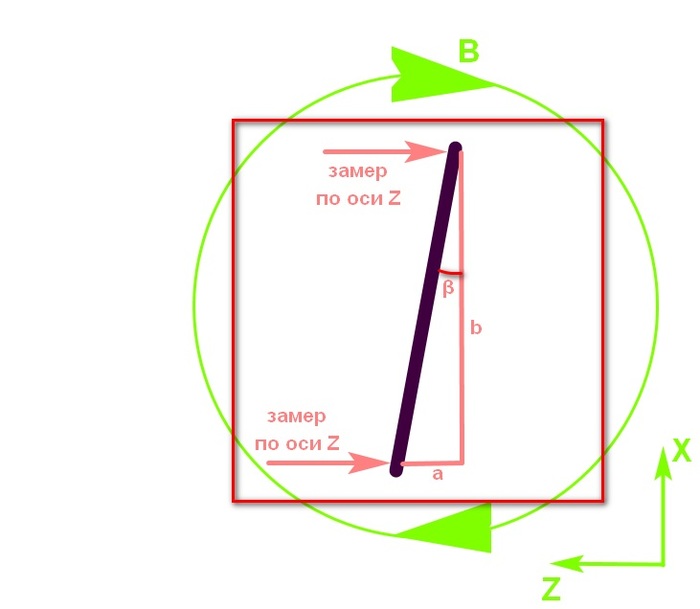
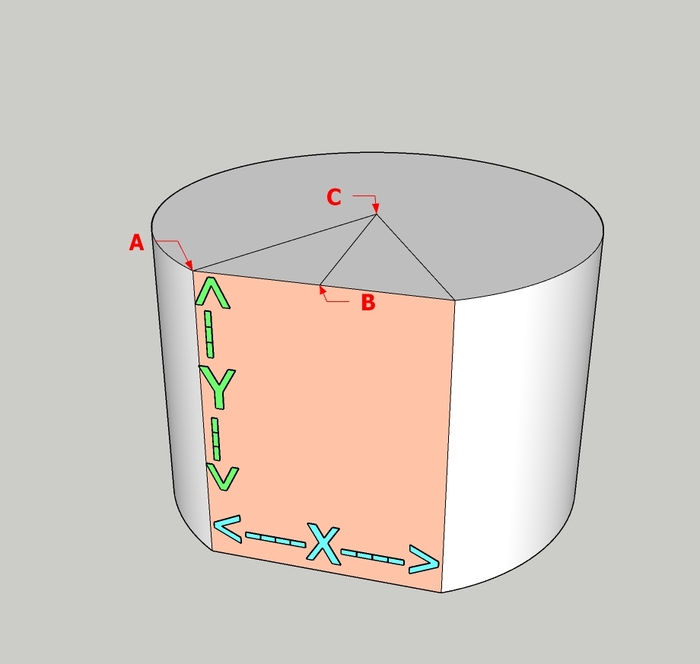
Считаем угол поворота каждой детали
#521=ATAN[[#638+#655]/227](*B1*);
#522=ATAN[[#641+#658]/227](*B2*);
#523=ATAN[[#644+#661]/227](*B3*);
#524=ATAN[[#647+#664]/227](*B4*);
и смещение по оси Х и Z по подпрограмме:
G65P8020I501K500X#638Z130A#521;
G65P8020I504K503X#641Z130A#522;
G65P8020I507K506X#644Z130A#523;
G65P8020I510K509X#647Z130A#524;
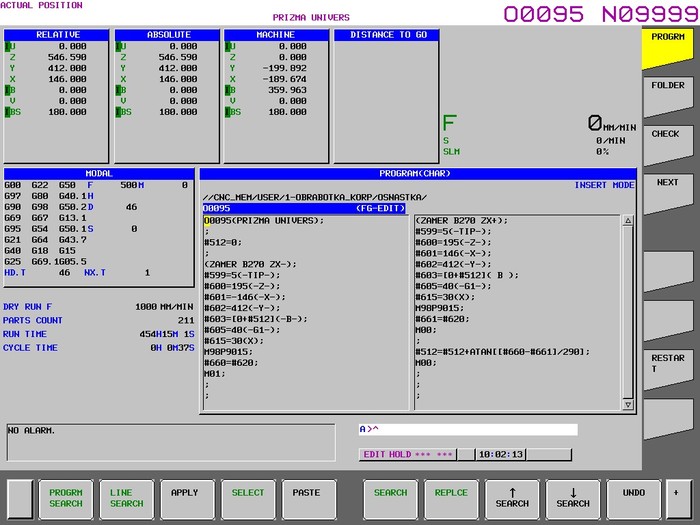
Которая выглядит так:
O8020(Z-X RAS4ET);
(#4 - I X YACH);
(#6 - K Z YACH);
(#18 - R RADIUS DETALI);
IF[#1EQ#3100]THEN#1=#5045(NACH UGOL - A#1);
(#24 X - SMESH);
(#26 Z - SMESH);
IF[#4EQ#3100]THEN#4=507;
IF[#6EQ#3100]THEN#6=506;
IF[#2NE#3100]THEN#1=#2;
#[#4]=-[[#26*SIN[#1]-#24*COS[#1]]](X);
#[#6]=[#26*COS[#1]+#24*SIN[#1]]+#18(Z);
M99;
Получаем набор координат:
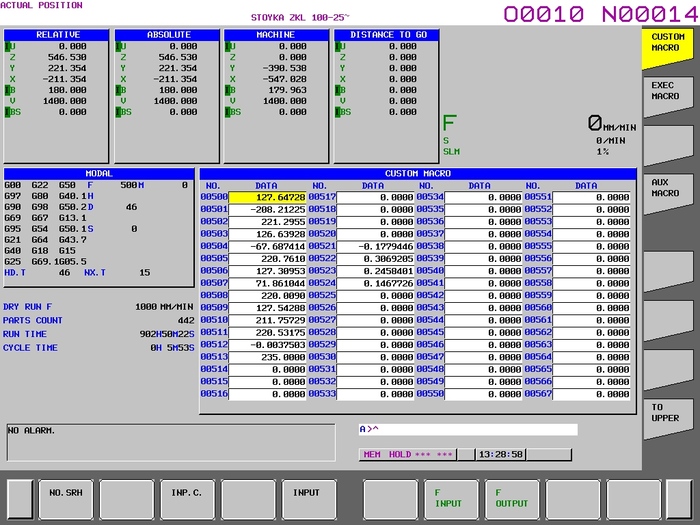
#521-#524 углы поворота стола для каждой из деталей
#500, #503, #506, #509 координаты по оси Z
#501, #503, #507, #510 координаты по оси ХДальше обработка.