
Немного фрезерования
Пришёл небольшой заказ на переоснащение кузнечного цеха штампами для ковки рым-гаек или верлюг(ов?) по причине того что текущие раздолбали.
Дело не быстрое, чертежи 3D-модели, разработка технологии и подгонка программы. Конструирование ведется исходя из представленных образцов (т.н. реверс-инжиниринг) и советских справочников, по сути НИОКР.
Делаю впервые.
Сталь 40Х, инструмент Sandvik, стойка Fanuc 0i-MF, САПР Solidworks + CAM HSM.
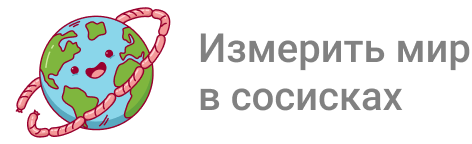
Сначала изготавливаются матрицы.
Сверлим предварительное отверстие сверлом, затем концевой монолитной фрезой ф8 убираем всё лишнее.

Теперь сферической фрезой ф16 с пластинами копаем канавку, обработка на полный профиль но с глубинами по 0.3мм за проход.

Берем сферическую фрезу с пластинами меньшего диаметра - ф10 и убираем все выступы после монолитной концевой но с сохранением припуска.
Повторяем предыдущую стратегию но с уменьшением припуска и шага
И еще раз уменьшаем припуск и шаг,

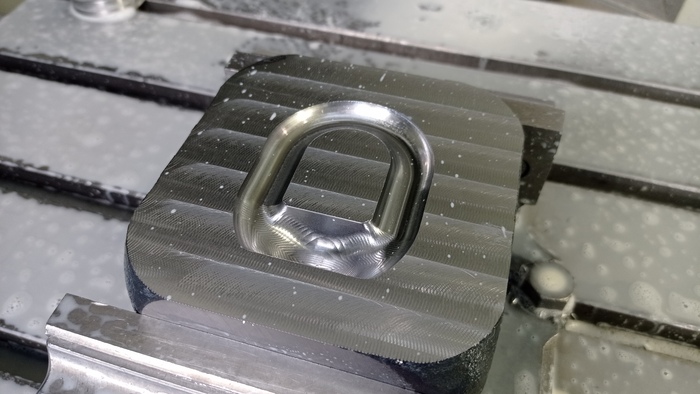
Теперь чистовая обработка, надо сделать максимально гладко.

Дальше сверлим отверстия для штоков и делаем ответного клона.


Отдаём в термичку на закалку, затем в кузню на тестовую ковку.
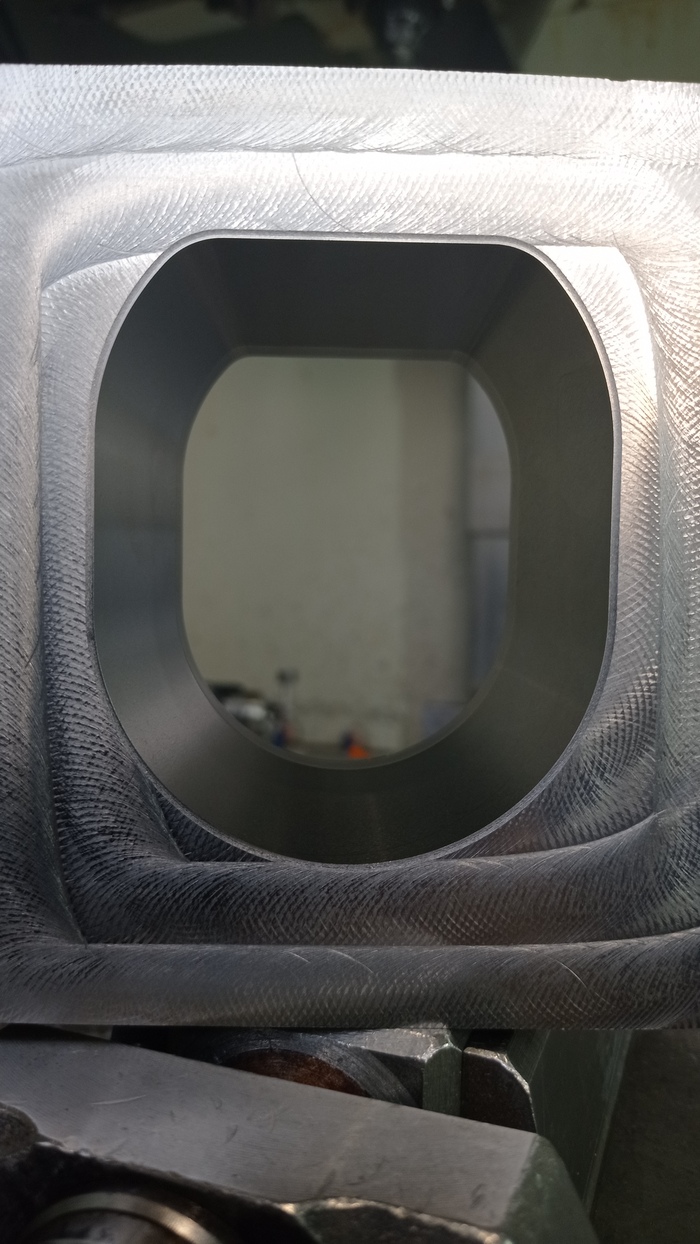
Результат:

Работает.
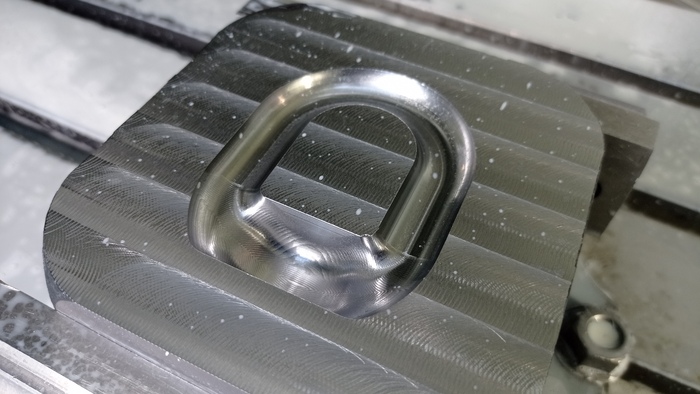
следом нужен штамп для вырубки наружного контура (весь отход/облой срубать).
Вырубной штамп это наружный контур детали, который расширяется под конус, результат:
Далее опять термичка и тестовая вырубка.
После будет изготовление вырубного штампа для внутреннего отверстия.
Показать полностью
11

ЧПУ Дневник. Эпизод 4. Делаем насадку для пылеудаления на станок
И снова всем привет.
Предлагаю всем немного переключиться с негативных новостей и посозидать.
В этот раз снова есть возможность сделать что-то для себя и для станка.
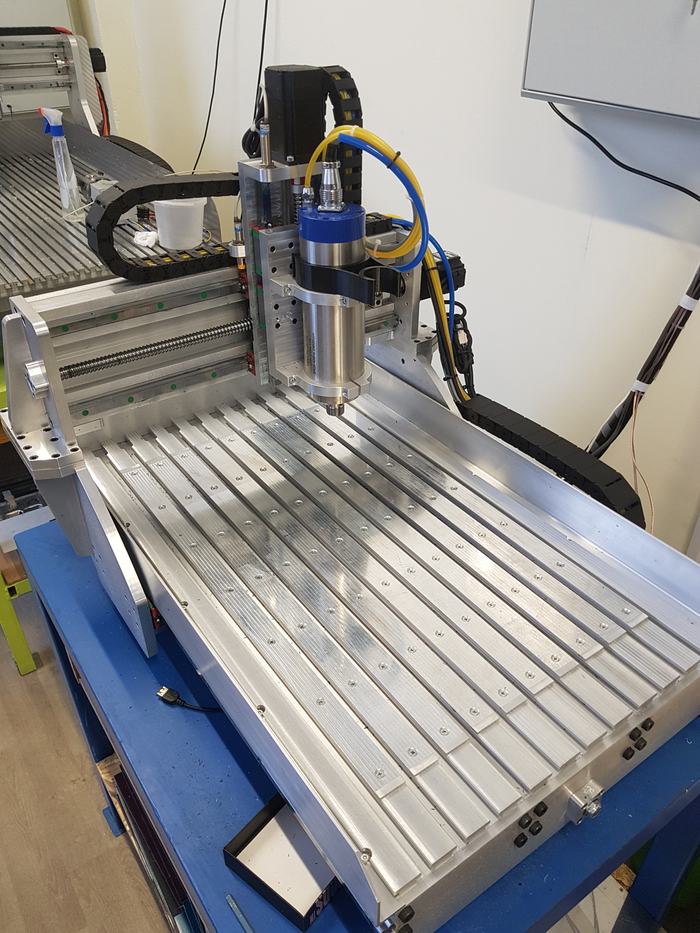
В конце 2021г. года был приобретен станок который продолжает обрастать всем необходимым.
К вопросу пылеудаления я привык относиться достаточно серьезно, т.к. это и чистота станка и чистота пространства вокруг. Или просто потому что я ленивый и не люблю много убираться в конце рабочего дня.
Сегодня будем делать насадку на шпиндель для пыле- и стружкоудаления.
Скажу сразу что делаем вторую версию, т.к. первая мне не понравилась по работе и по высоте просчитался. Была такая. Лежит уже без щетки и резинки уплотнительной.
Будем делать хорошо.
Имеем небольшой вылет шпинделя их хомута крепежного, что несколько озадачивает, но это решаемо. Шпиндель 80мм.

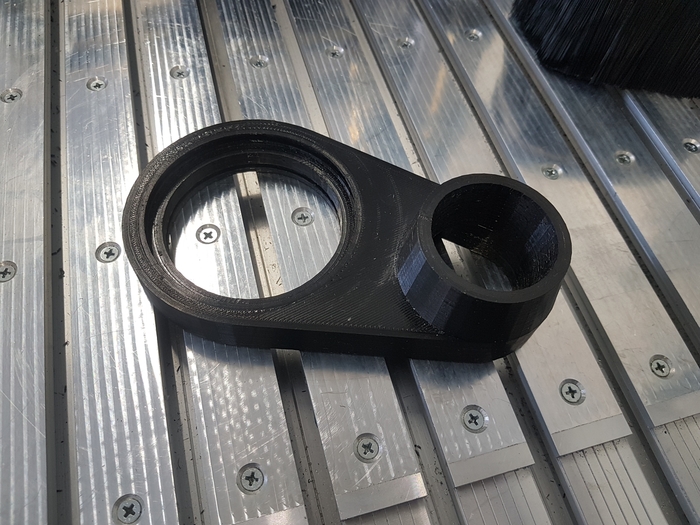
Прикидываем что к чему и накидываем модель. Насадка будет состоять из двух частей - основной что сидит на шпинделе и сменной части со щеткой. Щетки предполагается 2. Одна плавающая, а вторая плотно сидящая.

В разрезе выглядит так. На шпинделе сидит плотно за счет резинки круглого сечения вставляемой в соответствующие пазы.

Для изготовления будем пользовать фанерный 3д принтер.

Грузим модель в слайсер и погнали печатать. Печатаем PETG


Немного терпения и техномагии...


Делаем примерку на станок. Верхний кронштейн был сделан еще для 1 версии, потому в процесс не попал.

Сидит как и должна. Делал ее специально на бок, чтобы габариты рабочей зоны насадки уменьшить и увеличить эффективность. У такого решения есть минус - я в данном конфиге могу вплотную подъехать только к 1 борту - у другого насадка будет мешать. Посмотрю в процессе как покажет себя. Первая версия смотрела четко впереди ни чему не мешала, но и была больше.
Так как на станке предполагается еще обработка алюминия, то необходима еще насадка для работы с СОЖ. В принципе это не обязательно, можно было бы напечатать только еще 1 сменную часть и поливать через отверстие для шланга - этот вариант рабочий, но решил почему бы и не сделать. Печатаем стакан на шпиндель, берем скатерть для стола пока жена не видит))) и крафтим (размечаем, режем, клеим)


Нн выходе имеем такой набор элементов. В сменных насадках использована щетка с алика длиной щетины 70мм. Вставляется плотно в паз насадки без приклеивания.

Данная конфигурация, но в несколько другом размере проверена в работе на другом станке.

При том на этом фото видно что насадка работает тем эффективнее, чем плотнее и больше она прилегает к поверхности. Здесь идет обработка куска полиэтилена 50мм и половина насадки всегда открыта + вакуумные подушки толщиной 30мм, т.е. имеем самый худший вариант для работы системы аспирации и то видно что от зоны обработки дальше стола ничего не разлетается.
Теперь касаемо самой системы дальше насадки. Я использую обычный бытовой пылесос. Предпочитаю данные шведские пылесосы за низкий уровень шума. Знаю что кто-то может топить за строительные пылесосы и спецсистемы, но это мой осознанный выбор. Строительные шумные очень, а с этими иногда станок громче режет чем пылесос работает.
Пылесос работает в режиме "еле-еле" (на пылесосе снят бегунок регулировки силы всасывания чтобы уменьшить меньше доступного минимума))) в напряженные дни пылесос работает не выключаясь и перегрева не было.

По ресурсу пылесоса есть кое-какие выводы. Это свежекупленный новый б/у пылесос. Предыдущий был этой же марки, куплен так-же на А**то за 4000р., проработал в таком режиме более 2 лет. Вскрытие показало что кончились щетки на движке, но менять их смысла не было - выработка на якоре - мама не горюй. Так что пока остаюсь при таких пылесосах, их цена как расходника меня устраивает.
Собственно сами циклоны. Их два - один для всех работ, второй для работы с микартой.
В первом на выходе из циклона для доп. фильтрации установлен нулевик с какого-то мопеда (куплен на алике)


В мешок пылесоса толком ничего не попадает.
И по станку останется финальный босс в виде системы подачи и очистки СОЖ, но об этом далее, т.к. сейчас еще ни хрена не сделано))))


Всем спасибо кто осилил, чет дохерна букоф в этот раз)))
Показать полностью
20
ЧПУ Дневник. Эпизод 3. Пилим шестерни из цветнины
Приветствую всех.
Пришел довольно интересный заказ на пару косозубых шестерней. Изюминка в том, что угол наклона 40 градусов и зубья до безобразия мелкие. Меньшая шестерня имеет диаметр 5,8мм.
Итак погнали.
Берем заготовку бронзы (БРАЖ) и готовим болванку для ЧПУ станка. Уже начал точить и вспомнил что не сфоткал.

На выходе имеем следующее:

Переносим и устанавливаем в поворотную ось на ЧПУ фрезере. В данном случае отсутствие биения важно и потому ее реально выставляем в 0.

Берем фрезу с шариком радиусом 0,25мм. и начинаем медленно и печально сгрызать все лишнее. По причине большого угла наклона зубьев обработка велась вдоль оси поворота, а не вдоль зуба, что было бы правильнее, потому для обеспечения хорошего качества поверхности, после прохода ось поворачивалась на 0,1 градус и так до победного.
Вообще у меня до сих пор до конца не решен вопрос с постпроцессором для станка с 4-ой осью - не все работает так как хотелось бы - если кто шарит и может помочь - буду признателен.
Но мы отклонились от темы. Продолжаем.

Отрезаем и готово. Парная к ней делалась по аналогии. На выходе имеем следующие детали.

Было интересно с ними работать - это самые мелкие шестерни из тех что делал на станке. Больше скажу, что перед изготовлением из бронзы был изготовлен пробник из полиацеталя и передан Заказчику.
И насколько понимаю, что шестерни с большим наклоном зуба классически делаются как-то совсем по другому. Скорее всего нужен не только наклон головы фрезера, но и синхронизированный поворот оси вращения шестерни при продольной подаче. Хотя могу и ошибаться - кто шарит - поправьте если это не так.
Был еще один заказ на косозубые шестерни, угол наклона 50 градусов - Заказчик сказал что долго искал кто такие может сделать. Но они большие - почти 70мм. диаметром.

Спасибо за внимание.
Показать полностью
6

Шестеренки

Пришел друг, принес шестерёнку, ту что посередине - говорит оччччень надо. Встало древнее говно мамонта, в виде станка уф-печати. Сломало зубы одной из шестерен, которые отвечают за "парковку бошек". У меня возможности нарезать такой мелкий зуб нет, поэтому было решено нарезать все три шестеренки входящие в зацепление, соблюдая передаточное число, межосевое расстояние и примерные габариты. В обрезках был маслонаполненый капролон, решили извести на опилки его

Макет согласован, приступаем
Всё получилось удачно, довольные и счастливые "бошки" теперь паркуются всем на радость.
Показать полностью
2
1


Топор "Ворон"

Всем привет! Представляю вашему вниманию очередной топорик не для дров) а для "ролевых игр")))) .....и у каждого эти игры свои...Рукоять использовал такую же как и в предыдущем посте. Так же выполнен с использованием различных чпу. Рукоять смоделирована в зебре и максе. Фотоотчёт:





Показать полностью
5
1
Топор по мотивам Assassin's creed

Всем привет! В этот раз у меня топорик по мотивам Assassin's creed, встречал на пикабу косплейную версию этого топора и решил изготовить что-то похожее, но не копию (чтобы геймдизайнер во сне не переворачивался))))) свиснул немного форму и рисунок на рукояти, а вот голову сделал дерзкой! Конечно этот топор не для дров, а для уничтожения орков! Как обычно моделил в зебре и максе, рукоять изготовлена из ясеня и ни чем пока не покрыта. Небольшой фото и видео отчёт:







Показать полностью
10
1

Если вы профи в своем деле — покажите!

Такую задачу поставил Little.Bit пикабушникам. И на его призыв откликнулись PILOTMISHA, MorGott и Lei Radna. Поэтому теперь вы знаете, как сделать игру, скрафтить косплей, написать историю и посадить самолет. А если еще не знаете, то смотрите и учитесь.
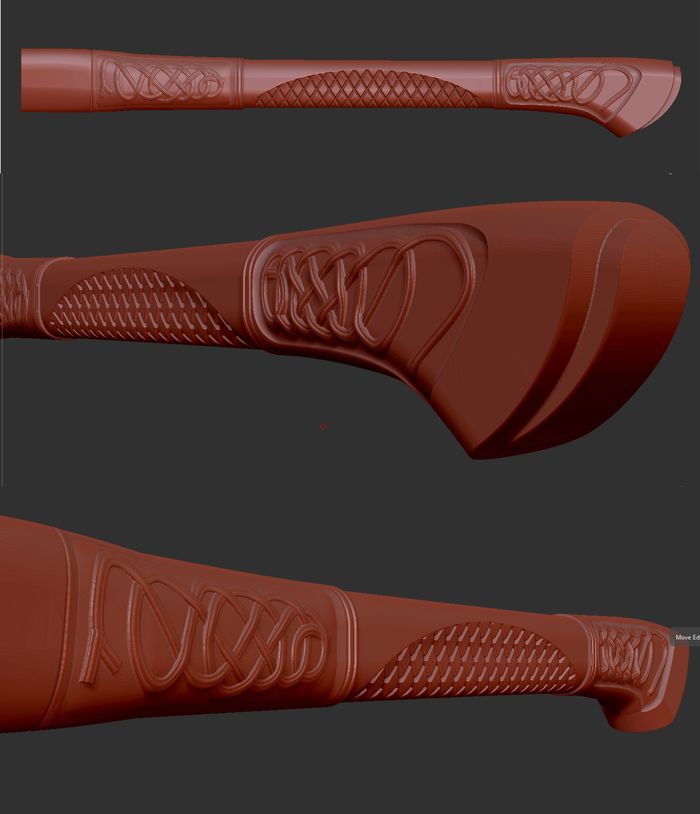
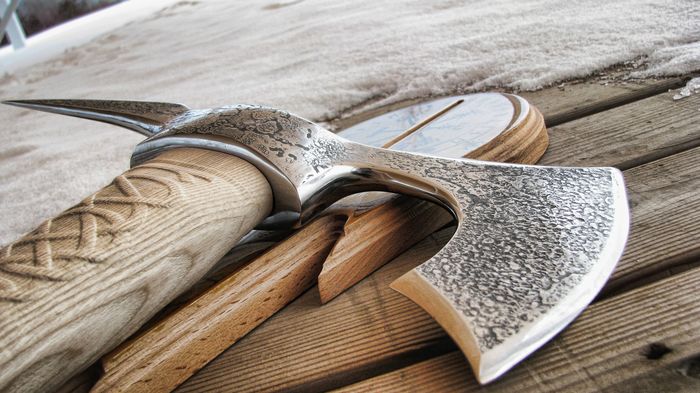
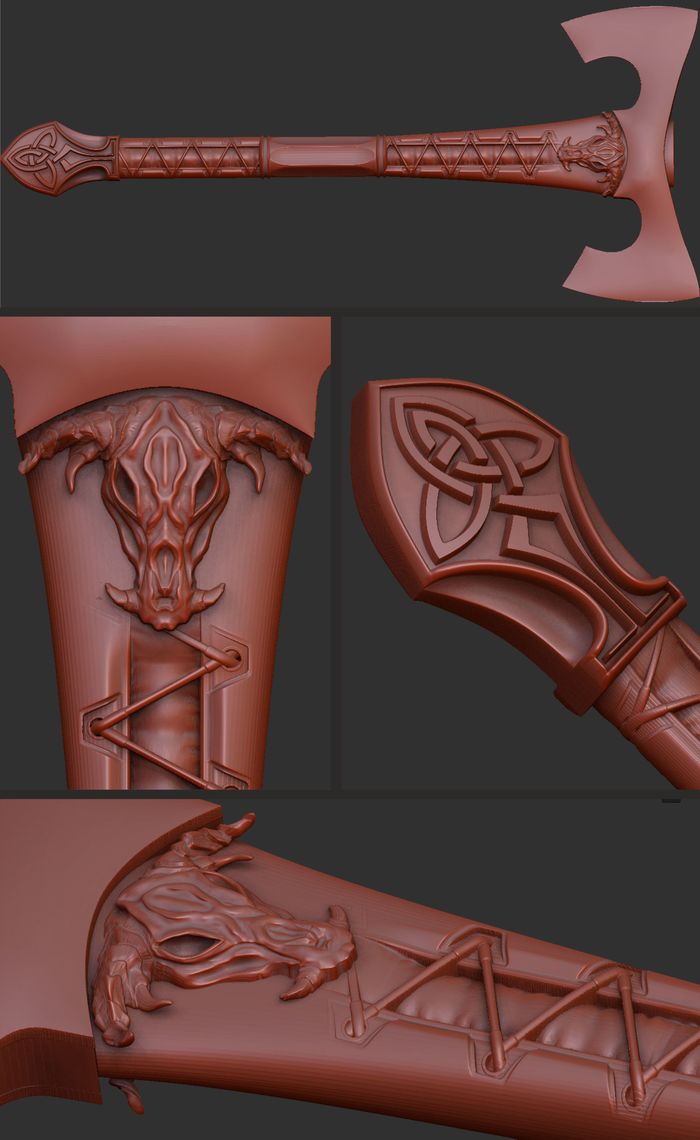
Лабрис "Кельт"

Всём привет! Представляю вашему вниманию очередной топорик. Моделил в зебре и максе. В этот раз использовал ясень, а голова - инструментальная сталь. Ну а дальше мне помог мой самосборный фрезер, но пока zombie I, zombie II - ещё не готов(((( руки до электрики не доходят. Вот небольшой видос и фотки:







Показать полностью
8
1