


Метизы


Показать полностью
2
Посвящаю всем коллегам, чьими спутниками являются эти предметы.
Привет ЧПУшникам!👋
⚙️ Глубокая модернизация станка модели 6662 существенно повысила технологические возможности механического цеха предприятия.
Оператор станка потомственный Сединец Юрий Иванов👍
Всех приветсвую, решил купить для себя станок Токарно-винторезный 16А20Ф3 стойка балт систем NC-201
Давно на них работал и уже не помню как запускать, есть несколько вопросов
1) Запуск станка (о тумблере слева на торце станка знаю), что запускать далее, позиционирование?
2) Как переключить инструмент револьвера
3) Проверить вращение шпинделя
4) Ручное управление
Вся информация нужна для проверки станка перед покупкой, заранее спасибо, фото стойки ниже

Возможно в будущем кому то еще пригодится эта информация, так как на рынке этих станков полно
Всех приветствую.
Сразу хочу предупредить, что новости для большинства маркировщиков, в том числе для hexus16 у меня печальные:
Не даром говорят производители: маркировка алюминия черным цветом на лазере невозможна очень сложна.
По традиции немного теории.

Алюминий обладает:
лёгкостью (плотность 2,7 г/см3);
серебристо-серым цветом;
высокой электропроводностью;
ковкостью;
пластичностью;
температурой плавления – 658°C;
температурой кипения – 2518,8°C.
В отличие от оксидов многих других металлов, оксид алюминия, как и алюминий в чистом виде, тоже, сцуко, серый.
И как ты не грей лазером поверхность алюминия, эта пакость будет либо разрушаться при гравировке, либо немного темнеть при маркировке, но никогда не окрасится в многими желанный черный цвет. Максимум в какие-то темно-серые тона.
Естественно существует много способов окрасить алюминий в черный цвет, например: покраска жидкой или порошковой краской, покраска с применением электрохимического анодирования и черных органических пигментов.
А вот такие вещи, как электрохимическое травление и электрохимическое оксидирование (вариант анодирования) все же так же дадут темные тона серого цвета (в зависимости от оксидной пленки цвет будет тем темнее, чем больше ее толщина), но никак не черный цвет.

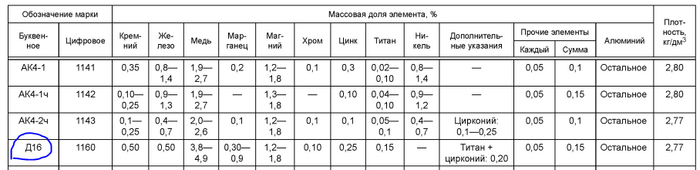
Но все же не так все печально, как кажется. Добавить "черноты" при маркировке могут примеси, которые содержатся в алюминиевых сплавах (Д16, В95 и пр.), такие как кремний, железо и пр. (https://kemerovo.mpstar.ru/info/standarty/gost-4784-2019.pdf)
И как и с аналогичными экспериментами со сталью:
Латунью и нейзильбером:
Так и с алюминиевыми сплавами нужно подобрать режим и ту самую границу перехода маркировки в гравировку.
Я сегодня потратил 5 часов на это, но идеального варианта подобрать смог только на очень сложном режиме с контролем импульса (MOPA). На режимах, схожих без этого контроля получались всратые серые тона.
Начал я с обезжиривания плиты из Д16Т лазером
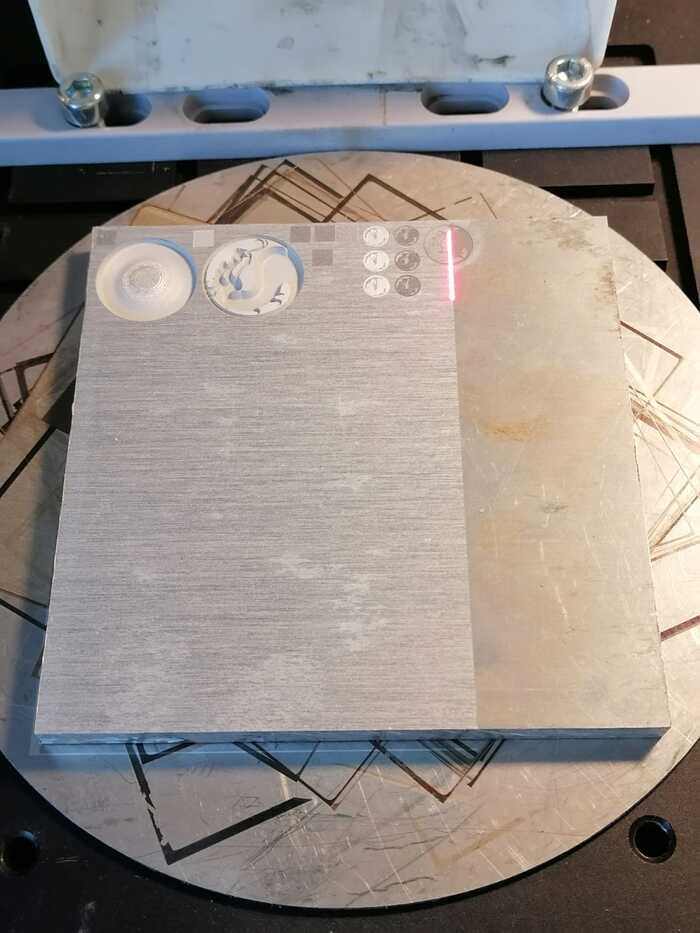
Хотел сначала сразу снять оксидную пленку, но подумал, что эксперимент может затянуться, а алюминий окисляется довольно быстро даже на воздухе.
А потом начал долго и упорно гуглить.
Но не было бы этого поста, если результат так просто можно было бы найти.
Охереть, конечно, маркировщики - это как общество масонов: хрен какую информацию о них самих и их работе найдешь. Я и не нашел.
Поэтому я просто стал долго и упорно играть с режимами.
Но не буду вдаваться в мои мучения, поэтому перейдем сразу к результатам
Напоминаю, у меня станок JPT 30W MOPA M7.
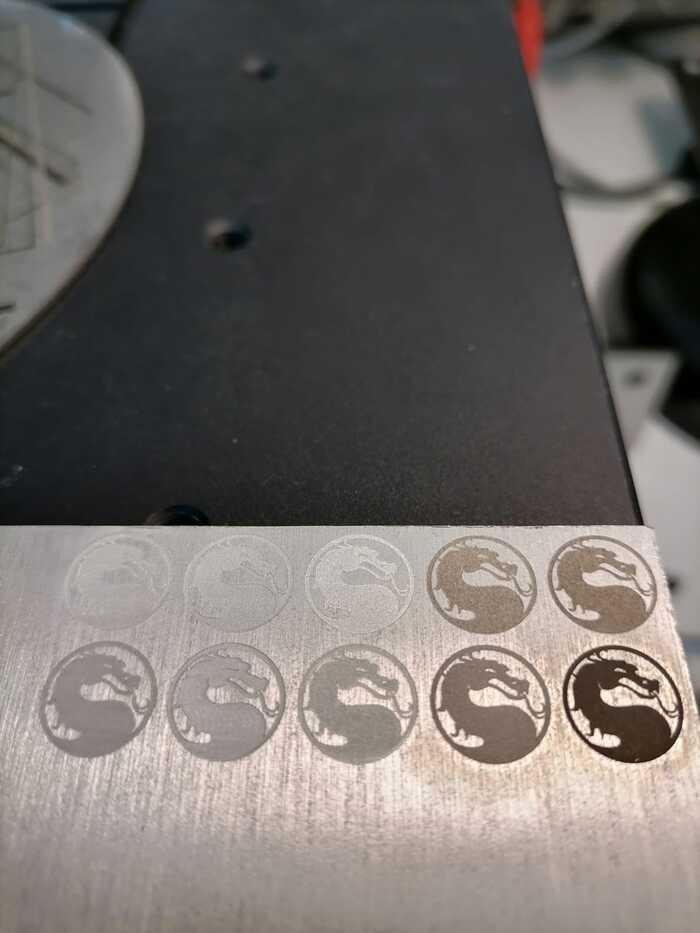
Верхний ряд - испытания на линзе F330 (рабочее поле 200х200 мм). На первые 3 эмблемы слева можете не особо обращать внимания, это гравировка, потом гравировка с чисткой и гравировка с чисткой и полировкой.
Четвертая эмблема - это попытка сделать черную маркировку на частоте 110 кГц (ширина импульса тут 45 нс, но это условно базовая для такой частоты ширина импульса), мощности 95% от номинальной и очень маленькой скорости (10 мм/с). Плотность заливки была чуть меньше пятна луча в фокусе (пятно луча на F330 - 0,06 мм, плотность установил 0,05 мм). Скажу сразу, испытывал на больших плотностях (от 0,04 до 0,005) - эффект еще хуже, а цвет светлее.
Пятая эмблема - частота 1000 кГц, ширина импульса 2 нс, мощность 95% от номинальной и те же 10 мм/с. Явно мощности лазера при таком фокусе недостаточно.
Нижний ряд - на линзе F160 (рабочее поле 100х100 мм). Также на первые 3 эмблемы слева можете не особо обращать внимания, это гравировка, потом гравировка с чисткой и гравировка с чисткой и полировкой (которую я так и не подобрал, кстати).
Четвертая эмблема - это также попытка сделать черную маркировку на частоте 110 кГц (ширина импульса тут 45 нс, но это условно базовая для такой частоты ширина импульса), мощности 60% от номинальной (скажу сразу, если увеличивать мощность - начнется гравировка, и цвет станет светлее, так и в случае уменьшения мощности, но там уже не будет хватать мощности лазера для окисления) и так же очень маленькой скорости (10 мм/с). Плотность заливки была чуть меньше пятна луча в фокусе (пятно луча на F160 - 0,035 мм, плотность установил 0,03 мм). Опять испытывал на больших плотностях (от 0,02 до 0,005) - эффект еще хуже, а цвет светлее.
Пятая эмблема - частота 1000 кГц, ширина импульса 2 нс, мощность 50% от номинальной и те же 10 мм/с.

И это, на самом деле, не черный, а очень темно-серый цвет.
Вариации с дальнейшим увеличением частоты, уменьшением частоты, увеличением или уменьшением мощности, плотности заливки и скоростью перемещения лазера приводили только к более светлым тонам, как и режим "спираль" или "воблер".
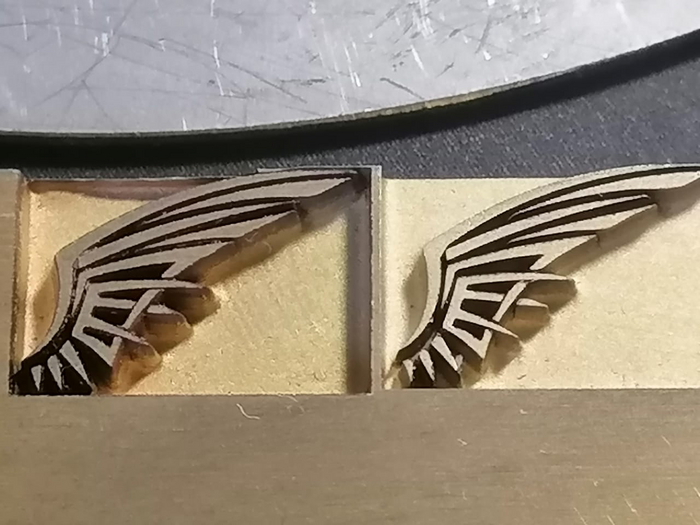
На фотографии ниже приведен еще один пример:
Слева - Д16Т, справа - сплав, похожий на АК12 (на 100% не уверен). Режимы при маркировке одинаковые, но на АК12 цвет явно светлее, что обуславливается различным % содержанием примесей


Ну как-то так.
Потерял девственность с фрезерным станком с ЧПУ.
Это было невероятно!!!
Ни одной фрезы не сломал.
Побоялся делать фрезой Ф1 мм отверстия под дальнейшую резьбу М2,5. Поэтому только разметил. Получится ли впоследстивии обеспечить допуск, если захочу продолжить (деталь снята)?
Испугался отгибающейся оставшейся фольги при фрезеровке обратной стороны. Поставил на паузу, отодрал фольгу. Стало хорошо.

Д16т
Данная тема как бы небольшой анонс для следующей темы (пока не знаю, когда до нее руки дойдут), в которой я постараюсь разобраться с различными способами гравировки заливок (так называемые: однопроходные, прерывистые змейки, сплошные змейки, пунктирные змейки и контурные). Для каких типов маркировок и гравировок лучше применять ту или иную заливу.
Ну а в этой теме на примере гравировки клише для тиснения кожи попробуем сравнить 2 типовых метода такой гравировки (сплошная и прерывистая змейка): скорость гравировки, качество боковых граней, глубина гравировки.
Задача предстояла достаточно сложная: сделать небольшое клише размером 15х10 мм из латуни. Сложность заключалась в том, что в некоторых местах ширина гравировки составляла 0.01-0.02 мм (одна сотая миллиметра!). Глубина гравировки должна быть не менее 2 мм (Если не сложно, могут ли кожевенники это подтвердить? А заодно рассказать о требованиях к качеству поверхностей клише?).
Напоминаю, что гравировку произвожу оптоволоконным лазером, работающим в ИК диапазоне, на базе источника JPT 30W M7 (MOPA) 30 Вт (Не реклама!).
Линза с рабочим рабочим полем 100х100 или 110х110 мм (к примеру F160) по данным разных производителей имеет глубину фокуса (глубину, на которую лазер может выгравировать материал) от 1.5 до 2 мм (при старте из расфокуса можно выполнить гравировку до 4 мм, но с небольшими танцами с бубном, я об этом писал в каком-то старом своем посте) , но диаметр луча лазера в фокусе составляет от 0.03 до 0.035 мм (к примеру https://sharplase.ru/dopolnitelnye-optsii/fokusiruyushchie-l... Не реклама!), что в моем случае не подходит. Но многие, и правильно это, делают клише как раз на таких линзах.
Линза с рабочим полем 50х50 или 60х60 мм (к примеру F63) по данным разных производителей имеет глубину фокуса 1-1.2 мм (какой-же реальной глубины гравировки можно добиться - будем выяснять в этом посте), а диаметр луча лазера в фокусе от 0.016 до 0.018 мм, что то же как бы не подходит, но деваться мне некуда, так как линз с меньшим диаметром лазера в фокусе (для маркираторов) я в продаже не встречал.
Скажу сразу - этот эксперимент с этой линзой (F63) ставлю впервые. До этого пользовался линзой F160.
Рисунок имеет следующий вид
Гравируемое изображение
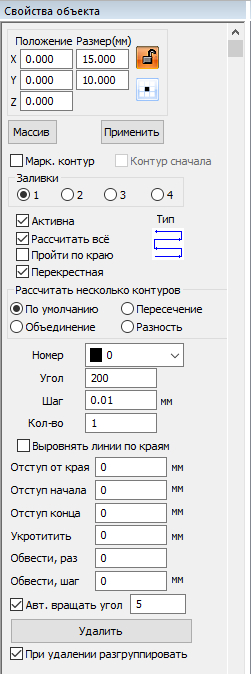
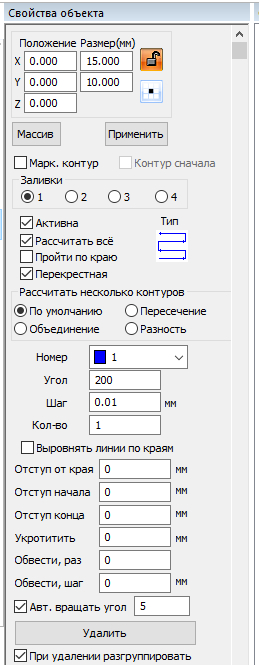
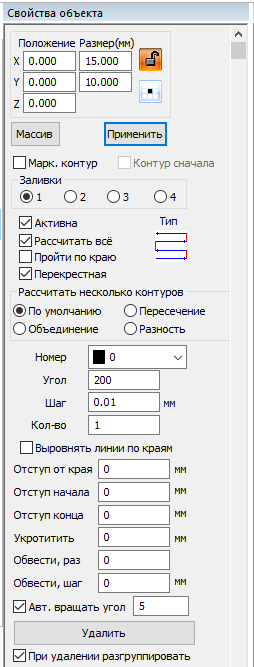
В настройках заливки ставлю шаг 0.01 мм, перекрестный способ и сплошную змейку (жесткий режим, но мне нужно понять, на какую глубину можно забуриться). Так как узких мест у меня на клише много, и во все нужно залезть, делаем поворот после каждого прохода 5 градусов. Создаю еще 2 слоя с углом поворота относительно предыдущего 30 градусов, а также слой чистки. По наитию и опыту буду делать 40 повторов сего непотребства, после чего будет проход сплошной чистки и полировки с шагом уже 0.005 мм (полируется только верхняя грань, так как в расфокусе режим полировки работает плохо. Но качество дна для клише нахрен не нужно). Мощность гравировки ставлю ~ 24 Вт (80% от номинальной), чистки мест гравировки 30%, сплошной чистки 20% (для полировки свои режимы и они тут не так важны).
Гравировка
Чистка
Вот тут наглядно видны узкие места и плотность заливки.
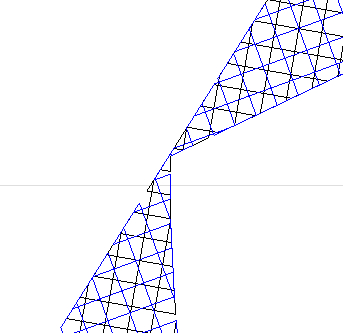
Сетка заливки
Начинаем пилить, традиционно стартовав из фокуса. Видео ускорено в 25 раз.
Специально не стал удалять звуки лазера и ставить музыку, чтоб все почувствовали эти прекрасные трели. Слабонервным следующее видео не смотреть и не слушать!
В общей сложности было произведено 40х2х4=324 прохода, из которых 240 проходов гравировки, 80 проходов чистки мест гравировки, 2 прохода сплошной чистки и 2 прохода сплошной полировки. Время сего непотребства ~ 52 минуты.
Для начала измеряю глубину гравировки
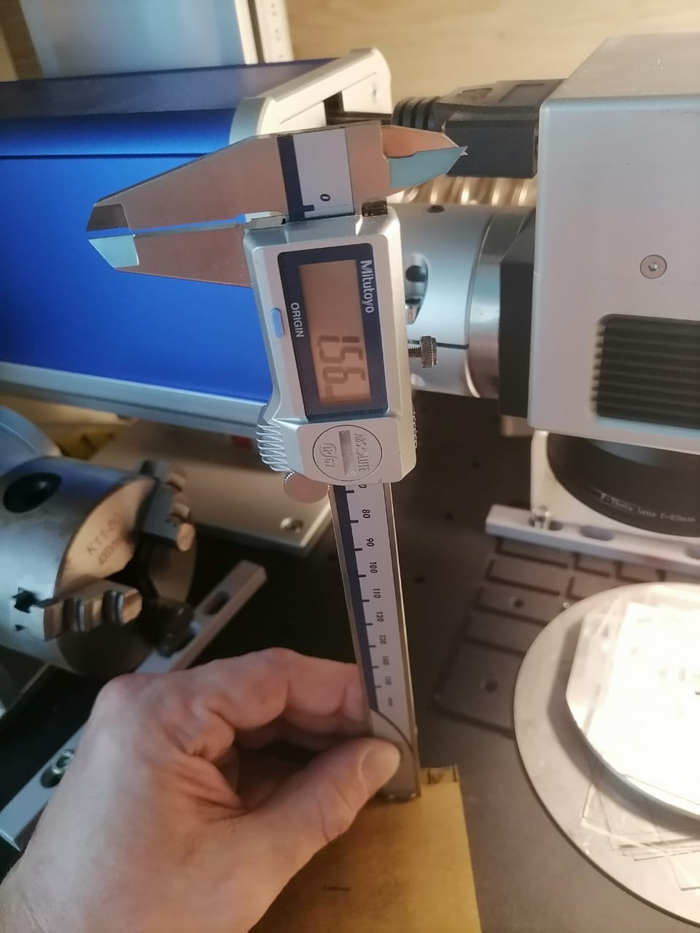
Глубина гравировки при старте из фокуса
Ух ты ж. Целых 1.5 с копейками миллиметра. Меньше, чем нужно, но больше, чем обещает производитель линзы.
Посмотрим в микроскоп.
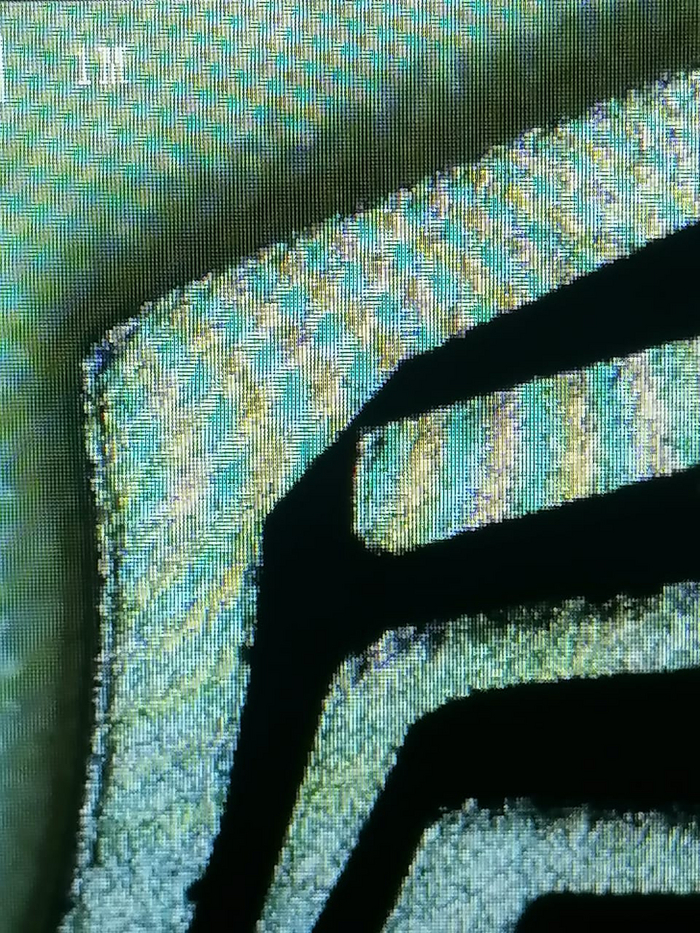
После отмывки Пемолюксом (Не реклама!) и продувки "ротом" (ну нет у меня компрессора со сжатым воздухом) стало немного виднее (да хрен там).
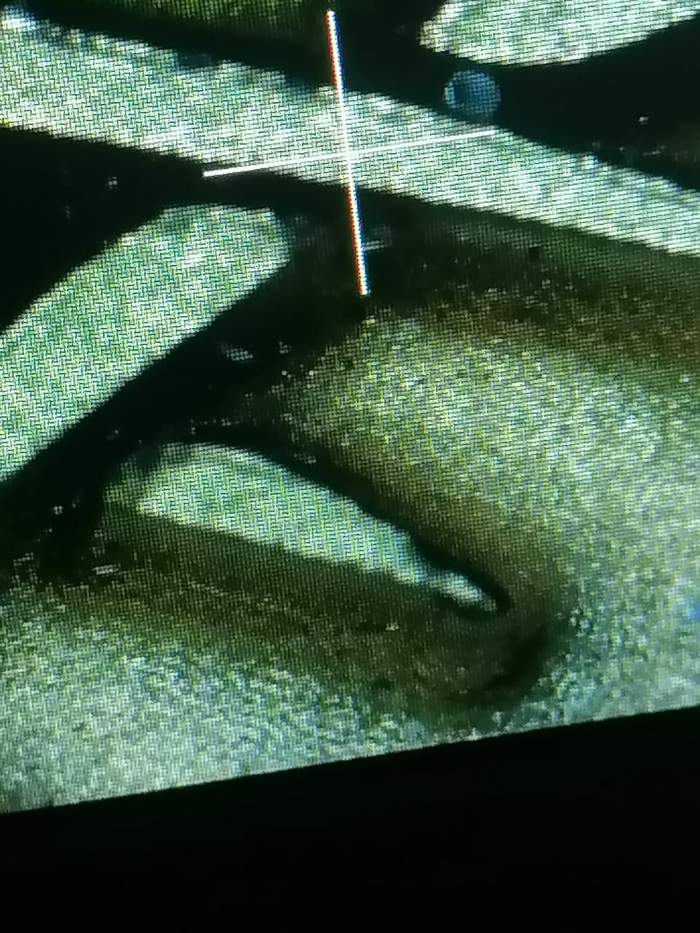

Видно, что верхние грани практически не подпалены, боковые внешние грани чистые, внутренние (узкие) подпаленные.
Ну'с, меняю технологию.
Стартую из расфокуса ~0.5 мм;
Мощность гравировки уменьшаю до 21 Вт (70% от номинальной);
Способ гравировки (и чистки) меняю из сплошной в прерывистую змейку (так во время переходов меньше стартовый импульс и меньше нагрев металла, но подробнее в другом посте)
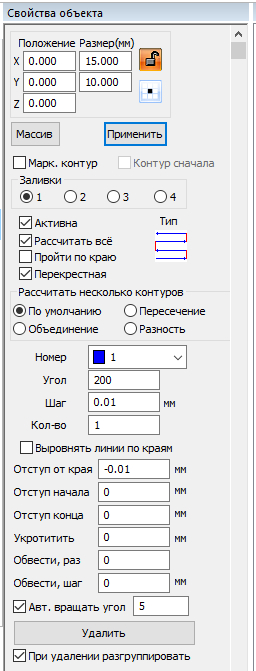
Чистку мест гравировки делаю уже не через каждые 6, а через каждые 2 прохода гравировки с отрицательным припуском 0.01 мм.
Последние проходы чистки и полировки повторяю 2 раза и уже с шагом не 0.005, а 0.003 мм.
Новая гравировка
Новая чистка
Соответственно, увеличиваю количество повторов, чтобы количество проходов гравировки было уже не 240, а 360 (180 повторов циклов перекрестной гравировки).
Повторяю процесс (полное видео уж снимать не буду, но на первых ~ 5 проходах лазер еле-еле слизывает металл, так как стартует практически за пределами верхней границы глубины фокуса. Потом уже процесс ускоряется до момента вхождения обрабатываемой поверхности в фокус, а потом стандартно замедляется как и ранее). Процесс идет значительно медленнее из-за способа заливки (прерывистая змейка вместо сплошной). Ну и понятно, что увеличено количество повторов проходов чистки.
Где-то на 160 проходе я увидел, что те самые узкие места все равно забиваются шлаком (А все потому, что не остается места для выхода шлака. Лазер запекает его обратно). Но эксперимент надо закончить.
Где-то на 350 проходе (из 360) лазер латунь уже начал лизать, а не гравировать (расчет мой в необходимом количестве проходов был почти идеально точным), но останавливать его я не стал. Хоть микроны, но пусть снимает.
Общее время этого действия составило уже 2 часа 10 минут.
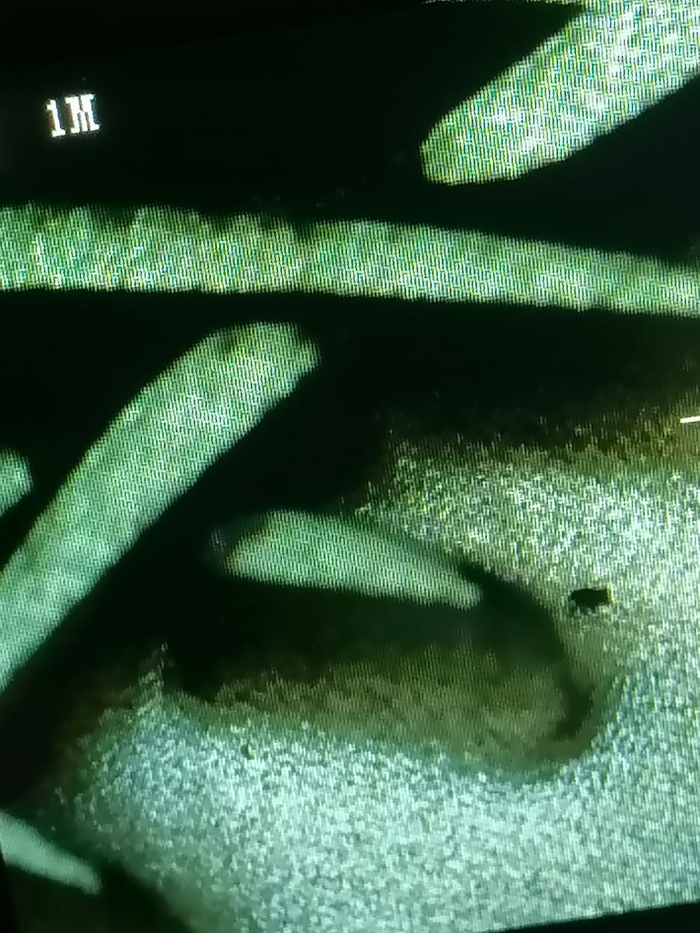
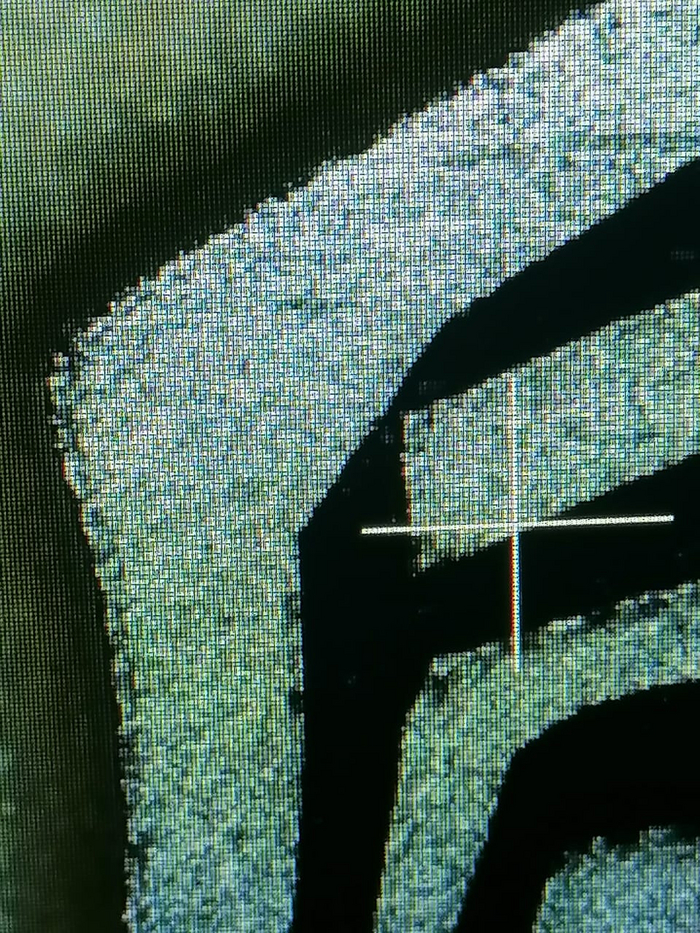
Измеряем глубину

А что с качеством (после промывки с Пемолюксом и продувкой ротом)?
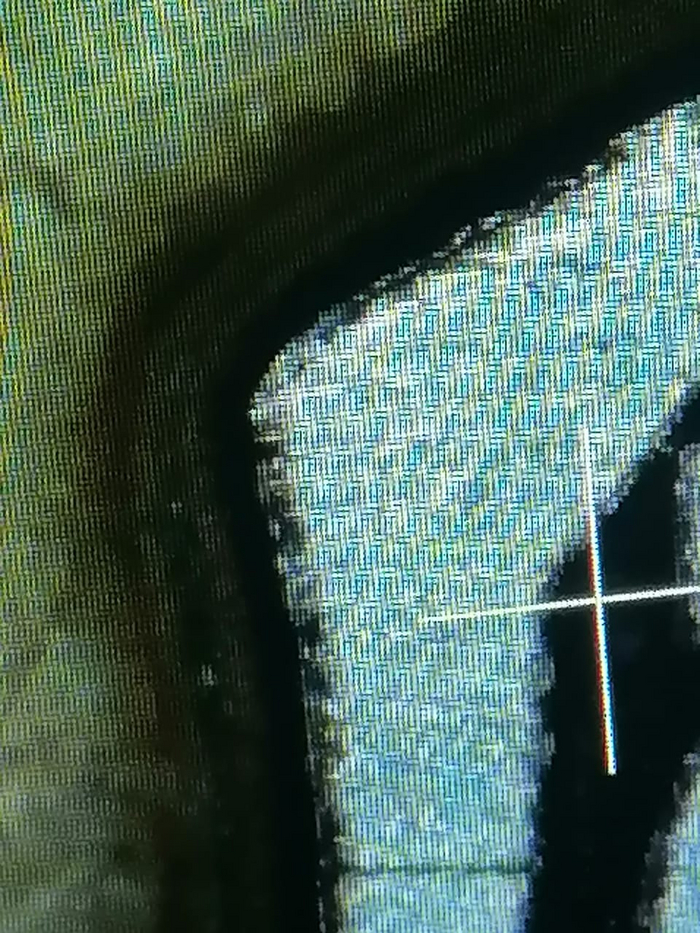
Верхние грани подпалены уже сильнее. Причина - старт из расфокуса.
Шлак из узких мест никуда не делся, так как уже выше писал: все потому, что не остается места для выхода шлака. Лазер запекает его обратно.
Максимальная (?) глубина гравировки на линзе F63 c заявленной глубиной фокуса 1 мм составила более 2 мм.
Сравним результаты.
Какие могу сделать выводы я?
Если очень нужно, то можно заглубиться больше чем на глубину фокуса;
Для гравировки узких мест нужно искать режимы лазера или иные способы для удаления шлака при гравировке. На мой взгляд должно оставаться как минимум 0.2-0.3 мм для нормального удаления шлака без танцев с бубном.
А подойдут ли такие клише для тиснения кожи, сказать смогут лишь только кожевенники. У меня, к сожалению, нет кусков светлой кожи, а клеймо на своей заднице я ставить не хочу.
Кстати, а какие все-же материалы для клише вы считаете наиболее правильными? Латунь, авиационный алюминий или нержавеющую сталь? Или все же магниевые сплавы?

Ищу токарный станок или токаря для доводки заготовок.
Взять с собой побольше вкусняшек, запасное колесо и знак аварийной остановки. А что сделать еще — посмотрите в нашем чек-листе. Бонусом — маршруты для отдыха, которые можно проехать даже в плохую погоду.
Для этого вам потребуется:
- кусок дюрали,
- ЧПУ станок......
Ну, а если серьезно. То чпу фрезер я хотел давно. И когда в доме или машине что-то ломалось. То я представлял, как с лёгкостью я бы мог выточить поломанную деталь, если бы у меня был станок. Так прошло лет 10 наверное, я женился, появились дети. А станка у меня так и не было. При чем дело было даже не в деньгах. А скорее в приоритетах.
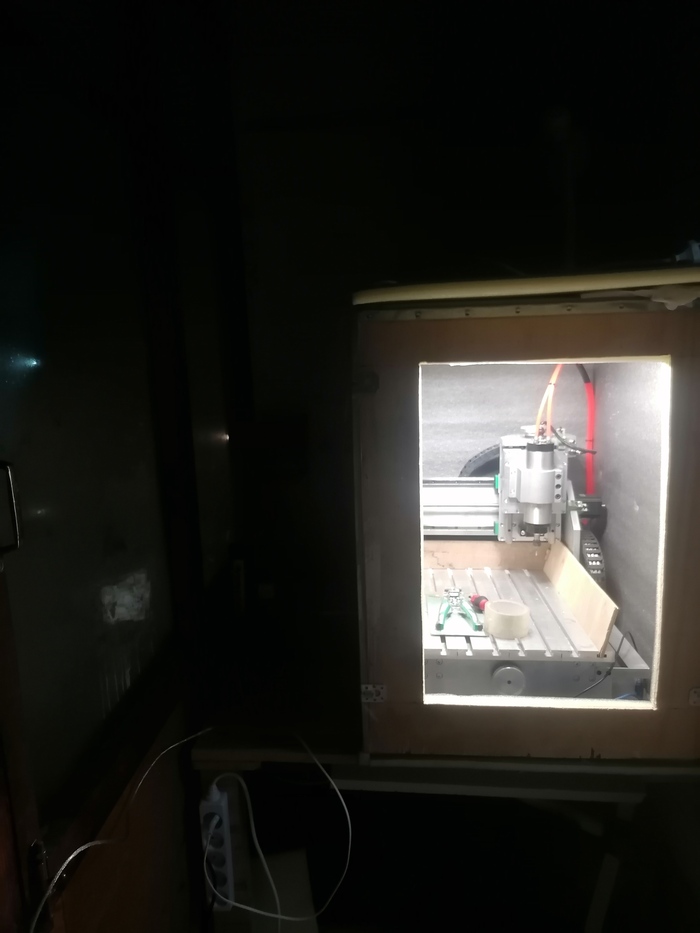
Я хотел отлить станину из полимер гранита и собрать все остальное на китайских комплектующих. Для этого нужно было место где это все делать, а гараж у меня нету.
И вот перед новым годом я увидел в продаже станок на алюминиевой раме за разумные деньги иии... Купил. Жена конечно не очень обрадовалась новому члену семьи). И стоял он первый месяц в коридоре, где об него все спотыкались. Потом я смастерил ему "домик" и пересел ил его на балкон.
По началу пилил только деревяхи, и пытался гравировать медь. Из фанеры хотел сделать форму для литья полиуретана, чтобы отлить успокоитель цепи на мотоцикл. Но мотоцикл внезапно поменял на другой и успокоитель стал не актуален и я забросил станок на несколько месяцев.
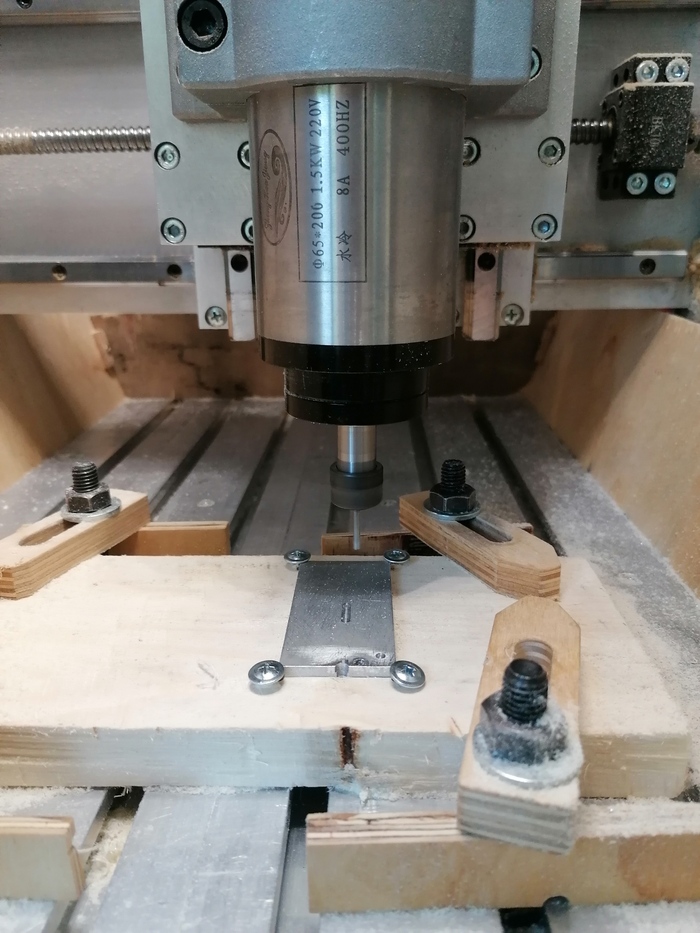
И вот решил я попробовать пилить люминий. А что пилить? Есть у меня пневматическая винтовка, которая тоже уже не используется лет 5. Решил сделать для неё спусковой крючок и перенос спуска переделать.

И все, идеи чего пилить опять закончились. Тогда решил я себе сделать брелок, заодно опробовать фрезы по алюминию и "пощупать 3д фрезерование".




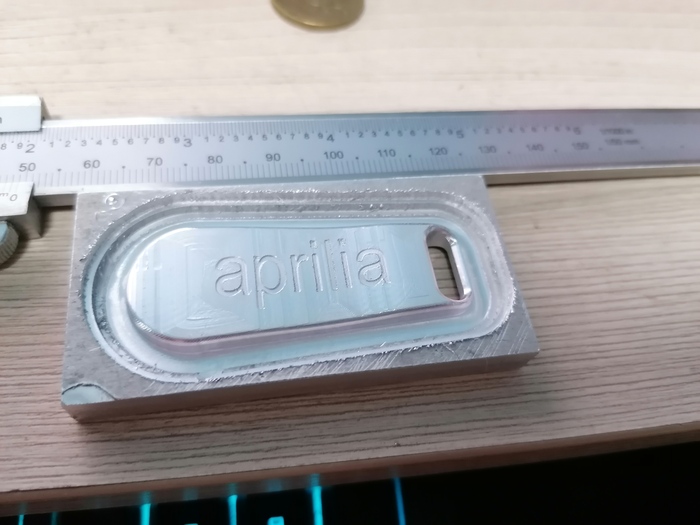


Такая вот проба пера...
Хочется конечно монетизировать свое хобби, но пока не придумал как. На услугах, без опыта, ссыкатно. А свой продукт я пока не придумал).






