друзья! кто ждал сборки сегодя! приношу свои извинения! забухал( увы( сборка и запуск будут) но позднее, закуплен мерительный инструмент, насмотрена тонна ютуба, сборка обещает быть максималъно инфонмативной и лулзовой)
оставайтесь на связи
всем боброф и котов
собаки уходите я вас не люблю, вы кошек рвете(
1/6
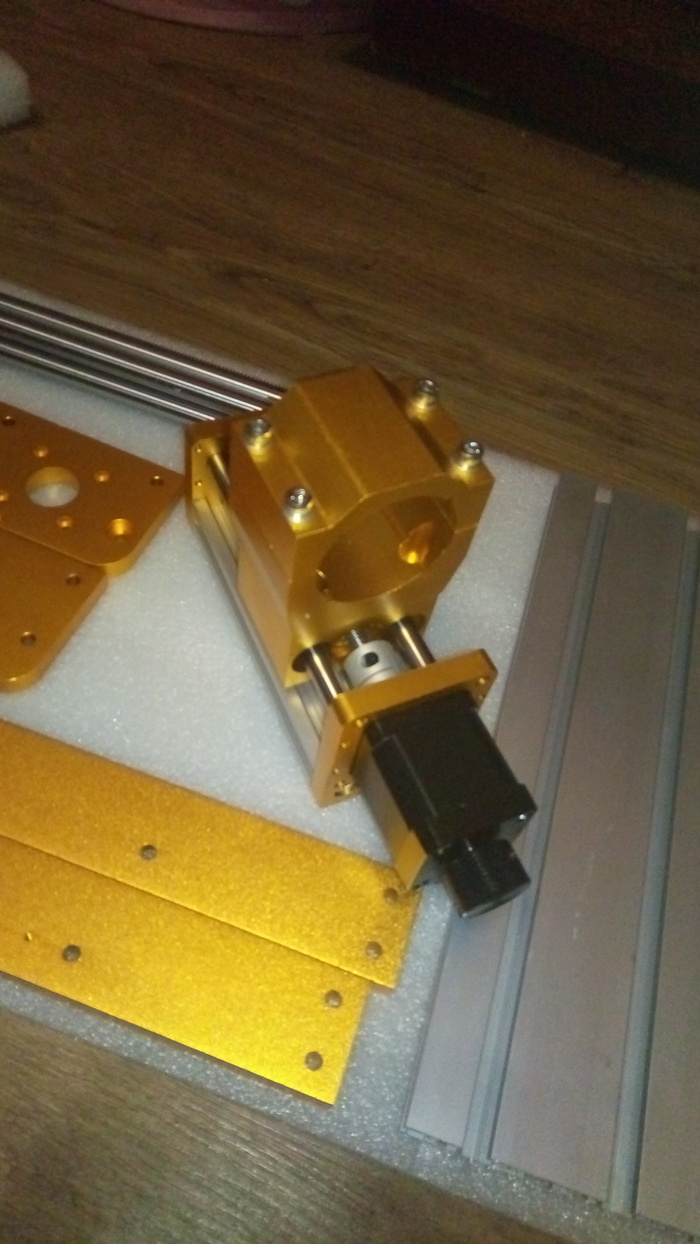
купил станок с алика. еще не собирал. хвастаюсь) жду напутствий, хейта, лулзов. всем мир и добро.
После ряда вопросов решил добавить еще пост о том, как делают ватные палочки.
Местами технологии схожи, но есть нюансы. Честно говоря, я использую пикабушные посты для упрощения работы с клиентами. :) Часто проще скинуть несколько ссылок на эти описания, чтобы человек понял базовые принципы того, что он хочет сделать и осознал куда придется влезть. Почему-то существует уверенность, что разные простые вещи делаются просто. Нет, это так не работает.
ВАЖНО! На фото и видео в основном процесс настройки оборудования, именно поэтому палочки рассыпаны на полу, на столах, в разных коробках. :) Не надо писать про ужасную нестерильность и грязные палочки. Это настройка. Все палочки потом пошли в печку кроме образцов, которые я себе отобрал. На производствах (и в Китае и в России) чистота и порядок.
Итак. Заказчик попросил оборудование для производства ватной палочки. Бывает она в основном пластиковая и деревянная. Есть еще бумажные варианты и прочая экзотика, но об этом не будем. Коротко обрисую 2 цикла подготовки заготовки из дерева и пластика, потом они все сходятся к одному станку. На видео везде убрал звук, информации аудио нет особой, а вот подскочить от внезапного визга пилы можно.
Дерево.
Берем березовые чурки и варим их долго и упорно в горячей воде по специальному секретному алгоритму. На фото внизу один из вариантов варки, снято на китайском заводе.
Один из вариантов варки (снято на китайском заводе)
Затем распаренные чурки очищаются от коры и идут на лущильный станок, который превращает их в ленту толстого шпона.
Шпон идет на рубочный станок, который из него делает плашки одинакового размера.
Нарубленные плашки сушат в сушилках, затем отправляют на фрезерные станки, где с помощью пары фрез из плашки получают круглую заготовку заданного диаметра.
Заготовка идет в шлифовальную машину фрикционного типа, где в процессе трения друг об друга палочки становятся гладкими, убираются торчащие волокна и прочие мелкие огрехи.
Затем заготовка нарезается на автоматической пиле на нужный размер и прогоняется через механический сортировщик, где отсеивается короткая, длинная и ломаная заготовка.
Автоматическая пила для нарезки заготовки зубочисток, ватной палочки.
Итак, мы получили деревянную заготовку. На самом деле процесс более сложный, нудный, писать о нем можно долго, но для общего понимания этого достаточно.
Пластик.
Для получения пластиковой заготовки ватной палочки применяется специальный экструдер с блоком нарезки. Ниже приложу видео работы такого агрегата. В Китае мы заказывали станки для производства ватной палочки и экструдеры на одном заводе, поскольку агрегаты взаимосвязаны и завод одновременно выпускает и экструдеры и линии намотки, формируя готовую линию под требования заказчика. Тут все более-менее просто, в экструдер засыпаем пластик в гранулах и добавки, на выходе получаем нарубленную в размер заготовку. Диаметр заготовки можно регулировать в некоторых пределах (один экструдер может выдавать и 2 и 2, 5 и 3 мм палочку), длина регулируется в очень небольших пределах. В принципе, сам экструдер - штука универсальная, при замене головы на выходе (фильера) можно и трубочку для коктейля делать, но вот блок нарезки придется изготавливать уже другой.
Итак, у нас есть заготовка, пластиковая или деревянная, нам надо из нее сделать ватную палочку. Мы заказывали универсальные станки, которые могут работать и с пластиковой и с деревянной заготовкой. Разница на начальном этапе. Вате надо как-то зацепиться за кончик палочки, чтобы намотаться и создать головку. Для этого на дерево наносится клей, а пластиковая палочка проходит мимо термоголовки, которая подплавляет пластик и на кончиках палочки формируются заусенцы, за которые цепляется вата.
В бункер станка загружается заготовка. На фото березовая, но может быть и пластик. Кстати, о березе. В Китае 99,9% ватной палочки на древесной основе делается из бамбука. Нам пришлось долго и упорно искать в Китае завод, где нам сделают заготовку нужного нам размера из березы для тестирования станков, поскольку отправлять такой объем в Китай из России - тот еще гемморой. Нашли на севере завод зубочисток, у которого на складе завалялись фрезы под нужный диаметр и там заказали заготовку.
Сами станки весьма не маленькие и места занимают прилично.
Тут 2 линии, в принципе одинаковые, но одна настроена под пластик, вторая - под дерево.
Я видел станки немецкого или шведского производства, они компактнее, работают быстрее, но стоят раз в 5-10 дороже и очень требовательны к качеству заготовки. Вообще легче всего работать с пластиком. Он стабилен. Дерево, как ни старайся, все равно гуляет по размерам и геометрии заготовки. А любые отклонения приводят к проблемам в работе станка. Китайцы говорили, что на пластике один человек может контролировать работу 2-3 станков, а если дерево - только один станок.
Самая сложная и нудная в настройке часть - блок намотки. Вот тут надо упомянуть одну особенность. Станки изготавливаются под четкий конкретный диаметр заготовки! И если длину еще как-то можно отрегулировать на пару миллиметров, то диаметр заготовки один! Прежде, чем заказать станки, надо четко понять и выяснить с каким диаметром заготовки планируется работать. Дело в том, что вырезы на колесах, которые передают заготовку, вырезы на транспортировочной цепи, звездочки в механизме, размеры пневмозахвата - все это делается под один размер. И перенастроить станок с 2 на 2, 7 мм, например, не получится.
1/4
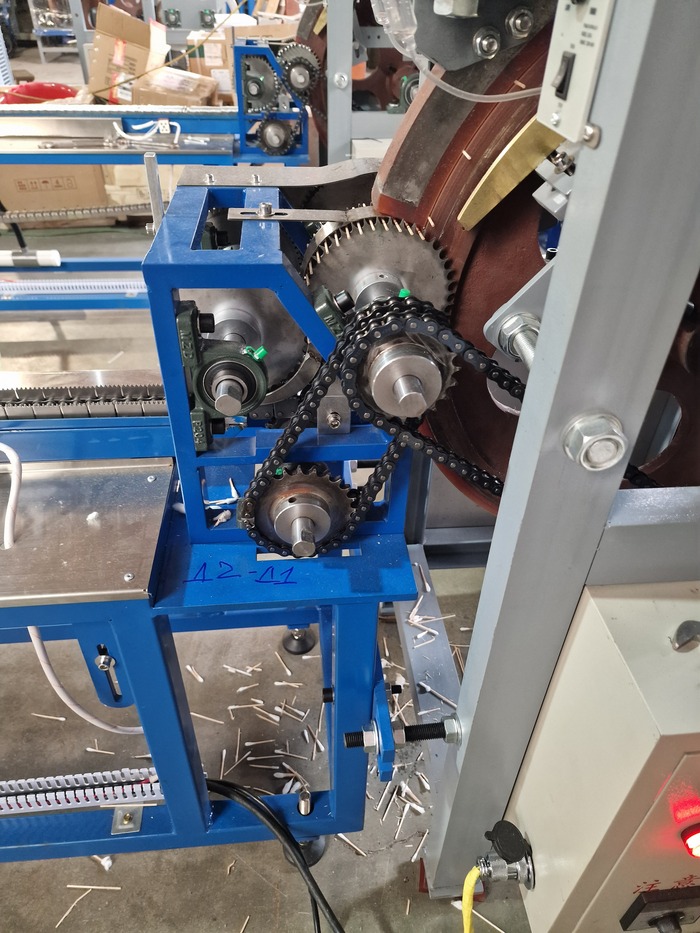
И так, как это работает. Палочку из бункера подхватывает колесо с вырезами, передает на второе такое колесо, в процессе заготовка выравнивается, проходит через механизм клеенанесения (валик с клеем) для дерева или термоголовку для пластика. Затем попадает между неподвижным основанием и колесом, которое прокатывает ее между лентой и подаваемой сверху ватой. Вату в виде жгута затягивает специальное устройство сверху, которое ее разлохмачивает и разравнивает. Вата наматывается на вращающуюся палочку и формирует головку, затем сверху ватная головка смачивается специальным составом, который склеивает волокна и не дает ватной головке разлохмачиваться. Система звездочек подхватывает сырую палочку и укладывает ее на специальную зубчатую ленту - цепь, по которой палочка ползет дальше.
Так выглядит транспортировочная цепь. На фото 2 фрагмента под разную палочку. И тут становится понятно про диаметр заготовки, На фото видно, что вырезы отличаются по размерам и шагу между ними.
Палочка ползет по транспортеру в зону сушки.
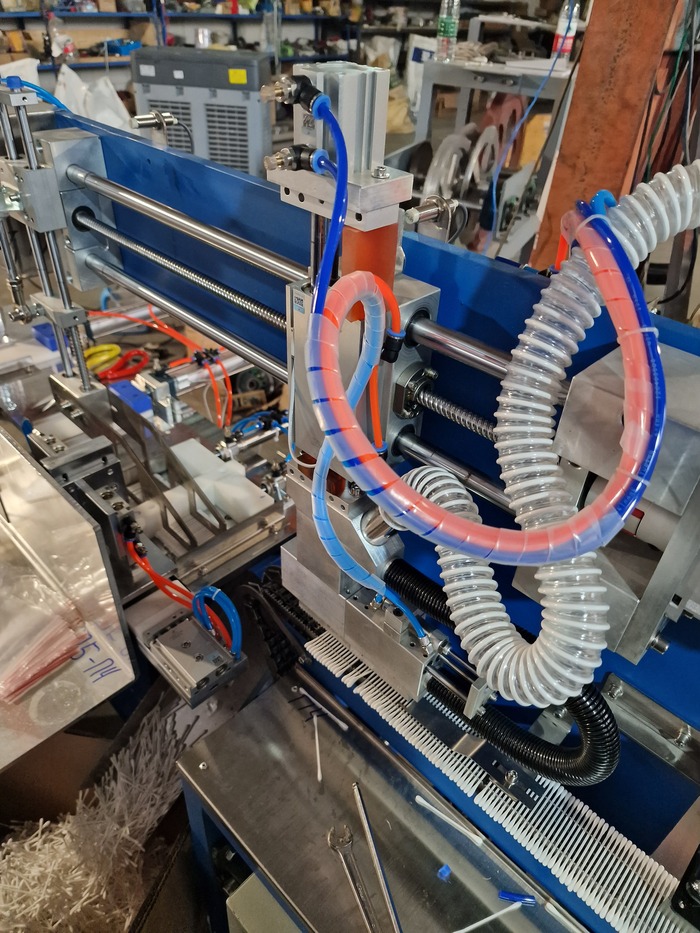
Перед сушкой специальные пластины с пневмоприводом выравнивают заготовку.
Затем процесс сушки. Тут влажные ватные головки подсыхают и палочка готова к упаковке. Вот тут кроется еще одна засада. Если палочка деревянная, то особых проблем с температурой нет, а вот с пластиком приходится повозиться, если слишком поднять температуру, сама пластиковая палочка размягчается и гнется, идет брак.
Ну а дальше высохшая палочка попадает в блок упаковки. Эта часть станка изготавливается под заказ, в зависимости от того, как планируется упаковывать палочку. Есть станки полный автомат, которые в конце сами формируют пакеты, сами туда палочку складывают и запечатывают. есть упаковка в пластиковые коробки, прямоугольные или цилиндрические. Все это надо продумывать перед заказом. Эти станки были сделаны под упаковку в зип-пакет по 100 штук с ручной подачей пакета (оператор одевает пакеты на устье упаковщика и туда заряжаются палочки по 100 штук).
Ну и просто общее видео работы линии, чтобы было понятнее все то, что я понаписал выше. :)
В общем, постарался более-менее простым языком описать процесс. Видео не слишком красивые и постановочные, снимал все на заводах в процессе работы, но общее представление дают. Понятно, что все описано схематично, но если буду все подробно расписывать, не только лишь все дочитают до конца. :) Но, надеюсь, кому-то было интересно почитать как на самом деле не просто то, что кажется простым. И, кстати, в Китае на заводе мне показали образцы ватной палочки, под которую они делали станки (фото не нашлось у меня к сожалению) и я офигел от разнообразия и полета фантазии заказчиков, чего там только не было, больше 20 форм и размеров точно.
Декабрь, как правило, месяц загруженный, новый год, все хотят сделать необычные подарки для близких, коллег и может даже для себя. И специфика моей мастерской, это срочные необычные и как правило совсем разные заказы. Декабрь был настолько загруженным, что мастерская практически была завалена готовой и в процессе производства продукцией. А так же разным мусором и отходами производства. И после отпуска в новом году, который было с решено продлить до 15 января. Наводить порядок, ремонт и т.о. в большинстве своем, самодельного оборудования, заканчиваю только сейчас, текущие заказы продлевают этот процесс. Поэтому и фото с декабря только сейчас.
В декабре были закончены 2 конструкции для кофемашин самообслуживания.
Модели лавочек для литья из чугуна. 3d фрезеровка на чпу. Всего две модели, правая и левая сторона лавочки, и каждая разбирается на две части (специфика литья)
Не меньше 6 огромных шкатулок из массива сосны. С гравировкой по средней линии на чпу.
Делал фасады из алюминиевого профиля впервые. Не очень интересная работа, больше не берусь.
1/2
Подоконники. Которые кажется пережили окончание ремонта.
1/2
Часы из 20й трубы и имитацией старого паркета или что то отдаленно похожего по ТЗ
Стойки для эконом панели, панель была предоставлена заказчиком.
На этих панелях была опробована технология покраски букв внутри, после гравировки. С учётом что цвет можно сделать любой, считаю что намного интересней лазерной гравировки.
Это пробники.
Сломался циклон и вокруг творится просто нечто. В пыли абсолютно все вокруг, главное красить там же, это особый вид мастерства))
Из мелочей научился гнуть трубу в практически ровный круг без трубогиба, который оставляет вмятину внутри трубы и не дает точного радиуса для сварки в круг.
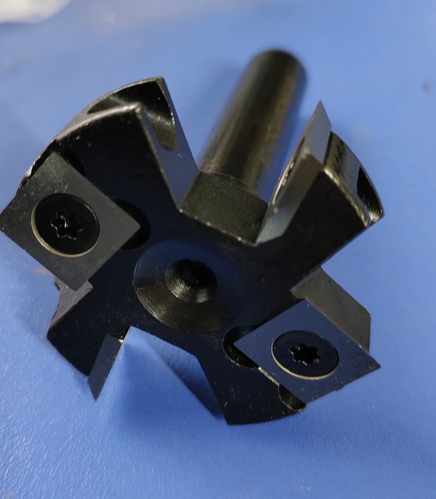
И опробовал недавно приобретенную фрезу на капе карагача со смолой.
1/2
Ещё для одной самоделки научился делать нужные мне шестерни. Это опытный образец.
В данный момент стараюсь подружить флянцевый двигатель в замен старого обычного, на самодельном циклоне,который скончался от прошлой жизни на улице, и легче чем я думал, был добит ушм и молотком, просто снять крыльчатку я пытался раз в десять дольше чем сотворил это безобразие на фото)))
Выложил скорей всего не все интересное что происходило. Но загрузка изображений сюда, мне кажется довольно неудобной, поэтому и тыкнул только на то что на глаза попалось.
Такую задачу поставил Little.Bit пикабушникам. И на его призыв откликнулись PILOTMISHA, MorGott и Lei Radna. Поэтому теперь вы знаете, как сделать игру, скрафтить косплей, написать историю и посадить самолет. А если еще не знаете, то смотрите и учитесь.