


Бесколлекторныи мотор - 2 часть - Старт, обороты, время!

Показать полностью
1
Предлагаем вашему вниманию видео о российском станке "Саста" из линейки фрезерных станков: широко-универсальный фрезерный станок мод. 6820Ф1
Ниже предлагаем вам текстовый вариант с фотографиями:
Широкоуниверсальный фрезерный станок мод. 6820Ф1 является разработкой завода "Саста" и полностью изготавливается на заводе. Все литые корпусные детали, включая станину, колонну, стол, корпуса поворотной головки отливаются на собственном литейном заводе и проходят механическую и термическую обработку на площадях "Састы". Также на площадях "Састы" осуществляется изготовление защиты станка, корпусов электрошкафа и пульта управления, производится электромонтаж.



Станок 6820Ф1 – это универсальный фрезерный станок с УЦИ, который по своей кинематике является аналогом известного советского широкоуниверсального фрезерного станка 6Р83Ш. Он подходит для решения большинства задач, связанных с обработкой деталей размерами до 2000 мм в длину и до 530 мм в ширину из стали, чугуна, алюминия в условиях единичного, мелко- и средне-серийного производства.


Станок оснащен угловой головой с возможностью поворота в двух плоскостях, что позволяет вести обработку детали под настраиваемым углом к поверхности. Поворот каждого звена осуществляется вручную.


Станина станка имеет широкие призматические направляющие скольжения шириной 250 мм, благодаря чему возможна силовая обработка, в том числе труднообрабатываемых материалов.
Движение всех линейных осей осуществляется с помощью ШВП, а не ходовых винтов, что позволяет уменьшить нагрузку и момент страгивания при начале движения.

Благодаря системе передачи электромагнитных муфт управление всеми осями осуществляется с помощью одного серводвигателя. Привод каждой оси оснащен надежным электромагнитным тормозом.
Асинхронный двигатель мощность до 15 кВт вкупе с 12-ти ступенчатой коробкой передач обеспечивает высокий крутящий момент, более 1800 Нм на шпинделе.
Переключение передач осуществляется вручную. Коробка передач также выполняет функцию суппорта, что существенно увеличивает жесткость станка и уменьшает габарит шпиндельного узла.

Для обеспечения простоты смены инструмента, шпиндель станка оснащен гидравлической системой зажима/разжима.
Для контроля перемещения и отслеживания координат, станок оснащается устройством цифровой индикации ЛИР российского производства с линейными датчиками, что в сочетании с серводвигателем, ШВП, автоматизированной системой смазки позволяет добиться высокой точности обработки.
В качестве дополнительного оснащения возможна установка горизонтального держателя инструмента типа "серьга".
У меня недавно появился инкубатор. Но в силу своей дешевизны контроллер температуры в нём сломался. Поэтому я решил собрать несложный терморегулятор.
Терморегуля́тор— элемент автоматического регулирования отопительного или охлаждающего оборудования. Поддерживает температуру на уровне, заданном потребителем.
Была взята эта схема:
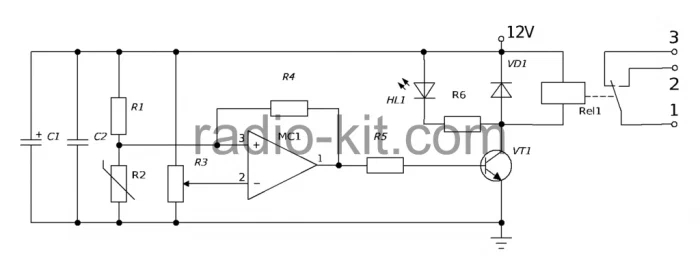
Регулировка температуры в пределе 20℃-90℃.
С такими номиналами:
R1,R5,R6-2,7кОм
R2-NTC термистор на 10кОм
R3-10кОм
R4-43кОм
C1-100мкФ
C2-100нФ
Между 3 ножкой микросхемы и землёй я добавил конденсатор на 470мкФ для задержки срабатывания. Он не обязателен к использованию.
VT1 -это любой маломощный npn транзистор. В моём случае это 2n2222. MC1 -это компаратор. У меня это микросхема LM358, но сюда можно поставить любой другой компаратор (LM 2904, LM324, LM393). Нужно будет лишь изменить печатную плату. VD1- это любой маломощный диод. А реле REL1 должно быть на 12 В.
Хочу отметить, что переменный резистор лучше использовать новый, так как у старого может быть стёрто покрытие и настройка терморегулятора будет происходить рывками.
Данная схема имеет достаточно высокую точность для бытовых нужд.
Себестоимость терморегулятора составляет в районе 150 руб. на март 2022 года.
Этапы работы
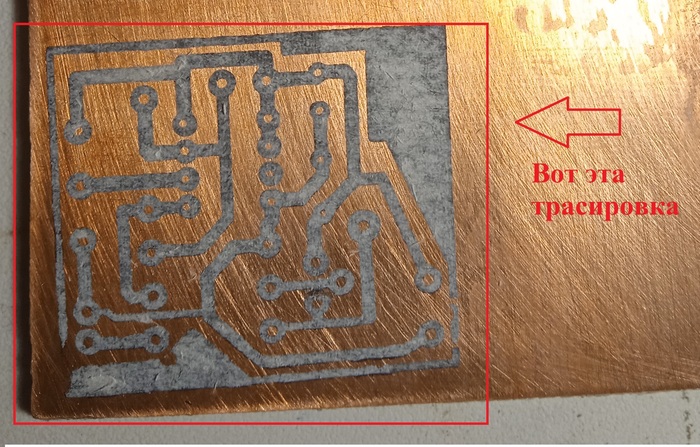
1) Печатка была найдена в интернете, но изменена под мои нужды. В частности, я убрал реле с платы.
Плату я изготавливал ЛУТом и травил раствором перекиси водорода.
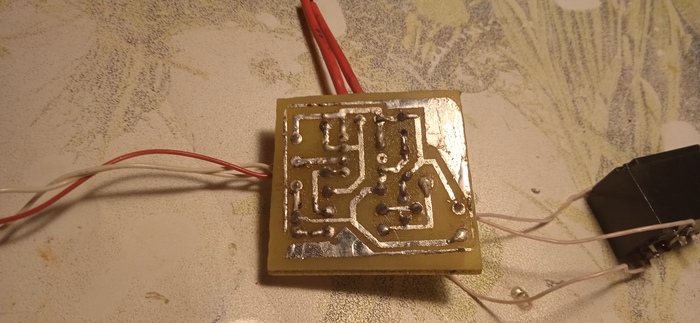
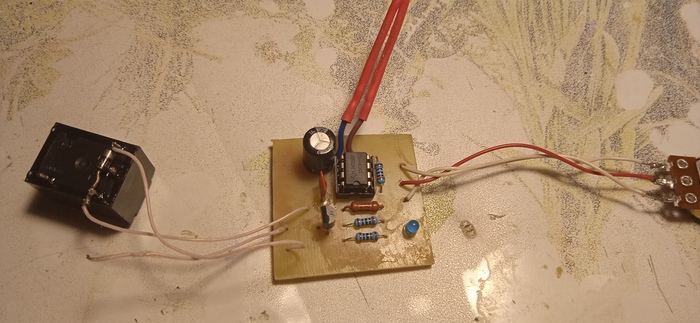
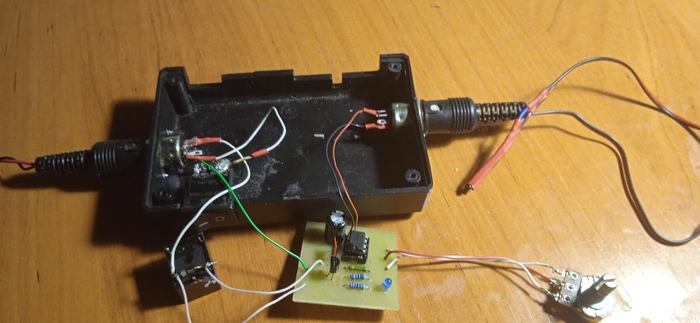
2) После, запаял все элементы. Так выглядит первоначальный вариант. В будущем он изменялся из-за некорректной работы схемы.
3) Корпус изделия изготавливал из сломанного модема.

Для подвода питания использовал 5-контактный разъем DIN "штекер".


Для быстрой замены датчика также использовал этот разъём(если он сломался или если нужен термистор на другое сопротивление).

4) Для пущей красоты решил впервые попробовать сделать для передней панели «обложку». Она сделана из бумаги, покрытой скотчем. Рисунок разводился в программе для трассировки плат Sprint-Layout 6.0/
Шкала температуры будет дописываться от руки.

5) Так выглядит устройство в финальной сборке. Для подключения управляемой нагрузки вывел провода и использовал разъёмы WAGO.

В общем, цены на расходники и комплектующие для лазерного станка растут и опускаться в ближайшей перспективе не будут. Для примера, трубка RECI W2 раньше обходилась в тридцаточку, а теперь в районе 45000 - 50000 рублей крутится. А это значит, что относится к состоянию этого оборудования его владельцу придется более ответственно.
В свое время мы выпустили подробный мануал по обслуживанию лазерного станка, практически от А до Я, который сейчас будет как нельзя кстати.

Мануал был записан в мастерской WinModels, на вопросы отвечал Даниил Булат, который Dan Dan, за что ему огромное спасибо!
А еще мы специально попросили его загадить свой лазерный станок до невозможности, чтобы показать все процедуры в реальных боевых условиях.
Для удобства мануал разделен на 3 части. Содержание с таймкодами каждой прилагается
Часть первая, про подготовительные процедуры, очистку электроники, очистку и смазку линейных подшипников и направляющих
00:00 - Вступление
01:33 - Как закрыть оптику перед очисткой лазерного станка
04:52 - Как удалить поверхностные загрязнения
07:10 - Как очищать электронику
12:23 - Обслуживание и смазка направляющих, линейных подшипников (кареток)
Часть вторая, про поиск люфтов, натяжку ремней, очистку чиллера и лазерной трубки
00:00 - Вступление
00:59 - Диагностика механики, проверка кареток, подшипников, поиск люфтов
05:03 - Обслуживание ремней лазерного станка
10:27 - Как натягивать ремни
13:48 - Очистка и обслуживание системы охлаждения
Часть третья про очистку рабочих поверхностей, системы вентиляции и оптики
00:00 - Вступление
01:38 - Как очищать ламели
04:06 - Как очищать сотовый стол лазерного станка
07:00 - Как очищать систему вентиляции (вытяжку, улитку)
10:48 - Как и чем очищать зеркала, линзу лазерного станка (оптическую систему)
Пользуйтесь и удачи всем.
Немного честной полезной рекламы, у нас в WinLaser вы можете купить лазерный станок. Обращайтесь, поможем разобраться.
За пять минут это не объяснить. Но попробую. Предположим, Вы – Завод №22, который делает некое Изделие. У вас – сто поставщиков для сборки вашего Изделия. И для одного из ваших поставщиков вы, как Завод №22, не являетесь критически важным. Потому что Вам он продает только 5% своей продукции. Остальные 95% дохода ему обеспечивает другой Завод №33. И вдруг этот другой Завод №33 внезапно закрывается. Тогда, ваш поставщик либо сворачивает своё производство, и Вы останетесь без важных Деталей, либо Вам срочно придется искать детали на другом Заводе №44 и скорее всего гораздо дороже. Это и есть ключевая проблема Структурного Кризиса, который происходит прямо сейчас в мировой экономике.
Наталья Кузякова, генеральный директор кондитерской фабрики.
Как производства работают в условиях импортозамещения и какие партнеры готовы принимать продукцию на экспорт — смотрите в видео👇🏻
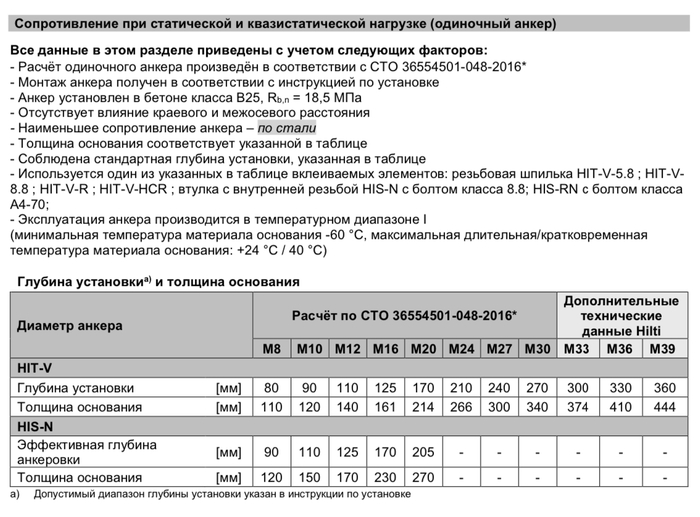
Важным фактором о чём стоит помнить, перед нанесением химии: монтажные отверстия должны быть сухими, обеспыленными, также, следует соблюдать температурный режим во время нанесения.
PS: Не стоит шевелить шпильку, сразу же после установки на её монтажное место!
——————
Если видео для вас было интересным и полезным, поддержите пост лайком (стрелкой вверх), и буду рад видеть вас в подписчиках на канале.——————
Будущее с нулевыми выбросами, нулевыми авариями и нулевыми заторами на дорогах уже здесь — в США автомобиль доступен для брони уже в сентябре. Это значит, что на момент серийного запуска футуристичный Cadillac LYRIQ будет обладать самыми передовыми технологиями, возможными благодаря уникальной электрической архитектуре автомобиля, и будет определять вектор развития индустрии премиальных автомобилей.
Батарея из 12 модулей мощностью 100 киловатт и заднеприводная платформа Ultimum обеспечит мощность автомобиля в 340 л. с. и 440 Н∙м крутящего момента, а дальность хода составит около 500 км при полной зарядке.





