Путь самурая в 3Д печати. Часть вторая
Доброго времени суток, пикабушники с аддитивным уклоном!
Ранее писал первую часть, в которой рассказал про то, как я встал на тропу 3Д печати. Во второй части же я расскажу, как разрабатывал собственный 3Д принтер с компоновкой H-bot и как я его собирал.
Начну с того, что же подтолкнуло меня к созданию собственного 3Д принтера.
Как я уже писал в прошлой статье, помимо банальной 3Д печати я занимался также ремонтами 3Д принтеров и отладкой мелкосерийного производства на базе 3Д ферм.
Одним из самых интересных заданий было отладить принтер Flying bear 2 tornado на печать крупногабаритных корпусов для автоматики вентиляционных систем. Корпуса были здоровые, 300х250 мм. У собственников принтера были проблемы с расслоением из-за высокой температуры печати (для ПЕТГа выставили аж 270 градусов). После долгой возни с подбором режима и в конечном итоге замены обычного нагревательного блока на Volcano с соплом 0,8 мм и недельной пляски с написанием программ для печати серии изделий (ведь каждая деталь печаталась порядка 12-ти часов и постоянно в разных местах возникали то пропуски печати то наоборот сопли из-за перегрева) пакет программ был готов.
Вот они!!!))

На самом деле второй медведь - жутко непродуманный принтер... Рама крайне шаткая, боуден экструдер для таких размеров был вообще не в тему... Да и катушки устанавливались с задней стороны принтера.
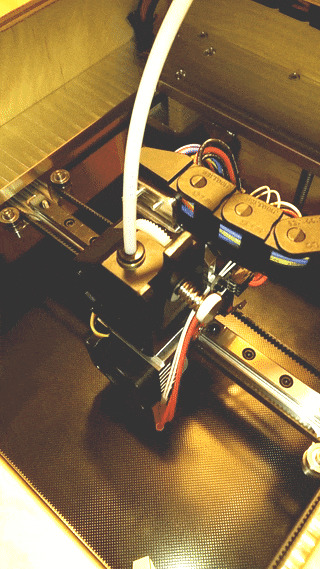
Но, что мне понравилось больше всего - это кинематика H-BOT на рельсах)))
Именно она сформировала облик моего принтера. Да, на тот момент была уже более продвинутая кинематика CORE XY, но расположение ремней и тонкости в настройке их натяжения мне не понравились.
Итак, H-Bot.
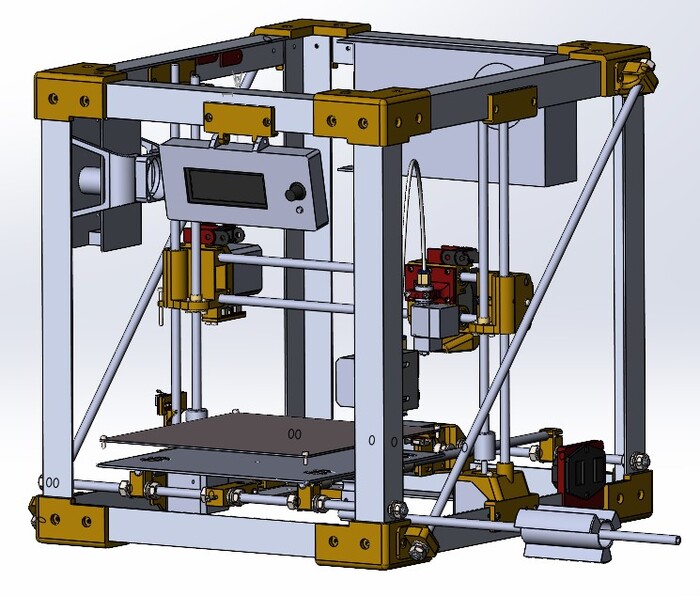
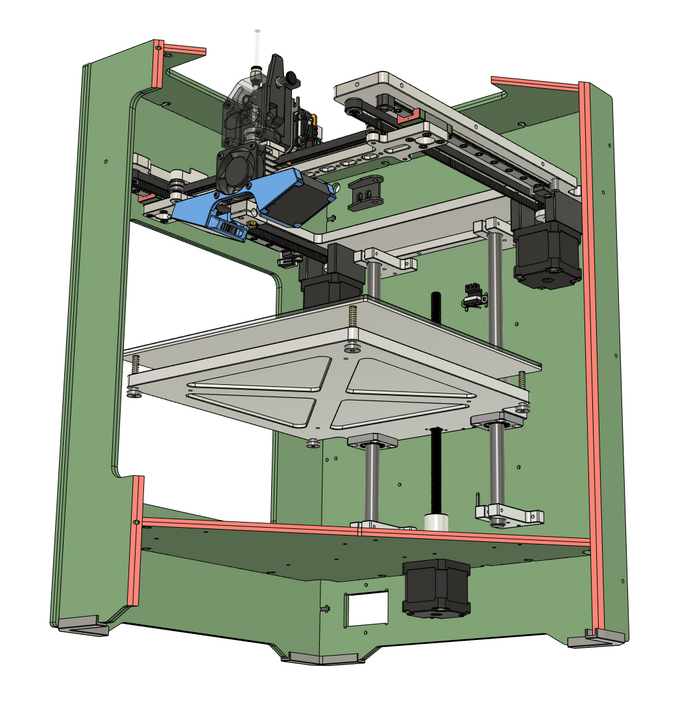
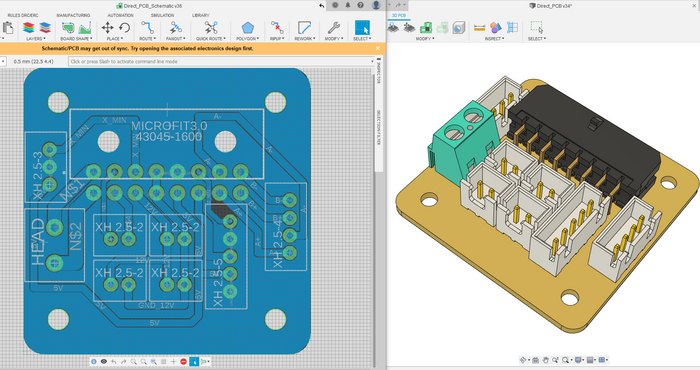
Начал я, как и полагается инженеру ракетно-космической техники, с 3Д моделирования.
Пришел к следующему виду изделия:
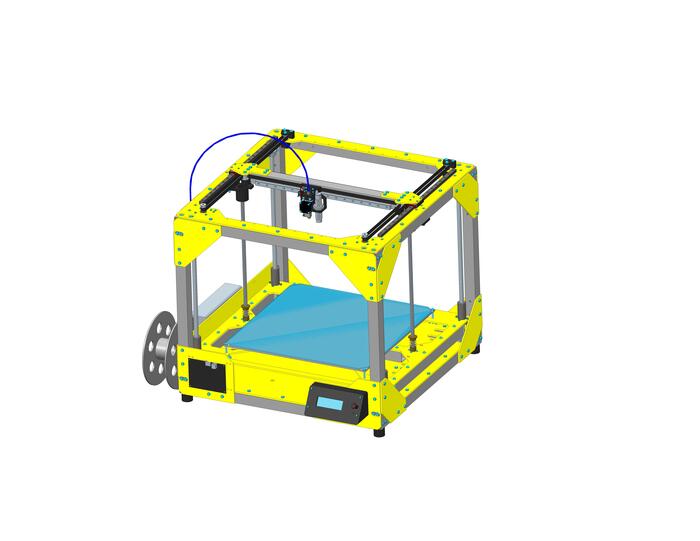
По модели сделал все чертежи. Детали, обозначенные желтым цветом - сталь 5 мм. Заказывал для нее лазерную резку. Затем все шкурилось, грунтовалось и красилось в гаражных условиях))


Каркас изготавливался из алюминиевых труб квадратного сечения 30х30х2.
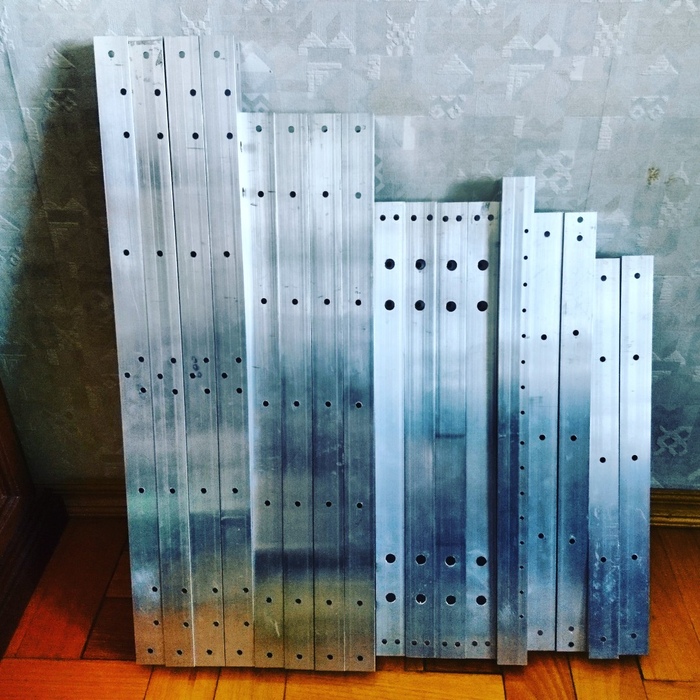
В стык трубы соединялись через печатные проставки с закладными гайками.


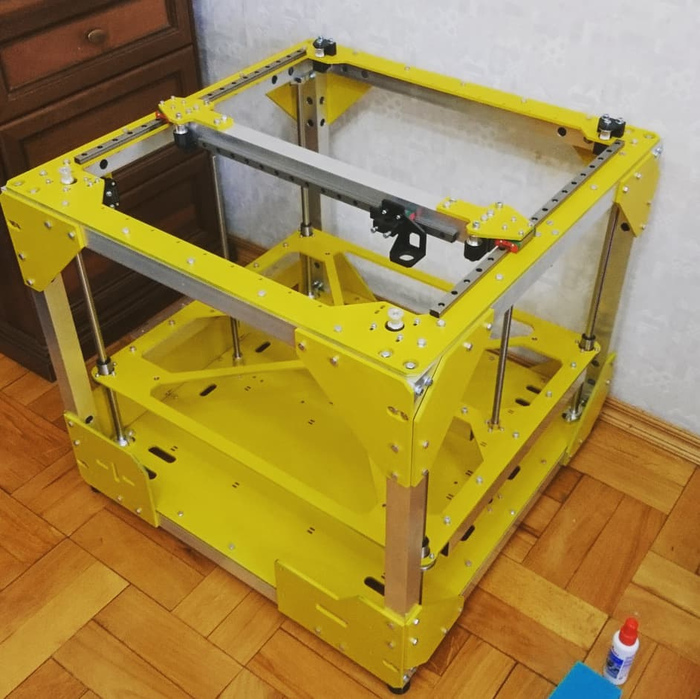
После сбора каркаса принтер принял солидный вид:
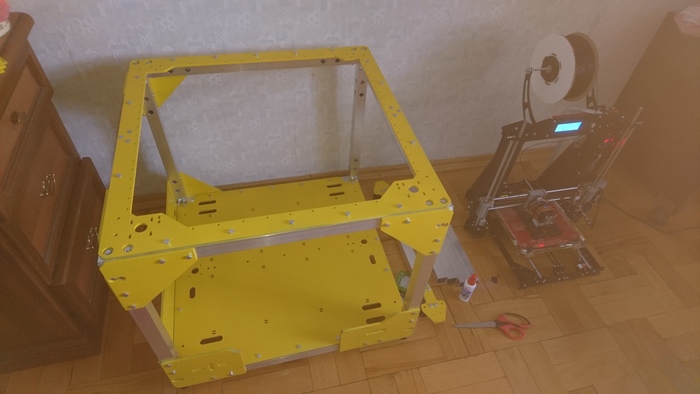
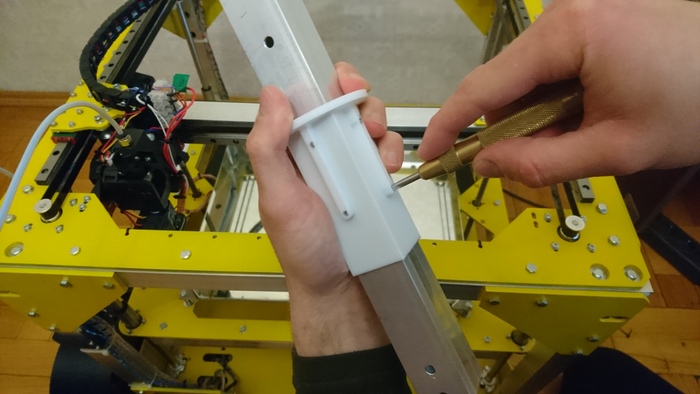
Кстати кернения под отверстия делал через печатные шаблоны. Так оказалось намного быстрее.
После лазерной резки стальные детали сильно покоробило. Благо каркас из алюминиевых труб оказался довольно жестким, и я смог притянуть листовые детали к раме.
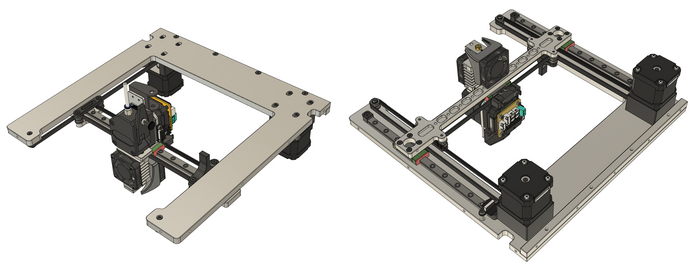
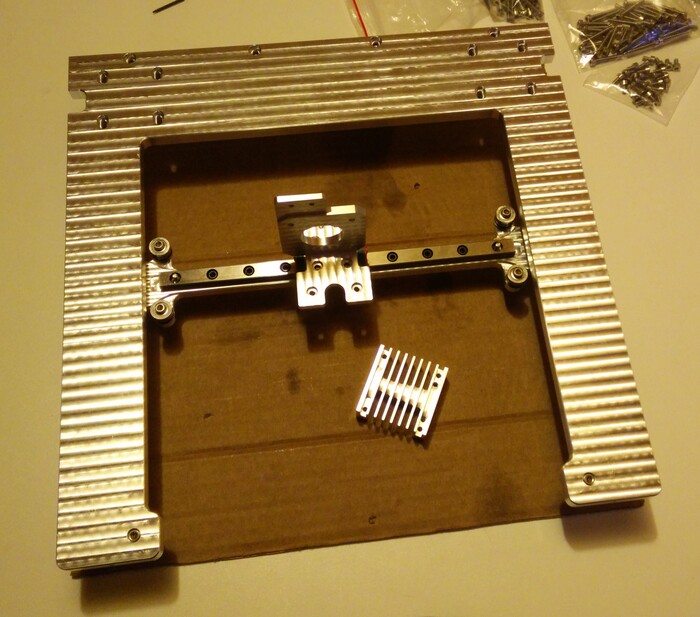
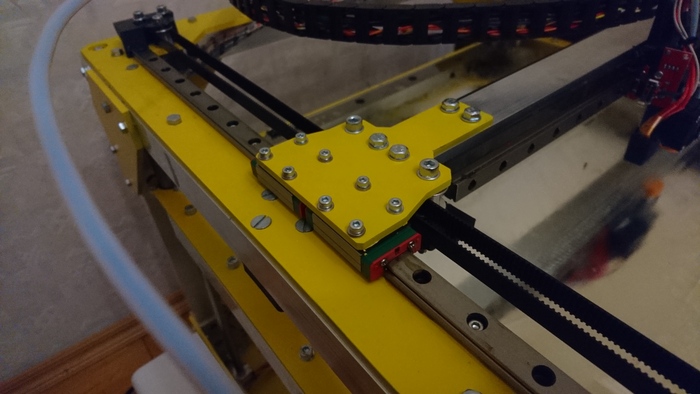
Дальше началась сборка кинематики. Ох и намучался я, пока выставлял 4 вала в параллель)))
Пока не отошли от кассы, сразу забегу вперед. Скручивание портальной балки, свойственное H-BOT все-таки дало о себе знать. Добавил еще по одной каретке на ось Y. Также стол заклинивало при движении по консольно закрепленному ходовому винту. Принял решение закрепить винт сверху в подшипнике, а стол сделать на плавающей гайке.

Стол собирал на базе алюминиевой плиты 5 мм. Снизу наклеил силиконовую грелку на 220В, и утеплил теплоизоляцией для бани))
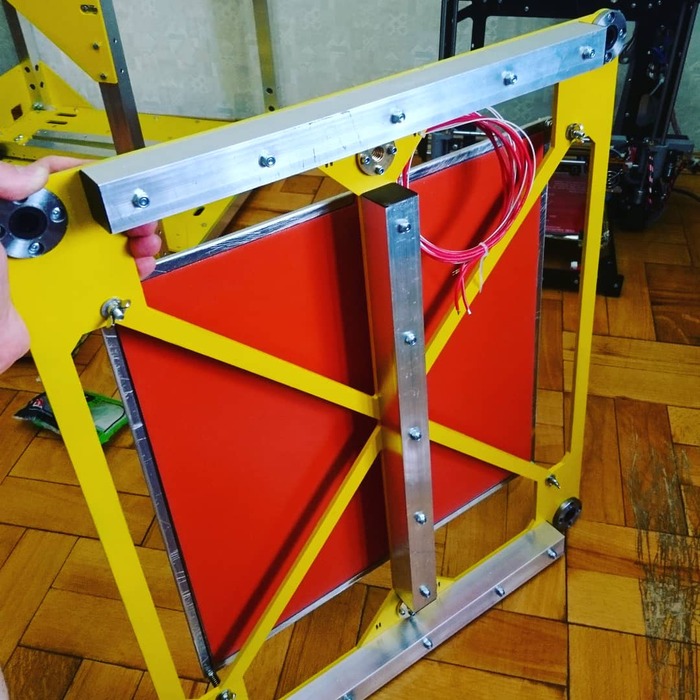
В последствии пришлось добавит еще два отрезка профиля на стол. Так как ему не хватало жесткости.
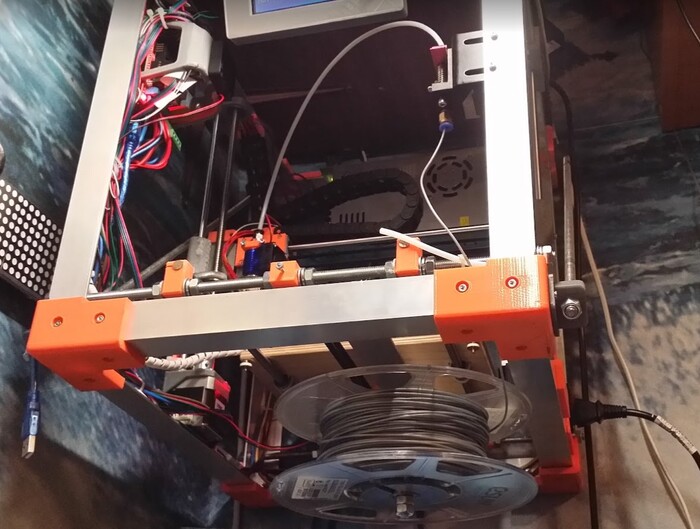
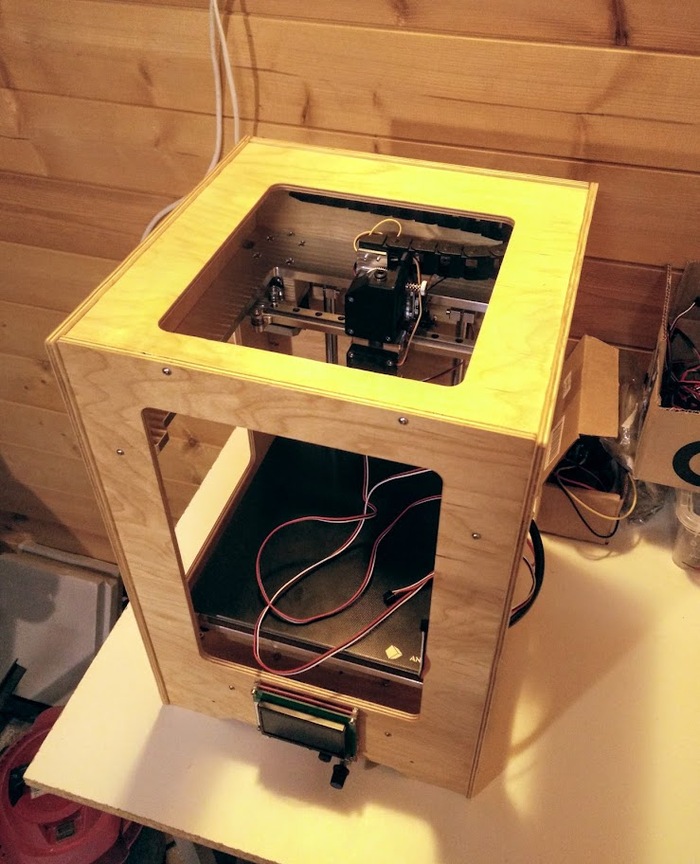
После окончательной сборки принтер принял такой вот промежуточный вид:
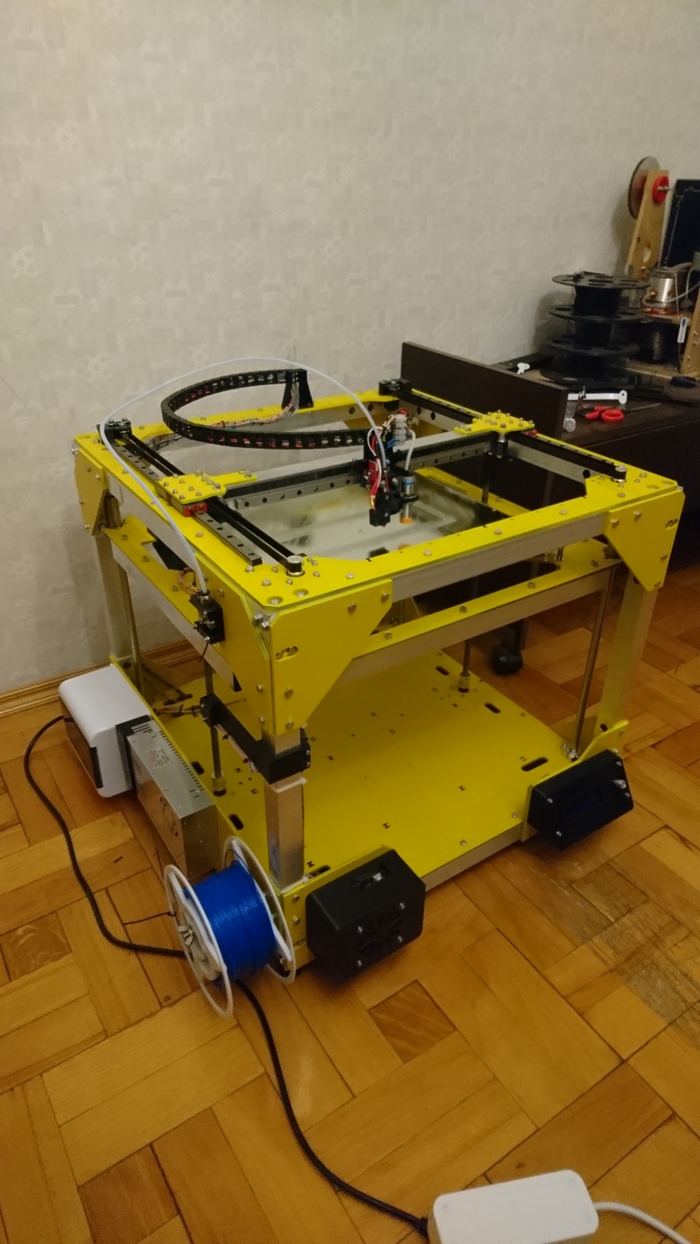
Промежуточный, потому что после этого на протяжении 2-х лет принтер постоянно прокачивался.
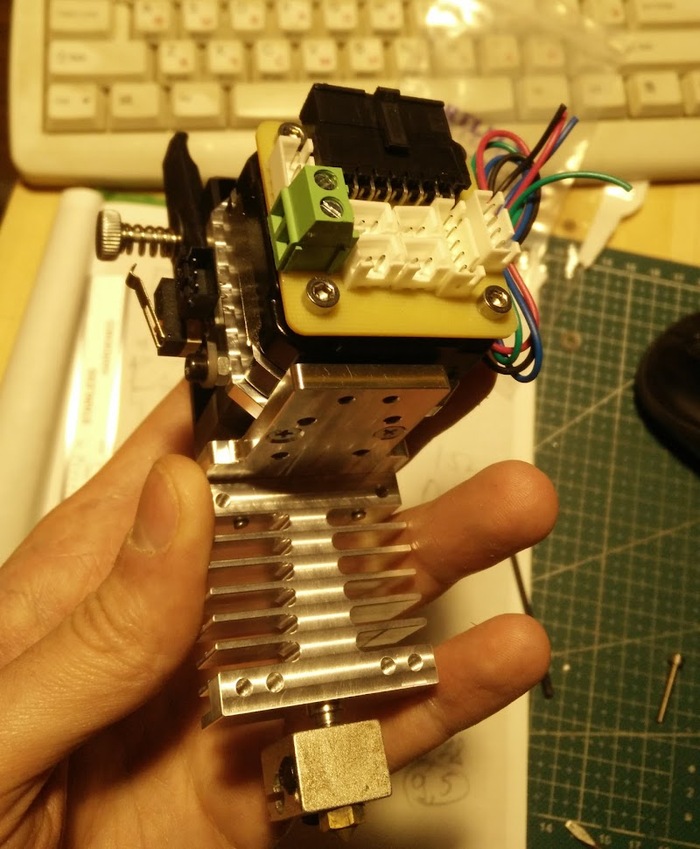
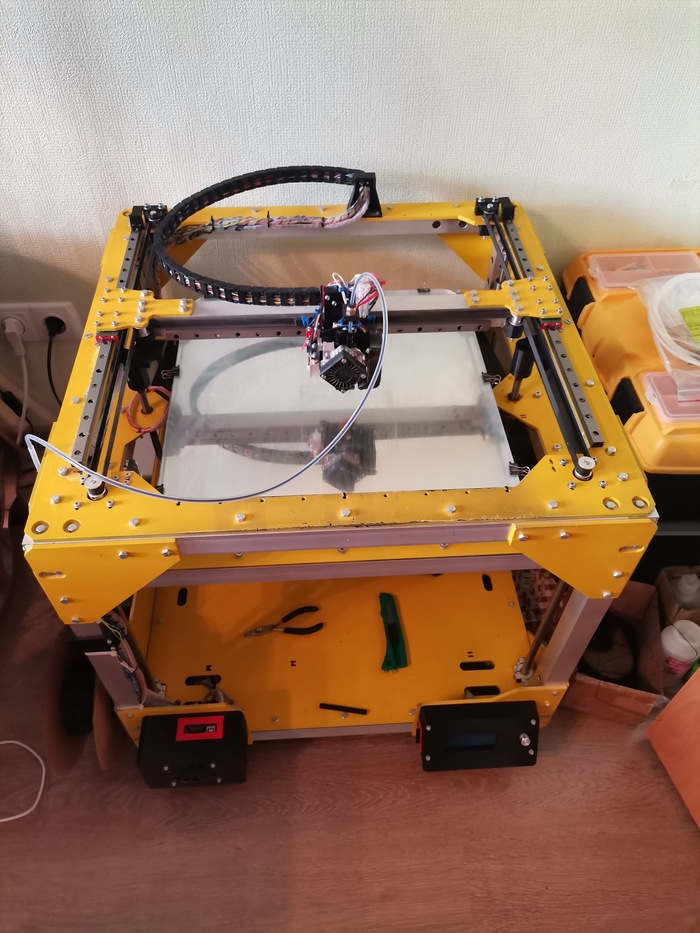
Практически сразу отказался от боуден подачи. Затем перешел с индукционного уровня оси Z на BlTouch. Экструдер тоже поменял с MK8 на обычный E3D titan, а затем на titan aero. Добавил датчик окончания филамента.
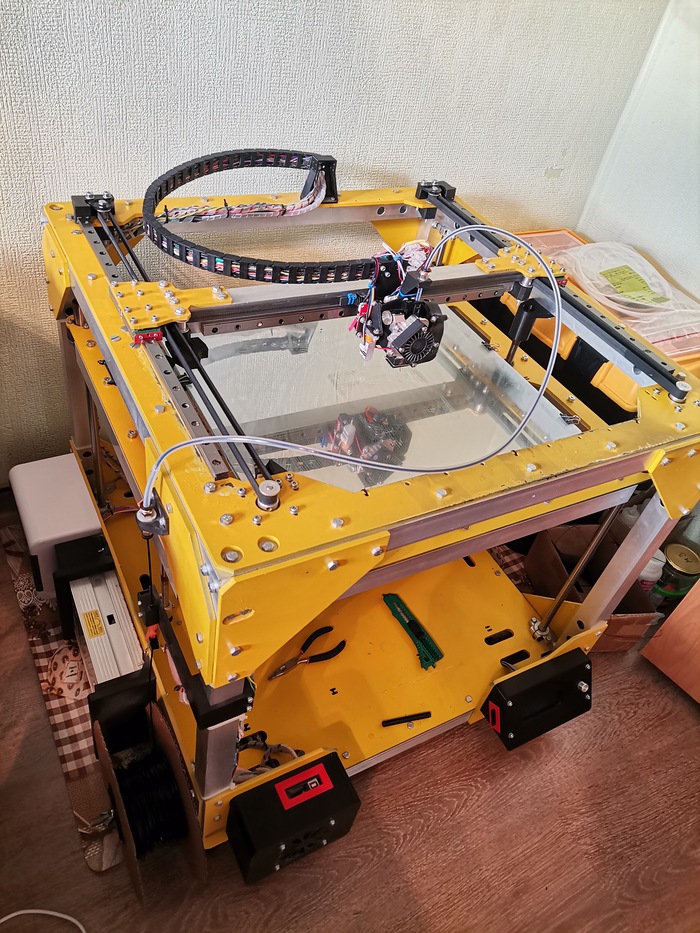
На сегодняшний день мой здоровяк выглядит так:
Разработка станка была для меня делом непростым и недешевым. В начале сборки мне активно помогал товарищ, без которого этот проект скорее всего не реализовался бы.
Максон, если ты это читаешь, еще раз спасибо тебе за помощь!!))))
В заключение хочу сказать, что разработка собственного принтера - для людей терпеливых и настойчивых. Порой сталкиваешься с такими проблемами, ответ на которые тебе никто не может дать, потому что эти проблемы создал ты сам)))
Для меня, например, самой жесткой проблемой оказались помехи, которые наводили высокольтные провода на шлейф дисплея. Что я только не перепробовал, а помог, как не странно, переезд. Видать земля на старой квартире плохая была...
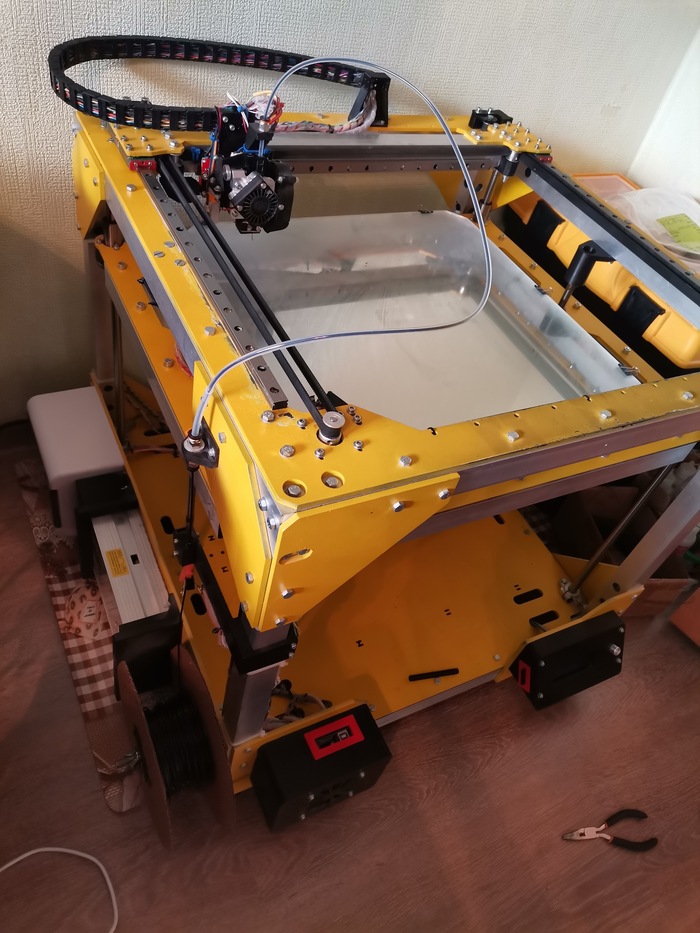
Сегодня желтый здоровяк - моя рабочая лошадка с областью печати 335х320х345. Лошадка эта пашет практически без остановки и радует меня и моих заказчиков, а это самое главное!
Спасибо за внимание!
Если статья наберет популярности и будет интересна, расскажу подробнее про некоторые технические решения и про то, что находится в белом коробе слева!))