


Сколько стоит закрепить фрезу...
Цанга (от нем. Zange) — приспособление для зажима в цанговый патрон цилиндрических или призматических предметов.
Изготавливают цанги в виде пружинящей разрезной втулки.
На фото цанга D6-UP 2,5 мм Швейцарской фирмы Schaublin
Стоит эта штучка всего то 203,75 Евро (включая упаковку, страховку и доставку по ЕС), в эту стоимость не включен НДС (VAT).
Весит эта красота 1,0591 грамм
для примера стоимость золота 57,34 Euro за 1 грамм.



Для чего она?
Эта цанга применяется в шпинделе iBag HT 16 S 100
200 Ватт
частота вращения: 60 000 оборотов в минут если версия с керамическими подшипниками без дополнительной смазки или 80 000 оборотов в минуту если использовать дополнительную смазку (масляный туман)
размер шпинделя, диаметр 16 мм, длина 100 мм

Показать полностью
4

Как контролировать производство и повышать его эффективность?

Существует множество теорий и мнений как работать эффективно, но все сходятся в одном, надо получать данные с производства и только в этом случае можно понятно, как реально оно работает и какие у него показатели производительности и загрузки.
Одно из самых больших заблуждений, что досрочно поставить задачу исполнителю и поставить над ним человека и все будет хорошо. Так возможно будет в начале, но потом неминуемо произойдет спад эффективности. Потом возникнет масса теорий "почему так происходит?", и руководители всех уровней будут искать причины и делать замеры. Получить реальные данные можно если стоять у каждого рабочего места с секундомером и замерять время, но это прикольно только в теории, пока инициаторы опьянены своим решением и есть кому исполнять.
Давно существуют разные решения как снимать аналитику с производства, но они по разным причинам не распространены из-за сложностей их внедрения и завышенных ожиданий.
Реальным решение, которое будет работать установить «черный ящик» на каждый станок, который будет в автоматическом режиме снимать данные со станка каждую секунду его работы. Такое решение обеспечит беспристрастность данных и не позволить их интерпретировать как-то по-другому.

Российская компания RSBIS разработала и начала внедрять контроллер RSBIS Listener CNC (черный ящик) который автоматически позволяет каждую секунду снимать данные и по итогу позволяет решить большинство проблем реальных производств.

Что в основном решает автоматический мониторинг производства?
1. Конец и начало рабочего дня
Это банальная операция создает наибольшую проблему в учете и часто передается на откуп среднему звену, которому контроль персонала дается тяжело и отвлекает от основной деятельности собственно контролю производства и технологии обработки.
2. Производительность станка и производство в целом
Контроллер собирает все данные по работе станка и позволяет рассчитывать реальны пробег режущего инструмента, вести его учет и подбирать наиболее приемлемый для карт раскроя и технологии производства конкретного изделия. Важно, что можно четко определить скорости работы и понимать на сколько они соответствуют реальным и нет ли искусственного их занижения.
3. Как? Когда? Кто работал на станке?
Устройство считывает данные оператора и четко определяет какая эффективность оператора. На сколько он профессионален и заинтересован в работе. Наиболее качественных сотрудников легко выявить и отсеять «помоганцев» с предприятия.
4. Простой
Предприятие зарабатывает только тогда, когда производит продукцию. Каждый простой станка или не эффективное его использование проводит к снижению. Снижение простоя важная задача и без мониторинга ее не решить. Можно много теоризировать на эту тему говоря, как это сделать, но все остановится, как только надо будет реально что-то сделать. Имея объективные данные по производственным процессам и не затрачивая дорогое время на сбор аналитики, а делать это надо постоянно, можно принимать взвешенные и правильные управленческие решения.
5. Снижение расходов на электричество
Снижение расходов на электричество, а это основной ресурс, потребляемый большинством станков ЧПУ, можно существенно снизить издержки на производство. Любая экономия на которая влияет на себестоимость существенно повышает рентабельность предприятия.

Что дает мониторинг станков ЧПУ руководителю?
1. Четкое понимание загрузки производства и прогнозирование то, к чему надо стремится. Сделать это раз в месяц по отчетам из 1с или начальника производства мало эффективно, так как за это время уже все поменялось и принятые решения будут соответствовать уже прошедшему периоду. Руководитель будет постоянно опаздывать и по итогу подчищать проблемы, а не предугадывает.
2. Гибкое управление расходами фонда оплаты труда
На предприятии должны работать люди, заинтересованные в его развитии и понимающие его цели и задачи. Выявить таких крайне сложно и, к сожалению, чаще всего смотрят «среднею температуру по больницу», что деморализует ответственных сотрудником. Важно вовремя выявлять деструктивных элементов и убирать с предприятия. Это конечно задача HR специалиста, но это тоже просто человек, который имеет свои пароли и проблемы и как человек может допускать серьезные ошибки и просчеты. Многое решения в отношении персонала делается по принципу «пол - палец - потолок» и так или иначе создает дополнительную нагрузку на генерального директора.

Как начать автоматически мониторить свое предприятие?
Надо установить на каждый станок контроллер RSBIS и собирать данные. Все происходит достаточно просто и не требует от заказчика высоких знания технологий. После установки и ввода контроллеров в работу начнут собираться данные. Конечно, будет большое желание начать срочно принимать решения, но делать это надо как минимум по прошествии месяца.
Почему надо ждать месяц?
Картинка начнет складываться и возникать зависимости после поступления многих данных со всего оборудования и участков. Чтобы повысить эффективность и не нанести не продуманными решениями ущерб, то решения должны базировать на системном подходе, а не на сиюминутных проблемах, которые вас увлекут в рутину операционки и вы можете пропустить действительно самое главное.
Эффективность и что дает мониторинг предприятию?
Первое и самое важно – это деньги от экономии и повышение загрузки. Обычно это от 20% до 40%. Конечно, бывают ситуации, где и более, оно это редко.
Второе - это гибкость производства и объективность увеличения или сокращение станочного парка.
Показать полностью
4

Проблема со станком beaver 24
Добрый день, господа ЧПУшники. Имеется станок beaver 24, стойка syntec (вернее эмулятор на Винде). Недавно появилась проблема с тем,что станок смещает некоторые вектора. Если фрезеровать в несколько проходов - первый проход неправильный, последующие правильные. Самое интересное в том, что бывает этой проблемы вообще нет,бывает на двух одинаковых заготовках, отфрезерованных по одной УП проблема есть, а на другой нет, а есть варианты, когда в одном и том же месте появляется вот этого баг, даже при разных уп.
Может быть кто то сталкивался?


Станок cms mx5
Далёк от станков фрезерных и вообще от всего этого, но не производстве произошла проблема, встал станок. Ни раз видел вроде как есть знатоки которые помогают. Решил испытать удачи
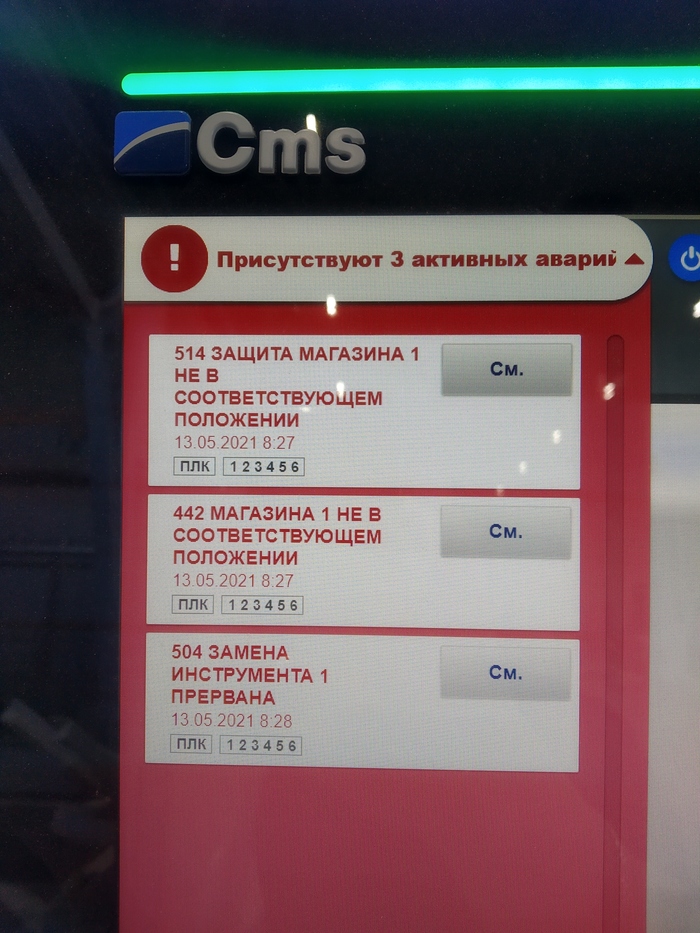
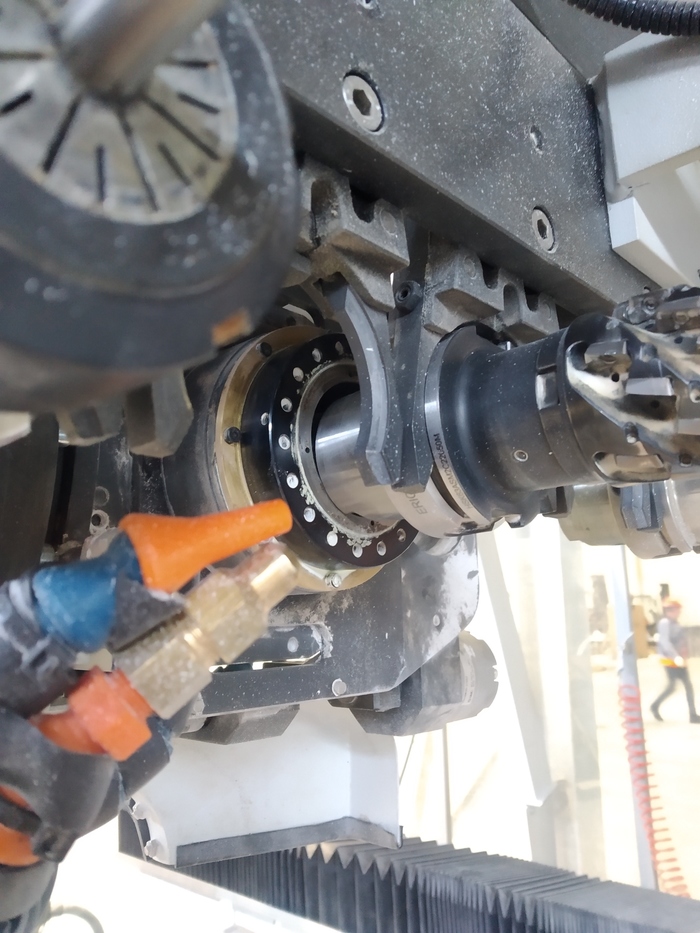
Вот такая проблема, не может взять фрезу
Показать полностью
2

Поиграем в бизнесменов?
Одна вакансия, два кандидата. Сможете выбрать лучшего? И так пять раз.
