


Станок для изготовления цепи
Источник: ТГ канал Стройка
Подписывайтесь на наше сообщество на Пикабу Стройка. Интересные решения
Источник: ТГ канал Стройка
Подписывайтесь на наше сообщество на Пикабу Стройка. Интересные решения
Знаете ли вы, что в космических ракетах есть чисто механические агрегаты? А если оно механическое, то, очевидно, там необходимо повышать или наоборот, понижать обороты. Делается это, разумеется, редукторами, в которых используются прямозубые зубчатые колёса. В даммон случае - мелкомодульные. Давайте рассмотрим детальнее, как это сделано:

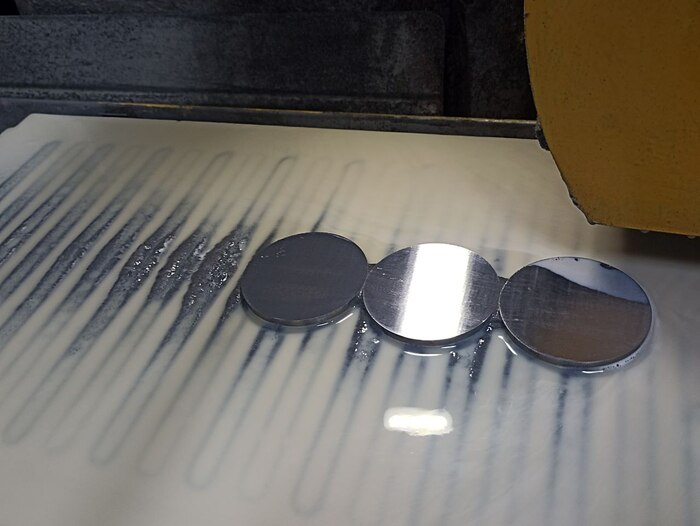
Перво-наперво производится токарная обработка. Но это не особенно интересно, поэтому, схематично не показано. На токарном станке я загоняю заготовки в диаметральный размер с точностью в 0,02 миллиметра и в толщину с припуском под дальнейшую шлифовку в 0,5мм. Т.к. по условиям чертежа точщина должна помещаться в поле допуска в 3 сотки и нужно обеспечить плоскостность в 1 сотку. Зачем такая точность - непонятно. Но если люди готовы платить - окей. Короче, после токарки, ставлю на шлифер.

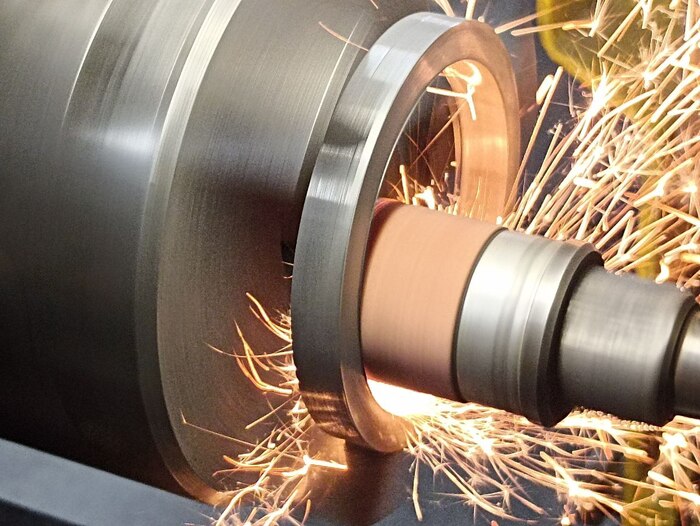
Искры, брызги СОЖ - поляк валит, только дай дороги. Это плоскошлифовальный станок Ponar Jotes SPD 30B. Я его купил аж в Сарапуле. Это примерно 1500км. от его нового дома. Результат вполне приемлемый. Высота (толщина) блинчиков в 7 микрон от номинала по чертежу и одинаковая у всех трёх заготовок.
Теперь надо вынуть середину из заготовок, чтобы получилось колечко. Это я возвращаюсь на токарник и опять схематично не показываю. Однако, внутренний диаметр также должен иметь и круглость и шероховатость и размер в весьма жёстких допусках. Поэтому после токарки заготовки идут на немецкий круглошлиф WMW Heckert SU 125\400, оснащённый внутришлифовальной головой. Получается такой процесс:
Отлично. Заготовки есть. Теперь на токарнике делаю оправку. Это технологическая оснастка, на которой крепятся заготовки для нарезания зуба на зубофрезерном станке. Потом она также шлифуется в размер на вышеупомянутом круглошлифе и наконец-то, ставится на станок и обкатывается в 0,01мм по индикатору.
После этого производится настройка цепи деления станка. Т.е. на сколько к-во оборотов заготовки и фрезы отличаются друг от друга. И настройка гитары осевой подачи. Но это уже мелочи. В целом станок выглядит так:

Это немецкий зубофрезерный станок высокой точности, называется Pfauter RS00. Почти вершина сложности механического металлорежущего оборудования. Сложнее зубореза, как по мне, только токарные автоматы. Но о токарном автомате, его ремонте и модернизации как нибудь в другой раз. Короче, включил масло, нажал кнопку и оно само делает. :)
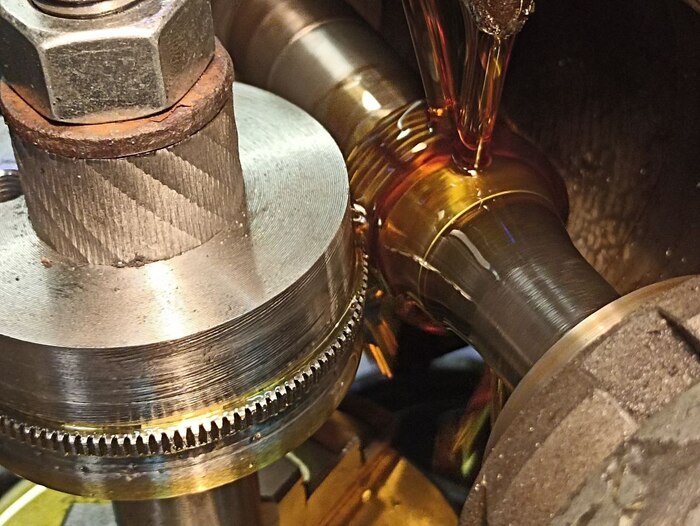
Оооо, дааа. Картинка называется "чистый мёд". Янтарно-прозначное масло, неторопливое оборачивание заготовки, окатывание её червячной модульной фрезой и дададада... Секс! Короче, после секса у меня получается так:

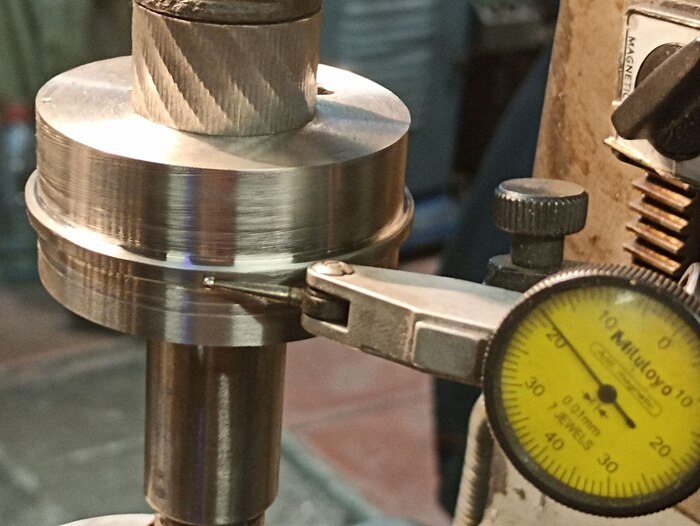
Давайте посмотрим, насколько зубы хорошо получились. Ну я то знаю, но чтобы вы видели :)

Вроде норм же. Теперь на второй этаж, в кабинет тихих игр. Там всё, что надо для метрологии и ОТК: измерительный микроскоп, микрометры, микрокаторы, оптика всякая, ролики калиброванные. Короче, результаты измерений вполне устроили. Среднеквадратичное отклонение на диаметре средней линии зубов по 12 замерам - 3 микрона. Сойдёт.
Пакую, оформляю листок с результатами контроля размеров, печатаю счёт, акт, всю фигню - готовенько. Забирайте. Такие дела, примерно. А кому интересно прям в онлайне - тот записывается в телегоканал, благо его адресок в профиле. Только прямщас я в отпуске, поэтому пока изучайте былое. А новое начнётся буквально через несколько дней.
Выспаться, провести генеральную уборку, посмотреть все новые сериалы и позаниматься спортом. Потом расстроиться, что время прошло зря. Есть альтернатива: сесть за руль и махнуть в путешествие. Как минимум, его вы всегда будете вспоминать с улыбкой. Собрали несколько нестандартных маршрутов.
Привет, пикабу!
Я по роду деятельности иногда организовываю съемки, в том числе снимаем разные производства. Недавно был заказ на крупнейшем производстве бумажных пакетов и упаковки. Мне показалось интересным, как выглядит процесс, хочу с вами поделиться. Вообще, бываю иногда на производствах, если пост зайдет, напишу про других.
Завод Тек-Пак производит 100 млн. бумажных пакетов и 440 млн. салфеток в месяц. Чтобы вы понимали масштаб. Средняя длина пакета - 25 см, а это значит, что если выложить полосу из произведенных за месяц пакетов (25 000 км), то этого хватит, чтобы обернуть всю землю по 55 параллели через Москву. И еще останется, чтобы выложить дорожку до Екатеринбурга. А салфетками можно полностью застелить, например, Израиль. Вот и думайте, сколько все эти популярные общепиты потребляют салфеток в месяц.
Итак, поехали, узнаете этого мужика? Так появляется полковник Сандерс на пакетах. Сейчас они вроде сменили дизайн, но я была на заводе еще осенью.
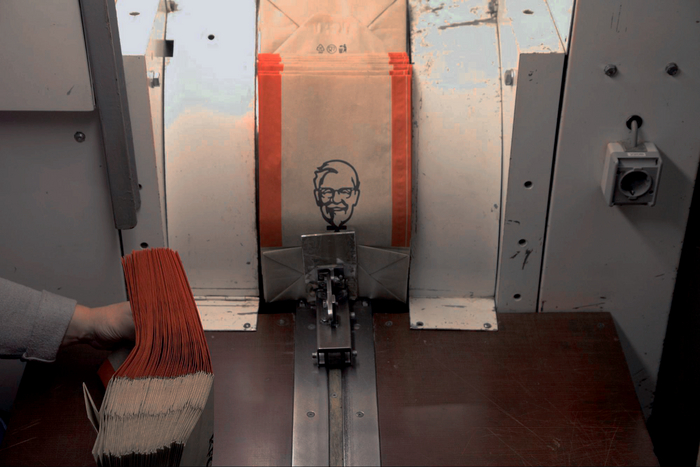
Технически печать происходит так - сначала подготавливают специальную флексоформу, матрицу, потом станция для смешивания красок мешает нужный цвет по рецепту и наносит на матрицу. На заводе более 2000 рецептов разных цветов, которые смешиваются из 7 базовых цветов и лак+вода. И уже с матрицы краска попадает на бумагу в таких огромных рулонах. В среднем рулон весит 500-700 кг.


В печатный станок размещается этот рулон чистой бумаги. И после печати обратно сматывается в этот же рулон.


Нарезка и сгибание (если я правильно запомнила, фальцовка) - это уже следующие этапы.
А вот так выглядит станок для производства шпагата. Тут из него будут делать ручки для бумажных пакетов.
Потом этот шпагат режется и клеится на усилитель (это просто длинная лента из картона) на другом станке. Так получаются ручки для пакетов, которые потом там же и нарезаются для вклейки в пакет.
Вообще есть станки, которые сразу делают и клеят ручку на пакет, а есть те, которые производят ручки отдельно. На этом производстве есть и те, и другие. Как я поняла, они продают еще просто ручки. Не спрашивайте, кто их покупает, я без понятия)))
В итоге получается такой пакет

Тут еще немного фото с завода.
Что могу в целом сказать. Интересно выглядит станция по смешиванию красок, но мы ее почему-то не сняли)) Вот вам фотка из интернета. Если попаду на полиграфическое производство, обязательно запечатлю.

Не смотря на то, что там все время все моют, производство довольно пыльное. Эта бумажная пыль создается буквально на глазах, пока режутся пакеты. Никакие вытяжки не спасают.
У нас в России не так много производств, которые начинаются с отечественного сырья и заканчиваются готовым изделием. Это именно такое. Хорошо, что мы умеем не только нефть и газ добывать и продавать, как есть.
Вот ссылка на это производство - Производство бумажных пакетов. А с них согласие на публикацию фото.
Если понравился пост, давайте выберем, о чем следующем рассказать:
1. Производство медицинских масок и нетканого материала для них.
2. Производство бумажных стаканчиков (расскажу о том, почему все стаканчики делаются из картона, который сложно изготовить и далеко не во всех странах, где есть лес, делают такой картон).
3. Производство бумажных коробок с крышками для доставки.
4. Производство кирпичей на одном Калининградском заводе.
5. Крупнейшее производство (обжарка) кофе и цикория, тоже в Калининграде.
Я все понимаю, но разве бездушная машина сможет сделать вот так:
P. S. Металл был гавеный и гнулся каждый раз с разным углом. А по КД допуск на перпендикулярность 1мм!
P.P.S Видео снимал я. Если кто себя узнал, привет!
А еще получит ачивку в профиль. Рискнете?




