
0 просмотренных постов скрыто




Хочу книжку
Немножко словоблудства перед вопросами. Работал я как-то с одним механиком, который иногда заходя к нам в кабинет просил показать ему святой Грааль, так он в шутку называл трехтомник Анурьева. Но эта книга распространённая и речь не о ней. Так вот в силу рабочей специальности мой личный святой Грааль, это справочник по проектированию Пантелеева и в бумажном виде я его найти не могу. А хочется именно небольшую книжку в которой я буду делать нужные для меня закладки и пометки, а не искать эту информацию по PDF-файлу или листать папку с сшитыми листами (плавали, знаем, неудобно). И вот три вопроса:
Первый и самый для меня интересный: Как сделать самодельный экземпляр? Кто-то занимается печатью единичных экземпляров книг со всяких PDF и DJVU, ведь качество таких файлов оставляет желать лучшего? Ну и типа все вопросы в том же духе сколько это может стоить, как это будет выглядеть, сколько это займет времени? Вообще что и где искать по такому вопросу? Я вроде как осознаю, что это можно организовать в каком-нибудь копировальном центре у дома, но что-то я не уверен за результат, а хочется что-то приближенное к оригинальной книге.
Вопрос второй (тут его особо смысла спрашивать нет, как и третий) уже более профориентированный: Есть ли современный аналоги справочника по проектированию оснастки для переработки пластмасс доступные к покупке, вот именно справочники в духе Анурьева и Пантелеева, а не книжки или учебники. Хотя буду признателен и за информацию о хороших современный изданиях книг о проектировки оснастки для РТИ.
Третий вопрос - пальцем в небо: а может у кого книжечка лишняя завалялась?


Помогу с подбором станочной оснастки без регистрации и смс
Добрый вечер, я работаю специалистом по станочной оснастке в крупной инструментальной компании в г. Пенза. Готов оказать посильную помощь в подборе и консультации по станочной оснастке для металлообрабатывающих станок на безвозмездной основе. Возможно это будет интересно молодым инженерам по инструменту или технологам по инструменту, так как зачастую на заводах оснастку сваливают на них. Помогу подобрать, проконсультирую по цене и брендам. Тел. 89273601943, Дмитрий.

Ты искал нас
Чем откручивал?
Немного фрезерования
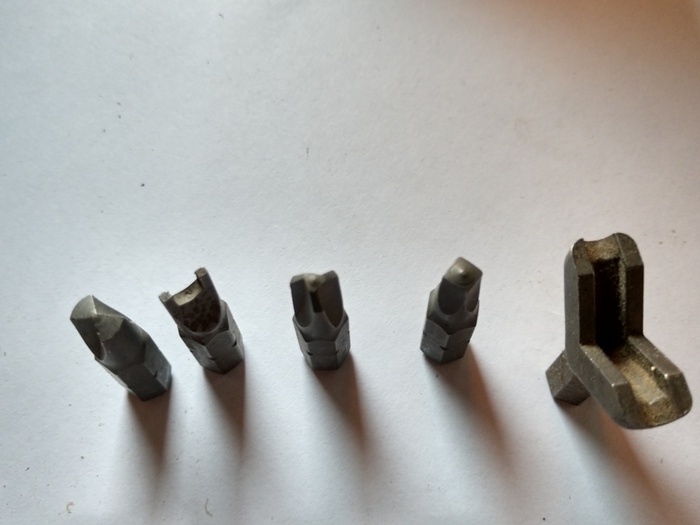
Пришёл небольшой заказ на переоснащение кузнечного цеха штампами для ковки рым-гаек или верлюг(ов?) по причине того что текущие раздолбали.
Дело не быстрое, чертежи 3D-модели, разработка технологии и подгонка программы. Конструирование ведется исходя из представленных образцов (т.н. реверс-инжиниринг) и советских справочников, по сути НИОКР.
Делаю впервые.
Сталь 40Х, инструмент Sandvik, стойка Fanuc 0i-MF, САПР Solidworks + CAM HSM.
Сначала изготавливаются матрицы.
Сверлим предварительное отверстие сверлом, затем концевой монолитной фрезой ф8 убираем всё лишнее.

Теперь сферической фрезой ф16 с пластинами копаем канавку, обработка на полный профиль но с глубинами по 0.3мм за проход.

Берем сферическую фрезу с пластинами меньшего диаметра - ф10 и убираем все выступы после монолитной концевой но с сохранением припуска.
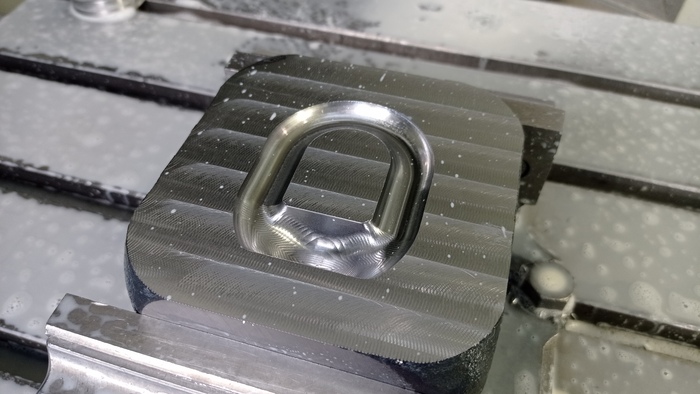
Повторяем предыдущую стратегию но с уменьшением припуска и шага
И еще раз уменьшаем припуск и шаг,

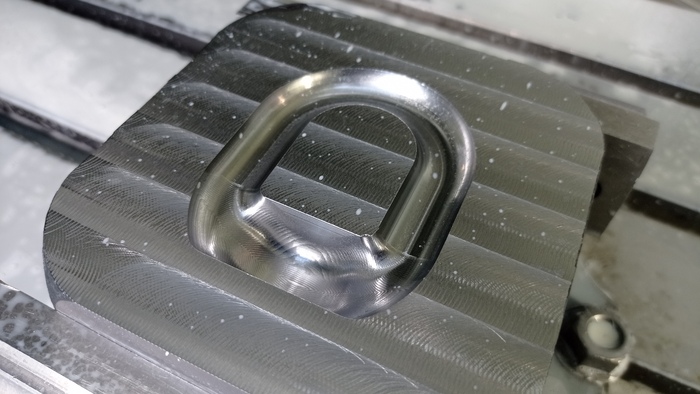
Теперь чистовая обработка, надо сделать максимально гладко.

Дальше сверлим отверстия для штоков и делаем ответного клона.


Отдаём в термичку на закалку, затем в кузню на тестовую ковку.
Результат:

Работает.
следом нужен штамп для вырубки наружного контура (весь отход/облой срубать).
Вырубной штамп это наружный контур детали, который расширяется под конус, результат:
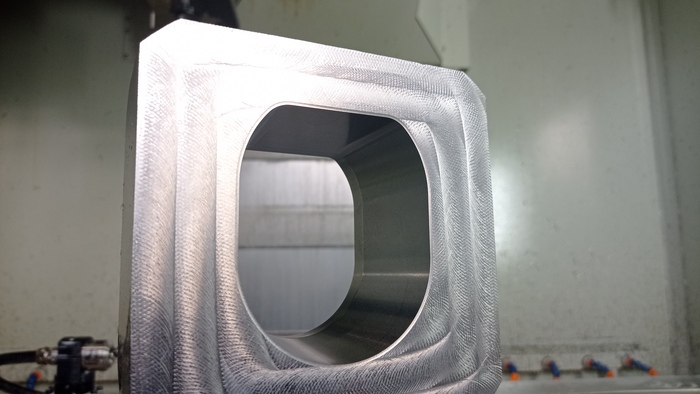
Далее опять термичка и тестовая вырубка.
После будет изготовление вырубного штампа для внутреннего отверстия.
Показать полностью
11

Хроники русского инженера. Запись №0000019
Качество в нюансах.
(видео и фото в конце поста)
Жил да был один клиент. Станок двухшпиндельный. Вертикально токарный. Шпиндель смотрит сверху-вниз. В первой рабочей зоне кольцевая заготовка захватывается трёхкулачковым мембранным патроном, обрабатывается начисто с одной стороны и выкладывается на челночный конвейер. На челночном конвейере она переворачивается и захватывается вторым шпинделем за расточенное начисто отверстие цанговой разжимной оправкой. Механизированной, конечно же. Ведь всё должно идти в автоматическом цикле, без участия человека. После обработки шпиндель расслабляет цанговую оправку и готовая деталь падает на паллету под шпинделем.
Ну и надо клиенту делать новое кольцо. Чуть другого размера. Заказывает у именитого европейского производителя сменную цанговую оправку и шлифованный упор.
Откручивает старый упор, снимает цанговую оправку, ставит новую оснастку. Примеряет колечко - всё отлично. Запускается автоматический цикл. Всё хорошо, но вот после обработки, когда цанговая оправка сжимается - деталь с неё не падает.
Первая мысль - конус в патроне цанговой оправки не уходит полностью по какой-то причине и она остаётся слегка разжатой. Сняли патрон. Проверили ход гидроцилиндра. Проверили ход конуса в патроне. Нет.
Вторая мысль - резина, залитая между лепестками цанговой оправки выпирает по какой-то причине и на ней висит деталь. Проверили на большом измерительном микроскопе. Нет.
На лепестках ни задиров, ничего. Если взять эту сменную цангу и надеть на неё кольцо детали - свободно спадает. А в станке - зависает.
Очевидные мысли кончились. Наделали фото и видео. Пишем рекламацию европейскому этому производителю. Он вообще изумляется - такого никогда не было и никак не может быть. Хотя видео видит. И тут совершенно случайно, буквально, кончиками пальцев чувствую, что кольцо на оправке не застревает, а именно прилипает. Откручиваю шлифованный торцевой упор. Уже без цанги. Прикладываю к шлифованному торцу кольцо - ВИСИТ!!! Упор при шлифовке на плоскошлифовальном станке лежал на электромагнитной плите. А после обработки его не размагнитили, а сразу отправили клиенту. Одна минута времени сэкономлена в Италии и половина рабочей смены потеряна в России.
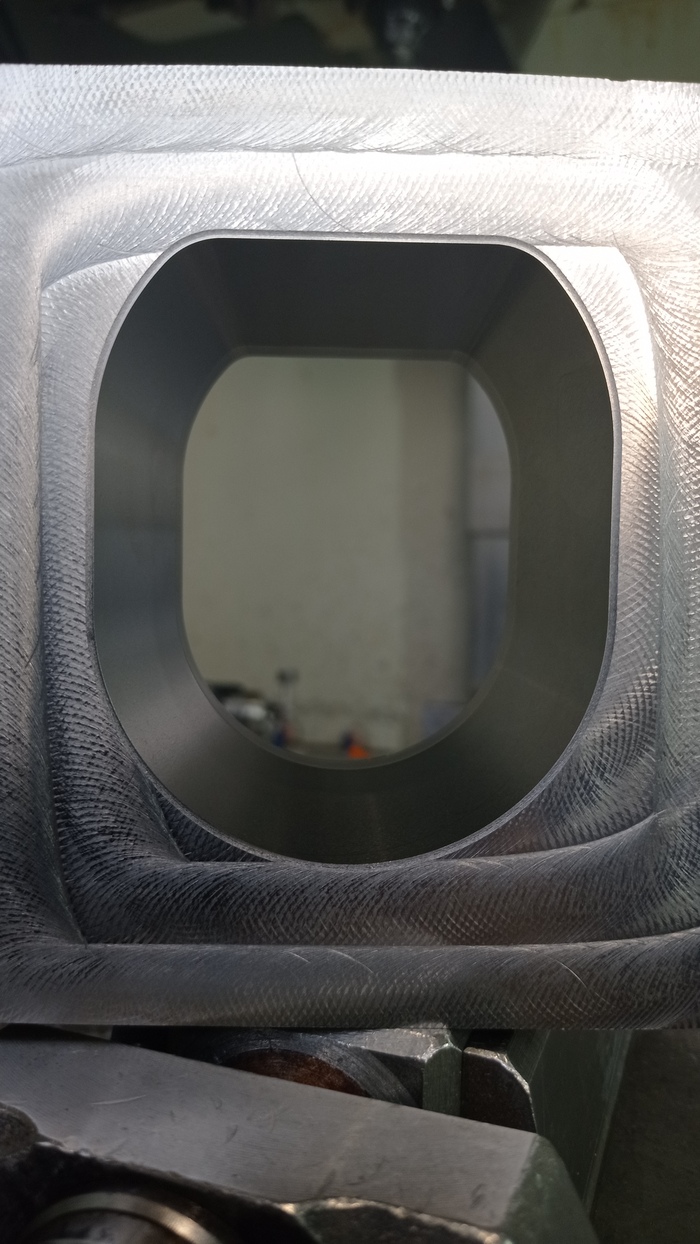
Ну и если кому интересно - так выглядит разжимная цанговая оправка для механизированного патрона.

А это сам упор. Он надевается на эту цангу сверху и шлифованным в размер торцем ограничивает глубину захвата детали цангой.

Показать полностью
2
1

Хроники русского инженера. Запись №0000016
Информация из первых рук - от бывших коллег:
1. Schunk - kaputt
2. SMW-autoblok - kaputt
3. DMG в Ульяновске - kaputt
4. DMG в Москве - kaputt
Alles Kaputt
