
Моя прелесть!
Продолжение поста "Надоело мне копить на видеокарту" И вот спустя чуть больше года я дорос до 6Р12 Свершилось наконец то забрал подарок который сделал себе не новый год.
Поздравляйте!
За мат простите на эмоциях.


Показать полностью
1
1
Галтовка. Полировка авто/мото дисков и деталей
Доброго времени суток друзья.
Более 5 лет (для меня это хобби - увлечение которое доставляет удовольствие) занимаюсь полировкой методом галтовки (зеркальная полировка) авто /мото дисков и разных деталей от автомобилей, мотоциклов и другой техники.
Поделюсь так сказать красотой и эстетикой с вами))












Показать полностью
12
Мой собственный фрезерный станок. Часть 2
Я вас приветствую. Прошло прилично времени с первого поста про станок.
С того момента удалось продвинуться вперёд. Было сделано прилично, по моим меркам, но станочек всё ещё разобран.
Удалось выяснить, что данный продукт китайского сумрачного гения известен как ZAY-7013
Для тех, кому не охота читать, смотрите видосы. Остальным - милости просим в текст.
В прошлый раз сказ закончился на отшабренных направляющих.
После направляющих настал черёд узла крепления колонны. Первое, за что я взялся, была площадка на станине. Водрузил крестовину на станину, стол на крестовину. А сверху советскую стойку с индикатором. Покатал индикатор и расстроился. Плоскость условна, да и перепад высот с перекосом "плоскости" почти в 5 соток. Что на ход бабки даёт 2 десятки.

Шабрил долго, шабрил упорно. Преимущественно вечерами и ночами. Как заточить пластину для более грубого съёма, я понял позже, что явно не ускорило процесс. Долго ли коротко ли, но изначальный перекос был устранён...другим перекосом, но в обратную сторону. Уже на 1.5 сотки. Продолжаем разговор. Выправляем.
Дальше больше. Колонна к этой площадке крепится через уголок и "шайбу", а шайба уже крепится к ласточкиному хвосту колонны.

Фото "шайбы" отдельно не сохранилось, снимать с колонны её не стоит, там сейчас в щели набор подкладок зажат, чтобы шайбу болтами не прогибало.
Ещё на этапе правки направляющих я выправил у "шайбы" поверхности, обращённые к колонне, а теперь настал черёд стороны, которая идёт к уголку. Водружаем её и индикатор на стойке на плиту и катаем. Восхищаемся поразительной плоскопараллельностью. Катаем ещё раз, но теперь ставим пометки на шайбе, где сколько лишнего металла. А потом снова шабрим переточенным буром для бетона. Повторять до приемлемого результата. Когда "шайба" готова, а стрелка индикатора не вызывает приступы истерики, надо начинать мучить уголок. ЗАбегая наперёд скажу, что там я схалтурил и не выправил на угольнике 90 градусов.
Принцип прост. Выбираем некое начало, правим его, а потом от него отталкиваемся как от базы. Или используем как эталон. Так и тут. Шайбу мажем краской, а потом тыкаем в уголок и крутим. Лишнее срезаем. Повторяем до победного конца.
Переворачиваем уголок. Видим сторону, которая пойдёт к станине. Мажем плиту краской и вытираем уголком. Нервно хихикая срезаем лишнее. Сначала нужно получить плоскость. Остальное потом. Может это задумка китайцев, может их пофигизм, но всё кривое. Мало того, на плоскости фреза вырыла целый окоп на пути к точности. Окоп этот убираем и продолжаем победоносное шествие. А вот теперь надо как-то сделать перпендикулярность в уголке.
Думал долго, где бы добыть комплект плиток КМД. Придумал. И сделал без них. Для этого берём плиту, ту что поверочная, кладём на неё как на колонну шайбу. На шайбу уголок. Берём угольник в руку и мажем угольник краской, после ставим на плиту и упираем крашенным краем в уголок с обоих краёв.
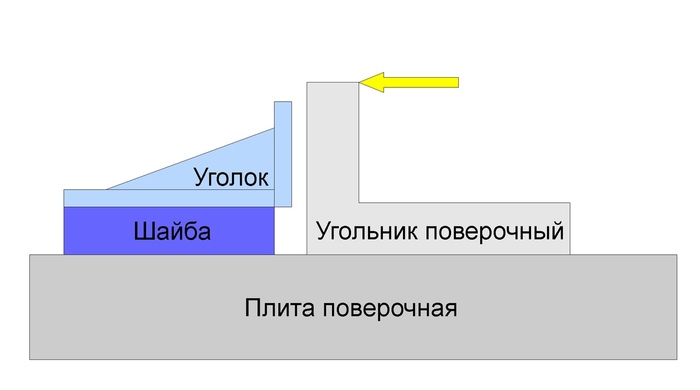
Получилось как-то так.
Снимаем лишний металл по краю и получаем так называемые маяки. Что делать дальше? Мазать плиту краской и шабрить-шабрить-шабрить. Шабрить до тех пор, пока основная часть плоскости не довернётся до маяков.
Осталось проверить прилегания на краску, и собрать, как оно будет, для проверки результата.
И...барабанная дробь...результат улучшился в 2 раза. Вместо 2 десяток перекоса на 16 см прогона имеем 1 десятку. Авось не сработало.
Освободил станину от навешенной колонны с крепежом. Подрезал металл на площадке. Собирал - проверил. Результат: 5 соток. Повторял процедуру ещё дважды и получил 1 сотку назад, от станины. Она, скорей всего уйдёт, когда на колонне будет навешена бабка в сборе.
Вот она, маленькая победа над китайским раздолбайством. Но впереди ещё ось шпинделя.
Бабка тут сделана из двух частей, салазок и... пусть будет голова. Я хрен знает, как это назвать.

Голова притягивается на 4 болта к салазкам. Голову можно немного повернуть по привалочной плоскости влево-вправо. А вот вперёд-назад фиг. Надо резать. Но прежде чем выставлять, надо сделать плоскости. Ибо на толстый слой краски я получил такое:

Ответная привалочная поверхность салазок была в схожем состоянии. Но мы же знаем, как забороть сие досадное недоразумение. Для салазок ещё пришлось добиваться плоскопараллельности, ибо её туда китай не поставляет.
Теперь самое интересное. Берём многострадальную плиту, на неё ставим головку. Берём в руки контрольную оправку, она же скалка, она же дрын стальной, шлифованный, и нежно, но уверенно втыкаем в шпиндель.

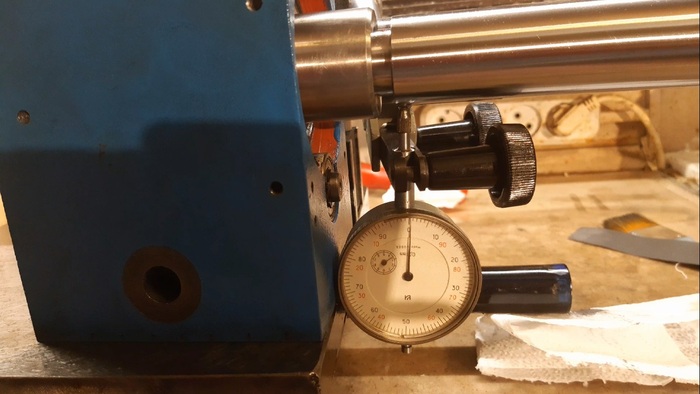
Крутим с индикатором у шпинделя, крутим у конца. Вынимаем скалку, и заново вставляем, но с поворотом на 90 градусов. Снова крутим. И так ещё два раза. Считаем среднее и получаем, что биение у шпинделя пол сотки а на вылете 17 см 2. А, ну и конец смотрит вниз на 2.5 десятки. Тут можно на китай попенять в очередной раз, но тут даже нет базы, относительно которой всё испорчено. Точнее она есть, но её не прижать к столу.
Скоблить до тех пор, пока всё это не встанет ровно. В общей сложности я провозился 3 вечера. Собрал бабку, поелозил по многострадальной плите. Вроде сделал нормально. Теперь надо выставить половинки бабки относительно друг-друга и накинуть на колонну, но это потом.
Последнее, что я успел по слесарке сделать, это выровнять стол и врезать в шпиндель магнитик.
Про магнитик расскажу в следующий раз.
В первой части я уже описывал, что намерял у стола. В этот раз скажу так, было хуже, чем тогда намерял. Рельеф примерно тот же, но перепад высот получился под 2 десятки. До этого часть кривизны стола компенсировалась кривизной направляющих и перекосом салазок. Вы уже догадываетесь, да? Шабрим, но про плиту пока забываем.
Есть направляющие, которые уже вышабрены. Воспользуемся ими как базой. Микрометр в руки и вперёд, делать кучу замеров. Причём по плите мало что понятно в начале, она в половину длины стола, и, если сразу шабрить по пятнам краски, то только китайцам будет норм, а себе можно нарыть ям. Так что делать нечего, шабрю по микрометру края стола, один фиг, в середине яма. Вот когда перепады по микрометру залезут в сотку-две, достаём плиту и фигачим на краску, но с контролем по микрометру. При наличии плиты, на которую влезет весь стол с запасом, можно было бы обойтись плитой и индикатором. Но для этого плита нужна абсолютно конских размеров.
Отшабренные, но не шлифованные поверхности почти бесполезно обкатывать индикатором, он покажет микрогеометрию, а не макро. Нужна плоскопараллельная пластина, например плитка концевых мер длины, но таковых у меня нет. ыход из положения оказался прост. Я взял шайбу для регулировки зазора в автомобильных клапанах и обрезал её. в прямоугольник. Резать пришлось отрезным кругом, с постоянным поливанием водкой. Вода не успевает отводить тепло, а надфили и ножовка по металлу её не берут. Я потом проверял по плите, на очень тонкий слой краки, еле заметный, она липнет и даёт ровный отпечаток. ну и параллельность тоже проконтролировал микронной головкой.

Ещё я успел влезть в электрику, но об этом в следующий раз. А сейчас процесс простаивает, т.к. я в процессе сбора стола под станок. Чтобы в случае нужды не разбирать полностью станок по десять раз.
P.S.
@Arakir , я почитал ГОСТ про классы точности вертикальнофрезерных и консольнофрезерных станков. Там, кроме метода циркуля, есть контроль перпендикулярности на ход бабки по угольнику.
@pavelandreevich , за наводку на микрофон спасибо, суъбективно, стало лучше.
Всем спасибо за внимание, до новых встреч!
Показать полностью
9
1

Мой собственный фрезерный станок
Всем привет! В предыдущем посте про ковидлу я упоминал станок.
В июне сбылась мечта идиота, я купил металлорежущий станок. Станок китай. Станок купил со скидкой в магазине, чьё название обещает продать любой существующий инструмент) Картинка из интернетов:

Что я на нём пробовал резать? А ничего ещё не пробовал. Я его раскидал на запчасти и никак не соберу. Для тех, кому читать лень, в конце поста ссыль на ролики оставлю.
Началось с того, что я его решил разобрать и отмыть от смеси консервационной смазки и стружки. Да, станки продают в консервационной смазке и, в отличие от шуруповёрта, его надо отмывать и смазывать заново. После разборки я отмывал руки не только от смазки с металлической стружкой, но и от серой краски, которая местами облазила целыми пластами. И чёт меня дёрнуло станок перекрасить. Долго ли, коротко ли, краску я выбрал и добыл. Без приключений не обошлось. Получилось как-то так:
За качество картинки прощения просим, выдрал с ролика на тытрубе, изначально не планировал писать, а сейчас фото делать сильно лень, надо снова порядок наводить.
Схема простая, снаружи - синее, внутри красное, а органы управления жёлтые. Схема, вроде бы ещё с советских времён. Краска на основе эпоксидных смол. Сохнет долго, воняет отвратно, зато не должна скалываться и химически стойкая. Краски ушёл стакан-полтора от силы. Красил валиком мелким, да кистями синтетическими.
Пока готовил к покраске, залил направляющие кислотой ортофосфорной, недосмотрел. Значит надо их чистить. А ещё я станок поймал на том, что колонна, а равно и вертикальный ход шпинделя, не перпендикулярен столу. И не перпендикулярность составляет 0.2 мм на 16 см хода. Две десятки - это дофига. В госте на консольнофрезерные станки фигурирует число 0.02 мм на 30 или 40 см хода. И это для самого низкого класса точности "Н".
Всё свелось к тому, что станок надо править. Там же где и станок я прикупил угольник поточнее. У частника с авито купил плиту поверочную, свежеправленую, и линейку для направляющих взял в аренду. А у китайцев уровень станочный и ещё по мелочи. Инструментом обложился и призадумался, люди в телевизоре массово используют твердостплавные пластины для шабрения, не в телевизоре, те кто этим зарабатывает, тоже. Стал думать, как быть. Сталь не долго ходит, проверял на напильнике. Нашёл тупое сверло по бетону и переточил его, попробовал, хорошо, но мало. Купил сверло побольше, его а картинке выше видно, вдоль стола лежит. Стало лучше, точить есть чем, но нужена зернистость поменьше для доводки. Снова низкий поклон китайцам, 2 недели ожидания и у меня есть диск с алмазным напылением.
Направляющие обмеряны, шабер из сверла заготовлен. И неделю я делал направляющие. После рабочего дня ещё один, но за идею и светлое будущее.
Я тут нарисовал, как выглядели бы направляющие, если их кривизну на 100 помножить.
Станина:
Справа горб посередине. А нижние плоскости должны быть параллельны, а тут раскосые.
Похожая картина на всех направляющих. И править их целая проблема. Сначала по плите надо выправить ответную часть, плоскую. На картинке с частями станка она в центре, это не сложно, мажем краской плиту и соскабливаем шабером окрашенный металл, это, вкратце, весь процесс шабрения. Красим, прикладываем, соскабливаем. Повторять до равномерного переноса краски с плиты на деталь:

Потом по этой детали правится горизонтальная часть направляющих. Длинное коротким, ага. Потом берём линейку. Выглядит так:

63 см длинной и массой 11 кг. Мажем краской её и продолжаем править горизонтальную часть направляющих. Помазали, приложили, отпечаток соскоблили. И так много раз, даже когда надоест. При этом надо следить по ответной детали, что бы направляющие не стали снова раскосыми. А ещё они могут перекоситься в двух направлениях. Когда они сходятся с одного конца, и когда один конец направляющей в паре становится выше конца другой направляющей. Они становятся винтом. Именно тут нам и нужен становится уровень. У уровня чувствительность такая, что мимо него нельзя ходить. Если его водрузить на метровый дрын и конец дрына приподнять на 0.02 мм, то уровень покажет это, пузырёк сместится на 1 деление. А есть взять дрын длиной 10 см, то 1 деление уровня будет 0.002 мм. 2 микрона. Если хотите такой, ищите уровень станочный, в китае есть такие, даже не все врут.
Допустим, что мы горизонтальные части направляющих выправили, долго прыгали вокруг, потому что неудобно. Винта нет, ям нет, плоскостность есть. Т.е. они в одной плоскости. Переходим к наклонной части направляющих. И вот именно с ними, мы начинаем понимать, что есть неудобно. Подлезть сложно, угол оптимальный взять неудобно, сильно на шабер не наляжешь. А деталь так и норовит завалиться.
К слову о съёме. Я проверил на ползушке, если без особого усилия, то за два прохода у меня снимался 1 мкм чугуна. Если навалиться как следует, то 3-4 мкм чугуна. А наклонные направляющих... Там всё совсем плохо с этим.
Наклонные части направляющих я выправил. Сначала срезал лишнее гравёром, а потом дошабривал. Это, как мне кажется, где-то треть всей работы. Между столом и станиной расположена крестовина, она позволяет столу двигать по оси Х и оси У. Её плоские части салазок правятся по плите, а наклонные части по направляющим. И плоские части должны быть параллельны друг другу. Для проверки данного момента нужен индикатор со стойкой. Фото нет.
Потом я начал заниматься перпендикулярностью колонны, но заболел и отложил сие занятие. Станок, к слову, чугунный.
Спасибо всем кто осилил текст. Если зайдёт, то буду пилить продолжение. Планирую так, что буду пилить пост, а к нему прикладывать видео. Кто захочет, будет смотреть или слушать, а кто любит почитать, велкам, будет текст с картинками.
Советам и рекомендациям, что как лучше сделать, буду рад.
Обещанная ранее ссыль:
https://www.youtube.com/playlist?list=PLQwF57eWCqNwZB-tF8ant...
Показать полностью
5


Первый опыт создания ножа из композитной стали
Из двух прутков получится клинок, который я покажу в конце.
Тот, что потоньше — это сталь У10А. Инструментальная углеродистая сталь. Одна из самых популярных сталей для ковки ножей и топоров.
Пруток потолще-это сталь 5ХНМ. Тоже инструментальная сталь, но уже с меньшим кол-вом углерода (0,5 %).
Зато с легирующими элементами (хром, никель, марганец).

Эти прутки, поочередно, выковываются в пластины одинаковой длинны и ширины (это важно) , после чего собираются в пакет, предварительно зачищенные болгаркой.
Сталь чередуется, схватывается сваркой прихваточными швами ( просто что бы не развалились) и начинается подготовка к кузнечной сварки. Помимо одинаковой длинны и ширины, очень важно сохранить нужный порядок слоев. Отсюда и пометка маркером.

Когда пакет собран, к нему приваривается арматура и начинается процесс кузнечной сварки.
Вообще, стоит один раз сделать клинок из дамасска , что бы понять почему он так ценился. Это многодневный труд, который можно испортить одним (!!!) ударом или одной ошибкой.
Взять хотя бы процесс кузнечной сварки. Ошибешься с температурой-будет непровар и ножа не получится. Поэтому заготовку надо основательно и равномерно разогреть. А там разные слои стали, которые по разному нагреваются. Большая масса тоже может обмануть-сверху прогрелся, а внутри еще нет. Вот и колдуешь, ловя нужный момент.
Сам процесс сварки напоминает целый ритуал. Ты разогреваешь горн на максималках на древесном ( и только на на древесном) угле. Каменный уголь не подходит для кузнечной сварки, т.к. при его горении выделяются вещества которые могут нарушить сварку ( да, это настолько тонкий момент).
Разогреваешь заготовку тоже не просто закинув ее в огонь.
Сначала кладешь сверху на уголь, что бы она прогрелась. Вытаскиваешь, чуть остужаешь на воздухе и снова НА уголь. Таким образом мы добиваемся одинаковой температуры в каждом слое.
После этого, мы по максимуму нагреваем заготовку, закопав в уголь, вытаскиваем из горна и от души засыпаем буру между слоёв.
Бура-это кузнечный флюс, тетраборат натрия. Она удаляет окалину между слоев, которая не дадут им свариться.
Засыпали бурой и снова в горн. В это раз заготовку надо нагреть так, что бы у нее уже начала первые искры появляться.
А дальше начинается самый ответственный этап. Заготовку надо проковать что бы слои сварились между собой. По факту, есть всего 3-5 ударов от которых все зависит. Один кривой удар молотком- и слои расползутся, а пакет можно выкидывать. Если удары будут слабые и не четкие- см выше.
После того как проковал, то описанные выше операции стоит повторить. Исключительно для перестраховки, по сути уже все сделано.
Итого, что бы сделать заготовку под композитную сталь, нужно:
1) выковать полосы одинаковой длинны и ширины из разных марок стали
2) зачистить их болгаркой -иначе не сварятся
3) собрать в пакет при помощи сварки-иначе развалиться
4) равномерно нагреть всю заготовку и все слои до высокой температуры-иначе не сварятся
5) обработать бурой- иначе не сварятся
6) четко и сильно нанести удары молотом- иначе не сварятся
7) повторить операцию для контроля
8) все это делается только на древесном угле- иначе не сварятся
И это только первый этап. Если вы нигде не накосячили, то у вас получилось 6-10 слоев стали в пакете. К слову, хорошим дамасский клинок считается в 300 слоев.
Когда я снова вернулся к заготовке, то первым делом зачистил торцы, именно на них можно посмотреть есть ли непровары.
Непровар-это участок , в котором слои не сварились. И если они очень глубокие, то это брак.
Но мне повезло, все было перфект и я начал тянуть заготовку в полосу. И вот тут я слишком расслабился. Когда я выковал полосу, что бы еще раз сложить пакет и увеличить кол-во слоев, я обнаружил трещины на торцах. Зачистив их , я обнаружил те самые непровары. По всей видимости, во время ковки я недостаточно нагрел заготовку + криво ударил , что и привело к расслоению. АБИДНА.


Закалку такой клинок скорее всего не переживет. Просто лопнет как щепка прямо по этим трещинам. Выбор стоял не самый приятный: либо начинать все заново, либо просто сделать декоративный клинок без закалки. Я решил попробовать второй вариант, т.к. была интересна именно техника создания дамасска и узора.
Взял пару полос никеля и добавил в пакет. Он придает своеобразного блеска, но в рабочие ножи его не добавляют, т.к. он выходит на режущую кромку и ухудшает технические свойства клинка.
В итоге у меня получилась заготовка в 76 слоев. После обработки торцов расслоений уже не было видно. Возможно, они были поверхостные. Ну да это уже не было важно, дальше крутить пакет не было смысла, поэтому пора было делать клинок.

Есть множество способов сформировать будущий рисунок клинка из композитной стали. В основном, они создаются различными физическими воздействиями на заготовку. Я решил поэкспериментировать (экспериментатор мамкин, первый клинок делает, можно подумать все другие способы уже знакомы, ага) и нарезал кресты болгаркой. Прорезы должны быть довольно глубокие, не меньше трети заготовки. После этого заготовка проковывается.

Собственно, на этом моменте и закончилась история связанная с термообработкой. Дальше начались долгие часы слесарной обработки с косяками на каждом этапе.


Прежде всего заготовке нужно придать общие черты будущего клинка. Грубо обработать на гриндере геометрию и выровнять плоскость на плоскошлифе. Получившееся заготовка уже называется «бланк».

Дальше у нас начинается слесарка…очень она тяжело мне дается. Каждый раз с ошибками и переделыванием. Я понимаю, что вопрос опыта, но все же. Основная беда в том, что там все на глаз и опыте, каких-то ощущениях в пальцах. Как понимаете опыта у меня не то, что бы много.
Вот к примеру, начал выводить спуски. С одной стороны сделал прямо как хотел.

Вторую сторону делать сложнее, потому что она должна быть симметричной. Стою, вывожу….и пропустил момент, снес лишнего. Все по новой.

В итоге, очень много раз исправлял свои же ошибки. но кажется именно это и называется обучением.

Из-за того, что пришлось очень много снять с тела клинка, вся заготовка с рисунком пропала. Получилось хорошо, но идея была в другом. В общем вот финальный клинок. после травления в растворе хлорного железа.
Блестящие линии- это тот самый никель который я добавил в процессе.

Показать полностью
13
НОЖ С КОЖАНЫМИ НОЖНАМИ
Из откованной стали Х12МФ сделал нож по чертежу ножа разведчика НР-40, но без гарды. Толщина по обуху 3мм, не хочу приступать закон.
Сталь эта, конечно очень твердая, около 20 часов работы потребовалось, чтобы свести хорошие спуски на камне
Ножны из куска кожи с рынка за 70 руб (торговец хотел за 100, но не на того нарвался)
Надо продумать шлифовку спусков, чтобы режущая кромка не закруглилась.

Показать полностью
1
1

Сможете найти на картинке цифру среди букв?
Справились? Тогда попробуйте пройти нашу новую игру на внимательность. Приз — награда в профиль на Пикабу: https://pikabu.ru/link/-oD8sjtmAi

Новый Год! Миниатюрный стреляющий Кольт М1911 - всем желающим
Инструкция для тех кому нравится миниатюрное оружие но не хватает времени, инструмента, возможностей или прямых рук. Все делается буквально за один вечер.

Получил в подарок вот такой миниатюрный Кольт в масштабе 1:2.5. Это китайская моделька от фирмы "alloy empire" из цинкового сплава. Цена около 2000 рублей, и своих денег она стоит. Миниатюрка довольно точная, почти все детали как у настоящего М1911. Важные детали механики из стали. Из коробки работает досылание и экстракция патрона, запирание ствола и оба предохранителя.

В оригинальном исполнении моделька абсолютно безвредна - ствол глухой, нет бойка и отверстие под него глухое, патроны всего лишь болванки, пружина курка очень слабая.
Меня это все не устраивало, поэтому я подверг свой кольт небольшим модификациям.

Кольт бывает в двух цветах, серебристый, под никель и тёмно-серый, как бы фосфатированный. В реальности конечно же крашеный. Для переделки лучше взять серебристый, царапины на нем менее заметны.

Так же у этой же фирмы есть Беретта М92, Беретта М92 F? с ручкой спереди и прикладом, Зиг Sauer 226, но его не купить уже почти, Дигл и Кольт Питон.
Беретту я тоже успешно модифицировал, но браться за нее сразу не советую. Переделка гораздо сложнее.

Для начала снимаем затвор. Тем кто знаком с ТТ это не составит труда. Отсоединяем магазин. Вынимаем рычажок затворной задержки, при этом придерживаем подпружиненый плунжер. Иначе придется искать его на другом конце комнаты. Под отверстием ствола нажимаем на "стакан" возвратной пружины и поворачиваем направляющую втулку ствола. Вынимаем втулку, ствол и все потроха.

Наша первоочередная задача - пробурить ствол. Просверлить надо примерно 3.5см сверлом 3.5мм, но не спешите пугатся - это цинк, сверлится легко. Самый простой способ - на токарном станке. Перед зажатием в патрон не забудьте обернуть ствол куском бумаги. Всей работы на 3 минуты.

Если нет ни токарного ни сверлильного станка то подбираем трубочку в диаметр ствола в которую плотно входит сверло. Трубочка будет нашей направляющей. Дрель крепким к столу неподвижно например струбциной. При сверлении подаем ствол по какой нибудь направляющей - куску доски например. Когда ствол просверлен, можно подравнять все надфилем.

Следующая задача - отверстие в затворе под боек. Нажимаем на фальшивку бойка и снимаем фиксирующую пластину. Вынимаем экстрактор, фальшбоек и пружинку. Оборачиваем затвор тканью и АККУРАТНО зажимаем в тиски - помним, что это не сталь.

Готовим специструмент. Сверлить придется через передний срез затвора сверлом 1.5мм. Для этого впаиваем сверло в трубочку диаметром 3мм. Оно не припаяется намертво из-за покрытия сверла, так, присопляется. Но нам большой крутящий момент и не понадобится. Альтернативно, сверло можно вклеить на суперклее.

Находим точку выхода бойка. Он должен выходить на одном уровне с отверстием экстрактора, ровно на продольной оси затвора. Можно собрать пистолет и наметить точку выхода сверлом или шилом через ствол, но только при условии что отверстие в стволе получилось по центру.
Сверлим аккуратно, стараясь не отклонятся от нормали примерно на 10мм в глубину.
Затем углубляем уже существующее отверстие с тыльной стороны затвора сверлом 2.5мм. Сверлим аккуратно, останавливаемся за 2-3мм до конца.

Делаем боек из стальной проволоки толщиной 1.8мм и длинной чуть больше 3см. Заготовку зажимаем в патрон дрели и точим надфилем на конус. Подгоняем боек по длинне. Берём кусочек трубочки 2.5мм и длинной 5мм и надеваем как утолщение. Припаиваем или приклеиваем, нагрузки тут нет. Пружинку можно взять оригинальную, только чуток ее подрастянуть.

Настало время пружины курка. Выдавливаем штифт фиксирующий деталь в которой размещается пружина.

Подбираем пружину длинной 22-23мм, диаметром 3мм из проволоки 0.3мм. Можно свить такую самому на подходящей оправке. Если ничего не подбирается, можно рассверлить отверстие до 4мм.

Попутно удаляем выступ рукояточного предохранителя. Иначе стрелять с миниатюрки будет очень затруднительно, пальцами давить на предохранитель обхвата и одновременно тянуть не самый мягкий спусковой крючок.
Собираем Кольт и испытываем спуск - на болванке патрона должна оставаться заметная вмятина. Ее можно использовать как кернение для следующего шага.

Займёмся патронами. В комплекте к пистолю идут две болванки с пулями и одна без, как бы стрелянная. Стоит докупить их ещё с десяток. Это дешевле чем точить самому. Патрон стоит около 60 рублей, а латунный пруток на десяток патронов существенно дороже.
В каждом надо просверлить два отверстия диаметром 2мм, с тыльной стороны, где капсуль глубиной 4мм, со стороны пули 8.5мм. Токарный станок тут сильно облегчит задачу. Но можно придумать и какую нибудь оснастку, например оправку, для облегчения работы.
В качестве пуль сойдут шарики 2мм от опорного подшипника. Их достаточно, чтобы уверенно пробивать пивную банку насквозь.

Перемычку внутри патрона надо просверлить вдоль стенки, сверлом 0.5мм. Это будет запальное отверстие.

Изготавливаем сердечники длинной 3.5мм и диаметром 2мм в идеале из прутка нержавейки. Можно и из гвоздевой стали, или спицы от велика, но они будут портится, корродировать. Можно сделать сердечники более простой формы - цилиндр с усеченным конусом. Площадка на конусе около 0.5-0.6мм.

Снаряжаем патроны солью от детских пистонов, в заднюю камору, под сердечник совсем немножко, на доонышке, иначе не пробьет.
В переднюю, под шарик побольше, от души. Для первых стрельб в переднюю камору можно ничего не ложить. Запечатать спереди и сзади можно стеарином от свечки, это предотвратит отсыревыние смеси и выпадение сердечников.
Можно стрелять и без шарика, пластилином. Можно добавить пару зёрен черного пороха для более густого дыма. Можно аккуратно расколоть капсуль жевило и приспособить стаканчик от него (3.5мм) в эти патроны вместо капсуля. Можно сделать патроны с отверстием под красные детские пистоны. Можно взять вместо бертолетки фульминат ртути или серебра. Вобщем для родившихся в СССР огромное поле для эксперимента.
Кстати миниатюрный Кольт - отличная открывалка для бутылок.

Не храните снаряженные патроны - без них этот пистик просто красивая игрушка - из него ни чем стандартным не стрельнуть. Храните сердечники от патронов отдельно, без них это куски металла с дырками.
Видео как он бабахает.
С Новым Годом! Соблюдайте ТБ и УК!
Дисклаймер, для школьников, пионеров, диванных оружейников и мамкиных юристов с прокурорами, могущих провести баллистическую экспертизу по ютубу и снять отпечатки с фото:
1. Да, за мной выехали, я нарисовал себе "три гуся", меня посодють, я слышу "звуки колонии" и сушу сухари - и мне пофигу по целому ряду причин.
2. Нет - это не оружие. Не веришь, ну и ладно, смотри пункт 1.
3. Нет, я не делал и не буду делать настоящего оружия.
4. Нет, мои работы не продаются и не меняются. И сколько это стоит я не знаю.
5. Я знаю что от него нет толка. За то можно бутылки открывать.
6. Стрельба здесь не главное, но: бабах, дым, пламя, запах гари, небольшая отдача - это кайф!
7. С дуру и хер можно сломать.
Показать полностью
19
1