Брелок ЦСКА на лазере
Понравился логотип ЦСКА, решил сделать брелок.
Материал титан. Цвета получаются от определенного нагрева титана лазером.
Понравился логотип ЦСКА, решил сделать брелок.
Материал титан. Цвета получаются от определенного нагрева титана лазером.
Видео с процессом гравировки. Материал титан. Видео ускоренно в 10 раз и некоторые монотонные куски вырезаны.
Давно что-то ничего не было, соскучился. А то все читаю и читаю, надо и написать )
По существу: 95х18 на 60-61 ХРЦ, на 98% фултанг. Клинок 137х37 мм, сведен в 0,1-0,15 мм, продольный сатин по полировке. Рукоять 120 мм, стабилизированный осокорь. Пин 6 мм, темлячный пин 8 мм. Внутри скрытый пин из латунной трубки. Оружейная насечка 16 линий на дюйм. Обух 3,8 мм около рукояти, 2,4 мм в месте начала загиба к острию. Продолжаю отрабатывать насечку и режимы лазера.





Осталось придумать ножны под стать. Спасибо что посмотрели, здоровья вам ))
Всех приветствую.
Сразу хочу предупредить, что новости для большинства маркировщиков, в том числе для hexus16 у меня печальные:
Не даром говорят производители: маркировка алюминия черным цветом на лазере невозможна очень сложна.
По традиции немного теории.

Алюминий обладает:
лёгкостью (плотность 2,7 г/см3);
серебристо-серым цветом;
высокой электропроводностью;
ковкостью;
пластичностью;
температурой плавления – 658°C;
температурой кипения – 2518,8°C.
В отличие от оксидов многих других металлов, оксид алюминия, как и алюминий в чистом виде, тоже, сцуко, серый.
И как ты не грей лазером поверхность алюминия, эта пакость будет либо разрушаться при гравировке, либо немного темнеть при маркировке, но никогда не окрасится в многими желанный черный цвет. Максимум в какие-то темно-серые тона.
Естественно существует много способов окрасить алюминий в черный цвет, например: покраска жидкой или порошковой краской, покраска с применением электрохимического анодирования и черных органических пигментов.
А вот такие вещи, как электрохимическое травление и электрохимическое оксидирование (вариант анодирования) все же так же дадут темные тона серого цвета (в зависимости от оксидной пленки цвет будет тем темнее, чем больше ее толщина), но никак не черный цвет.

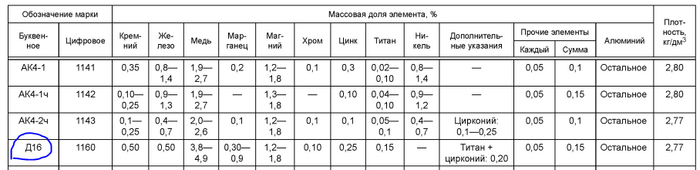
Но все же не так все печально, как кажется. Добавить "черноты" при маркировке могут примеси, которые содержатся в алюминиевых сплавах (Д16, В95 и пр.), такие как кремний, железо и пр. (https://kemerovo.mpstar.ru/info/standarty/gost-4784-2019.pdf)
И как и с аналогичными экспериментами со сталью:
Латунью и нейзильбером:
Так и с алюминиевыми сплавами нужно подобрать режим и ту самую границу перехода маркировки в гравировку.
Я сегодня потратил 5 часов на это, но идеального варианта подобрать смог только на очень сложном режиме с контролем импульса (MOPA). На режимах, схожих без этого контроля получались всратые серые тона.
Начал я с обезжиривания плиты из Д16Т лазером
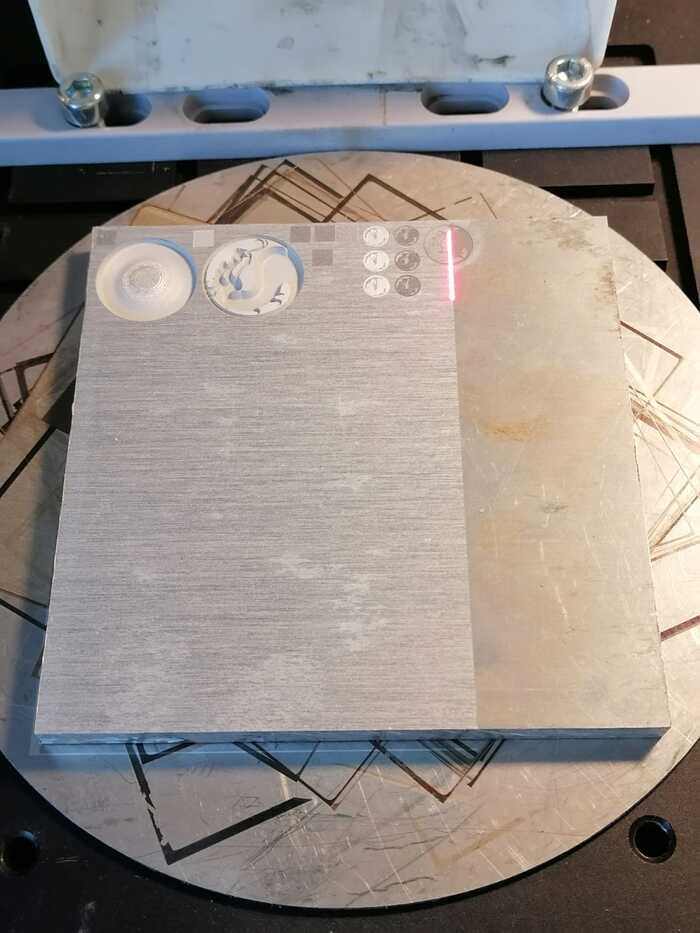
Хотел сначала сразу снять оксидную пленку, но подумал, что эксперимент может затянуться, а алюминий окисляется довольно быстро даже на воздухе.
А потом начал долго и упорно гуглить.
Но не было бы этого поста, если результат так просто можно было бы найти.
Охереть, конечно, маркировщики - это как общество масонов: хрен какую информацию о них самих и их работе найдешь. Я и не нашел.
Поэтому я просто стал долго и упорно играть с режимами.
Но не буду вдаваться в мои мучения, поэтому перейдем сразу к результатам
Напоминаю, у меня станок JPT 30W MOPA M7.
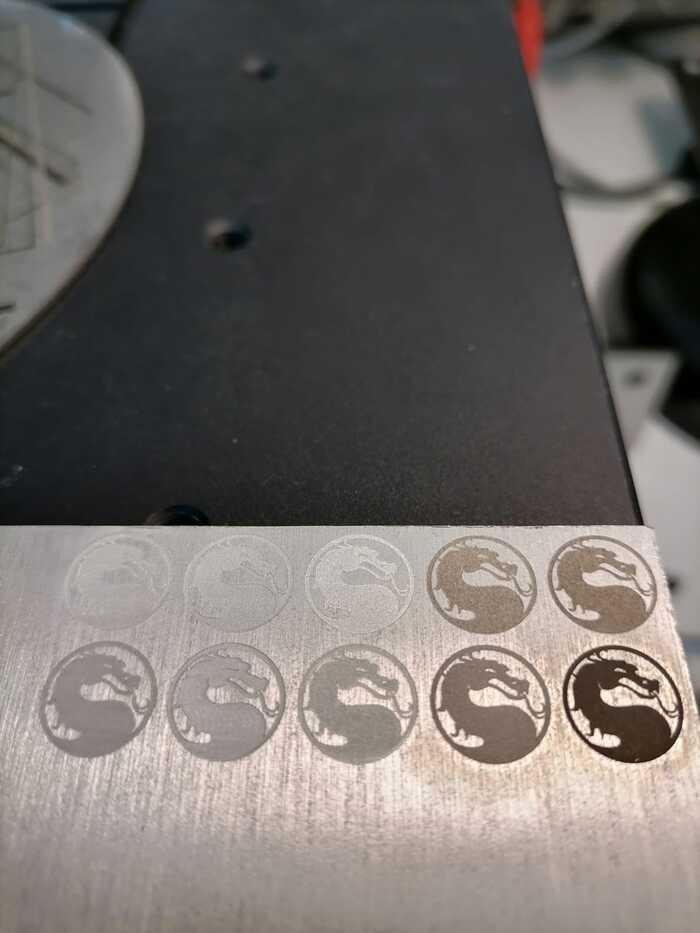
Верхний ряд - испытания на линзе F330 (рабочее поле 200х200 мм). На первые 3 эмблемы слева можете не особо обращать внимания, это гравировка, потом гравировка с чисткой и гравировка с чисткой и полировкой.
Четвертая эмблема - это попытка сделать черную маркировку на частоте 110 кГц (ширина импульса тут 45 нс, но это условно базовая для такой частоты ширина импульса), мощности 95% от номинальной и очень маленькой скорости (10 мм/с). Плотность заливки была чуть меньше пятна луча в фокусе (пятно луча на F330 - 0,06 мм, плотность установил 0,05 мм). Скажу сразу, испытывал на больших плотностях (от 0,04 до 0,005) - эффект еще хуже, а цвет светлее.
Пятая эмблема - частота 1000 кГц, ширина импульса 2 нс, мощность 95% от номинальной и те же 10 мм/с. Явно мощности лазера при таком фокусе недостаточно.
Нижний ряд - на линзе F160 (рабочее поле 100х100 мм). Также на первые 3 эмблемы слева можете не особо обращать внимания, это гравировка, потом гравировка с чисткой и гравировка с чисткой и полировкой (которую я так и не подобрал, кстати).
Четвертая эмблема - это также попытка сделать черную маркировку на частоте 110 кГц (ширина импульса тут 45 нс, но это условно базовая для такой частоты ширина импульса), мощности 60% от номинальной (скажу сразу, если увеличивать мощность - начнется гравировка, и цвет станет светлее, так и в случае уменьшения мощности, но там уже не будет хватать мощности лазера для окисления) и так же очень маленькой скорости (10 мм/с). Плотность заливки была чуть меньше пятна луча в фокусе (пятно луча на F160 - 0,035 мм, плотность установил 0,03 мм). Опять испытывал на больших плотностях (от 0,02 до 0,005) - эффект еще хуже, а цвет светлее.
Пятая эмблема - частота 1000 кГц, ширина импульса 2 нс, мощность 50% от номинальной и те же 10 мм/с.

И это, на самом деле, не черный, а очень темно-серый цвет.
Вариации с дальнейшим увеличением частоты, уменьшением частоты, увеличением или уменьшением мощности, плотности заливки и скоростью перемещения лазера приводили только к более светлым тонам, как и режим "спираль" или "воблер".
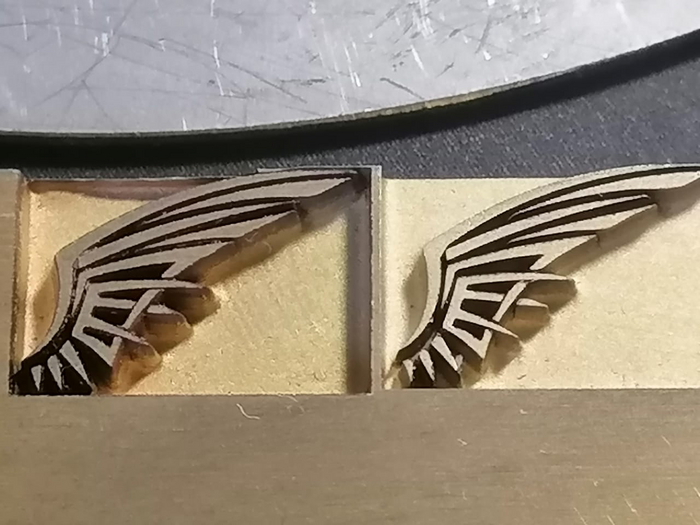
На фотографии ниже приведен еще один пример:
Слева - Д16Т, справа - сплав, похожий на АК12 (на 100% не уверен). Режимы при маркировке одинаковые, но на АК12 цвет явно светлее, что обуславливается различным % содержанием примесей


Ну как-то так.
Данная тема как бы небольшой анонс для следующей темы (пока не знаю, когда до нее руки дойдут), в которой я постараюсь разобраться с различными способами гравировки заливок (так называемые: однопроходные, прерывистые змейки, сплошные змейки, пунктирные змейки и контурные). Для каких типов маркировок и гравировок лучше применять ту или иную заливу.
Ну а в этой теме на примере гравировки клише для тиснения кожи попробуем сравнить 2 типовых метода такой гравировки (сплошная и прерывистая змейка): скорость гравировки, качество боковых граней, глубина гравировки.
Задача предстояла достаточно сложная: сделать небольшое клише размером 15х10 мм из латуни. Сложность заключалась в том, что в некоторых местах ширина гравировки составляла 0.01-0.02 мм (одна сотая миллиметра!). Глубина гравировки должна быть не менее 2 мм (Если не сложно, могут ли кожевенники это подтвердить? А заодно рассказать о требованиях к качеству поверхностей клише?).
Напоминаю, что гравировку произвожу оптоволоконным лазером, работающим в ИК диапазоне, на базе источника JPT 30W M7 (MOPA) 30 Вт (Не реклама!).
Линза с рабочим рабочим полем 100х100 или 110х110 мм (к примеру F160) по данным разных производителей имеет глубину фокуса (глубину, на которую лазер может выгравировать материал) от 1.5 до 2 мм (при старте из расфокуса можно выполнить гравировку до 4 мм, но с небольшими танцами с бубном, я об этом писал в каком-то старом своем посте) , но диаметр луча лазера в фокусе составляет от 0.03 до 0.035 мм (к примеру https://sharplase.ru/dopolnitelnye-optsii/fokusiruyushchie-l... Не реклама!), что в моем случае не подходит. Но многие, и правильно это, делают клише как раз на таких линзах.
Линза с рабочим полем 50х50 или 60х60 мм (к примеру F63) по данным разных производителей имеет глубину фокуса 1-1.2 мм (какой-же реальной глубины гравировки можно добиться - будем выяснять в этом посте), а диаметр луча лазера в фокусе от 0.016 до 0.018 мм, что то же как бы не подходит, но деваться мне некуда, так как линз с меньшим диаметром лазера в фокусе (для маркираторов) я в продаже не встречал.
Скажу сразу - этот эксперимент с этой линзой (F63) ставлю впервые. До этого пользовался линзой F160.
Рисунок имеет следующий вид
Гравируемое изображение
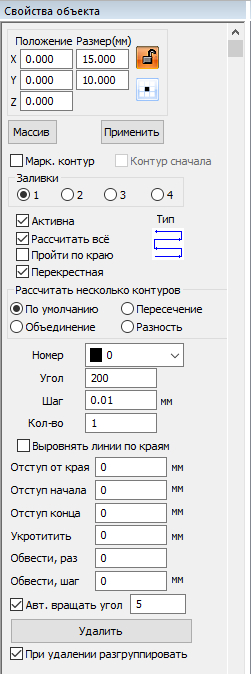
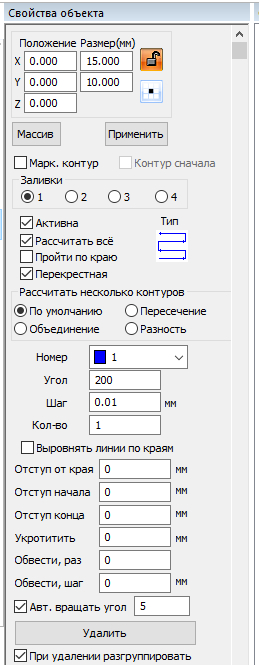
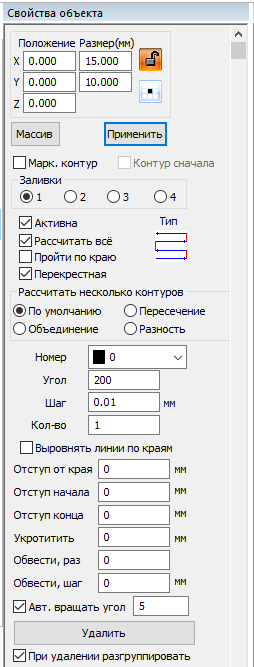
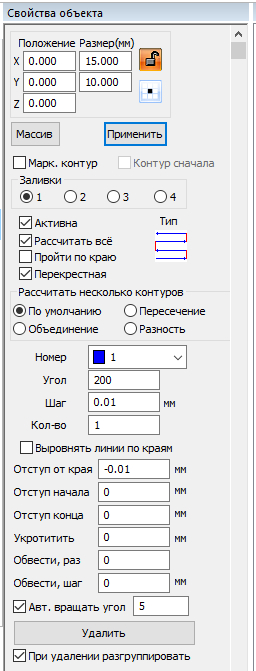
В настройках заливки ставлю шаг 0.01 мм, перекрестный способ и сплошную змейку (жесткий режим, но мне нужно понять, на какую глубину можно забуриться). Так как узких мест у меня на клише много, и во все нужно залезть, делаем поворот после каждого прохода 5 градусов. Создаю еще 2 слоя с углом поворота относительно предыдущего 30 градусов, а также слой чистки. По наитию и опыту буду делать 40 повторов сего непотребства, после чего будет проход сплошной чистки и полировки с шагом уже 0.005 мм (полируется только верхняя грань, так как в расфокусе режим полировки работает плохо. Но качество дна для клише нахрен не нужно). Мощность гравировки ставлю ~ 24 Вт (80% от номинальной), чистки мест гравировки 30%, сплошной чистки 20% (для полировки свои режимы и они тут не так важны).
Гравировка
Чистка
Вот тут наглядно видны узкие места и плотность заливки.
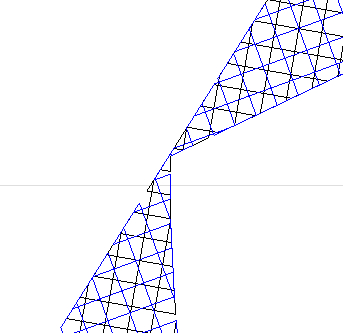
Сетка заливки
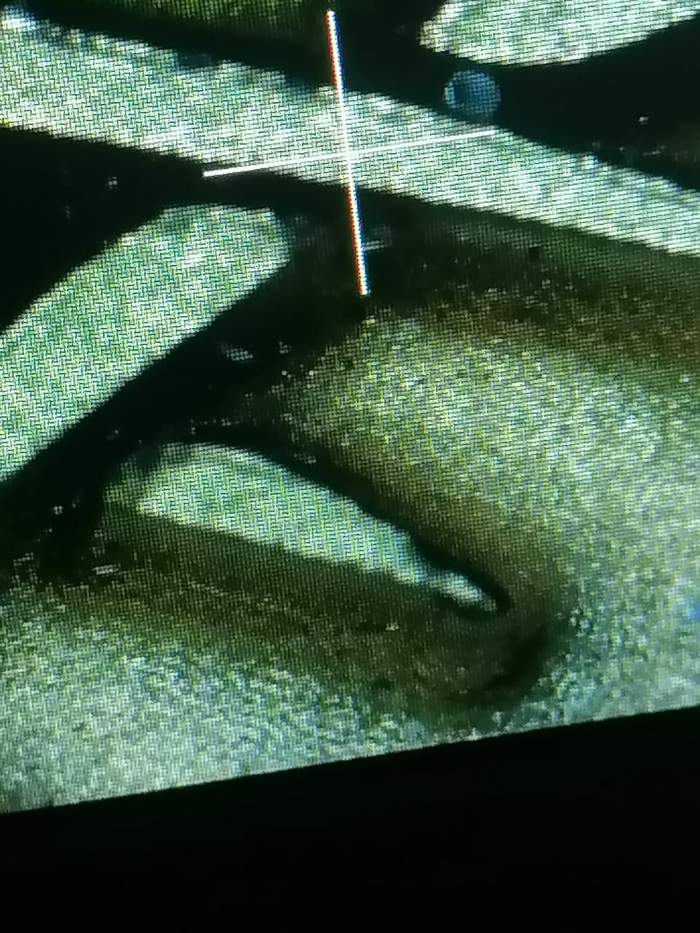
Начинаем пилить, традиционно стартовав из фокуса. Видео ускорено в 25 раз.
Специально не стал удалять звуки лазера и ставить музыку, чтоб все почувствовали эти прекрасные трели. Слабонервным следующее видео не смотреть и не слушать!
В общей сложности было произведено 40х2х4=324 прохода, из которых 240 проходов гравировки, 80 проходов чистки мест гравировки, 2 прохода сплошной чистки и 2 прохода сплошной полировки. Время сего непотребства ~ 52 минуты.
Для начала измеряю глубину гравировки
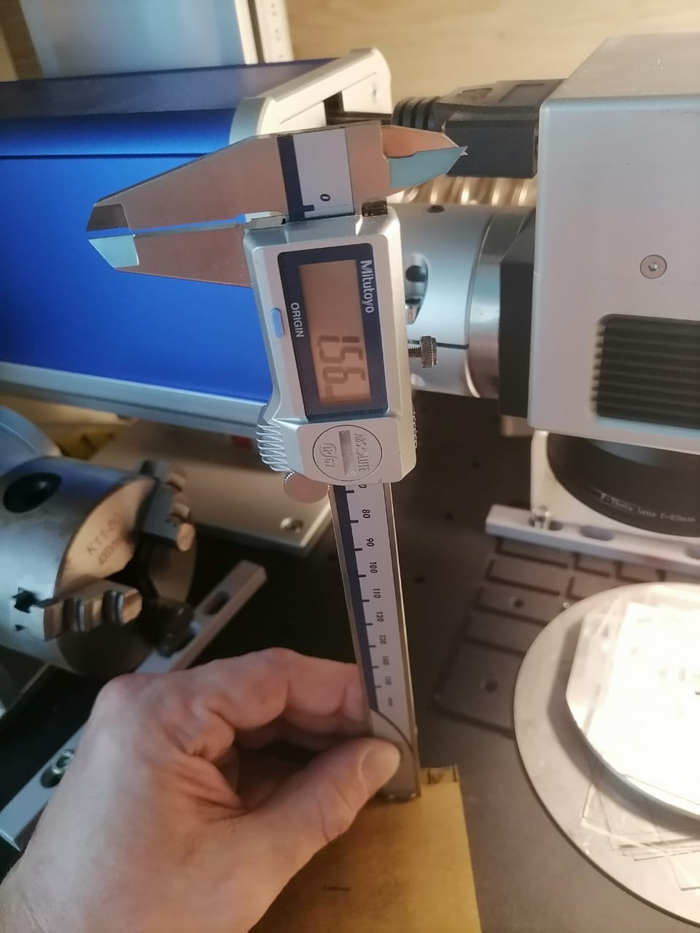
Глубина гравировки при старте из фокуса
Ух ты ж. Целых 1.5 с копейками миллиметра. Меньше, чем нужно, но больше, чем обещает производитель линзы.
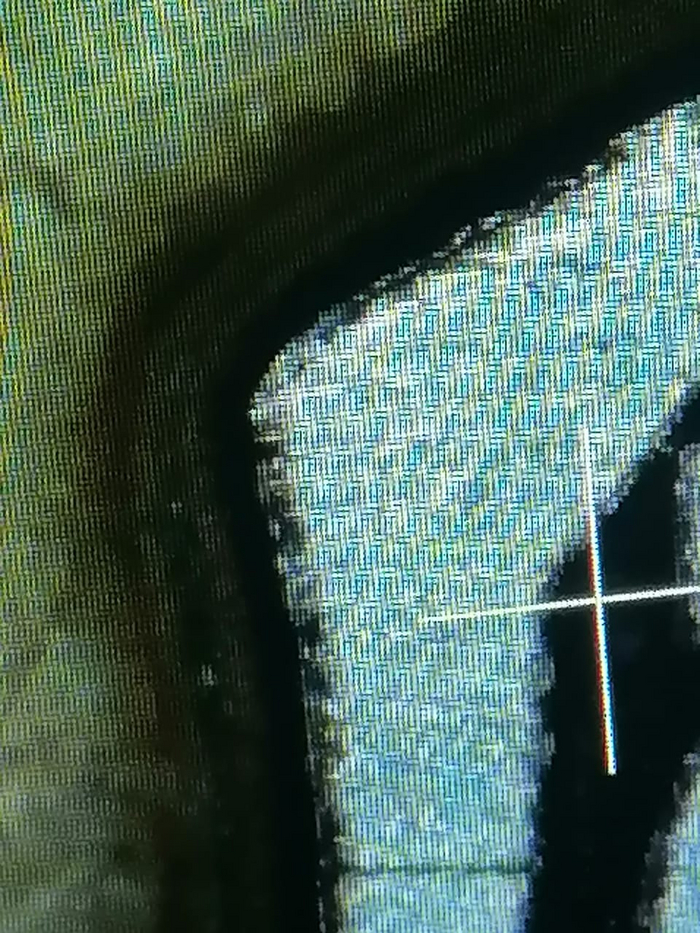
Посмотрим в микроскоп.
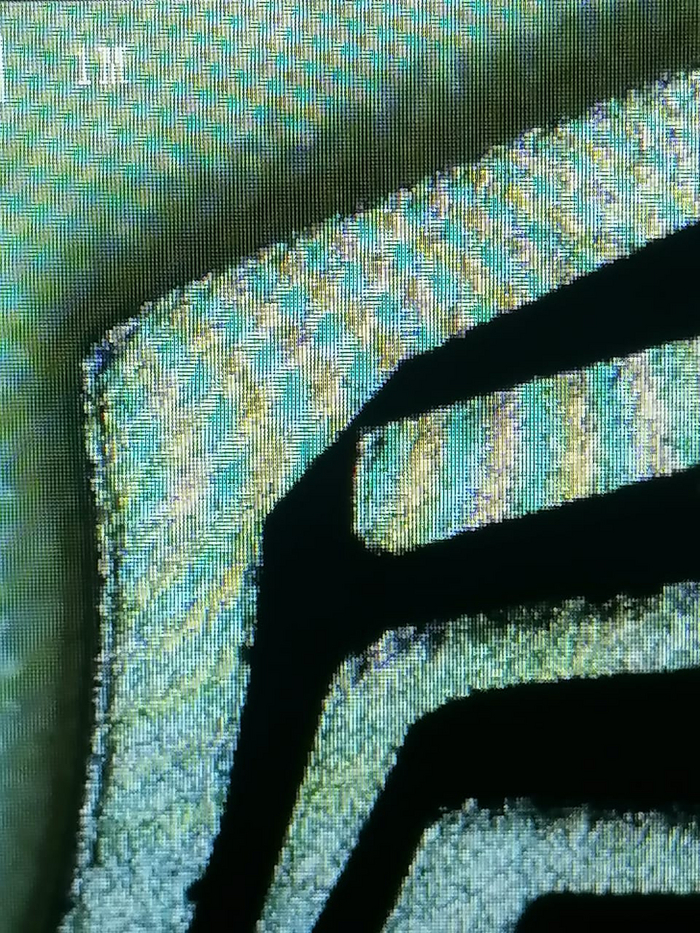
После отмывки Пемолюксом (Не реклама!) и продувки "ротом" (ну нет у меня компрессора со сжатым воздухом) стало немного виднее (да хрен там).

Видно, что верхние грани практически не подпалены, боковые внешние грани чистые, внутренние (узкие) подпаленные.
Ну'с, меняю технологию.
Стартую из расфокуса ~0.5 мм;
Мощность гравировки уменьшаю до 21 Вт (70% от номинальной);
Способ гравировки (и чистки) меняю из сплошной в прерывистую змейку (так во время переходов меньше стартовый импульс и меньше нагрев металла, но подробнее в другом посте)
Чистку мест гравировки делаю уже не через каждые 6, а через каждые 2 прохода гравировки с отрицательным припуском 0.01 мм.
Последние проходы чистки и полировки повторяю 2 раза и уже с шагом не 0.005, а 0.003 мм.
Новая гравировка
Новая чистка
Соответственно, увеличиваю количество повторов, чтобы количество проходов гравировки было уже не 240, а 360 (180 повторов циклов перекрестной гравировки).
Повторяю процесс (полное видео уж снимать не буду, но на первых ~ 5 проходах лазер еле-еле слизывает металл, так как стартует практически за пределами верхней границы глубины фокуса. Потом уже процесс ускоряется до момента вхождения обрабатываемой поверхности в фокус, а потом стандартно замедляется как и ранее). Процесс идет значительно медленнее из-за способа заливки (прерывистая змейка вместо сплошной). Ну и понятно, что увеличено количество повторов проходов чистки.
Где-то на 160 проходе я увидел, что те самые узкие места все равно забиваются шлаком (А все потому, что не остается места для выхода шлака. Лазер запекает его обратно). Но эксперимент надо закончить.
Где-то на 350 проходе (из 360) лазер латунь уже начал лизать, а не гравировать (расчет мой в необходимом количестве проходов был почти идеально точным), но останавливать его я не стал. Хоть микроны, но пусть снимает.
Общее время этого действия составило уже 2 часа 10 минут.
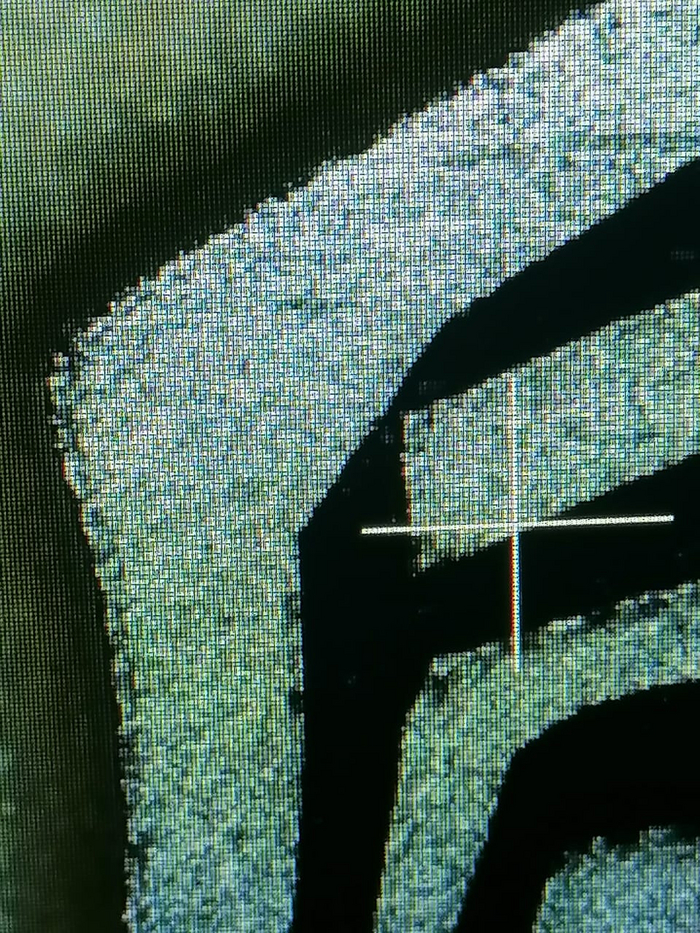
Измеряем глубину

А что с качеством (после промывки с Пемолюксом и продувкой ротом)?
Верхние грани подпалены уже сильнее. Причина - старт из расфокуса.
Шлак из узких мест никуда не делся, так как уже выше писал: все потому, что не остается места для выхода шлака. Лазер запекает его обратно.
Максимальная (?) глубина гравировки на линзе F63 c заявленной глубиной фокуса 1 мм составила более 2 мм.
Сравним результаты.
Какие могу сделать выводы я?
Если очень нужно, то можно заглубиться больше чем на глубину фокуса;
Для гравировки узких мест нужно искать режимы лазера или иные способы для удаления шлака при гравировке. На мой взгляд должно оставаться как минимум 0.2-0.3 мм для нормального удаления шлака без танцев с бубном.
А подойдут ли такие клише для тиснения кожи, сказать смогут лишь только кожевенники. У меня, к сожалению, нет кусков светлой кожи, а клеймо на своей заднице я ставить не хочу.
Кстати, а какие все-же материалы для клише вы считаете наиболее правильными? Латунь, авиационный алюминий или нержавеющую сталь? Или все же магниевые сплавы?

Ищу токарный станок или токаря для доводки заготовок.
Для всех поклонников футбола Hisense подготовил крутой конкурс в соцсетях. Попытайте удачу, чтобы получить классный мерч и технику от глобального партнера чемпионата.
А если не любите полагаться на случай и сразу отправляетесь за техникой Hisense, не прячьте далеко чек. Загрузите на сайт и получите подписку на Wink на 3 месяца в подарок.

Реклама ООО «Горенье БТ», ИНН: 7704722037
Фотомаркировка
Сразу скажу, точные режимы не дам. Так как на их поиск у меня ушло почти 2 недели. Можете минусить, отписываться, жаловаться админам, в суд по правам человека или просто крыть меня матом.
Я лишь только дам направление поиска. И только опыт маркировки сократит этот долгий и тернистый путь.
Для начала давайте быстро (а хрен там быстро получится) пробежимся по фотогравировке.
Загружаем изображение в нашу программу, открываем ее настройки, видим эту картину.
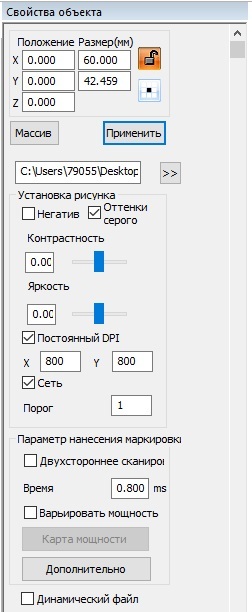
Фотогравировка осуществляется при включенном параметре "Варьировать мощность" и выключенном параметре "Сеть". В зависимости от яркости определенного участка нашего изображения подбирается определенная мощность луча лазера. Настраивается это в меню "Карта мощности" (частично самой программой, частично нашими кривыми руками).
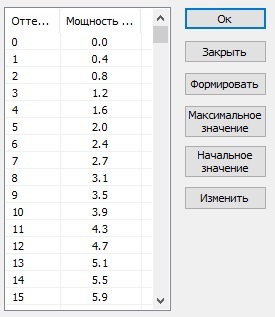
Ну тут понятно, что черные участки луч будет бить на максимальной мощности, а белые участки будет пропускать или нежно гладить, осуществляя металлу петтинг.

В итоге из такого изображения

На металле мы будем получать вот это.
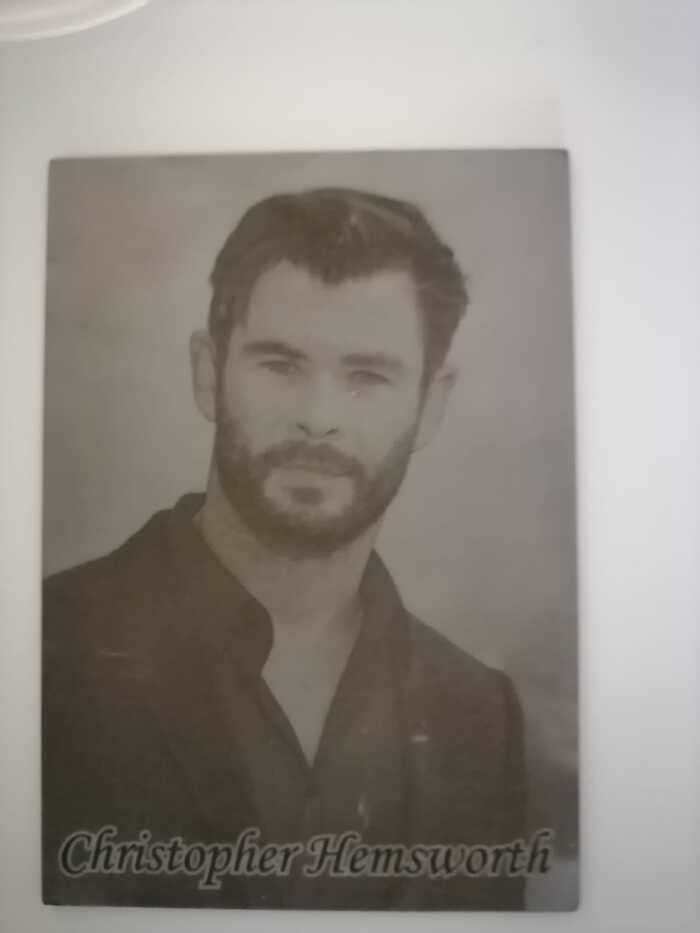
Приловчившись и набив руку, можно достигнуть практически идеального сходства с оригиналом.
Но основная проблема такого способа нанесения растрового изображения на металл заключается в том, что нам, кроме предварительной обработки изображения в редакторе растра (к примеру Photoshop), нужно для каждого изображения настраивать параметры в "Карте мощности", так как градиент черный-белый может делать такие финты, что изображение будет либо слишком темным, либо слишком светлым.
Также нельзя забывать, что светлые участки лазер будет или пропускать, или даже полировать. На зеркальных поверхностях такие участки будут бликовать, и белый превращаться в черный. Некоторые скажут, что можно поверхность предварительно заматировать (нанести шагрень), и будут отчасти правы. Но на определенной мощности лазер начнет металл полировать, и он начнет снова бликовать. Можно конечно в "Карте мощности" такие мощности исключить. Можно. И нужно. Но в этом то как раз и заключается проблема настройки каждого изображения. Загрузив изображение нужно каждый раз заходить в карту и делать настройки.
Еще один минус нанесения такого изображения - оно, сцуко, легко царапается (даже ногтем).
В итоге через некоторое время мы получим вот такое говно:
Третий минус (и это видно по этой картинке) - оно быстро ржавеет (материал тут - сталь AISI 430). Это, естественно, касается в основном сталей (в том числе и нержавеющих). На титане, ниобии и многих других материалах такой похреноты не будет.
Четвертый минус - тактильные ощущения. Проведя пальцем по отгравированной поверхности, вы почувствуете те же ощущения, когда проводите пальцем по двухдневной щетине.
Но у этого способа нанесения растра на метал есть и неоспоримые плюсы и нюансы:
Это чертовски быстро, если сравнивать с фотомаркировкой
Нержавеющие (нестальные) материалы лучше именно гравировать, а не маркировать. Быстро и не так "щетинисто" как на стали".
Таким способом можно делать 3D-гравировку. Ведь более черные участки лазер будет удалять к херам собачьим больше, чем более светлые. (Я сейчас из дюральки таким способом крестики делаю. Уххх, прям закачаешься. Может как-нибудь покажу. Потом, после набивки руки, таким же способом на серебро переключусь);
Работает на неровных поверхностях (в пределах глубины фокуса).

Что-то затянулась у меня прелюдия. Тема поста же фотомаркировка.
Фотомаркировка осуществляется при выключенном параметре "Карта мощности" (то есть на постоянной мощности) и включенном параметре "Сеть". Луч бьет только в определенный сектор (условный пиксель) с одинаковой мощностью. Градиент черный-белый определяется отношением количества пикселей, в которые лазер бьет, к количеству пикселей, которые лазер пропускает, на определенной площади.
Наверно многие уже пробовали играться с таким режимом. У кого-то получалось, у кого-то нет. А знаете почему не получалось? Вы еще не прочитали мой предыдущий пост: Продолжение поста «Лазерная маркировка и гравировка. Немного теории, советов и приоткрытие тайн»
В точке контакта лазера с поверхностью образуется круг, мощность лазера в котором неоднородна и уменьшается по мере удаления от центра.
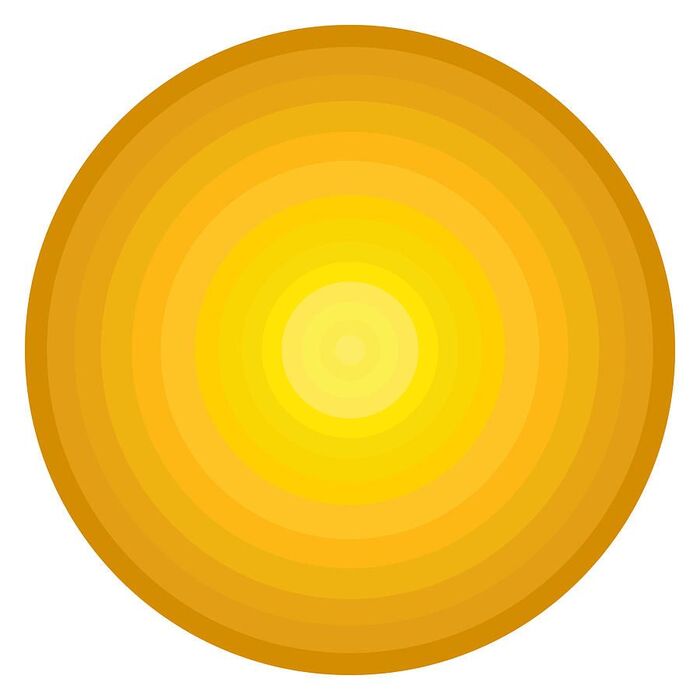
Мы подобрали режим (мощность, частоту, скорость, плотность заливки) при котором на поверхности металла при маркировке "сплошняком" получается стабильный черный цвет.
Но в фотомаркировке луч бьет чуть ли не попиксельно. К примеру (на линзе F330 диаметр пучка равен 0.04 мм) мы жарим пиксель (размер пикселя 1⁄96 дюйма (0.26 мм), таким образом нам нужно сделать 0.26/0.04=6.5~7 импульсов по одной оси (помним же, что нанесение растра осуществляется линейно), пропускаем два пикселя, жарим 5 пикселей и т.д.
Потом перемещаемся ниже по второй оси и делаем еще проход.
Таким образом в центре условного пикселя у нас получается действительно черный цвет, а по его краям уже желтый, зеленый, фиолетовый и т.д.
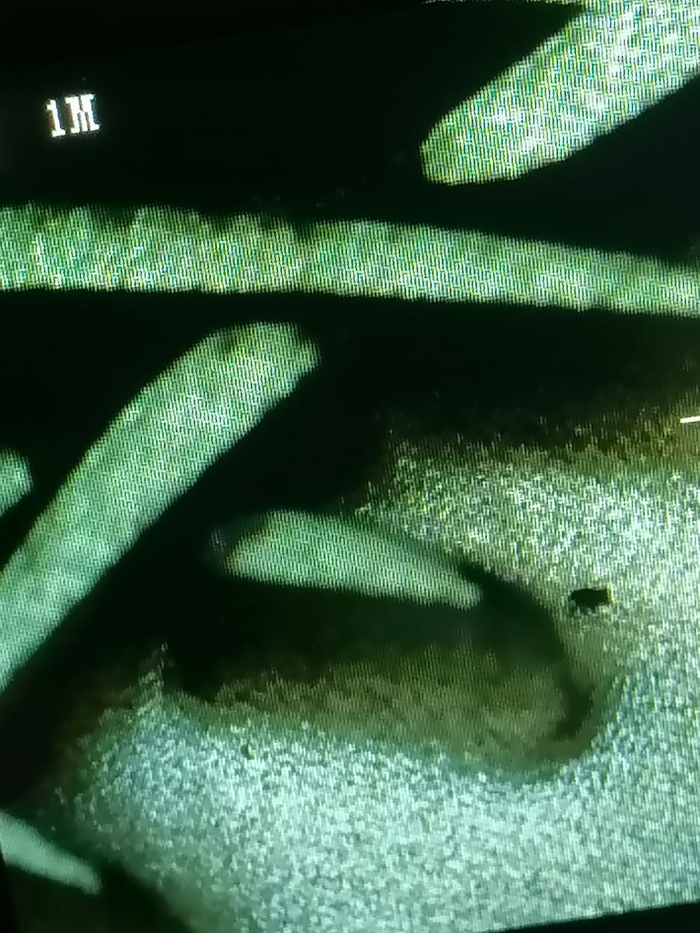
Вот тут я нашел одну из таких тестовых маркировок (снято на камеру тапка с максимальным зумом, поэтому качество "студийное"), где видно, что в темных местах уже начинается гравировка, светлые места лазер не трогает, а переходные места маркирует хрен пойми как.

Кстати говоря, таким способом на титане получается обалденный цвет (но об этом как-нибудь потом).
Что же делать, чтоб такого днищенского качества избежать?
Правильно! Подготовить поверхность. Но в этом то как раз и заключается сложность фотомаркировки. Поверхность нужно подготовить не абы как, а под настройки режима фотомаркировки. Да и сам режим фотомаркировки (мощность, частоту и скорость) нужно немного перенастроить из режима черной маркировки.
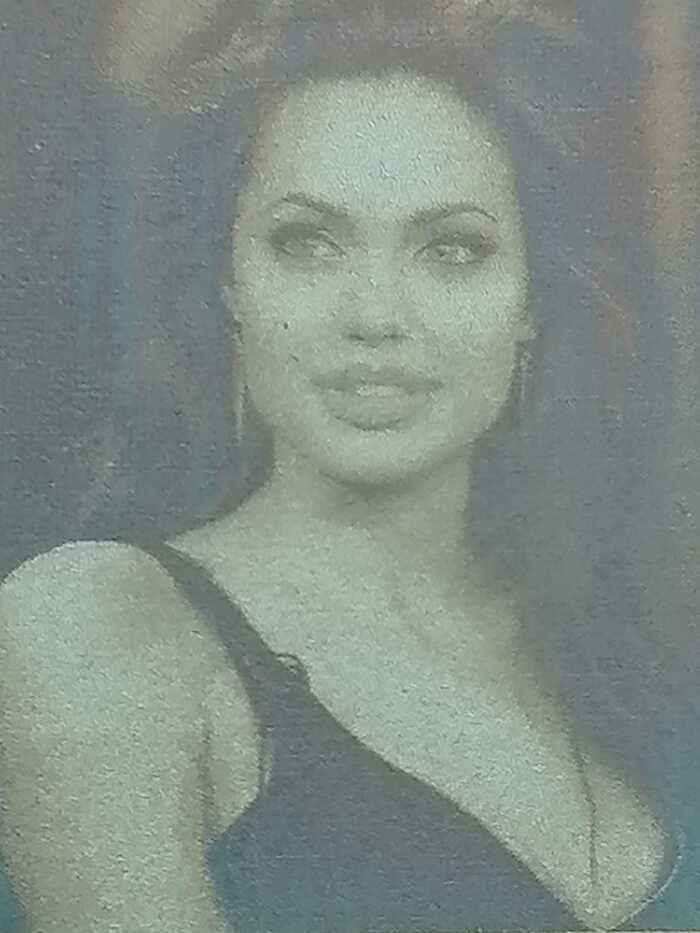
Давайте покажу фокус?
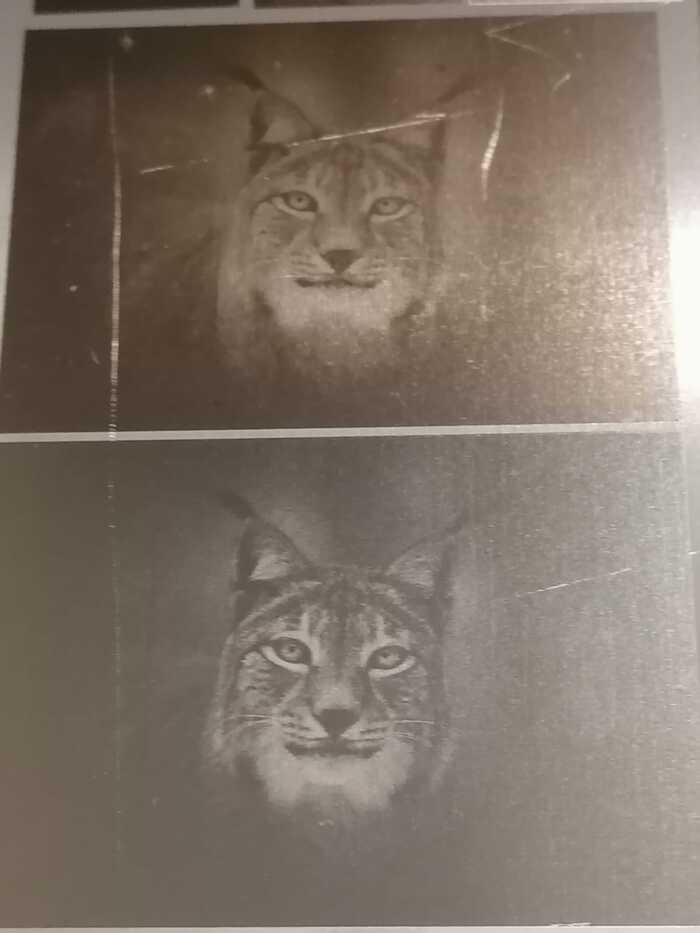
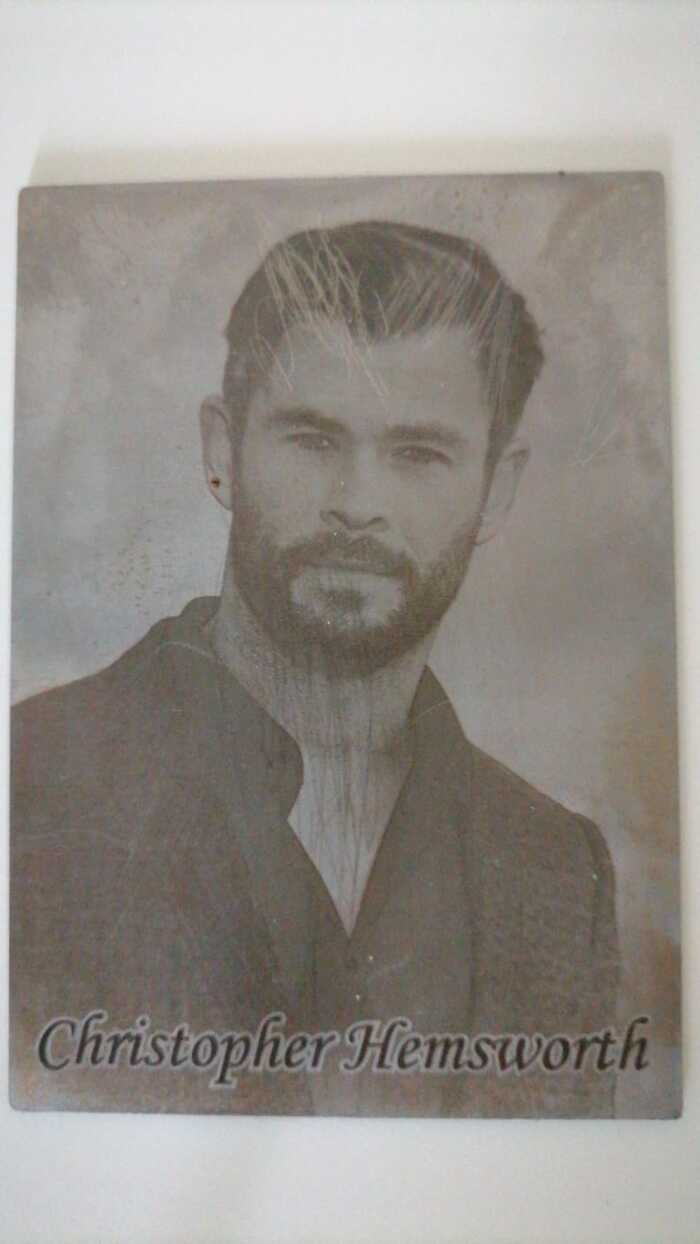
Что мы видим на этой фотографии? Два почти одинаковых изображения. Ну одно может чуть темнее и контрастнее.
А если так?
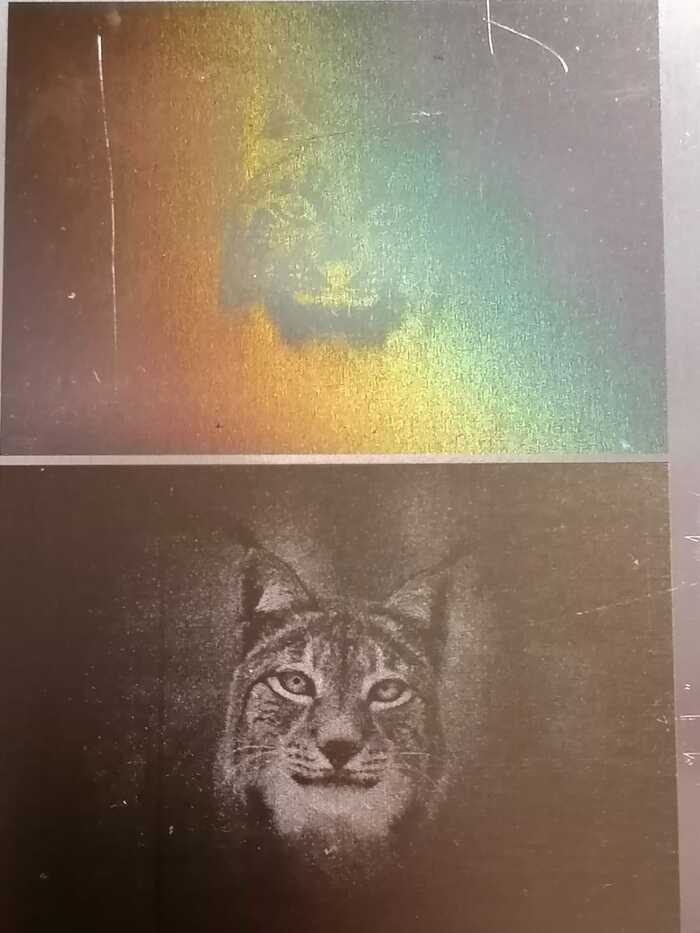
Нанесение изображения осуществлялось на одном и том же режиме. Вот только поверхность была подготовлена по-разному.
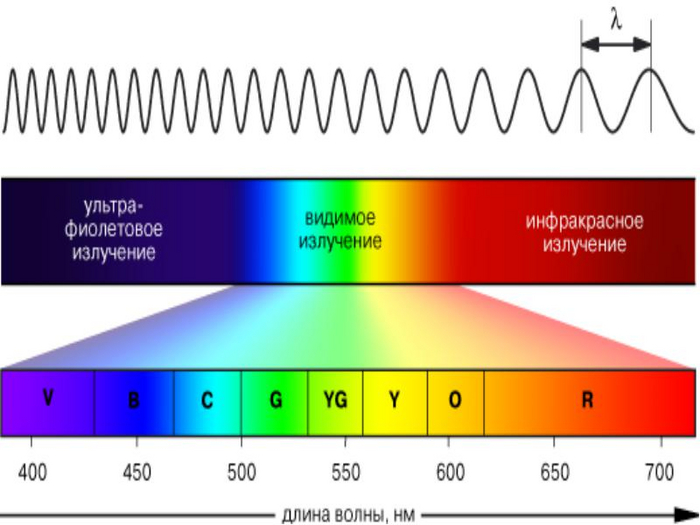
Помним же, что такое интерференция света? Интерференция света (лат. interferens, от inter — между + -ferens — несущий, переносящий) — интерференция электромагнитных волн (в узком смысле - прежде всего, видимого света) — перераспределение интенсивности света в результате наложения (суперпозиции) нескольких световых волн. https://ru.wikipedia.org/wiki/Интерференция_света
А помним что лазер делает на поверхности материала кратеры?
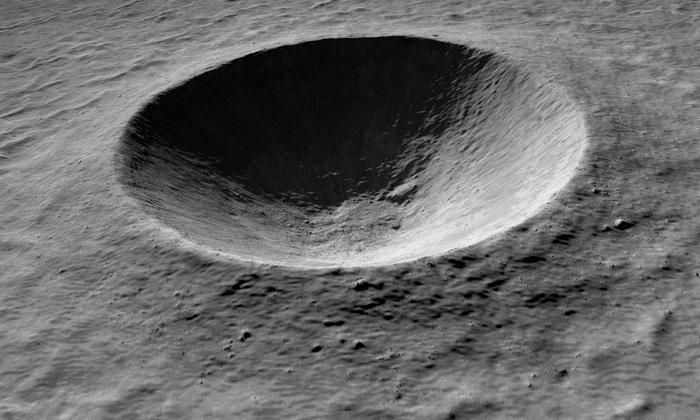
Так вот в таких кратерах свет отражается как в линзе. И отраженный свет имеет определенную длину волны (которая, естественно меняется от угла падения света).
Ну так как же настроить лазер, чтобы получалась качественная и, самое главное, контрастная черная фотомаркировка?
Говорил же в самом начале, что режим не скажу? Но подскажу.
Нужно настроить постоянное разрешение нашего изображения в программе маркиратора (DPI или количество пикселей на дюйм). Ну чтоб потом не настраивать под него режим подготовки поверхности (мощность, частоту, скорость, плотность заливки).
Подобрать определенный режим маркировки каждого условного пикселя, чтобы как в его центре, так и на его краях мощность лазера не так сильно менялась (для исключения возникновения неожиданных цветов).
Под разрешение фото подобрать режим матирования (подготовки поверхности), чтобы во всех плоскостях отраженный свет находился в +/- одинаковом спектре (чтобы кратеры на металле при отражении света не работали как линзы).
На самом деле, ебли с подбором режима фотомаркировки очень много. Но если сей путь пройти, то любое фото можно наносить на металл без дополнительных танцев с бубном.
Загрузили фото, настроили его размер и вперед.
Плюсы такого способа нанесения растра:
Лучшее качество, чем при фотогравировке;
Лучшая механическая стойкость (такое изображение уже ногтем не поцарапать);
Лучшая коррозионная стойкость (на текущий момент ни на одном изображении на нержавейке (что 201, что 430, что 304) не появилась ржавчина, обусловленная МКК (межкристаллической коррозией), но об этом в другом посте);
Не требуется донастройка под каждое изображение.
Но и минусы тоже есть:
Долго. Если сравнить с фотогравировкой, то раз в 10-20 дольше (зависит от качества, которое мы хотим получить);
На некоторых материалах не работает или работает не так, как хотелось бы (еще раз напомню, что луч бьет одинаковой мощностью в определенную точку);
Неоднозначно работает на неровных поверхностях (помним же, что в этом способе идет именно маркировка, которая зависит от фокуса. Если таким способом маркировать вогнутые или выпуклые поверхности, то по краям будут всплывать неожиданные цвета).
Ну вот как то так...
Не знаю, какая тема будет следующего поста: гравировка колец или ржавчина. Что-то застрял мой заказ титановых колец на границе Китая, а ржавчина стала вести себя вообще неадекватно. Она вроде есть, но ее развитие чудным образом остановилось.

Ну вот как-то так на сегодня.
Но напоминаю, что ищу помощи в металлообработке