105 мм в час - скорость печати фотополимерного 3D принтера Anycubic Photon Mono M5s!
Кстати, цена сейчас, на старте продаж всего 399 баксов. Повезло тем, кто сможет урвать за такие деньги!
Кстати, цена сейчас, на старте продаж всего 399 баксов. Повезло тем, кто сможет урвать за такие деньги!
Привет всем!
Сегодня поделюсь новой проблемой и её решением. А также тем, как сделать много шума из ничего. Вдруг кому-то информация будет полезна
Кратко о проблеме:
Принтер - Elegoo Mars 2 Pro. Началось с того, что при печати стол перекашивался примерно на 15 градусов. Вне зависимости от тяжести модели. Калибровка помогала временно. В итоге стол стал вести себя так, как будто болты не затянуты, а сама платформа болтается и ни на какие мои ухищрения не реагирует
Покупка нового стола обойдется в среднем 3500р. Что, откровенно, для меня сейчас дорого
Ну, раз этот стол кончился, а новый появится неизвестно когда, да и появится ли вообще, то принимаю единственно верное решение - распотрошить его окончательно. Если доломаю, то он и так не рабочий. А так - вдруг починю, да и знаний/умений каких-никаких приобрету
Спойлер: все починилось
Решение:
Разбор. Приношу стол к себе за комп, внимательно осматриваю и замечаю, что как-то не неглубоко сидят болты
Выкручиваю болт спереди. И этого хватило, чтобы найти причину неисправности
Резьба вся чёрная - на ней металлическая стружка, черная краска и какие синие ошметки полиэтилена. Естественно ничего не вкручивается - некуда. Выкручиваю второй - та же ерунда
Самое интересное, что в целом я принтер калибрую редко, думаю, что за всю его жизнь не больше раз 5-6 (с учетом последних 2х тщетных попыток). Краска нигде не слезла и синего полиэтилена в доме вообще не имею. Видимо резьбе плохо было еще на заводе
Тут на глаза мне попадается еще один маленький болт под шестигранник, внизу на тыльной части. Его тоже до кучи выкручиваю, но не полностью. Резьба у него чистая и смазки на нем хоть отбавляй. После этого все развалилось - шарнир (да, он не совсем шарнир, но всё же) платформы выскользнул, а за ним пружина
Получаем следующую картину:

Вытаскиваю WD-40 и ей сначала прочищаю, а затем смазываю резьбу и болты. Увы, узкая насадка на баллончик потерялась. Поэтому в смазке там было всё. Ну, много не мало
После пару раз с усилием вкручиваю и выкручиваю болты. Снова прочищаю и смазываю. Повторяю такую процедуру для надежности еще раз
Собираю в обратном порядке. Готово - болты легко затягиваются, все зажимается и никаких проблем. Заодно еще и от застывшей смолы удалось всё почистить
Примечание:
Если полностью выкрутить шестигранный болтик, то выпадет еще и зажимное кольцо (на которое собственно и воздействуют крупные болты)
Если сильно закрутить, то он подпирает шарнир и платформа будет всегда под углом
Послесловие:
В целом не новость, что время от времени нужно проводить профилактику для любого устройства. Здесь меня удивило, то, что болты по сути использовались редко, а проблема с ними была существенная
На этом, пожалуй, всё. Надеюсь, что информация будет полезна. Может кто-то тоже столкнулся с похожей проблемой.
Всем большое спасибо за внимание!
Если вам было интересно можете заглянуть и в группу ВК - https://vk.com/lekji3d
Сейчас там можно еще и поучаствовать в небольшом розыгрыше
Да, в группе всё еще пустовато. Я стараюсь понемногу делиться опытом и разными интересностями 3д печати. Ну и без утайки скажу, что надеюсь отбить хотя бы часть затраченной смолы
Доброго времени суток. Необходим совет. При печати на фотополимернике при использовании поддержек деформируются нижние слои печати. Через N-цать слоев форма выравнивается.

Все линии должны быть параллельны. Но искажение продолжается примерно на 10 мм по телу объекта.


При этом края сжимаются от начального размера, а середина вытягивается. Базовые слои не отрывает от платформы. Оторвались только две поддержки по краям.
Печатаю на Anycubic mono 4k, смола anycubic basic gray. 5 слоев базы по 40 сек. Основной слой по 3,2 сек.
Всем доброго времени суток!
В этом посте я хочу рассказать про первый опыт работы с фотополимерным принтером, как Мы с женой решили его купить, ну и будет много фоток.
По специфике своей работы я встречался с DFM принтерами, приходили на гарантийный ремонт. Но я к ним относился весьма скептически, не вдавался в эту тему.
После очередного такого принтера, коллега распечатал мне малюсенькую фигурку какого то персонажа из Аниме)) Качество было такое себе) я задался вопросом, а есть ли возможность печатать в высоком качестве? и в этот же вечер сидя дома я насмотрелся видосов и начитался статей о так называемом Фотополимерном принтере. На следующий день с товарищем за обедом подняли тему о 3Д принтерах, кидали аргументы друг другу кто что прочитал или кто какой посмотрел видос на ютубе.
Пришли к выводу что FDM принтеры топ, так как меньше мороки с ними и можно печатать инженерку (так как у нас у обоих VAG это актуально). После работы пришел домой, поделился с женой о 3Д принтерах....и её это очень заинтересовало, она тоже начала смотреть обзоры, читать посты, подписываться на паблики. Жена пришла к выводу что SLA принтеры топ, так как есть очень крутая детализация, можно печатать модельки персонажей и вообще зачем инженерка? ))
И тут мы вместе задумались)) какой принтер брать и вообще зачем он нам нужен? После нескольких вечеров обдумываний пришли к выводу что берем фотополимерный и водосмывочную смолу что бы по лайту было) После того как научимся печатать, будем фигурки делать на заказ, если не попрет, то будем печатать для себя так как мы те еще Гики)
Выбор пал на ANYCUBIC Photon Mono 4K и вместе с ним сразу Wash & cure, 4 литра смолы ANYCUBIC Water-Wash Resin+. Пришло все за неделю + - 2 дня, упаковано все было просто по высшему разряду)


Далее пошла настройка принтера, благо инструкция очень понятная, так же есть куча видосов как это делается.
Сразу скажу, что хоть смола и водосмывочная и запах минимальный....Запах есть, не такой сильный как у других смол, но если выйти подышать свежим воздухом, а потом опять зайти в помещение где только что наливали смолу или она уже налита в ванночку, то запах имеется...Так же при попадании на руки, лично у меня начинается небольшая реакция, начинается покраснение и зуд. Поэтому мы с женой перенесли стол на балкон и работаем со смолой только в печатках! Вместо респиратора маска медицинская, но респиратор уже закзан и уже в пути. (Берегите свое здоровье!)
Первая печать
На флешке с принтером был тестовый кубик и мы его сразу запустили на печать, печатался он где то часа 4


После печати промыли просушили засветили, получился кубик отлично.
Ну и дальше пошло поехало! (Будет много фоток)



Данные балерины из игры Atomic Heart, получились с косяками, но на постобработке мы их убрали, далее загрунтовали и покрасили акриловыми красками.


И получилась вот такая красота)) Вместе с подставкой вышли по 15.5 см.
Кстати ради интереса выложили на торговую площадку и этих красавиц сразу купили(!) Нашей радости не было предела)

Жена даже коробушку красивую придумала))
После такого, нам захотелось большего, и мы уже сразу замахнулись на составные модели...Выбор пал на Миранду с игры Mass Effect. Тут начались проблемы, так как поддержки ставить нормально мы не могли) в итоге тело самого персонажа мы перепечатывали 3 раза)



Сейчас Миранда на постобработке и покраске.
В заключении могу сказать что это отличный опыт для тех кто хочет творить) Раньше и подумать не могли что у тебя дома будет стоять приблуда которая из жижи сделает тебе то что ты нарисуешь компьютере) Да, есть свои минусы, самое главное это токсичность и сам процесс грязный, нужно мыть модели, нужно следить что бы ничего не пролилось, смола дорогая... Но если следовать правилам по безопасности, так же чуть отложить денег на ту же смолу - на выходе получается очень увлекательное хобби! И если Ты захочешь, то это хобби будет приносить тебе деньги)
______________________________________________________________________________________________________
Сейчас у нас принтер работает каждый день, каждый вечер мы с женой ищем какие нибудь модельки для печати, каждый вечер мы что то шкурим, красим, в общем весело проводим время)






И Вот пример SLA и FDM моделек


Всем Добра!
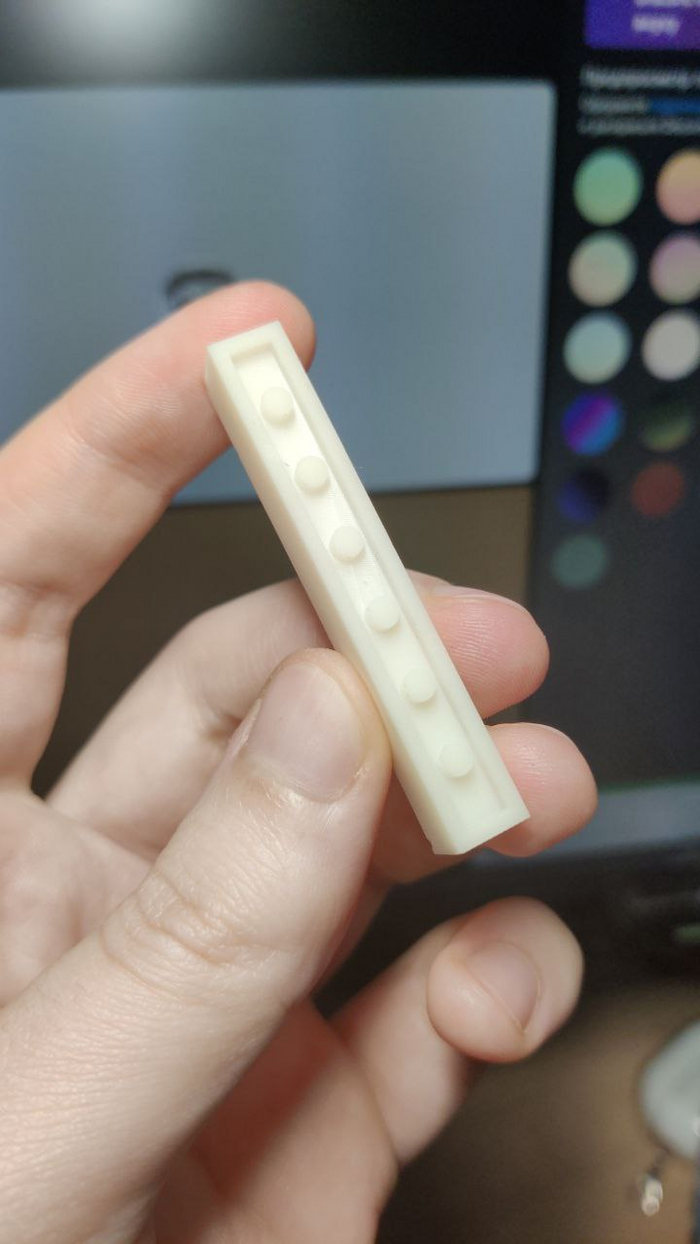
Добрый день, я новичок в фотополимерной 3Д печати, столкнулся с такой проблемой. Принтер ANYCUBIC PHOTON 4K, смола тоже от anycubic ABS-like. При печати деталей типа "Лего" плывет печать нижней части заготовки. Располагаю деталь таким образом
На выходе получаю вот так. Сначала думал что просто плохо промыл и осталась смола между поддержками перед засветкой, тщательно промыл после печати, удалил сначала поддержки, прочистил щеткой даже, результат тот же. В чём может быть проблема, может как-то по-другому грамотно надо расставлять поддежки? Время засветки около 8 секунд/слой

Та часть детали которая расположена сверху в слайсере и снизу фактически печатается идеально




Справились? Тогда попробуйте пройти нашу новую игру на внимательность. Приз — награда в профиль на Пикабу: https://pikabu.ru/link/-oD8sjtmAi
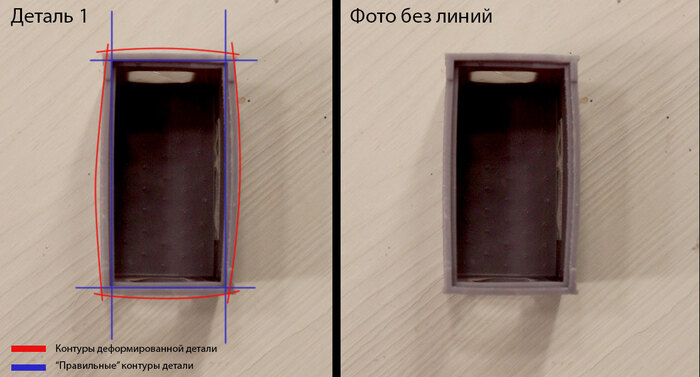
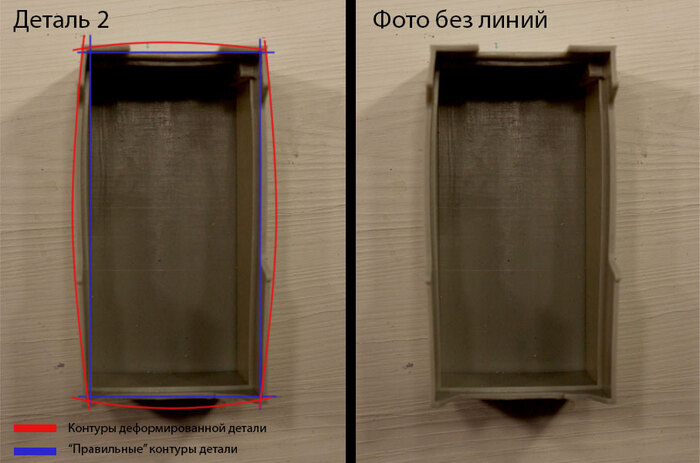
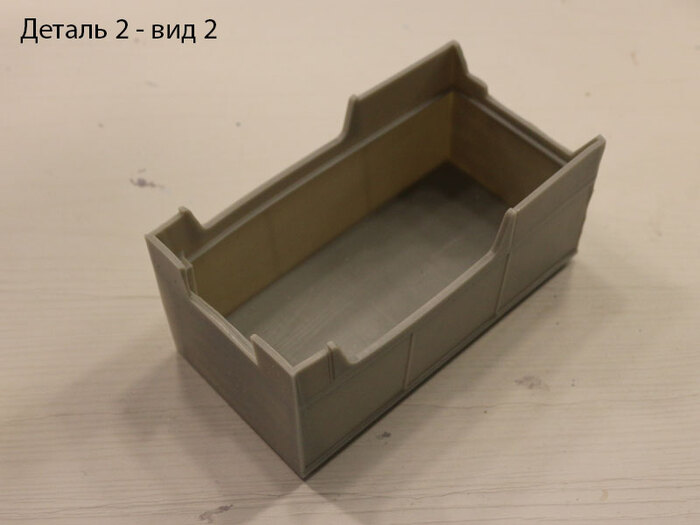
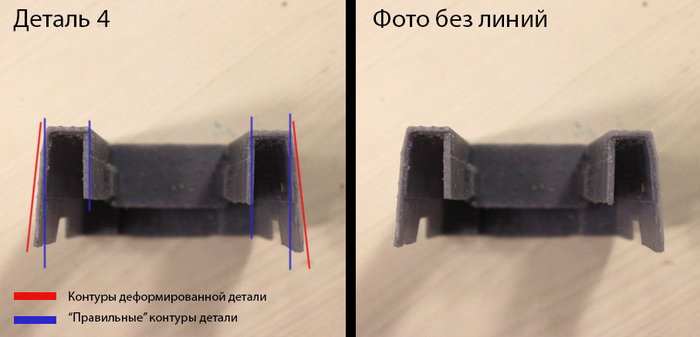
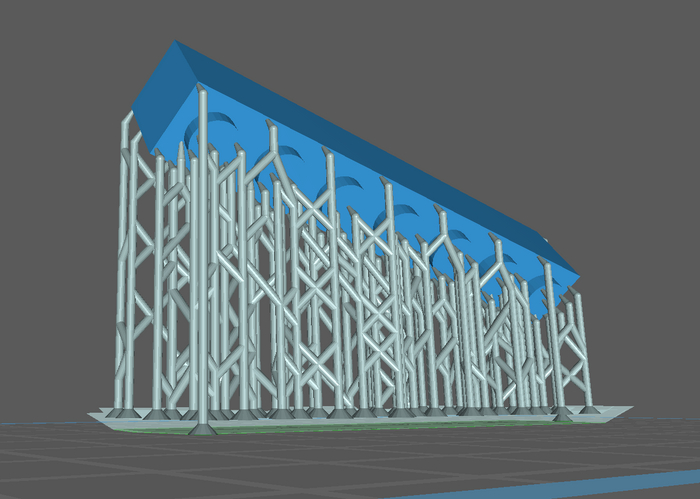
Не удаётся победить деформацию деталей - их раздувает. Ниже привожу фотографии.
Печатаю на фотополимерном принтере Phrozen Sonic Mini 4K, смолами Phrozen Water Washable Model Gray и Anycubic Water-Wash Resin (серый). Софт Chitubox 1.9.1 и 1.9.2. Модели создавались в САПР Компас 3D, сохранялись s STL, "лечил" (функция Repair) в Netfabb.
Температур комнатная, без сквозняков.
Деформацию видно до удаления поддержек и засветки. После этих мероприятий деформация увеличивается.
Пробовал изменить толщину стенки моделей: от 0,8 до 2,5 мм, чем толще - тем меньше деформация (оно и понятно). Но всё-таки есть разумные пределы увеличения толщины. Желаемая толщина стенок от 1,5 до 2 мм.
Контрмеры, которые пробовал:
- увеличивал количество поддержек (плотность 100% + добавлял свои);
- увеличивал толщину поддержек, в т. ч. непосредственно в точке касания с деталью;
- меня угол наклона относительно печатного стола (0, 15, 45, 60, 85 град.);
- увеличивал время подъёма платформы (чтобы не было резкого отрыва);
- устанавливал новую плёнку.
Что посоветуете, чтобы победить проблему раздутия детали?
15:58 11.03.2023 - дополнил текст ответами из комментариев.