


ЧПУ. Прерывистое продольное точение
Бывает в жизни так тоскливо, что даже спирт не лезет в глотку.
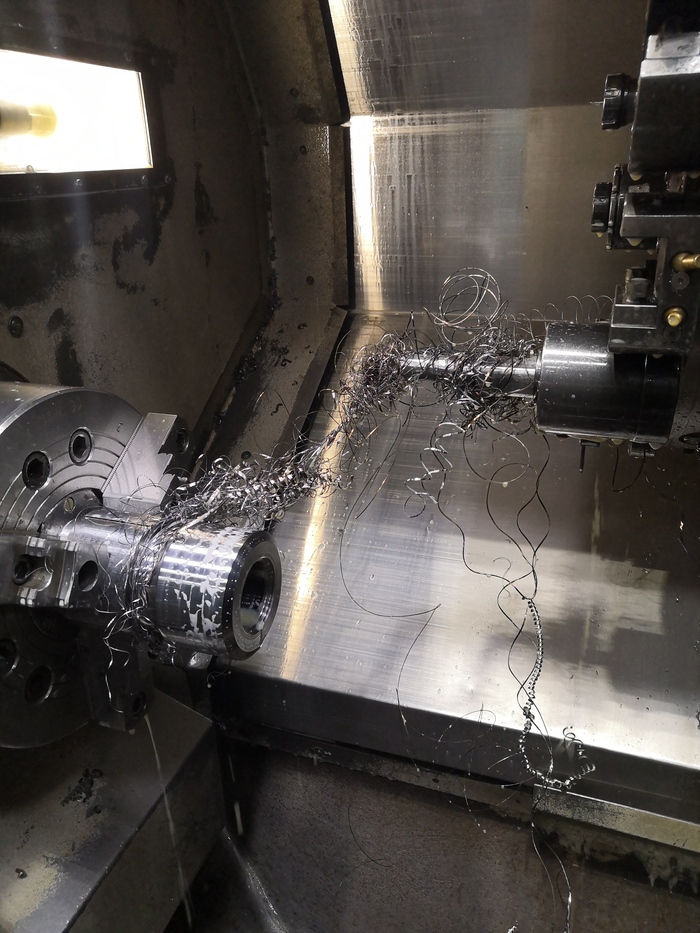
А всё из-за чего? Правильно! Из-за сливной стружки.
которая наматывается на деталь, на ребздец, на оператора, станок, завод, обматывает город, планету, сска, галактику Млечный путь, образует сверхмассивное тело с собственной сингулярностью, схлопывается и превращается в сверхновую.
Как-то таг.
На нормальных современных (и НОРМАЛЬНЫХ старых) стойках в цикле G71 есть функция прерывистого точения. На злоебучих стойках Фанук этого нет. Поэтому счастливых обладателей этих стоек часто обнаруживают примотанными стружкой к станку.
Как с этим бороться:
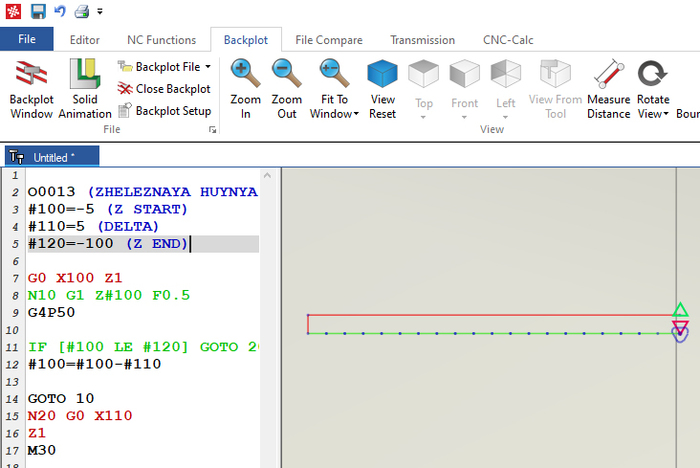
Всё, nahuy! Задержки в 50 миллисекунд по G4 Р50 мне хватает. На нержавейке приходится делать дельту 2-3мм и задержку минимум 100 миллисекунд.
При желании можно добавить параметр и сделать несколько проходов по Хэ.
Я вообще переписал цикл G71 и ставлю дельту и задержку прям в нём.
Ахтунг: #100 желательно делать целым. Ну или не более чем с одним десятичным знаком после злопятой. Стойки имеют мерзкую привычку накапливать ошибку. Я вот щас червяки Zа пилю канавочником на 5. Там через тангенс. Приходится быть повнимательнее, чтоб резец в Гондурас не уехал.
И не надо мне тут грузить про "режимы резания" и "пластины с pizdatim стружколомом". Ну вот кончились у меня пластны. Резал пластинками по калёнке, которые вообще ровные.
И вообще я с дочей на рыбалке. Она уже четырёх карасей поймала, а я ни одного.

Показать полностью
2
Подскажите
Подскажите пожалуйста профильные площадки где можно было бы разместить объявления об изготовлении деталей на разных станках. Место обитания Нижегородская область.

Подарок из титана своими руками
Сегодня без видео процесса, просто выкладываю фото колечка из титана, сделанного для жены

Модельку набросал вечером, показал жене и она одобрила. Дальше накидал УП и в обед, пока был не занят станок изготовили небольшое украшение)
Показать полностью
1
Некрофилия на примере ЧПУ стойки 2Р22
К нам сегодня приходил
ЧПУ-геронтофил.
Мертвый старенький токарник
он с собою приносил.
Итак, мои маленькие извращенцы, как я и обещал, сегодня мы разберём статью 244 УК РФ на примере токарного станка 16К20Ф3 со стойкой 2Р22. Слабонервным, кормящим и веганам не читать!
Почему я, вдруг, решил удариться в некрофилию? Ща объясню.
Все, кого я знаю, при словосочетании "старые советские ЧПУхи" начинают плеваться, корчиться в судорогах и убегать в разные стороны. Вот, кстати, зря. Я сам так относился к советским ЧПУшкам, пока (чтобы не стать бомжом) не пришлось на них поработать. Мне повезло. Наставником мне достался токарь 80-го разряда, который знает эти станки как свои пять пальцем. Нет, я не опечатался. Именно пять. И в сумме 25, всё на месте.
Вообще к этим станкам у людей сложилось неоправданно предвзятое отношение. Начинаешь спрашивать: "Почему?", отвечают: "Ну старые, неудобные".
Спрашивается "И чё?". У меня жене скоро 34 стукнет, мне её в утиль списывать? Её еще откапиталить и модернизировать можно.
На своих 2эрках я не нашёл шильдика с датой выпуска. Нашёл только на трансформаторе дату 1982. Так что получается станок даже моложе меня.

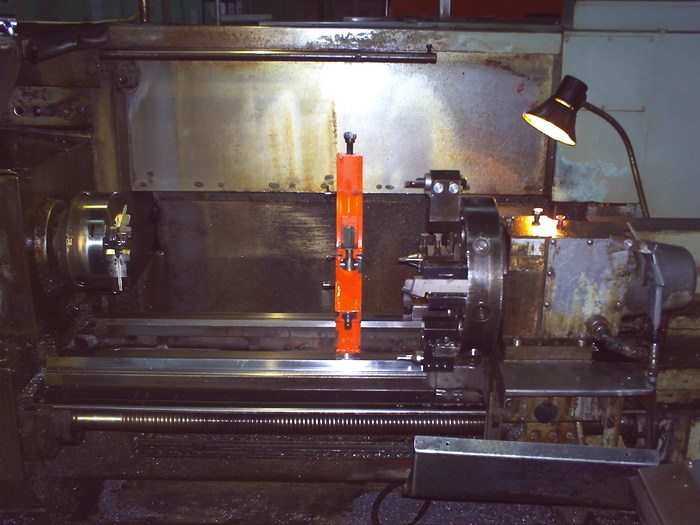
Начну я, пожалуй, с перечисления плюсов этих станков. Сразу поясню: у меня станки модернизированные. Стоят современные драйверы осей и скалярный инвертор шпинделя.
Итак:
1 - Жёсткость. Металл в СССР не жалели и он был качественным. Это вам не китайская станина, которая лопнет при хранении на морозе или направляйки сотрутся за месяц.
2 - Точность. Если я сказал ему сдвинуться на сотку, он двигается на сотку. А вот третий знак после запятой стойка, почему-то, не любит и начинает творить дичь.
3 - Простота программирования. Да, это именно так.
4 - Полное равнодушие к тому прогрет станок или нет. В соседнем цехе стоят Пума с Рысью, которые стоят по 60 лямов, тридцать минут простоя - размер уплывает на две сотки. А 2эрки что при включении, что к обеду размер держат.
5 - Простой, как три копейки. Я его за 2 дня освоил.
11 - Бессмертие. Мертвых нельзя убить.
Есть еще не модернизированный станок. Там из минусов только то, что через пару часов работы у него начинается маразм. Приходится вытаскивать драйверы, ставить запасной комплект и так через каждые два часа. Достаточно, чтобы нарезать трапецию на нескольких валах.
Из минусов:
- Шумный
- Медленный
- Помнит только одну программу
- неудобно редактировать, на экран выводится всего один кадр и есть риск случайно грохнуть всю программу.
- Программа максимум 150 кадров
- корявый цикл сверления
- Нет корректоров на износ. Хотя в данном случае это скорее плюс.
Я не буду подробно останавливаться на программировании и ошибках, выдаваемых станками. Понятная и удобочитаемая инструкция есть в инете. Разберем только важные моменты.
Итак, ВАЖНО!!!
1 - При выходе в ноль (при включении) смотрите, что кажет монитор. В моём случае он должен казать X300 Z100 на момент выхода. Когда станок выйдет он уже будет показывать координаты нулевого инструмента.
И всегда проверяйте точно ли он вышел, подведя рабочий инструмент к детали. Станок, если выходит в реф.точку криво, он ошибается на 5-10мм. По мелочи он не ошибается. Не забывайте провернуть резцедержку после выхода в ноль.
Если отправить его в нули второй раз он уже будет показывать координаты инструмента. Я тупо перезагружаю, если не вышел в нули.
2 - Храните параметры станка распечатанными в нескольких экземплярах.
3 - Привязали инструмент - запишите все координаты на листик (Т0 в параметрах - это координаты референтной точки). Кстати, у стоек 2Р22 есть мода заводить новые инструменты. Если станок не перепривязывает инструмент, а потом вообще начинает ругаться на нехватку памяти при попытке скорректировать - вот это оно и есть. Заходим в параметры, удаляем вообще все инструменты (у меня их как-то раз 12, вместо 8 стало) и вписываем то, что ранее записали на бумажку. Кстати, ноль станка там же прописан.
4 - Насчёт сверления. В станке в цикле сверления намертво забит отход 4мм (или 6, не помню). Ни в каких параметрах этого нет. И доползать эти 4мм он будет на черепашьей подаче. Так что использование для глубокого сверления цикла, заложенного в стойку, эффективно только на окладе. На сделке приходится писать вручную. Вот только стойка поддерживает не более 150 кадров.
5 - Перед сменой инструмента в программе прописываем S0. У меня, во всяком случае, при вращающемся шпинделе инструмент не меняется.
6 - Первым кадром программы всегда пишем М9. Потому что при попытке отредактировать первый кадр станок стирает всю программу, а М9 нейтральный кадр.
7 - И, наконец, самое важное. Никогда, слышите, НИКОГДА не ешьте жёлтый снег.
Насчёт компенсации люфтов - её просто нет. Разберёмся, как это делается. У меня, например, люфт по Х пол миллиметра.
Допустим мне из Х0 нужно уехать в Х1. Если я поеду сразу в Х1, то резец реально окажется в 0,5.
Значит я сначала должен сгонять в Х1,5 (ну или Х2) и потом вернуться в Х1. Всё.
Теперь немного об ошибках, выдаваемых станками. Вообще, это всё в RTFM есть. Просто у меня приступ графомании, так что я напишу.
Ошибки 9, 10, 11.
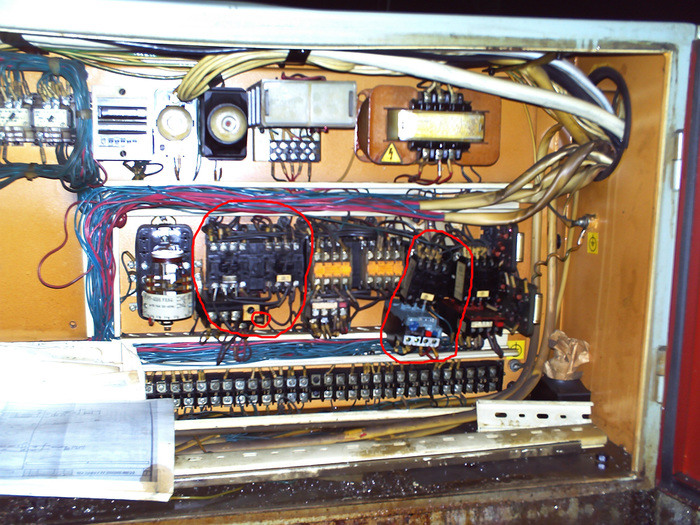
В щитке станка есть два пускателя. Один вращает резцедержку по часовой, другой против. Сначала потыкать их, потом кнопку сброса под ними.
Ошибка 4 - не подкачалось масло направляек. Программу станок выполнит, но с ошибкой уже не запустится. Подкачиваем масло вручную, сбрасываем ошибку, работаем дальше.
Ошибка 2 - глюк термореле насоса эмульсии. Просто сбрасываем сначала термореле (в щитке), потом ошибку. На фото - оно криво висит.
Ошибка 12 - несоответствие оборотов шпинделя заданному. Обычно на низких оборотах. В моём случае на плате оцифровки есть два переменника, один из которых регулирует обороты. Тупо меряем тахометром и корректируем с помощью отвёртки.
Почему лезут эти ошибки? Один из вариантов:
В станках есть платы стабилизации. Там стоят электролиты. Ну не живут электролиты столько. Выкинуть нахер, провода скурить напрямую. Они промаркированы, так что понятно, что с чем скручивать.
У меня одна такая плата ебанула. Утянула за собой автомат и термореле. Платы я все повыдергал нахер, провода соединил. Исчезли все ошибки.
Кусочек программы, для примера:
M09
T2
S3 1300 F0.12
X31 E
Z2.4 E M08
W-1
X7
W0.5
X31 E
M18
L11 H2 B6
Z-1
X29 Z-0.5
X28 Z0 F0.06
X6 F0.12
Z100E M09
M02
Просто торцовка.
Параметры станка:
Р1 -200 ; Р8 2500 ; Р15 1
Р2 -600 ; Р9 0 ; Р16 1000
Р3 10 ; Р10 20 ; Р17 100
Р4 150 ; Р12 175 (60); Р18 0
Р5 600 ; Р13 0(1) ; Р19 0
Р5 285 ; Р14 50 ; Р20 3
Р7 830 ; ; Р21 5
Шпиндель станка работает в трёх диапазонах, переключаемых вручную: S1, S2, S3. Часть параметров - это границы диапазонов.
Например Р12 это нижняя граница третьего диапазона. Она не может быть меньше 60, стойка не поймёт. А параметры Р20 и Р21 это скорость быстрой пожачи по Х и Z. У меня она урезана. Дедушка старенький.
Р13 на разных станках может быть 1 или 0. Я не знаю за что он отвечает. Чукча вообще не токарь. Чукча фрезеровщик. Мне даже не интересно, что это за параметры. Мне интересно найти жильё подешевле, чем я и займусь, после публикации этого поста.
Кто-то может удивиться, как эти станки выжили. А тут всё просто. Когда жополикий Гайдар внедрял рыночную экономику, он сказал "Нахуй нам эти станки, надо будет - купим за рубежом". И пустил их в переплавку. Вот только не доехали они до переплавки. Дальновидные люди растащили их по укромным местам. Потом модернизировали, подшаманили и начали работать.
А на сегодняшний день вообще всплеск продаж таких станков. Потому что позакрывали много предприятий из-за ковида.
Вы не знали, что машиностроение вообще и станки в частности - главные источники ковида, нет? Так вот знайте.
Но это всё скорее к некрофилии относится.
А вот услуги хорошего некроманта, который может откапиталить и модернизировать станок стоят лям. И вернётся он уже как новенький и со стойкой CNC-8, например. Новый неплохой китаец стоит три ляма. Вот только будет ли он лучше и надёжнее?
Если будут вопросы - не отвечу. Ноут сейчас поедет к некроманту (сдохла видюха), а с планшета отвечать неудобно.
А ещё вы можете поддержать нас с котом Чемоданом рублём, за что мы будем вам благодарны.
номер карты: 2200 2905 5701 4462
Не забывайте в переводе указать, что вы с Пикабу)
Разрешение на размещение счёта для доната дано администрацией Пикабу.
Показать полностью
3
1
Токарям ЧПУ
Когда нет барфидера.
Как и любой наладчик я ленив. Ленивее меня только кот Чемодан, но мы не прекращаем борьбу за первое место.
Что самое интересное, из, примерно, сотни знакомых ЧПУшников этот способ филонить знают только человек 10. Я решил его описать, вдруг кто не в курсе.
Итак, дано: двухметровый пруток. Ну или метровый. Ваще пофиг. Из прутка нужно напилить херову гору, ну скажем, колечек. Или блестящих кругляшков.
Понятно, что работаем по упору. Но каждый раз выдвигать пруток руками нам лениво. Очень лениво. Мы хотим фтыкать в планшетник.
Делаем квазибарфидер.
К расчётному вылету прутка прибавляем миллиметров 5-10 и дописываем операцию канавки.
Еще нам вам потребуется старый отрезной или канавочный резец, который ставим "вверх ногами", чтобы он заходил в пропиленную канавку серединой.
Это уже после того, как отрезали вожделенный блестящий кругляшок.
Далее:
Подводим "барфидер" к началу детали,
М5
M19 P0 - шпиндель зафиксирован
M14 физический тормоз шпинделя
M11 разявили кулачки
(G4) - поясню ниже
G0 Z едем до канавки
G0 X опускаемся в канавку
G0 Z выдвигаем деталь до нужного вылета
M10 зажать патрон
(G4) - поясню ниже
G0 Х 50 выводим барфидер из детали
G28 X0Y0 валим в точку смены инструмента
Хотя я предпочитаю не G28, а G30 - точка смены, задаваемая в параметрах станка.
Ну а саму программу циклим:
G97 P100 L20, где Р - Nомер строки, L количество повторов (деталей)
N100
(полёт мысли наладчика)
G98
(G4) - cтанок попадался, который не хотел работать без задержки после разжатия и после сжатия.
Moжно циклить и через IF[_] и через WHILE[_]-DO. Это уж как палец на левой ноге захочет, всё расписано в моих уроках.
Почему используется G0? Потому что G1 при открытых кулачках не работает (работает, но это уже отдельная тема)
Вообще я это делал только на HAAS, все Фануки у меня с барфидерами были. Но HAAS это, по сути, доведённый до ума Фанук. Спасибо товарищу Хасу за наше счастливое детство!
Так что, если боитесь проспать конец счётчика L можно дописать вызов тревоги. Это параметр #3000=1(TREVOGA, TREVOGA! VOLK UKRAL ZAYCHAT!), что на Хаски, что на пиздопротивном, богом проклятом, уёбищном Фануке.
Описание использования вызова тревоги есть в одном из моих предыдущих постов по ЧПУ.
При расчёте вылета не забывайте, что возможно придётся сторцевать и канавку.
Ещё очень важный момент: старайтесь сделать минимальное расхождение кулачков, иначе пруток перекосить может. Особенно это касается тонких прутков. Возможно придётся тормозить шпиндель не в нуле, а в определённом положении.
И не надо бояться, что станок не сможет вытянуть пруток. Я кругляк D40 двухметровый влёгкую вытягиваю.
Спойлер:
А на следующем уроке мы займёмся некрофилией и будем осваивать 2Р22.
К нам сегодня приходил
Некротех - геронтофил.
Старый умерший токарник
Он с собою приносил.
А ещё вы можете поддержать нас с котом Чемоданом рублём, за что мы будем вам очень благодарны.
номер карты: 5586 2000 8692 1837
Не забывайте в переводе указать, что вы с Пикабу)
Разрешение на размещение счёта для доната дано администрацией Пикабу.

Показать полностью
1

Вкалывают роботы, а человекам остаётся искусство

Любимое занятие всех токарей - красиво выложить готовые детальки на тумбочке.
Ну не совсем готовые, да, но выложить. :)

Шпиндель крутится, гайки мутятся. В непростые жизненные периоды большие партии прямо выручают. Раз, два, вытащил зажал, три четыре, кнопку нажал. Голова свободна, руки заняты, просто идеально.
P. S. Пользуясь случаем спрошу. Коллеги, а как вы на больших партиях фаску с другой стороны гайки снимаете? Я раньше делал резцом выточку, а сейчас решил, что потом на ижонке прогнать шабером будет лучше.
Показать полностью
2

Поиграем в бизнесменов?
Одна вакансия, два кандидата. Сможете выбрать лучшего? И так пять раз.

Токарная обработка капролона

И все бы хорошо, но 3000 шт(
З. Ы. Видео ускорено в 2 раза
Показать полностью
1