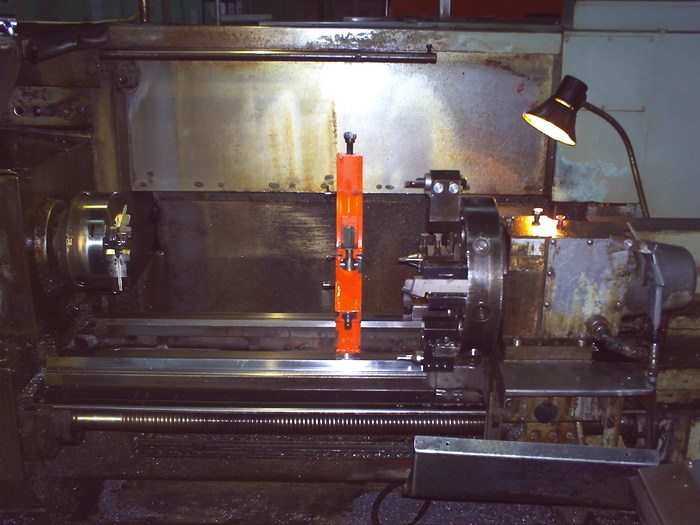
Начну я, пожалуй, с перечисления плюсов этих станков. Сразу поясню: у меня станки модернизированные. Стоят современные драйверы осей и скалярный инвертор шпинделя.
Итак:
1 - Жёсткость. Металл в СССР не жалели и он был качественным. Это вам не китайская станина, которая лопнет при хранении на морозе или направляйки сотрутся за месяц.
2 - Точность. Если я сказал ему сдвинуться на сотку, он двигается на сотку. А вот третий знак после запятой стойка, почему-то, не любит и начинает творить дичь.
3 - Простота программирования. Да, это именно так.
4 - Полное равнодушие к тому прогрет станок или нет. В соседнем цехе стоят Пума с Рысью, которые стоят по 60 лямов, тридцать минут простоя - размер уплывает на две сотки. А 2эрки что при включении, что к обеду размер держат.
5 - Простой, как три копейки. Я его за 2 дня освоил.
11 - Бессмертие. Мертвых нельзя убить.
Есть еще не модернизированный станок. Там из минусов только то, что через пару часов работы у него начинается маразм. Приходится вытаскивать драйверы, ставить запасной комплект и так через каждые два часа. Достаточно, чтобы нарезать трапецию на нескольких валах.
Из минусов:
- Шумный
- Медленный
- Помнит только одну программу
- неудобно редактировать, на экран выводится всего один кадр и есть риск случайно грохнуть всю программу.
- Программа максимум 150 кадров
- корявый цикл сверления
- Нет корректоров на износ. Хотя в данном случае это скорее плюс.
Я не буду подробно останавливаться на программировании и ошибках, выдаваемых станками. Понятная и удобочитаемая инструкция есть в инете. Разберем только важные моменты.
Итак, ВАЖНО!!!
1 - При выходе в ноль (при включении) смотрите, что кажет монитор. В моём случае он должен казать X300 Z100 на момент выхода. Когда станок выйдет он уже будет показывать координаты нулевого инструмента.
И всегда проверяйте точно ли он вышел, подведя рабочий инструмент к детали. Станок, если выходит в реф.точку криво, он ошибается на 5-10мм. По мелочи он не ошибается. Не забывайте провернуть резцедержку после выхода в ноль.
Если отправить его в нули второй раз он уже будет показывать координаты инструмента. Я тупо перезагружаю, если не вышел в нули.
2 - Храните параметры станка распечатанными в нескольких экземплярах.
3 - Привязали инструмент - запишите все координаты на листик (Т0 в параметрах - это координаты референтной точки). Кстати, у стоек 2Р22 есть мода заводить новые инструменты. Если станок не перепривязывает инструмент, а потом вообще начинает ругаться на нехватку памяти при попытке скорректировать - вот это оно и есть. Заходим в параметры, удаляем вообще все инструменты (у меня их как-то раз 12, вместо 8 стало) и вписываем то, что ранее записали на бумажку. Кстати, ноль станка там же прописан.
4 - Насчёт сверления. В станке в цикле сверления намертво забит отход 4мм (или 6, не помню). Ни в каких параметрах этого нет. И доползать эти 4мм он будет на черепашьей подаче. Так что использование для глубокого сверления цикла, заложенного в стойку, эффективно только на окладе. На сделке приходится писать вручную. Вот только стойка поддерживает не более 150 кадров.
5 - Перед сменой инструмента в программе прописываем S0. У меня, во всяком случае, при вращающемся шпинделе инструмент не меняется.
6 - Первым кадром программы всегда пишем М9. Потому что при попытке отредактировать первый кадр станок стирает всю программу, а М9 нейтральный кадр.
7 - И, наконец, самое важное. Никогда, слышите, НИКОГДА не ешьте жёлтый снег.
Насчёт компенсации люфтов - её просто нет. Разберёмся, как это делается. У меня, например, люфт по Х пол миллиметра.
Допустим мне из Х0 нужно уехать в Х1. Если я поеду сразу в Х1, то резец реально окажется в 0,5.
Значит я сначала должен сгонять в Х1,5 (ну или Х2) и потом вернуться в Х1. Всё.
Теперь немного об ошибках, выдаваемых станками. Вообще, это всё в RTFM есть. Просто у меня приступ графомании, так что я напишу.
Ошибки 9, 10, 11.
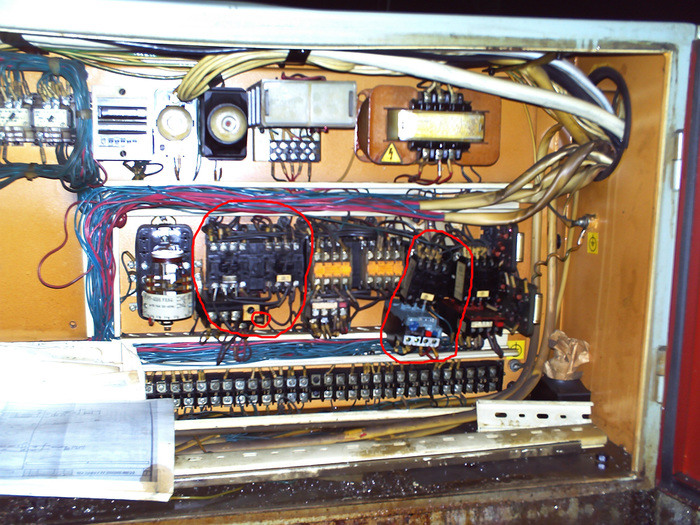
В щитке станка есть два пускателя. Один вращает резцедержку по часовой, другой против. Сначала потыкать их, потом кнопку сброса под ними.
Ошибка 4 - не подкачалось масло направляек. Программу станок выполнит, но с ошибкой уже не запустится. Подкачиваем масло вручную, сбрасываем ошибку, работаем дальше.
Ошибка 2 - глюк термореле насоса эмульсии. Просто сбрасываем сначала термореле (в щитке), потом ошибку. На фото - оно криво висит.
Ошибка 12 - несоответствие оборотов шпинделя заданному. Обычно на низких оборотах. В моём случае на плате оцифровки есть два переменника, один из которых регулирует обороты. Тупо меряем тахометром и корректируем с помощью отвёртки.
Почему лезут эти ошибки? Один из вариантов:
В станках есть платы стабилизации. Там стоят электролиты. Ну не живут электролиты столько. Выкинуть нахер, провода скурить напрямую. Они промаркированы, так что понятно, что с чем скручивать.
У меня одна такая плата ебанула. Утянула за собой автомат и термореле. Платы я все повыдергал нахер, провода соединил. Исчезли все ошибки.
Кусочек программы, для примера:
M09
T2
S3 1300 F0.12
X31 E
Z2.4 E M08
W-1
X7
W0.5
X31 E
M18
L11 H2 B6
Z-1
X29 Z-0.5
X28 Z0 F0.06
X6 F0.12
Z100E M09
M02
Просто торцовка.
Параметры станка:
Р1 -200 ; Р8 2500 ; Р15 1
Р2 -600 ; Р9 0 ; Р16 1000
Р3 10 ; Р10 20 ; Р17 100
Р4 150 ; Р12 175 (60); Р18 0
Р5 600 ; Р13 0(1) ; Р19 0
Р5 285 ; Р14 50 ; Р20 3
Р7 830 ; ; Р21 5
Шпиндель станка работает в трёх диапазонах, переключаемых вручную: S1, S2, S3. Часть параметров - это границы диапазонов.
Например Р12 это нижняя граница третьего диапазона. Она не может быть меньше 60, стойка не поймёт. А параметры Р20 и Р21 это скорость быстрой пожачи по Х и Z. У меня она урезана. Дедушка старенький.
Р13 на разных станках может быть 1 или 0. Я не знаю за что он отвечает. Чукча вообще не токарь. Чукча фрезеровщик. Мне даже не интересно, что это за параметры. Мне интересно найти жильё подешевле, чем я и займусь, после публикации этого поста.
Кто-то может удивиться, как эти станки выжили. А тут всё просто. Когда жополикий Гайдар внедрял рыночную экономику, он сказал "Нахуй нам эти станки, надо будет - купим за рубежом". И пустил их в переплавку. Вот только не доехали они до переплавки. Дальновидные люди растащили их по укромным местам. Потом модернизировали, подшаманили и начали работать.
А на сегодняшний день вообще всплеск продаж таких станков. Потому что позакрывали много предприятий из-за ковида.
Вы не знали, что машиностроение вообще и станки в частности - главные источники ковида, нет? Так вот знайте.
Но это всё скорее к некрофилии относится.
А вот услуги хорошего некроманта, который может откапиталить и модернизировать станок стоят лям. И вернётся он уже как новенький и со стойкой CNC-8, например. Новый неплохой китаец стоит три ляма. Вот только будет ли он лучше и надёжнее?
Если будут вопросы - не отвечу. Ноут сейчас поедет к некроманту (сдохла видюха), а с планшета отвечать неудобно.
А ещё вы можете поддержать нас с котом Чемоданом рублём, за что мы будем вам благодарны.
номер карты: 2200 2905 5701 4462
Не забывайте в переводе указать, что вы с Пикабу)
Разрешение на размещение счёта для доната дано администрацией Пикабу.
https://www.youtube.com/watch?v=deFkyeJ_jVU