

Из говна конфе..., ну почти
Попытка сделать переработку отходов своими руками
Попытка сделать переработку отходов своими руками
Джанк-арт, это концептуальное альтернативное искусство, протест против шаблонов и правил с заботой о природе.
Арт-объект «Большой палец», пластиковая упаковка теперь не мусор, а произведение искусства.
Джанк-арт, это направление в современном искусстве с заботой об окружающей среде, в котором задействован старый хлам в виде пластиковых пакетов, полиэтиленовых пленок, полимерной тары, которые люди отправляют на свалку. Такой круговорот позволяет сохранять и экономить ресурсы, призывая задуматься о бесконечном потреблении.
Креативно стилизованные - дизайнерские эксклюзивные кашпо для домашних растений и цветов относятся к интерьерным аксессуарам премиум-класса.

Отличаются своей оригинальностью и неповторимостью в исполнении - могут быть декорированы золотом, изящной росписью, миниатюрными горельефами,
Из чего изготовлена основа кашпо
Кашпо для растений и цветов изготовлены из минерал- полимерного композита с составе которого, вторично переработанный пластик, минеральные наполнители и пигменты. Материал окрашен в массе железнооксидными пигментами.
Пилится, режется, сверлится, шлифуется. Ударопрочен, не боится солнца, холода, воды, химическистойкий. Изготовлен в России.

Нагреваем поверхность кашпо обычной газовой горелкой или электрическим строительным феном, поверхность становится мягкой и эластичной. Температура плавления 120 градусов.
Все работы производятся в двойных хлопчатобумажных строительных перчатках.
При работе с инструментами соблюдайте меры пожарной безопасности.

Формируем нагретую поверхность придавая изделию любую замысловатую форму, охлаждаем с брызгалки водой.

Зачищаем кромки изделия обыкновенной металической овощечисткой.
Для облегчения обрезки кромки можно подогреть электрическим феном

Нагреваем необходимый участок феном и делаем оттиск рисунка силиконовой кондитерской формой. В данном случае рисунок «Дикий камень».

Окраска изделия производится акриловой краской на водной основе «Шелковый блеск, золото». Слегка окрашиваем поверхность.
Чтобы получить разнообразную цветовую гамму в основную золотую краску добавляем жидкие строительные пигменты

Протираем поверхность удаляя краску, (все что удалится), то есть патинируем.

На поверхность небольшими мазками наносим цветные краски, обтираем тканевой тряпкой придавая радужно вычерную окраску изделия.

Высушиваем изделие в течение 1 часа. Наносим с баллончика лаковое покрытие «Яхтный лак» глянцевый бесцветный. Сушка 30 мин. Вешаем джутовую веревку 10 мм с печатью мастера.
Печать делается из того же материала что и сделано изделие. Разогреваем пластину феном 120 градусов - материал становится как мягкий пластелин, при охлаждении твердый.

🌺🌺🌺 Для вас с любовью!
👉 Берегите природу, мать вашу!
Одна вакансия, два кандидата. Сможете выбрать лучшего? И так пять раз.
По данным британских исследователей, в этом году шесть из десяти британцев потратят меньше денег на Рождество. Поэтому на первый план выходит повторное использование, которое сэкономит средства.

Ace Packaging, компания по производству упаковки, предлагает жителям разглаживать складки на использованной оберточной бумаге. Это поможет сэкономить немного денег и, кроме того, принесет пользу для экологии.
В среднем семья использует четыре рулона оберточной бумаги на Рождество. Обычная цена оберточной бумаги составляет от 3 до 5 фунтов стерлингов (200-350 рублей), поэтому повторное использование упаковочной бумаги может сэкономить домохозяйствам до 20 фунтов стерлингов (около 1500 тысячи рублей).
Глажка оберточной бумаги для последующего использования предотвратит лишние отходы. Только в Великобритании количество упаковочной бумаги, выброшенной на Рождество, достаточно, чтобы обернуть ее округ света 22 раза (около 910 000 000 метров).
Повторное использование оберточной бумаги также экономит ресурсы, используемые при изготовлении бумаги с нуля, а это означает, что углеродный след производственного процесса будет значительно снижен.
Вот простые шаги по безопасному разглаживанию складок на оберточной бумаге, чтобы придать ей новый вид.
Вам понадобится:
- Гладильная доска или другая ровная поверхность
- Распылитель, наполненный водой
- Какой-либо абсорбирующий материал (полотенца, наволочки, тонкие куски картона, ткань)
Инструкции:
2. Сверху положите оберточную бумагу и слегка сбрызните небольшой ее участок водой (не держите распылитель слишком близко, чтобы бумага не намокла).
3. Проверьте, не поблекла ли краска и не текут ли чернила; если нет, продолжайте распылять остальную часть листа.
4. Накройте оберточную бумагу вторым полотенцем/впитывающим материалом.
5. Включите утюг на самый низкий уровень и осторожно прижмите его к бумаге, непрерывно двигая утюгом по кругу, чтобы не сжечь бумагу.
6. Проверьте под полотенцем, исчезли ли складки.
7. Когда бумага снова станет гладкой, осторожно снимите полотенце и подождите, пока бумага полностью высохнет.
У вас нет утюга? Нет проблем!
Слегка сбрызните упаковочную бумагу и поместите ее между двумя тяжелыми предметами (например, тяжелыми книгами или коробками). При таком способе разглаживания складки уйдут через несколько дней.
Приветствую вас сново!
Это продолжение поста про печать бутылками на 3D принтере, вот ссылка на предыдущий пост где я сделал обзор на свой станок, '' Я освоил 3D печать бутылками, обзор станка ''
Это оказалось действительно кому то интересно, поэтому пилю продолжение, благодарю за ваши положительные отзывы!
Сегодня я во всех подробностях расскажу про процесс переработки, который я для себя вывел в процессе долгих проб и ошибок, правда я не считаю ошибки ошибками, я всего лишь нашел множество неработающих вариантов!
В результате я научился получать довольно качественный филамент, который удовлетворяет многие мои потребности в 3D печати.
Итак, поехали:
Первое с чего все начинается это естественно поиск материала, в моем городе а именно Воронеже, с эти проблем вообще нет, здесь возле каждой мусорки стоит контейнер по сбору бутылок, я просто прохожусь по окресным дворам, зимой пешком, летом на велосипеде, и набираю достаточно бутылок.
Сегодня я сделал два захода, и набрал много материала, который тщательно моется и очищается от этикеток.

В качестве подопытных я возьму несколько пациентов разных мастей)

Для начала бутылку нужно надуть, для этого у меня предусмотрен нипель и крышка, отверстие в крышке просто расковырял ножом, нипель должен быть такой!, с резинкой в основании, этот от велосипедной камеры, он будет самоприжиматься от давления, и его легко можно быстро переставить в любую другую крышку, за несколько секунд, универсальная вещь.
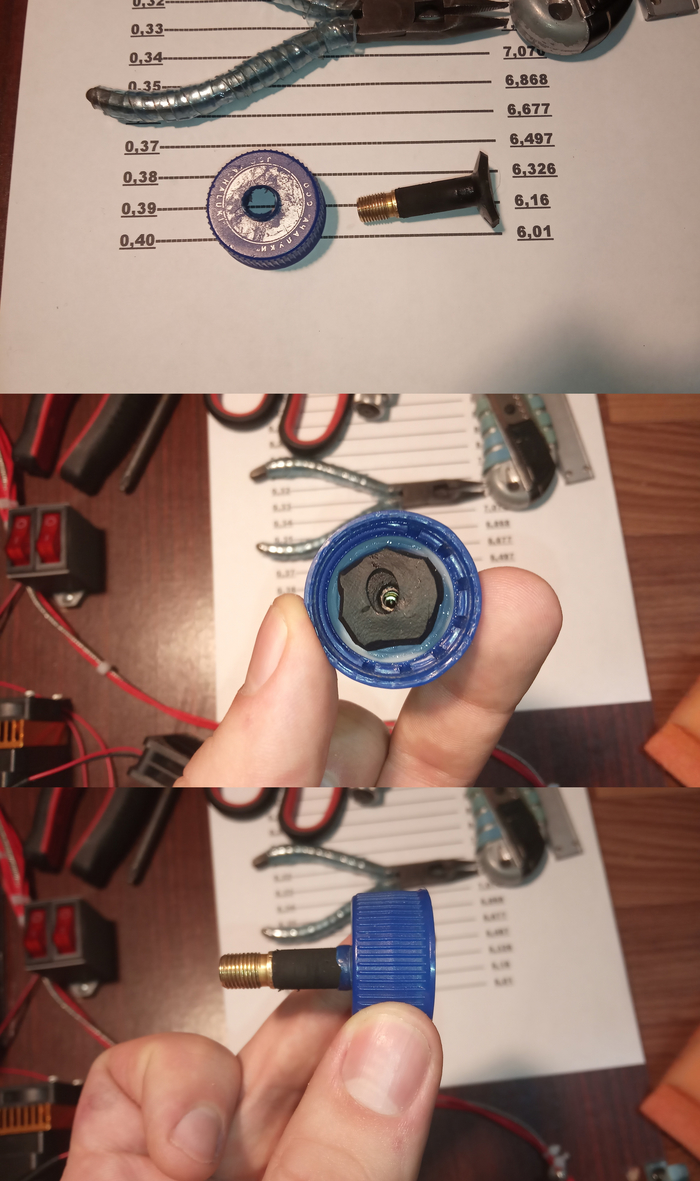
Накачиваю бутылку компрессором до 1 атмосферы, и выпрямляю ее феном, при 350 градусах.
Это оптимальное значения давления и температуры для обработки бутылки подобранные мною в ходе многочисленных экспериментов, вероятность что бутылка сдетонирует равна нулю, сильно не переусердствую, как только бутылка стала гладкой фен выключаю, но если настойчиво продолжить греть может и взорваться, у меня такого не было, но разве что в начале когда я еще выпрямлял бутылки над газовой плитой, было пару взрывов))

До и После

Повторяю тоже самое со всеми остальными бутылками, на каждую уходит 1-2 минуты.

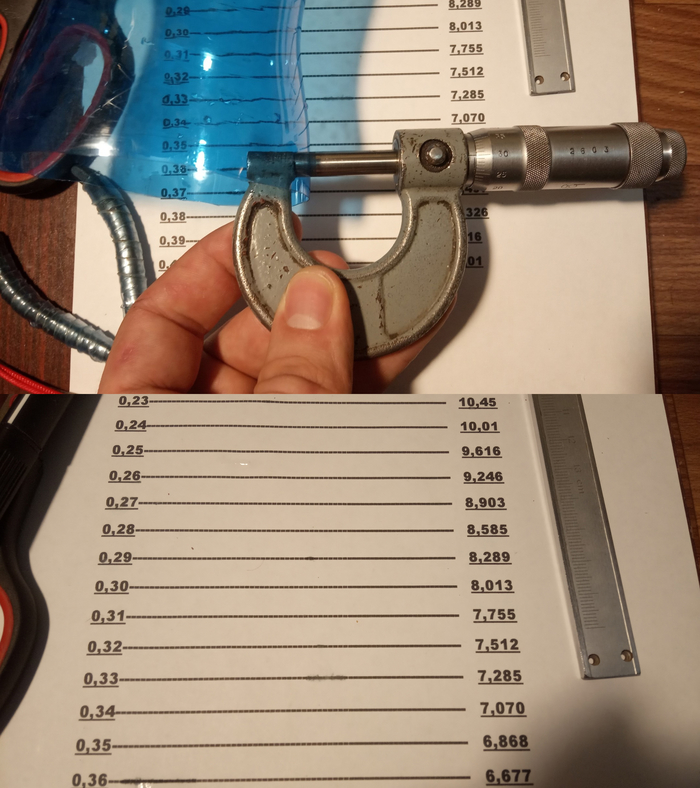
Отрезаю дно бутылки канцелярским ножом и делаю замеры толщины стенки бутылки микрометром.
В данном случае толщина 0.3 мм, сверяю это с распечатанной таблицей, получается 8 мм.
Ширина ленты расчитывается просто, для прутка 1.75 мм. =1.75/толщина стенки бутылки*1.75.
Но это значение для квадратного прутка, а нам нужен круг, как известно круг вписанный в квадрат занимает 78.5% процента площади квадрата.
Для этой бутылки расчет получается таким (1.75/0.3*1.75*0.785)=8,013 вот наше значение в миллиметрах.
Я себе сделал таблицу и прлепил ее на клей карандаш прямо к станку, чтобы все было быстро и легко.
Среди провставок моего бутылкореза нахожу с нужной маркировкой 8 мм, и вставляю ее в резак, замена происходит откручиванием одного болтика, это легко делается руками, может в будущем напечатаю барашек на гайку, но пока нет такой необходимости.
Ставлю все на место и нарезаю бутылки, для каждой делаю замер толщины стенки и устанавливаю соответствующую провставку, по таблице.
Бутылка используется по максимуму возможного, хорошо видно на фото, остаются рожки да ножки.
Ленту я режу вручную, очень быстро, буквально 5-10 секунд на бутылку.

Предварительная обработка оконченна, приступаю к самой протяжке ленты.
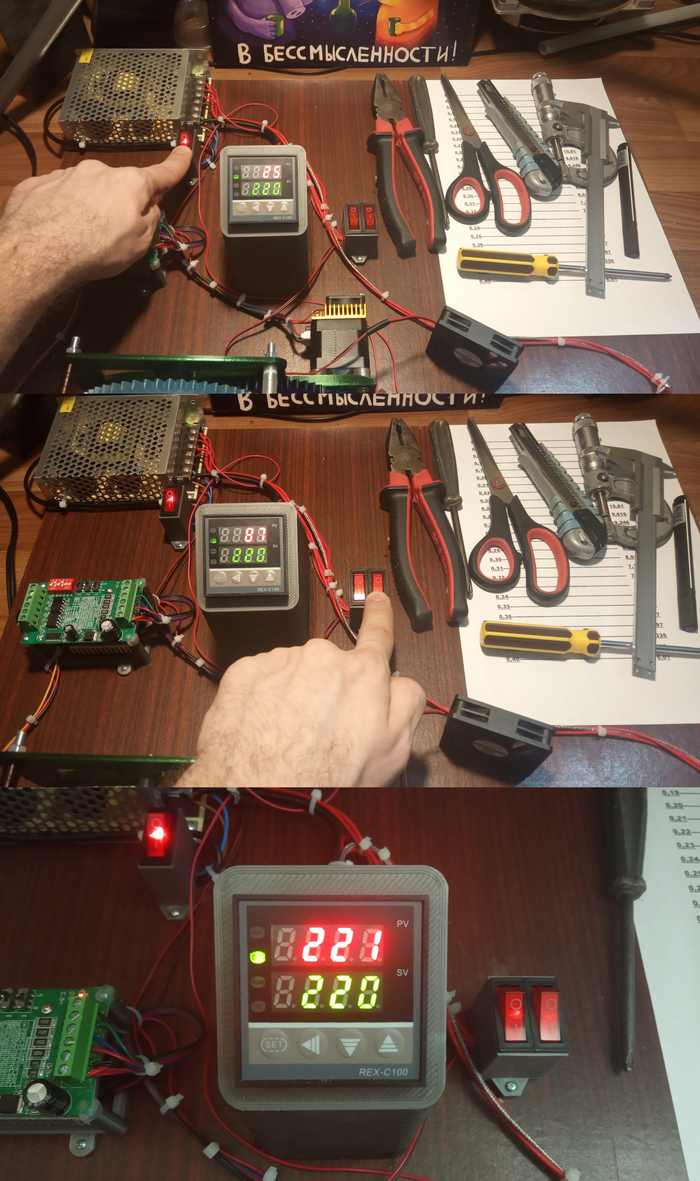
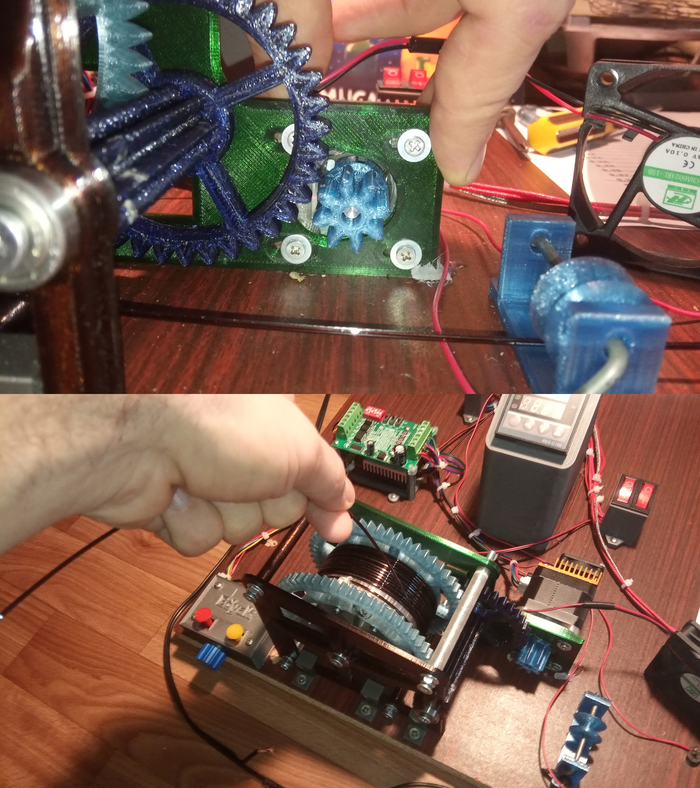
В станке 3 кулисных выключателя, одинарный включает подачу на блок питания 220V, два других это ''размыкание/замыкание'' цепи нагревателя, и вкл/выкл вентилятора обдува.
На ПИД регуляторе установленна температура 220 градусов, после замыкания цепи нагревателя температура доходит до этого значения за минуту, и довольно точно удерживается, только слышно тихое пощелкивание встроенного реле.
Нажатием кнопки SET можно быстро изменить температуру, я для себя определил оптимальные значения в 220-230 градусов, 230 обычно ставлю на прозрачный пластик, он наиболее тугой.
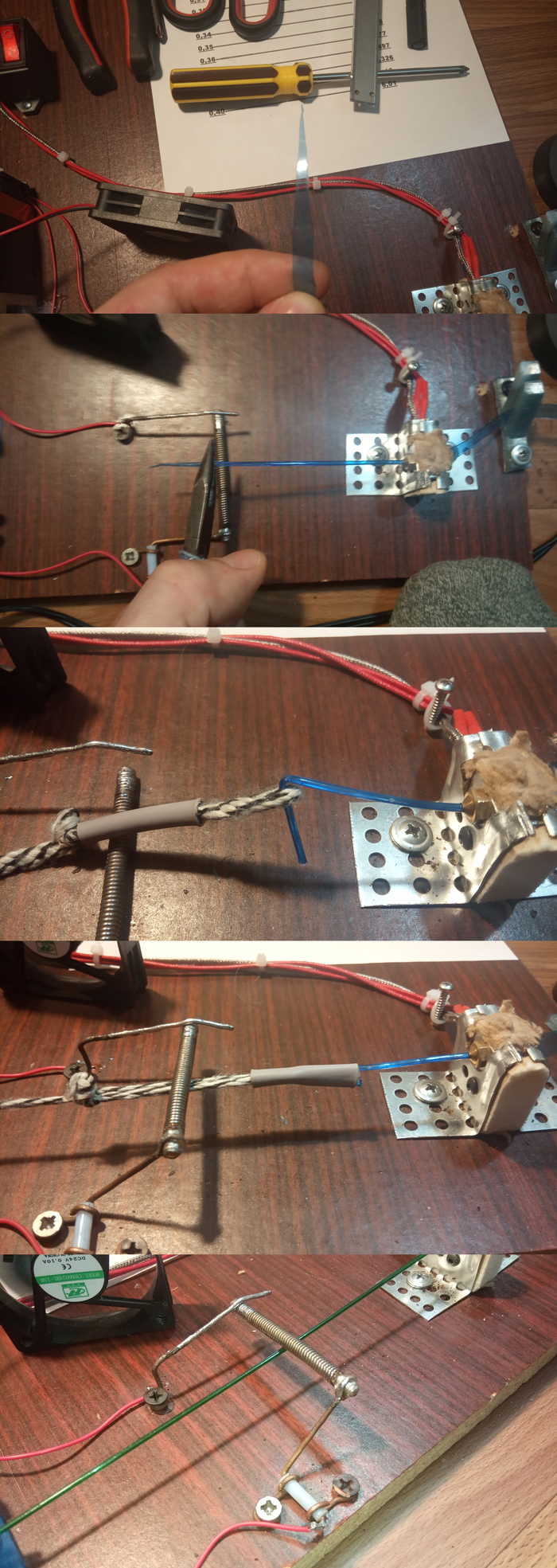
Предварительно нужно заострить ножницами кончик ленты, продеваю его в разогретое сопло и вытягиваю немного, я думаю принцип сцепления понятен на фото, это петелька шнурка который привязан к барабану редуктора, на ней кусок изоляции интернет кабеля, кончик прутка загибается, вставляется в петельку, и все это легко фиксируется куском изоляции, очень надежное соединение, легко снимается и одевается.
Затем взвожу свой Кулибинский автостоп, сделал я его из того что было, он переехал с первой версии станка, где был сплошной колхоз, это было временным решением, но нет ничего более постоянного чем временное, это оказалось безотказно работающее устройство, он замыкает плюс питания драйвера, когда лента подходит к концу под действием гравитации цепь размыкается, двигатель останавливается.
Для получения качественного и ровного прутка я ставлю самую малую скорость протяжки, 1 метр прутка тянется за 7-10 минут, можно и быстрее, но качество может начать хромать, это уже кому как нравится.
Я ставлю протяжку и занимаюсь своими делами, переодически заправляя новую ленту, ленту я кстати не наматываю ни на какие катушки, это пустая трата времени, она у меня просто стелится по полу.
По окончании срабатывает "Кулибинский автостоп", и я подхожу что бы извлечь пруток и заправить новую ленту. Сдвигаю двигатель для размыкания шестерней, и филамент легко секунд за пять полностью вытягивается из катушки.
Вот что на выходе получается, довольно качественный и ровный пруток со 100% заполнением, диаметр стабильный в районе 1.75 мм с незначительными отклонениями. Электронного штангеля у меня нет, сделал замеры обычным и микрометром.
Все отправляется сушиться на батарею, но и если просто его оставить лежать в сухом помещении лишняя влага из пластика выйдет через пару дней, он напитывается влагой при непосредственном контакте с водой, а так же в зимнее время года.
Филаментом полученным из бутылок которые лежали у меня пару дней, можно печатать сразу.

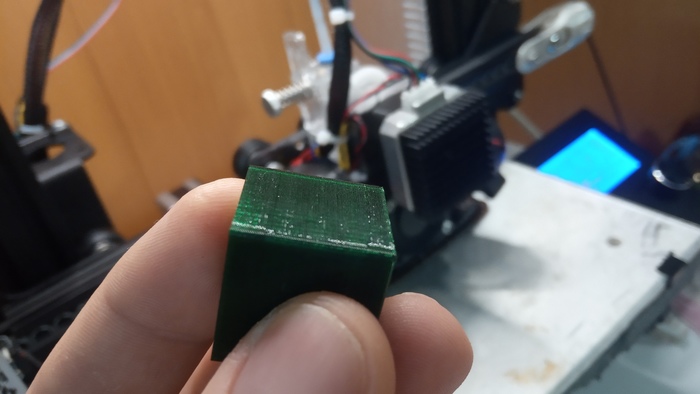
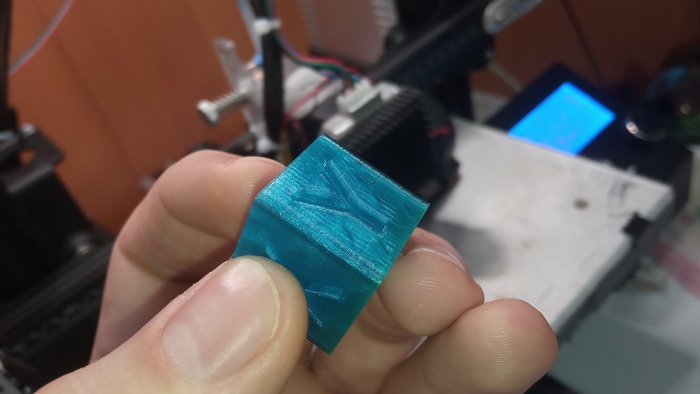
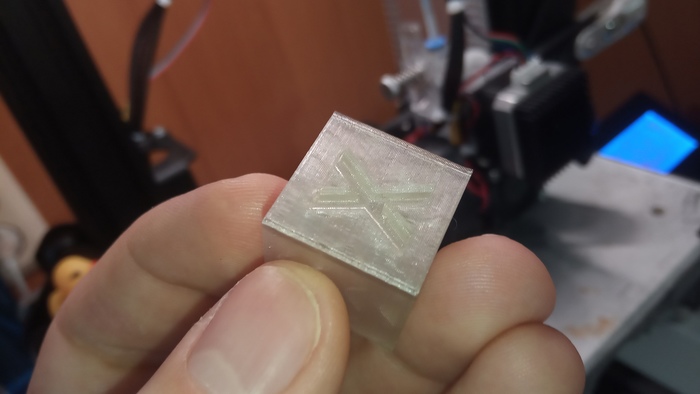
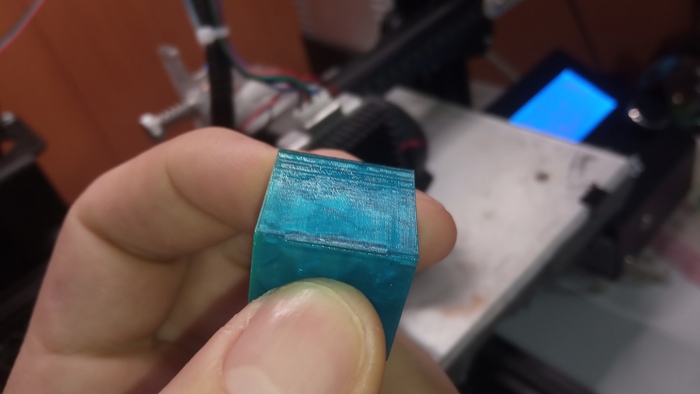
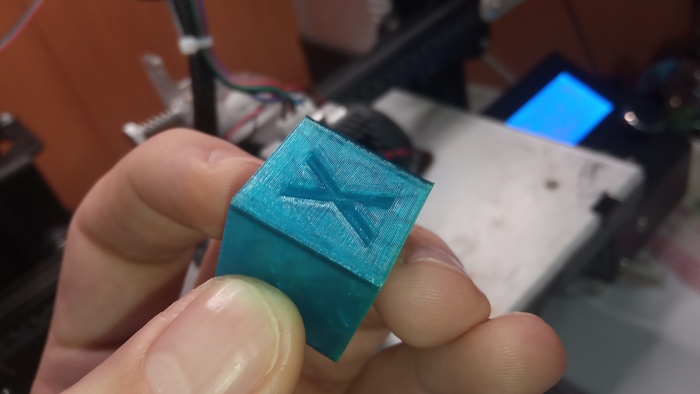
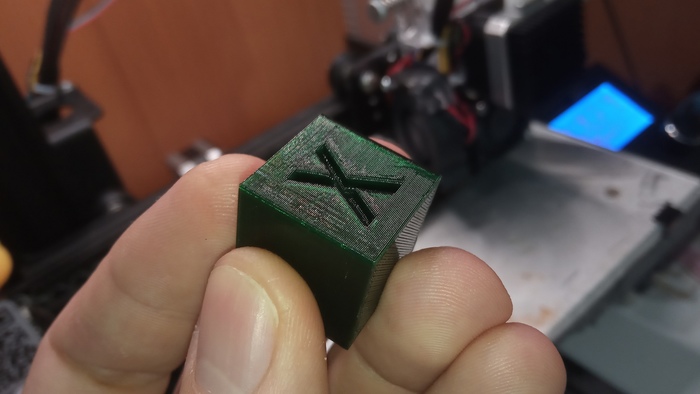
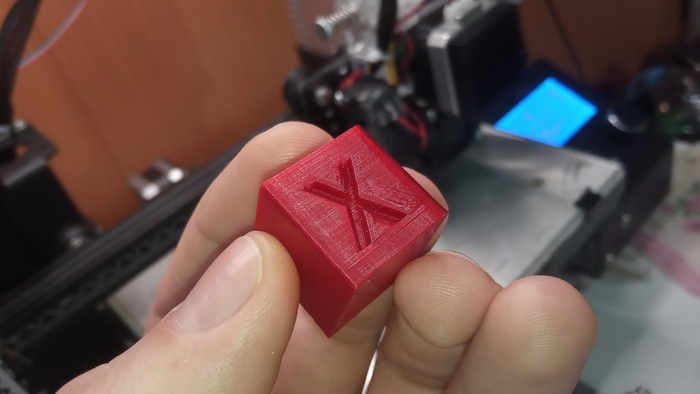
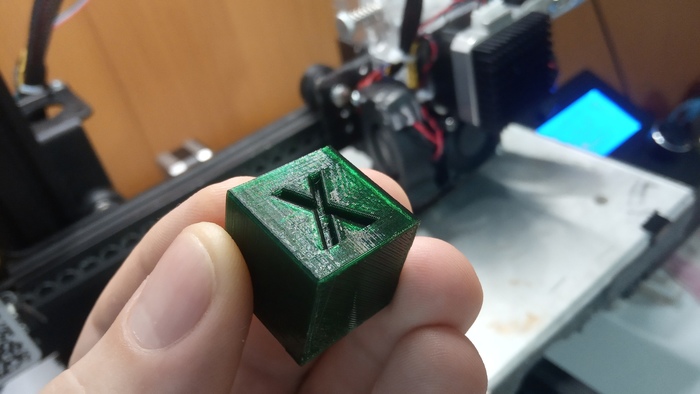
Этот пост я посвятил процессу переработки, но немного покажу что получается на примере калибровочных кубиков которых я распечатал из самых разных бутылок, все кубики печатались из одного и того же ДЖИ код файла.
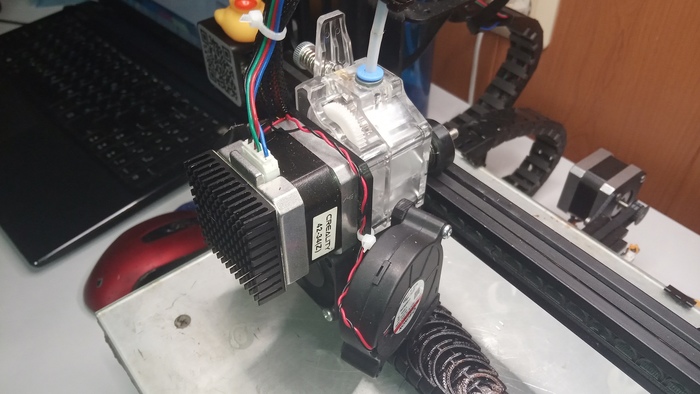
Принтер ENDER 3 модифицированный:
-Плата SKR MINI E3 V 2.0
-Хотенд E3Dv6 от Trianglab
-Директ, с подающим механизмом клона БМГ.
Параметры печати:
-Сопло 0.4
-Слой 0.2
-Стенки 2
-Дно 2
-Крышка 3
-Заполнение гироидное 15%
-Температура сопла 270
-Стол 80
-Обдув самый малый, для того что бы модель не перегревалась и не белела!
-Скорость печати стенок/крышки/дна 40мм/c
-Скорость заполнения 60мм/с
-К-фактор 0.1

Сделал немного фото чтобы оценить качество печати, и ровность укладки слоев, судите сами.
Замеры кубиков штангелем показывают значения в допустимых пределах, 20 мм, с отклонениями в пределах погрешности, по всем осям.
Ну вот и пост подошел к концу, если это и дальше получит отклик то следующий пост я уже посвящу непосредственно печати бутылками, и всему что для этого нужно со всеми нюансами и подробностями.
Пишите в комментарииях что вы хотели бы, чтобы я распечатал из бутылок, по возможности я это реализую в следующем посте. Для этого я оставил комментарий.
И вот небольшой бонус, Мокрица, так я их называю, распечатанная из зеленых пивных бутылок.

В семье Лобановых из Поморья банки из-под кофе, консервированного горошка, кильки и флаконы от дезодорантов выбрасывать категорически запрещено. Пенсионер Василий Лобанов организовал на дому мини-завод по ручной переработке жестянок. Из них мужчина делает вазы, конфетницы и филигранные сувениры. Окружающие от такого хенд-мейда в восторге.
Обычно из гофра картона производят коробки, которые в последствии либо перерабатываются, либо выкидываются. В этом видео мы сделаем очень необычную табуретку из старых коробок!






