


Литьё из латуни: как мы делали Кислевитский набор
Привет!
Я работаю дизайнером в маленькой литейной мастерской, и решила показать процесс создания поясного набора для ролевой игры, не той, о которой вы подумали, а по Вархаммер Фэнтези.
В самом посте будет больше художественного поиска, нежели самого процесса отливки металла. Если будет интересно - потом напишу и об этом.

На самом деле, почти все наши изделия приходят эти этапы, только согласовываются не с заказчиком, а с внутренним критиком, поэтому редко когда можно увидеть задокументированные промежуточные результаты.
Ну, в общем, поехали! В качестве ТЗ мы получили: Кислев, лапку грифона, и чтобы общая стоимость набора (пряжка+хвост+10 накладок) не превышала 3000 монет. Спойлер: мы уложились в 2500.
Обычно, на поиск референсов и источников поначалу уходит чуть ли не больше времени, чем на сам процесс творческого поиска.
Первые эскизы на тему набора выглядели вот так:

В результате нас попросили попробовать совместить первую пряжку и второй хвостовик. Переделываем орнаменты, чтобы они сочетались с пряжкой и пробуем более монолитную форму. Оставляем второй вариант.

Потом мы приступаем к моделированию. Это происходит по-разному, обычно мы используем Blender, ArtCam и руки для создания восковок. Так как наши пряжка и хвост не блещут какой-то особо объёмной геометрией, самым простым вариантом для моделирования показался векторный рисунок+ArtCAM.
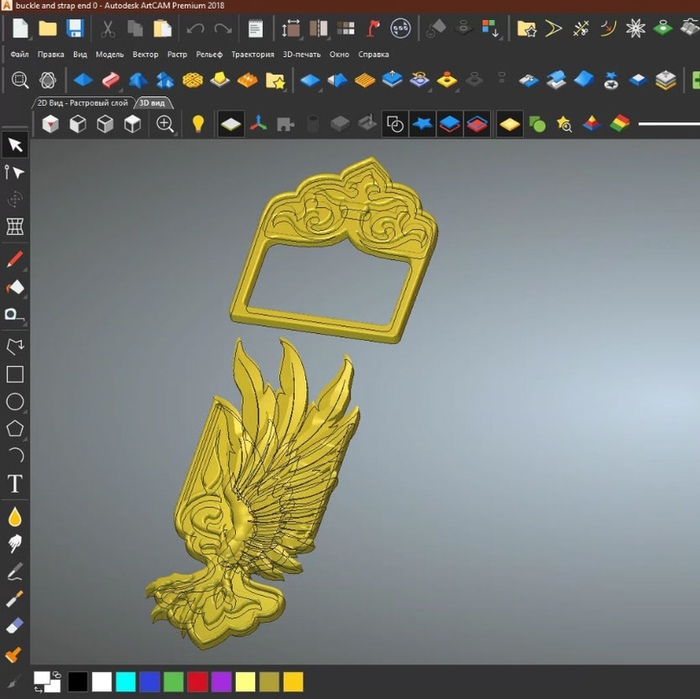
Сделали модельки, нафрезеровали, и столкнулись с проблемой: то, что смотрится хорошо на бумаге и экране, в своём материальном воплощении оказалось несколько неказисто. (Если пост читают другие мастера — поделитесь мудростью, как вы избегаете таких разочарований? Может есть какие-то хитрости? Или ничего кроме многолетнего опыта тут не спасёт?)

Хвост было решено увеличивать. А как? Попробовали вытянуть крыло, или добавить ему перьев, но тогда очертания изначальной лапки, которая была важной частью ТЗ, начинали теряться. Идею подкинула заказчица: Использовать большую букву К, чтобы ни у кого не осталось сомнения, ведь К — значит Кислев. Опять ищем референсы, на этот раз буквиц, рисуем ещё варианты. Останавливаемся на третьем.

Сравниваем старый и новый вариант. Хвост заметно прибавил в росте.

Далее идёт очередная фрезеровка восковок (чьи фото не сохранились), но надо сказать, что желанием сохранить верхний контур крыла и прозрачность композиции, мы изрядно прибавили себе забот, так как с этими ажурами довольно сложно работать по итогу. Но результат того стоил!

ТАДАМ! Мастер-модели вот только только извлечённые из опоки, готовые быть обрезиненными и пущенными в серию.
И финальный результат:

Показать полностью
9
Литьё из олова на любительском уровне
Хотелось бы поделиться опытом отливания простых фигурок из олова. Больше, чтобы систематизировать и не забыть процесс создания.

Начал эксперементы пару лет назад, и за пол года неспешных попыток появился вменяемый результат.
Ниже описание и фотографии процесса - неудачные первые, последующие, и немного про горелку.
Первые эксперементы
Материалы:
Эталонный солдат - был создан супругой товарища.
Гипс - остался мешок после ремонта.
Металл - приобретался на алике .
Походная горелка - на ней банка с металлом.
Источник тепла - самопальная спиртовая горелка из пивной банки. Вместо горелки можно попробовать и сухой спирт, и кубики для розжига грилля (только не дома, дымит по-чёрному), и маленькая свеча.
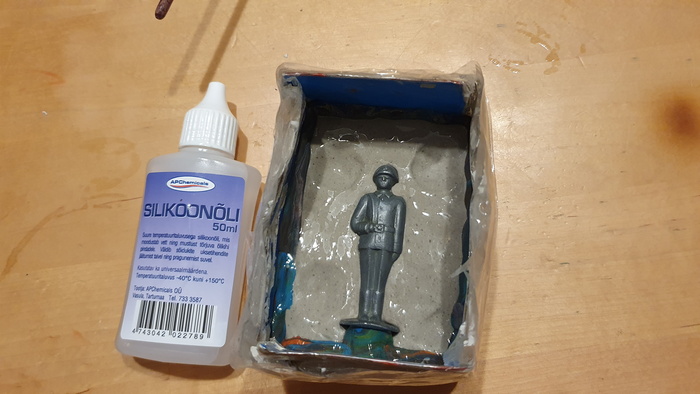
В небольшую коробочку заливался гипс и в него опускался наполовину солдатик.
Общая идея - создать форму из двух половинок, первая половина засыхает, и затем заливается гипсом вторая половина.

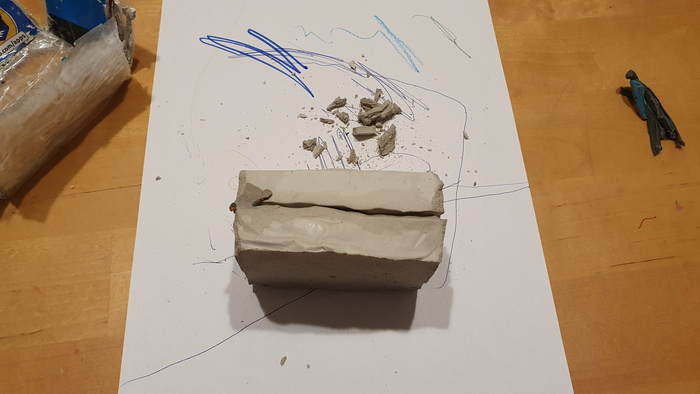
Как показала практика, вытащить солдата из высохшего гипса не так уже и просто. Половинки совершенно отказывались разлипаться, и последующая проблема - это достать солдатика.
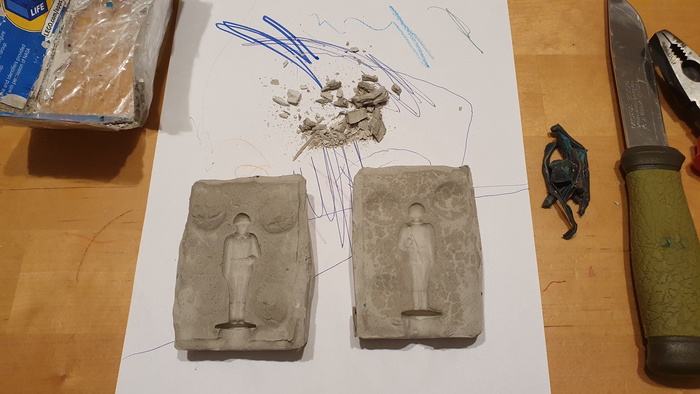
Результат после нескольких попыток. Требуется убрать лишнее и обработать напильником.

И как результат получилось почти красиво не очень.


Детали плохо передались, и выглядит весьма коряво. У эталонного солдата ствол винтовки застрял в одной из гипсовых форм.
Хорошие результаты
Несколько экспериментов и изменения процесса.
Материалы:
Эталонный солдат - был арендован у коллекционера (свои успешно про...пали в детстве)
Гипс - куплен еще один
Металл - тот же
Походная горелка - та же
Источник тепла - остановился на спиртовке. В качестве топлива - дезинфицирующее средство 75% этанола или денатурированный спирт (строительный магазин).
Силиконовое масло - для смазывание поверхности, с ним было проще достать солдата из застывшего гипса.
Основная идея - широкое использование пластилина, солдат утапливается в пластилин и заливается жидким гипсом, чем жиже тем лучше. Так детали передадутся лучше.
Коробочку можно создать из любого картона/коробок, и при помощи клейкой ленты обматываем и создаётся форма требуемого размера. Клейкая лента нужна для затыкания всех щелей, и блокирование вытекания гипса.

Солдатик наполовину утапливается в пластилин. Благодаря буграм из пластилина две половины формы соеденятся правильно. Хорошо бы смазать поверхность, например силиконовым маслом. (честно говоря не помню почему именно им, возможно есть вариант лучше - солидол)
Из пластилина создаётся будущая горловина куда лить металл, и прикрепляется с основанию солдатика.
Самое главное теперь - залить как можно более жидким гипсом. После заливки, можно постукивать об любую поверхность для удаления пузырьков воздуха. Продолжать пока не надоест или перестанут выходить.

Теперь этам ожидания высыхания гипса. Сутки уже хорошо, дольше - еще лучше.
Получается примерно такой бутерброд.

Пластилин вместе с эталоном легко удаляется.

Следующий этап - это создать вторую половину формы.
Повторить процедуру, только предварительно смазать первую часть формы, вместе с эталоном
силиконовым маслом (или чем-нибудь другим), дабы легче разделить две части от формы.
Повторяем шаг с гипсом - пожиже, и стучать об стол подольше.

Ждём опять примерно сутки, хотя, чем больше, тем лучше.
После удаления картона и клейкой ленты получается уже нечто такое.
С помощью доброго слова, ножа или другого подручного инструмента разцепляем 2 части формы.
Теперь можно начинать выплавку. Соеденяем две части формы, закрепляем чем-нибудь, дабы не распались в процессе (проволка в моём случае). И можно начинать расплавлять олово.

Хорошо бы изолировать поверхность стола, всё таки расплавленный метал имеет высоку температуру, и его капли так или иначе попадут мимо формы.
Плоскогубцами снимал с огня банку с металлом.
Не все формы получаются идеальными, так что было 3 рабочих. Время жизни гипсовой формы, как минимум 3 отливки.

Если льёте первый раз - во время процесса металл может начать извергаться. Перчатки обязательно, и никаких детей и других посторонних лиц в радиусе 1 метра.
У получившегося изделия предстоит отрезать горловину и другие лишние части, ножовка по металлу и напильник в помощь.
И как результат...


Эталонный солдатик справа.
Добавим немного краски.


Результат уже гораздо лучше, детали передались почти идеально. Форму можно использовать несколько раз. Неудачные отливки идут на переплав.
Краска для моделек Revell, не держится при активном использовании солдатиков. Возможно есть что-нибудь более подходящее.
Источник света и тепла
Спиртовая горелка из пивных банок. Несколько попыток создать идеал. Диаметр отверстия имеет значение.
И сам процесс расплавки при использовании горелки.
Но можно использовать и маленькую свечку. Честно говоря, результат не помню, но время ожидания изменения агрегатного состояния металла дольше.

Показать полностью
19
2


Литьё металла по выплавляемым моделям на кухне
Я решил попробовать научиться лить металл дома, когда встретил в сети упоминания карборундового тигля, способного расплавить алюминий и бронзу в СВЧ печи.
Описание процесса и результаты попыток кратко изложу в этой статье.

Изготовление мастер-модели
Модели я печатал на 3D принтере из PLA - самого легкоплавкого пластика из имевшихся под рукой. Сопло 0.4-0.6, слой 0.1-0.2, заполнение 30%, в общем, всё как обычно.
В качестве моделей взял стандартные "кораблик" и "кубик", к которым прилепил литники из воска от сыра.
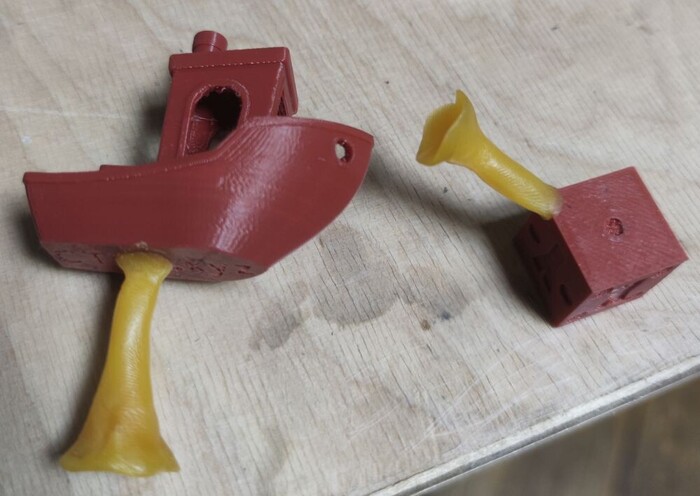
И начерченный в CAD-e барашек для крана автоклава взамен потерянного (у него литники сделал прямо при моделировании - правда, они сразу отломались, пришлось зажигалкой приклеивать).
Изготовление литьевой формы
В целом, есть два способа изготовить форму. Можно сделать по модели форму из нескольких частей, потом вынуть из формы модель, собрать форму обратно и залить в неё металл.
Можно сделать монолитную форму, потом вытопить из неё модель и залить металл в образовавшуюся полость. Первый вариант не портит модель и позволяет использовать форму несколько раз, второй - проще технически и позволяет делать модели сложной формы. Для разового литья по распечатываемым моделям разумно использовать выплавляемые формы, что я и сделал.
Что касается материала для формы, то есть три типа популярных смесей, песок + глина, песок + жидкое стекло и смеси на основе гипса.
Смеси на основе гипса легки в изготовлении, но их нужно прокаливать при 700 градусов Цельсия, чтобы избавиться от химически связанной воды. Дома, естественно, хотелось минимизировать работу с высокими температурами, поэтому гипс я отмёл.
Смеси на основе глины удобны многоразовостью материала и быстротой прототипирования - но, судя по рассказам, крайне прихотливы. К тому же их обычно используют во влажном виде, что не применимо к методу выплавляемых моделей.
Поэтому я остановился на смесях на основе жидкого стекла. Их рекомендуемый состав - смесь песок : жидкое стекло в соотношении 100 : (7-10). Впрочем, у меня они, почему-то, получались при таком соотношении слишком сыпучими, так что я брал жидкого стекла чуть больше.
Жидкое стекло использовал первое попавшееся в магазине.
Песок, судя по рассказам, лучше брать карьерный, но для составов с жидким стеклом это не так важно; я взял речной, фракцию "менее 0.25 мм" (облепливал ею модель) и "0.25-0.5 мм" (делал из неё периферические части формы). Но не думаю, что это очень важно, подозреваю, что песок, просто просеянный через сито для муки, даст почти тот же результат.
Забив внутренние части модели смесью и по возможности облепив ею снаружи, я засыпал на дно подходящей конической баночки смесь, укладывал на неё модель и забивал смесью все свободное место.
В общем, на модели объёмом порядка 10-20 мл уходило 300-600 граммов просеянного песка.
Сушка и выплавление формы
Для сушки я использовал электрическую духовку в режиме обдува горячим воздухом.
Сначала я подсушивал форму прямо в баночке при 70*С - так, чтобы образовалась сухая корочка и форму можно было перевернуть. Это занимало где-то час.
Потом я переворачивал форму и снимал пластмассовую баночку, в которой делал форму.
В таком виде сушил ночь - но, если честно, подозреваю, что этот этап можно пропустить.
Затем подстилал на дно фольгу, поднимал температуру до 250, и вытапливал PLA в течении целого дня. Учтите, что обдув горячим воздухом приводит к тому, что капли PLA падают отнюдь не вертикально, поэтому фольга должна быть не только прямо под формой, но и по всему дну.

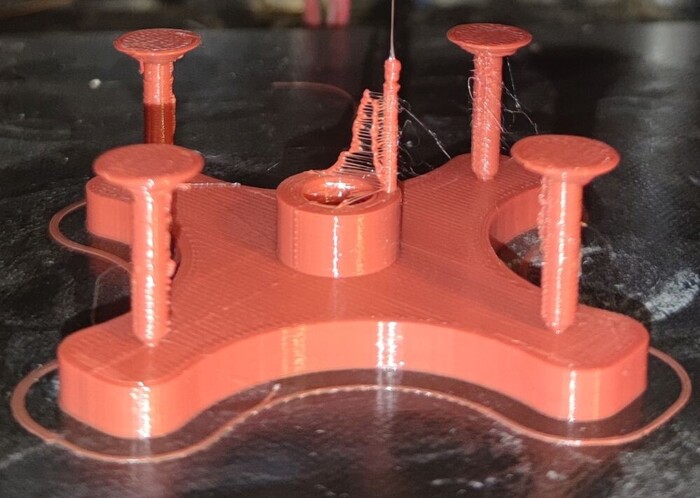
Вот так выглядят формы после выплавления:

Металл
Требуемый объём металла легко увидеть в слайсере, если задать нарезку модели со 100% заполнением. Плотность бронзы около 9 г/мл, алюминия - около 3 г/мл. На самом деле, поменьше, но ведь ещё запас на литник нужен, на окисление при плавлении, и так далее.
На алюминий я распустил литой корпус старого прибора, надпилил его реноватором и разломал на подходящие кусочки парой газовых ключей.
Бронзу марки БРОФ7-0.25 приобрёл на Авито в виде стружки. Сразу говорю, это была плохая идея, у бронзовой стружки очень низкая насыпная плотность, её влезает в тигель хорошо если десяток-другой граммов, она пружинит, а не прессуется.

Плавка
Проводилась в соответствии с инструкцией изготовителя тигля.
Размеры тигля - примерно 45 мм внутренний диаметр и примерно 35 мм высота. Теоретически это даёт объём около 50 мл. Но полностью использовать объём можно, только заложив в тигель заготовку, точно выточенную под объём тигля; на практике, если использовать обычные куски металла, влезает около 25-30 мл. Вот тигель, полный алюминия - даже с небольшой горкой над уровнем тигля; это примерно 70 граммов, то есть 25 мл:

Алюминий расплавился довольно быстро (примерно, за 10 минут), а вот бронзовая стружка пыталась расплавиться около получаса - после чего СВЧ печь издала странный звук и больше ничего плавить не захотела. Изучение проблемы показало, что в печке сгорели высоковольтные конденсатор и предохранитель. Я их, конечно, поменял - но решил, что это знак свыше, и больше бронзу плавить не пытался.
К сожалению, как раз перед сгоранием печи бронза всё-таки почти расплавилась, и легла блином на дно тигля. Как я уже сказал больше бронзу я плавить не стал, так что пользовался тиглем с бронзовым блином на дне.

Вот так выглядят формы, в которые уже залит металл:

Чистка отливок. Результат.
Большая часть формы легко осыпалась после нескольких ударов молотком, но то, что прилегало непосредственно к модели, слегка окаменело, и эти остатки пришлось очищать стальной иглой.
Кораблик после отбвивания молотком основной части формы, но до чистки иглой:

В общем, результат получился лучше, чем я рассчитывал, учитывая все прелести алюминия, хотя местами, конечно, наблюдается непролив.
Обзорное фото результатов вы видели в начале статьи. Вот оно ещё раз.
Видно, что кубик и кораблик, в целом, получились похожими на модель, но не идеально пролитые. А вот ручка вышла откровенно плохо: я сделал слишком тонкие литники, и алюминий просто не затёк в форму.
Дно корабля, слом литника. Видно, что структура зернистая, с полостями:

Кораблик спереди. Видны непроливы:

Крыша кораблика. Видна слоистость печати принтера (0.1 мм слои):

Выводы:
0. Всё нижеперечисленное - мои выводы на основе минимального опыта.
1. Литьё небольших деталей можно организовать на обычной кухне с минимальным набором специально докупленных вещей.
2. Отливать можно детали из алюминия. Теоретически можно и из бронзы, но на пределе возможностей микроволновки.
3. Отливать можно детали объёмом где-то до 20-25 мл.
4. Для литья по выплавляемым моделям подходят модели из PLA.
5. Теоретически, можно печатать слоем 0.1 мл, но, на практике, 0.2 мм обычно достаточно.
6. В качестве формовочной массы подходит смесь песка с жидким стеклом (7-15%).
7. Песок можно брать обычный речной, фракция "менее 0.5 мм" достаточна, хотя для более тонкого литья можно попытаться взять фракцию "менее 0.25 мм".
8. Выплавлять модель можно несколько часов, при температуре около 250 градусов Цельсия.
9. При литье из алюминия стабильно получаются элементы толщиной больше 2-3 мм.
10. В частности, литники желательно делать толщиной 4-5 мм.
11. Не забывайте о технике безопасности при литье. Надевайте перчатки, хлопковую или кожаную одежду с длинными рукавами и штанинами, ботинки.
Показать полностью
14

Ответ на пост «Нелёгкая доля алюминиевых банок»
Пару лет назад купил пневматический пистолет, нужны были мишени. Пиво пить люблю, особенно Клинское. Ну и не выкидывал банки, собирал в пакеты, не мял их.
Но питейные возможности превысили интерес к стрельбе и скопилось этих банок аж 160 штук, считая расстрелянные.
У друга организован небольшой горн, а у меня был тигель.
Сначала я банки наплющил.

Потом мы их в тигле наплавили

А потом взяли гильзу от блока цилиндров Москвича, снизу заложили землёй и в 3-4 приема наполнили алюминием.

Так у меня за сараем образовалась алюминиевая сушка весом почти 3 кг, которая никак не доедет до металлоприемки:)
Показать полностью
3
Шарнирное "крыло" из металла. Прошу совета опытных людей
Здравствуйте. Зародилась у меня очередная шарнирная девочка. Морда лица у нее то ли чертёнок, то ли горгулья. Сейчас стою на развилке - либо делать ей уже привычные рожки и копытные ножки, либо замахнуться на шарнирные "крылья". Спасибо, дорогие мои 19 подписчиков, но тут пока фоток процесса не будет. Ибо нужен совет людей, которые работают с металлом. В идеале - с жёлтым. Латунь, бронза, но не золото (не потяну по деньгам такую отливку из золота, жаль...).
Вот картинка. Набросала сначала на скорую руку, потом набросала еще десяток вариантов, но все равно вернулась к этому спонтанному.
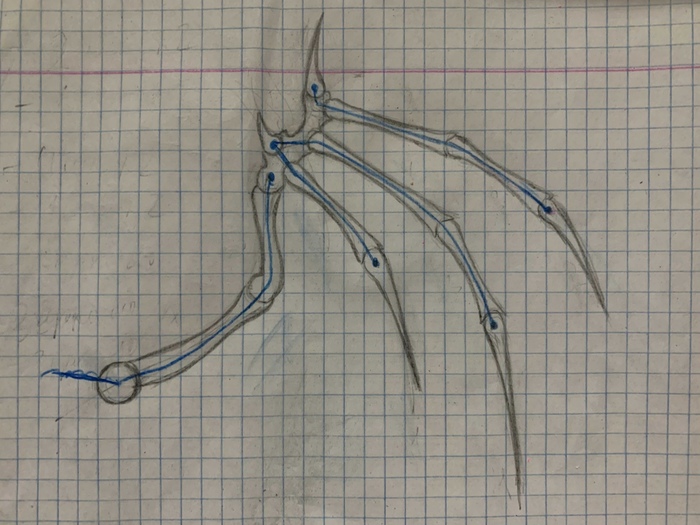
Несколько сложно объяснить, какого именно совета я хочу. Но если кратко - то вот простым карандашом обозначены границы объекта, а синим - точки крепления резинки и сквозные полости для этой резинки в границах объекта. Объекта из желтого металла. Объект на этой картинке состоит из 13 отдельных "тоненьких" частей (в идеале их бы еще тоньше сделать внешне), через 7 из которых проходит насквозь резиночка. В канале для резиночки, чтобы это все "работало" - должно быть минимум 1.5 мм. Но по толщине "косточек"... Какой самый минимум должен быть стенки косточки из латуни (допустим), чтобы это была не фольга? Чтоб держало форму при нормальных человеческих игровых усилиях? Размеры - по клеточкам (стандартная тетрадь). Если с точками крепления вообще никаких проблем нет, то с каналами прохождения резинки - тысяча-миллион вопросов. Отлить их сразу полыми - возможно? (скорее всего нет). Взять латунные трубки тонкостенные и спаять с "шарнирами" (окончаниями деталей) возможно? Это, в принципе возможно физически?
Показать полностью
1


Девушка льет металл и обрабатывает сувениры!
Делаем сувениры из бронзы и мельхиора, в видео показываю ключевые процессы создания изделий. И да, девушка льет бронзу, доставая раскаленную чашу из печи, нагретой до 1200C )
Вообще можно разделить на несколько несложных этапов:
0) 3д моделирование + создание УП для фрезера с ЧПУ
1) фрезеровка ювелирного воска
2) литье мастер модели (тут повторить 5 - 6.4)
3) снятие резиновой пресс формы с мастер модели
4) создание восковых копий изделия с помощью этой пресс-формы (впрыскивать расплавленный воск туда)
5) сбор "ёлки" из воска в опоку для литья
6) замесить формомассу и залить в опоку
6.1) поставить опоку в печь для вытапливания воска (долго ждать, почти 12 часов)
6.2) взять старые краны у соседей/купить где нибудь/найти на мусорке, распилить их болгаркой, отделить нужное от ненужного, кинуть в печь для плавки
6.3) поставить опоку в вакуумный насос
6.4) влить расплавленный металл в опоку и дать остыть
7) откусить кусачками изделия
8) обработать их бормашинкой
9) припаять недостающие элементы / запаять дефекты литья
10) снова отшкурить, поработать бормашинкой, понять что ты уже почти закончил
11*) скинуть фото заказчику и получить в ответ что "вот тут это сделайте по другому" (итытакойчетырежжуткаяярость)
12) покрыть лаком с обоих сторон
13) отдать изделия довольному заказчику
Показать полностью

Ответ на пост «Топор»
Тогда вот вам, господа, молоток. Делала на дисциплине по литью металла прошлой зимой.
Хотелось сделать Нокию, которой действительно можно колоть орехи)
