

Серебряные фактурные кольца в стиле Alien
Кольца по восковым моделям, созданы методом литься из металла.





Показать полностью
4
Кольца по восковым моделям, созданы методом литься из металла.
Прошел месяц после моего первого поста про литейку, пора бы уже и второй запилить...
Любая отливка начинается с чертежа детали, глядя на который конструктор(технолог) опытным глазом(вооруженный знаниями) делает чертеж отливки, добавляя где и сколько нужно припуски на обработку (с учетом усадки), а также пространственно ориентируя отливку, определяет где, сколько и какого объёма и типа будут прибыля (прибыль - часть отливки в которую вытесняется усадочная раковина из самой отливки) а так-же определяя тип литниковой системы. Литниковая система - залог качества отливки, бывает верхней (прямой) и нижней (сифонной), есть еще боковая запитка, но это скорее комбинация верхней и нижней системы. В зависимости от целевого назначения отливки, иной раз можно пренебречь прибыльной частью и запитать отливку напрямую
Ниже приведены фотографии бандажных колец для шаровых мельниц (материал - сталь)
фото для масштаба трагедии (сорри за качество)

боковая прямая запитка

комбинация верхней, боковой и сифонной запитки

готовая отливка

тоже бандаж, но заливка верхняя, через прибыльную часть (6 секторов)

ролики для бандажа, все то-же

Боковая нижняя запитка, нижняя плита изложницы (материал - чугун, вес 2500кг)

комплект изложницы для ферротитана (плита -2500, изложница - 1800кг, материал - чугун)

молотки для молотковой дробилки, сталь, верхняя заливка через сифон)))

Корпус редуктора, боковая запитка через зауженный питатель, чугун

корпуса подшипников, верхняя запитка через прибыль

каскадная верхняя запитка через прибыль

молотки на молотковую дробилку, сталь


опорная тарелка дробилки, бронза


Изготовлены в литейном цехе. Марка стали 95х18. Производство находится в г.Кизляр.

Никогда бы не подумала, что этот инструмент меня заинтересует)
А началось всё с подарка на 8 марта от директора литейного цеха))))) И с тех пор я и топор - неразлучные друзья)))








Привет всем, кто верит что в хобби можно превратить даже литьё цветных металлов, обуздать эти непростые технологии, разбираться в сплавах и сотворять то, что не умеют токарные и фрезерные станки.
Немного устал после рабочей недели, поэтому рассказываю по существу. Это не how to, а как всё было и какие уроки я извлек.
1. Литьё по выплавляемой модели. Очень интересная технология, позволяющая добиваться исключительно высокой точности отливки. Я сделал модель из парафина, залили ее алебастром (гипсовое вяжущее). После высыхания вытопил парафин и получил форму для отливки. Заливал алюминий (лом проводов).

Отливка вышла так себе. Результат на фото ниже.

Это как бы цилиндр паровой машины.
При заливке форма не трескалась но было много пара, алюминий закипал. В форме было очень много влаги и остатков парафина. Эти ошибки я учел и в следующий раз их исправлю. Но опыт интересный.
2. Литьё по выжигаемой модели. Купил пенопластовое сердечко, приклеил литник и засыпал песком.

Песок - смесь кварцевого песка и бентонитовой глины, пропорции 1/0,25 по массе. Сверху формы поставил питатель.

На плавку пошли обрезки прутка и продукты предыдущей плавки.

Когда плавится бронза чуешь носом как пахнет цинк, мерзко. У меня по первой выемке из печи отвалилось ухо у тигеля, 2,5 кг бронзы оказались на земле. Тигель на свалку.

Итог отливки на фото.

Вдно что песок и глина прикипели к бронзе. Такого быть не должно. Это следствие перегрева металла или хреновая глина. Буду устранять. Засим кланяюсь. Результаты работы над ошибками обязательно покажу.
Тигель из огнетушителя выдержал около шести плавок. Хочу раздобыть графитовый.
(Фото испорченного тигеля в конце поста)
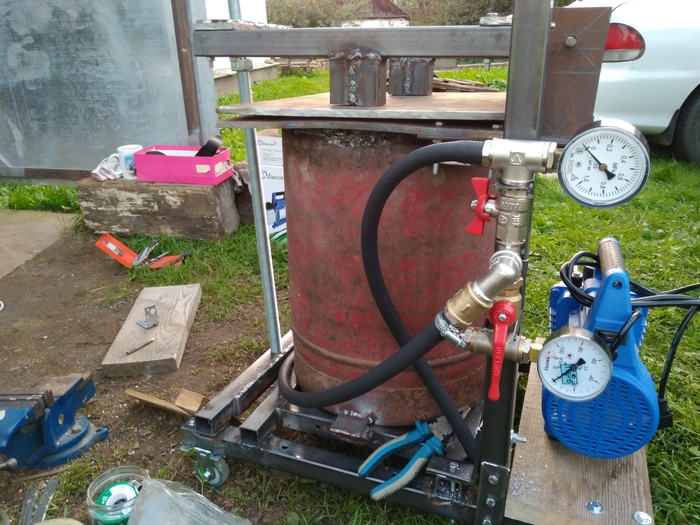
Забегая наперед анонсирую рассказ про то как я собираю вакуумный шкаф для литья под вакуумом. Этот же шкаф позволяет получать высокое давление (два в одном). Сейчас на финальном этапе.
Буду рад ответить на вопросы.

P.S. Я подумал, что на видео можно предоставить больше информации чем текстом, если вам интересно - я могу снимать процесс и рассказывать как, что и почему. Ваше мнение для меня конечно важно.

Доброго дня, читатель!
Наверное, так как это вторая часть (2 из 2) видео о изготовлении литейной вакуумной машины, то я могу позволить опустить себе все лирические вступления и перейти сразу к сути.
Разве что напомню новому зрителю, что я собираю оборудование для запуска ювелирной литейной мастерской. Собираю все своими руками. Это второе видео из двух о изготовлении вибровакуумного станка. Первую часть вы сможете найти в моем профиле или на моем канале youtube.
А мы начинаем!
В первой части я остановился на том, что собрал каркас и разместил на нем все агрегаты, а после, уже за кадром, отправился к своему другу Дмитрию в его мастерскую металлоконструкций и вместе с ним уже изготовил пневмотрубопровод (не знаю как еще можно обозвать это дело) . Верней, как вместе. Он делал, а я бегал вокруг с камерой и снимал, чтобы вы не пытались понять меня только лишь со слов. Ниже, под текстом, будет прикреплено видео и вы сможете увидеть все сами!
В этой части видео после установки полипропиленовых труб, я доварил рамку к каркасу для их жесткой фиксации, чтобы со временем, от использования крана, не появились ненужные люфты, щели и тп.
Так же, в этой части я занялся электропроводкой. Дело не самое зрелищное и веселое- это я так же иронично отметил в самом видео, но совсем опускать эту часть нельзя, поэтому я потратил какое-то количество времени , но все собрал.
Для работы с электро частью мне понадобились:
-четырех жильный провод на вход (3ф 380В на мотор)
-вилка (сетевая)
-2 переключателя
-контактор
-провода для подключения всего между собой
-вакуумный насос
-мотор вибростола
И, ничего не выдумывая, я просто собрал классическую схему подключения двигателей через контактор и переключатели.
Все, испытания прошли, все работает, теперь остался корпус. В видео я рассказал о том, как размечал все, как резал и чем устанавливал крышки.
После черновой сборки станка , пришлось снова все разбирать и готовить к покраске, а пока я это делал, я уделил немного времени рассказу о используемых материалах, размерах получившихся и стоимости всего, что было куплено для работы.
И, надеюсь, уже в последний раз идет чистовая сборка. Все соединения герметизируются и протягиваются. Свежекрашенные панели встают на свои места, провода притягиваются хомутами и укладываются на свои места. Небольшой тест и его готовый вид.
Все это в видео ниже! Приятного просмотра.
Вот с моих хорошим другом сделали, он отмоделил и отпечатал я всё по металлу сделал )




Фотографии конечно на тапок, но пока умею только так (. Всем добра.




