

Мебель. О разном.
1 пост
1 пост
3 поста
Итак, это будет первый затравочный пост из серии материалов о построении домашней малярки. Домашней - потому что задача размахиваться по площади так, чтобы красить автомобили - мы не будем, но при надобности сможем.
И одновременно, заниматься "деревенскими хитростями", то есть экономить 20 копеек на оборудовании и материалах, чтобы потом потерять 100 рублей на расходах обслуживания и потерянном времени - мы тоже не будем.
Словом, материалы будут о том, как за максимально короткий срок при вложении достаточно вменяемых денег получить свою собственную малярку, где можно показывать хорошие результаты.
Одновременно, я буду делиться своим собственным опытом. В том числе, насчет этих самых "деревенских хитростей", когда, например, сердце малярки, компрессорная станция, вполне себе эффективно может быть построена на почти бесплатных (нет) компонентах, однако ценой огромного вложения времени.
Пост заявляется как затравочный.
Поэтому начнем с азов.
Электропитание.
Классы компрессоров и их особенности.
Почему зачеркнуто?
Потому что в жопу эти утренники. Сначала мы будем разбираться с азами физики ключевых элементов покрасочного процесса. А конкретно, для начала, объемами производства сжатого воздуха и тем, как именно правильно выбрать компрессор на основании будущего набора инструментов и стоящих перед маляркой задач.
Итак, поехали.
Цихверки на компрессорах.
Для начала разберемся, как производители компрессоров спасовали перед тупостью пользователей и даже не пытаются рассказать и объяснить, как именно их оборудование может выполнять ту или иную задачу.
Если мы возьмем любой среднестатистический компрессор, мы увидим в его паспорте, на яркой наклейке на корпусе, да где угодно, вполне вкусные цифры. Например, производительность в 500 литров, 600 литров, 400 в минуту и так далее.
Глядя на такую большую величину, мы переведем взгляд на коробку с покрасочным пистолетом. И увидим, что (цифра от балды, для устройств класса LVLP, примерно и на память) устройство хочет кушать от 175 до 230 литров в минуту.
И радостно, со слюнями на глазах, предположим, что взяв в магазине какую-нибудь игрушку прямого привода с производительностью 400 литров в минуту - мы быстро и без проблем покроем потребности лучшего в мире покрасочного пистолета.
Но хрен там плавал.
Производительность компрессора, которая указана на его корпусе и в его документации - это выход воздуха из "головы" при нулевом сопротивлении. То есть, в самом начале цикла накачки ресивера, если грубо.
Что происходит в реальности.
Вы включаете компрессор.
Он начинает гордо выдавать свою паспортную производительность.
При этом поршня в его цилиндрах ходят на полную амплитуду, объем "горшков" поступает в ресивер полностью. Данный пункт приведен для понимания механики работы.
Давление в ресивере растет.
Для того, чтобы подать новую порцию воздуха в ресивер, поршень должен создать превышающее давление.
Простая механика выглядит так: если при первичном нулевом сопротивлении ресивера в начале работы поршня ходят на полную амплитуду, то при давлении 1 атм они сокращают свой рабочий/полезный ход в два раза (грубо). Половину траектории поршень вынужден сжимать воздух для уравнивания давления с ресивером, а уже потом "проталкивать" его. То есть объем перекачки воздуха падает ровно вдвое.
Итак, уже при давлении в 1 "сопротивляющуюся" атмосферу в ресивере производительность компрессора резко падает. Почти вдвое.
Фактически, пока дело дойдет до давлений, необходимых для эффективной работы покрасочного пистолета (а напомню, нормальные цифры по техническим условиям для большинства красок ставят нижнюю границу на уровне 2,2-2,3 атм) - компрессор может оказаться тупо не способен обеспечить нужную производительность.
Но объяснить это пользователям на пальцах никто не может. Даже менеджеры, продающие эти самые компрессоры. Ну как сказать пользователю, что чудесный компрессор, на котором написано 600 литров, на "верхушке" давлений от 9 до 10 атм выдает всего 55 литров в минуту?
Ключевая постановка задачи
Компрессор для малярки нужно выбирать по производительности. Но не той, которая написана на его корпусе или паспорте, а той, которую он будет показывать в конкретном цикле рабочих давлений.
Посмотрим, что это такое и с чем это едят.
Когда вы стартуете процесс выброса краски из краскопульта, вы должны обеспечить ему номинальное рабочее давление. Для простоты примем эту цифру равной 2 атм. При этом давление в ресивере нас интересует только в разрезе двух вещей:
Баланс между объемом ресивера и производительностью компрессора на рабочем цикле давлений должен гарантировать нам подачу нужных объемов воздуха на давлении 2 атм в течение среднестатистического времени окрашивания одной детали.
Баланс между объемом ресивера и производительностью на рабочем цикле должен обеспечивать рекомендованный производителем режим охлаждения компрессора.
То есть. Если вы красите небольшие детали и можете обеспечить компрессору достаточно пауз для охлаждения и создания давления в ресивере - отлично. Можно обойтись без ухищрений.
Но. Стоит обратить внимание, что я так и не обозначил, так сказать, цифровых пределов для этого самого рабочего цикла давления.
Здесь его каждый для себя определяет эмпирически, прежде всего, на основании требований будущего набора краскопультов. Если вы не собираетесь ставить рекорды мелкодисперсного распыления - облегчите работу компрессора.
Например. Из изложенного выше понятно, что чем больше давление в ресивере - тем больше напрягается двигатель компрессора. Но самое главное - тем больше тепла выделяется при каждом цикле работы поршневой группы. Почему? Потому что она вынуждена все сильнее сжимать воздух, в результате чего выделяется тепло. И все это происходит при непрерывном падении производительности, что важно. То есть - всеми этими "напрягами" и "до упора до десятки" компрессор занимается совершенно бесполезно, бесплатно и с вредом для своего срока службы.
Для понимания, как выбрать рабочий диапазон, приведем простейший пример.
У нас есть компрессор, не дешман за 10000, а средняя машинка с претензиями на выносливость, с ресивером 100 литров.
У нас есть покрасочные пистолеты и мы работаем красками, которые по техничке требуют 2 -2.2 атм в голове для распыления.
Наши пистолеты "едят" в среднем 175 литров воздуха в минуту.
Механика работы оборудования будет следующей: компрессор на вершине рабочего цикла набирает давление и останавливается. Мы начинаем красить. Давление в ресивере падает. В какой-то момент оно падает до предела, где двигатель компрессора включается. Процесс окрашивания продолжается, затем останавливается, а компрессор продолжает работать. А затем устройство останавливается и цикл можно повторять.
Типовая схема работы домашней малярки с мелкосерийной обработкой деталей, не так ли?
И здесь мы видим простой путь. Компрессору совсем не обязательно работать в "магазинном режиме". То есть, качать до 8-10 атм, как это отрегулировано производителем.
Для наших задач с пистолетами 2,2 атм может быть достаточно меньших величин рабочего цикла давления. В сущности, эта цифра может быть 4 атм.
Смотрим, что происходит при таком сознательном снижении нагрузок на оборудование.
Простейшая эмпирическая формула, по которой можно вычислить производительность компрессора на конкретном давлении, выглядит как "паспортная / давление". Если будем подстраховываться, то даже "давление+1". То есть на 4 атмосферах реальная производительность падает в 4-5 раз. Простейшая формула на то и простейшая, чтобы ориентироваться на самые негативные показатели. Но для подбора "на глазок" она вполне годится.
Имея требование пистолета в минимальное потребление, например, 175 л/мин - мы можем задать технический минимум для узла поставки воздуха, то есть компрессора. В идеале, он будет именно таким, 175. Но на практике мы должны учитывать разброс механики.
Разброс механики работы связки пистолет - компрессор заключается в следующем: на верхнем пределе рабочих давлений компрессор может "не дотягивать" и выезжать за счет накопленного объема ресивера. А вот близко к рабочему давлению пистолета устройство уже обязано гарантировать искомые 175 или выше.
Для простоты. На уровне 4 атм компрессор может выдавать 120 литров в минуту. Но на уровне, близком к 2,5 - уже должен делать 175 литров.
Беря в расчет эту самую простейшую эмпирическую формулу приведения реальной производительности к нарисованной на корпусе - можно понять, что для эффективной и беспроблемной работы пистолета с рабочим давлением 2.2 атм - нам понадобится компрессор производительностью 525 литров в минуту и выше (ориентируемся на средину рабочего диапазона в 3 атм).
Теперь мы с чистым сердцем можем ограничить верхний предел рабочего давления на самом компрессоре. Зачем? А чтобы упростить работу устройства, уменьшить его износ, выделение тепла и прочее. Пистолету, из которого вылетает воздух с давлением 2.2, совершенно похрен, сколько у вас в ресивере, 10ка или четверка, ему важно получить после.регулятора 2.2 и нужные объемы поставки.
Поэтому, ограничивая верхний предел давления, мы достигаем следующего:
компрессор быстрее заканчивает рабочий цикл и останавливается;
меньше выделение тепла;
ресурс компрессора увеличивается;
при использовании масляных и прочих типов компрессора значительно упрощаются задачи по фильтрации и осаждению примесей из рабочего тела.
Самыми простыми словами, на практике, это выглядит так: когда вы включаете компрессор, он достигает четверки давления за минуту (допустим). До шестерки ползет уже три. А до восьмерки, обливаясь кровью, лезет еще дольше. Но фактически, для работы пистолета - нам уже не нужно даже шестерки. Нам достаточно, чтобы компрессор быстро, оперативно, без перегрева дал нам четверку для запаса и гарантировал, что на тройке даст достаточную производительность воздуха.
Беда в том, что базовые регуляторы на компрессорах не позволяют так тонко настраиваться. Например, у устройств с пределом 8 атм - автоматика на борту позволяет снизить верхний предел до шестерки. Но самые технически подкованные пользователи способны понять, что можно поменять блок автоматики, поставить его класса 4-6 атм. Естественно, потеряв гарантию на изделие, то есть компрессор в целом
Краткий вывод
Что из этого сумбура, где действительно сложно разложить по полочкам сразу все, даже в таком мелком секторе построения обвязки покрасочной, нужно вынести.
Производительность компрессора должна выбираться по реальным условиям его работы.
Производительность компрессора на конкретном давлении не соответствует заявленной в паспорте.
Компрессор и объем его ресивера (в том числе внешнего) выбирается по условиям работы и среднестатистическому расходу воздуха на типовую операцию окрашивания.
Ну и напоследок о формуле вычисления производительности на отдельной цифире давления. Ее можно вычислять так, как я указал - на глазок. Можно тупо оттестировать компрессор, то есть замерить, за сколько времени он набирает каждую следующую единицу давления (здесь все просто, объем ресивера известен, делим его на секунды накачки 1 атм и получаем искомое). А можно поискать данные реальных тестов от производителя или энтузиастов.
В конце приведу пару видео, где народ производит измерение реальной производительности воздуха научными методами и на коленке с приемлемой точностью.
Однако особо отмечу, что во втором видео производится усредненный "длинный" расчет на диапазонах с нуля. То есть 0-2, 0-4, 0-6 и так далее. Если его немного развернуть и использовать приведенные цифры временных интервалов для расчетов коротких рабочих диапазонов в виде 2-4, 4-6, 5-6 - результаты будут более удручающие.
Главное в нашей жизни что? Правильно. Неожиданности.
Поэтому новая серия и новое направление.
Точнее, для меня оно ни разу не новое. Просто у меня только за последнюю неделю нашлось прямо несколько упоротых отравленных воодушевленных картинками в интернете потенциальных клиентов, которые мне присылали как пример такие кухни, которые я даже в пьяном сне не буду делать и от гарантии на любую сделанную для них на аутсорсе деталь открещусь еще и анафеме всех причастных придам....
А послать им мою давнишнюю статью для ознакомления я не смог. А ссылку на материал с Пикабу - смог бы. Поэтому портирую статью сюда. Так сказать, издание два, урезанное в нужных местах и дополненное в ненужных :)
Сегодня будем разговаривать о мебельных фасадах. В самой тяжелой области их работы - на кухне. Именно там фасад буквально ждеть жопы с любого направления - могут и температуркой, могут и водичкой, могут и механикой уебать, могут и в комплексе, могут солнышком пожарить, могут котом обоссать и так далее.
Поехали.
Итак, начнем с самой «пакистанской» технологии. Фасады из ДСП. Здесь все просто. Берется плита, режется в размер, закатывается по торцу пластиковой кромкой. Главное достоинство — максимально дешево.
Кухонь с такими фасадами от… ну, не знаю, как их назвать, в общем, продается достаточно. «Пипл хавает? — Везем.». Однако:
Большинство фабрик не заморачивается. Кромка катается на стандартный EVA клей, высокотемпературный расплав.
С течением времени этот клей разлагается. И даже если не пользоваться кухней совсем — краешки кромки отслаиваются от плиты.
В тонкие линии стыка пластиковой торцевой ленты и внешней отделки плиты фасада проникает грязь, мусор и главный враг: вода.
Торцы фасадов не должны перегреваться. В том числе прямыми солнечными лучами. При перегреве ПВХ кромка просто отваливается.
В общем и целом, среднестатистический фасад из ДСП служит недолго. Если повезет, протянет года три, может быть, пять, если достанется аккуратной хозяйке. В среднестатистической кухне, где его будут мыть водой, а не оттирать слегка влажной микрофиброй — работает года два от силы. Потом на краях образуются расслоения плиты, взбухания и прочие некрасивости.
Фото типичных изделий этого класса могу показать, где такое купили — не скажу, зачем делать моим местным магазинам отрицательную рекламу. И ценник замажу…. И фабрики не назову. Их по России работает очень много. Фасады из ДСП не единственный ужас в этих изделиях, но это уже вне рамок этой статьи.

Кухонные фасады из ЛДСП с чудесным качеством сборки в магазине

Кухня с фасадами из ЛДСП
В качестве дополнения. Очень аккуратно подходите к вопросу заказа фасадов в кухнях по индивидуальному проекту из так называемой плиты AGT. Плита эта - замечательная. С одной стороны. Но хер в опу с другой стороны мастерам-индивидуальщикам, которые предпочитают заказать раскрой этой плиты - важно снизить цену для заказчика и заработать при этом. Поэтому они принимают самое верное решение - купить плиту, заказать раскрой... И закатать на нее кромку клеем EVA. При помощи своего маленького писунчика станочка, купленного на Али в прошлую, так сказать, черную пятницу. Срок жизни фасадов из действительно дорогой и качественной плиты, в результате, будет определяться именно по такой хреновой кромке.
У данной технологии фасадов (и ЛДСП как основной материал, и AGT плита) есть эффективная современная версия. Когда кромка катается на полиуретановый PUR клей. Это означает полную герметизацию торца плиты. Слой клея очень прочный, долговечный. Но беда в том, что фирмы, купившие за бешеные бабки оборудование для работы с таким клеем, не размениваются на дешевые кухоньки. Поэтому в магазинах «по супер цене» стоят кухни, сделанные с клеем EVA и всеми присущими ему недостатками. И частники, предлагающие фасады из AGT и попадающие в низ рынка по ценам - тоже не заморачиваются с отделкой торца.
Вторая распространенная технология — пленочный фасад. Пипл хавает это уже пару десятков лет.
Фасад выглядит аккуратно и стильно. Предлагается как глянцевая, так и текстурированная пленка. А богатство оттенков, рисунков (его можно сделать уникальным на заказ) — действительно поражает.

Стенд с образцами пленочных фасадов
Пленка наносится методом вакуумной формовки с одновременным нагревом, поэтому облегает любую форму основания. Фасады фрезеруют по желанию клиента. Делают фигурную фаску и прочие красивости.
У технологии один главный недостаток. Пленка термопластична. Плюс нанесена на термоклей.
То есть фасады рядом с печкой, подверженные воздействию прямых солнечных лучей, нагретые другими факторами окружающей среды — выходят из стоя. За один раз. Или в результате многократных воздействий. Пленка отслаивается.
Ну, все рано или поздно видят такой результат…

Отслоение пленки от основания
Сначала на уголках. А затем и на плоскостях.

Отслоение пленки на плоскости
Собственно, если уголок на фасаде начал отклеиваться — процесс уже не остановить. Под пленку проникает кислород и окисляет клеевой слой, нарушается равномерность нагрева, в покрытии возникают механические напряжения и его тянет…. А все клеи. Они работают на отрыв, противостоят отрыву. Но слабо сопротивляются смещению. То есть внешний слой отваливается от фасадной плиты не только из-за окисления клея, но и из-за изменений геометрии самой пленки при нагревании-охлаждении.
Восстановить пленочный фасад в домашних условиях невозможно. В принципе. Термоклей, тонким слоем которого покрыта плита, почти никак не адгезируется с большинством бытовых составов. Плюс — пленку не прижать равномерно. А значит, в ней постоянно будут возникать механические напряжения между участками, ее будет «тянуть», а все клеи рассчитаны на противодействию отрыву, но не горизонтальному смещению. То есть пленка отвалится.
На моей практике были персонажи, которые прибивали пленку по контуру степлером на клей. Которые прокалывали пленку и закачивали под нее клей шприцом. Которые нагревали и повторно прокатывали пленку. Были разные интересные следы на основной плите фасадов, о происхождении которых я могу только гадать, настолько интересные бывают варианты ремонтов :)
Пришедший в негодность пленочный фасад никто не возьмется закатывать новой пленкой.
Ну, почти никто. Это же ваши деньги, кто-то будет готов помочь вам с ними расстаться, это бесспорно:)
Во-первых, кому нужны трудозатраты на снятие старой и отмывку клея с плиты? Во-вторых, в ходе отслоения пленки чаще всего портится и основание. На плиту попадает грязь, влага и прочее, она деформируется и взбухает. Поэтому в любой мебельной мастерской на вас посмотрят, как на идиота и предложат заказать новые фасады.
Кстати, о мастерских. Ни один уважающий себя частник не даст гарантию на пленочный мебельный фасад. Потому что они производятся сторонними поставщиками, крупными фирмами.
И есть еще одна неприятность. Нет никаких ГОСТов и стандартов по поводу того, сколько клея должно быть нанесено на плиту, какой это должен быть клей, какая именно обязана использоваться пленка и так далее. И методик проверки качества конечной работы тоже не существует.
Как следствие, пленочные фасады начали штамповать где попало. И сказать, что он прослужит год, два, десять — я бы не взялся. И не буду. И другие нормальные частники не станут. Поэтому честный мастер сразу говорит: я на пленочные фасады никакой гарантии не даю.
Выше уже были дешевые кухни с фасадами из ДСП. Есть подобные «по лучшей цене» с пленочными. Фото в студию для примера.

Чудесный пленочный фасад
На этих фасадах пленка настолько тонкая, гибкая и непрочная, настолько малой плотности, что она продавливается даже болтами для крепления ручек. Собственно, до моего прихода хозяева так и сделали — прорвали пленку, тупо вставляя крепеж с другой стороны. Ни о какой долговечности такого фасада речь даже не стоит заводить. Как бы не пробить такое случайно, например, задев кольцом на пальце. Или ногтем.
Но даже это не финал. Буквально пару месяцев назад мне на сборку попалась кухня, у которой фасады были в транспортировочной пленке. Ну поняли, да - как дисплей у телевизора, например. Интересно, подумал я. "Да ну нахер" - изумился я, узнав, сколько этот хлам стоит. Ну так и оказалось. Под транспортировочной оказалась цветная пленка. Такой же толщины. Настолько тонкая, что она повторяла малейшие "перепады высот", "выбоины и выебоны" на поверхности МДФ плиты фасада.
В общем и целом: единственный доступный ремонт испортившегося пленочного фасада — ревизия плиты, при необходимости реставрация. И окрашивание. Но об этом поговорим чуток позднее.
Вот мы и добрались до самой моднявой технологии. «Если ты не лох — тебе нужна кухня в пластике». Выглядит это вот так:

Кухня в пластике
Красиво, блестит, замечательно :) Но. Посмотрим чуть ближе. Как сделан такой фасад.

Как сделан фасад из пластика
Его основа — та же древесностружечная плита. На плоскость, чаще всего на клей из группы «контактные» накатывается толстая пластиковая пленка. Мне лень сейчас искать картинку с правильным названием верхнего слоя, поэтому держите, как пример, AGT плиту. Она сделана по той же технологии, только внешний слой у нее более жесткий и прочный, в сравнении с пластиком.

Структура АГТ плиты и фасадов из пластика
Клей хорошо противостоит влаге, имеет еще ряд плюсов. Но дальше в технологии фасадов в пластике начинается жесть.
Плиту с покрытием режут на куски нужного размера. Чудно. И закатывают кромку пластиковой лентой «в цвет». Или не в цвет.

Образцы фасадов в пластике
Именно так делается на производствах низшей и средней ценовой группы. То есть для вашей кухни закупается качественная плита, покрытая пластиком. Пилится в размеры. И катаются торцы. EVA клеем. Вернитесь к разделу фасадов из ДСП и почитайте, что это за…. чудо.
Фирмы из дорогого сегмента работают честнее. Кромка катается с использованием PUR клея. То есть фасад получается с характеристикам, приближенным и идеальным. Ну, в рамках требований пользователя, конечно. Беда в том, что "в каждом первом магазине" такое не купить.
Еще дороже лазерное сваривание. Кромка, накатанная на торец, в прямом смысле приваривается лазером к основному покрытию плиты. Пластик образует полностью литой слой, «обнимающий плиту». Беда, что подобная услуга пока еще редкость даже в крупных мегаполисах.
Едем по дорожке ужасов дальше. Фасады из пластика, которые вам будут впаривать, не всегда делаются из покупной качественной плиты. Некоторые фирмы, не буду говорить, какие в нашем регионе, делают все самостоятельно.
То есть закупают листы пластика, МДФ, клеи. И мастырят фасады, прижимая пластик в вакуумных прессах. И то не всегда. Часто берут контактный клей, кладут плиту, рядом кладут пленку, потом это соединяют и прокатывают валиком...
При этом пленка может быть тоньше номинала. При этом она может поставляться в рулонах и после раскатки не давать идеально ровного слоя. Таких «при этом» — целый набор.
В общем, если решили покупать кухню с фасадами в пластике — обязательно требуйте гарантию, что под пластиком не будет мусора и мух, что поверхность будет идеально ровная и гладкая. Без никаких «шагрень — это нормально», «легкая апельсиновая корка допускается». Придирайтесь к каждой мелочи. И, если вам религия позволяет, требуйте, чтобы торцы были закрыты металлическим профилем, а не ПВХ лентой. Это выглядит слегка колхозно. Но — фасад прослужит долго.

Долговечные фасады из пластика в металлическом профиле
Окрашенные фасады по праву считаются топовой технологией. Они не боятся воды (есть подводные камни). Им нипочем нагрев. Покрытие не выцветает. Степень истирания, даже если постоянно пользоваться жесткой губкой для уборки — мала. Есть несколько типов окрашивания. Начнем с, так сказать, «портированной» технологии:)
Окрашивание автомобильными красками — услуга, которую предлагает множество мастерских и некоторые автомаляры. Здесь нет никаких тонкостей и уникальных подходов. Та же известная рецептура и последовательность:
Грунт.
Краска — база.
Лак.
Автомобили красят так очень много лет. НО. Буквы я тут сделать больше не могу :)
У автохимии есть один краеугольный недостаток. А именно: паропроницаемость слоев покрытия. Если грубо, в ходе высыхания, то есть испарения растворителя, в краске образуются капиллярная структура. Схематично это приблизительно так:

Схема слоя
Отличается структура покрытия и у разных производителей красок. Несколько фото под микроскопом:

Структура разных красок
Что все это означает, в двух словах. Через обычную автоэмаль, покрытие класса «база-лак» проходят водяные пары и углекислота. Для основы в виде металла это значит мало. Однако большинство автомаляров, которые «не заморачиваются», честно и прямо скажут: «покрасил машину — продавай». Потому что уже запущены процессы внутренней коррозии под слоем краски. А держать авто «в сухости и тепле» — так ведь не бывает.
Технология, которую используют автомобильные заводы для того, чтобы даже не оцинкованные кузова не гнили десятки лет — известна. Но раскрывать детали я не буду. Хорошие автомаляры их и так знают. А учить мебельщиков, которые красят фасады схемой «база — лак» автохимией, я сознательно не хочу.
Но вернемся к мебели. При использовании автохимии стандартной схемой происходит следующая неприятность. Фасады, которые находятся во влажном помещении или часто подвергаются действию воды — портятся. Происходит так называемый разрыв покрытия. Когда из-за постоянного проникновения паров влаги внутренняя плита разбухает и меняет геометрию.
Что посоветовать потенциальному покупателю таких фасадов. А вы потребуйте от мастера защиты от влаги. И послушайте, что он вам скажет. Да, это будет дороже, если подходить честь по чести, процентов на 25-30 на квадратном метре. Но если мастер знает, как избежать разрыва покрытия и прочих неприятностей на фасадах "кухонной" группы при помощи автохимии - у него можно заказать покраску.
В качестве примеров - лежат у меня сейчас на окончательном отверждении свежеоткрашенные фасады в автохимии с защитой от влаги. Цвета металлик, Vika Блюз "не помню номер", Vika Приз 276 бежевый. Лак полуматовый 2K HS. Кухня - в перекраске, то есть это фасады, предварительно освобожденные от старой пленки и клея на поверхности.

Фасады, перекраска, автохимия

Фасады, перекраска, автохимия 2
Мастерские и частники, которые предлагают окрашивание фасадов двухкомпонентными эмалями, например, от Sayerlack или Renner — просят за это немало. Ну, там еще многое от жадности и уровня долива совести зависит, но тем не менее. Эмали и попутная химия стоят недешево. И процессы подготовки поверхности занимают весьма много времени.
На практике стоимость базовой подготовки поверхности и ценник на химию при окрашивании фасадов профессиональными мебельными материалами выше, чем в автомалярке. А трудозатраты практически всегда больше.
Базовый набор химии и технологии решают основную проблему, существующую у автохимии со схемой «база-лак». Краткий перечень наносимых на основу слоев:
Грунт - 2 разных, разного назначения, друг за другом :)
Двухкомпонентная эмаль.
Лак, один или несколько слоев.
В общем и целом, к технологии покраски профессиональными мебельными 2К эмалями у меня замечаний нет. Единственное — это дорого и очень мало предложений рынка. О крупных городах не говорю, я вещаю из своего болотца, в ЛНР для завоза Renner или Sayerlack нужно постараться и потратить массу времени.
Заказывая окрашивание профессиональными эмалями, лучше обратиться в проверенную компанию или к крупному поставщику фасадов такого класса. Причина проста. Мелкие мастерские часто пренебрегают технологиями. И "не попадают" даже в ГОСТы по качеству поверхности при приемке фасадов (да, есть такие).
В результате проблема мусора на поверхности, дефектов, последствий в виде «порвало фасады» с трещинами на покрытии встречается и не так редко, как хотелось бы.
Акриловые составы относятся к самой молодому и технологичному сегменту. Окрашивание фасадов с их помощью дает прекрасные результаты. В принципе, составы акриловой группы давно и плотно тестирует сектор автомалярки. И весьма успешно.
У акриловых красок есть громадный минус. У них очень малый сухой остаток. Это означает, что для получения прочного и красивого слоя краски на поверхности фасада нужно иногда «отработать» несколько нанесений, с промежуточной шлифовкой и прочими сложностями. Но результат того стоит. Из явных плюсов акриловых красок:
Защита от ультрафиолета. Покрытие не выцветает.
Прекрасная адгезия, акриловая группа красок может считаться самой "прилипучей" к основанию.
Прочность.
Отсутствуют вторичные окислительные процессы, разрушающие покрытие.
Но главное — это нулевая паропроницаемость. Через слой краски не проходит водяной пар. Нет проблемы трещин на покрытии из-за расширения плиты основания и других неприятностей. Грубо, слой краски имеет следующую структуру:

Структура акриловой 2К эмали
Но за такой весомый бонус нужно платить. Платить деньгами и временем. Если заказываете окрашивание акриловыми эмалями — знайте, мастер запросит от 10 до 30 дней только на работу с фасадами. Причина в процессах полимеризации краски.
Для того, чтобы образовалась нормально прочная акриловая пленка, отдельным составам нужна выдержка. Особенно этим страдают водные составы, классическая 2К химия намного быстрее.
В общем, краска сохнет по следующей схеме:
Высыхание «на отлип», когда можно безопасно касаться покрытия без опасности его повредить или деформировать, время такого отвержения составляет от нескольких минут до пары часов или пары суток, в зависимости от типа состава.
Высыхание «до шлифовки», когда покрытие приобретает равномерную прочность по всей толщине.
Высыхание «до транспортировки», когда слой краски выдерживает достаточно высокие механические нагрузки. На этом этапе фасады обычно отправляют клиенту или монтируют на мебели.
4. Окончательная полимеризация. Сроки этого процесса разные.
После того, как пройдет окончательная полимеризация, акриловая краска или лак приобретают свою паспортную прочность. Им становятся не страшны вода, бытовая химия, многие группы растворителей.
Достоинство окрашивания акриловыми составами для клиента — предсказуемость. То есть невелики риски, что фасады «порвет» из-за нарушения технологии (но лучше не нарушать :). Очень малы риски «провалов» краски. Обычно они отслеживаются еще на первых этапах работ. Из-за многослойной техники нанесения с промежуточной шлифовкой поверхность ровная и гладкая.
В общем и целом, 2К акрил можно не покрывать лаком. Эмаль отлично шлифуется. Почти до состояния зеркала. Имеет и другие прочностные достоинства.
Цена зависит от множества факторов. Она будет однозначно высока, если хотите глянцевый фасад. Это отдельная группа красок и лаков, особые режимы сушки, более трудоемкие процессы подготовки поверхности. Кроме этого, 2К акрил почти всегда дороже своих ближайших конкурентов, той же профессиональной 2К полиуретановой мебельной эмали или автомобильной базы.
Заканчиваем болтологию
Как вы догадались, наверное, фасады в статье, точнее, технологии в статье - идут сразу по доступности в магазинах и ценнику на их качественные версии.
Сознательно опущены разные гибриды. Которые, скорее, относятся к единичным художественным линейкам. Фасады с патиной. Со спецэффектами наложения краски и лаков. Шпонированые и с другими материалами на поверхности. И так далее.
Сегодня мы снова будем по-тихому тыкать палочкой в железо для домашней малярки.
Итак, продолжаем разговор о системе подготовки сжатого воздуха. Сразу очертим границы для наших маневров. У большинства есть два серьезных ограничителя.
Система электропитания мастерской.
Здесь мы сразу решим, что живем мы бедненько, но пока чистенько. То есть имеем одну фазу питания 220В. С нагрузочной способностью... Ну, до 5 кВт включительно. Это типовая картина для "домашних" мастерских. Читай гаражных кооперативов, частных домовладений и прочих закутков, где "клубится" народ, которому скучно перед телевизором.
Это к вопросу о "бедненько". 5 кВт это маловато, но может рассматриваться как технический минимум. Не забываем, что, кроме компрессора, нам понадобится еще освещение и система вентилирования. А также другие вспомогательные потребители. И конечно, мы не желаем работать на техническом пределе мощности, что может вызвать различные аварийные ситуации.
Теперь о вопросе "пока чистенько". Будем для простоты вопроса считать, что живем в близком к идеальному мире и у нас при включении компрессора мощностью под 2.5 кВт, одновременно системы вентилирования минимум в единичку, еще и параллельной работе освещения (тоже под единичку где-то) - напряжение в сети не падает дальше обозначенных в СНиПах и ГОСТах 10%. То есть, ниже 200-210В мы не работаем.
Таким образом, наше "бедненько, но пока чистенько" - это 5 кВт нагрузочной способности сети, с соответствующими кабельными трассами вводами, с допустимым пределом падения напряжения до 200В.
Плановый расход воздуха.
У всех типов пистолетов-краскораспылителей свои требования к необходимым для эффективной работы объемам воздуха и рабочему давлению. Вопрос второго параметра мы пока опустим. Опустим потому, что путем манипулирования вязкостью красок мы можем красить, например, при давлении 1.5 атм. При том, что ТДС краски и ТТХ краскопульта требуют у нас не ниже 2.2.
Остановимся на объемах воздухоподготовки. Кратко и усредненно объемы подачи воздуха для разных типов пистолетов выглядят так:
HP - 180-200 л/мин;
HVLP - 200-300 л/мин;
LVLP - 160-200 л/мин.
Знаю, что какой-нибудь пытливый ум уже полез за коробкой со своим пистолетом, увидел на ней в техничке другие цифры, заорал АГААААА и уже приготовился что-то писать в комментах.
Поэтому сразу поставим все точки над нужными буквами. Цифры в таблице усредненные. Грубо можно сказать, что они относятся к размеру сопла 1.3-1.5 мм и не учитывают рабочего давления.
Если приближаться к реальности, можно сразу увидеть резкую разницу на примере тех же HVLP пистолетов. Минипульт с дюзой 0.8 мм при рабочем давлении 2 атм сожрет всего 80 литров воздуха в минуту.
Одновременно пушка HP с дюзой 2 сожрет близко к 300 литров, но уже при рабочем давлении до 6 атм. Если все приводить к общему знаменателю, ну, чтобы упростить, к 2 атм давления - минипульт 0.8 HVLP сожрет 80 литров, а вот пушка HP целых 1200 литров....
Но о сравнении и применимости разных типов краскопультов в домашней малярке мы поговорим позже. У всех есть свои достоинства и недостатки.
Вернемся к нашим баранам. Из приведенной таблицы усредненных расходов воздуха можно увидеть, что ориентироваться на цифру ниже 250 литров воздуха в минуту - просто глупо.
Переходим от теоретических требований к реальным
Итак, мы сформулировали базовые ТТХ оборудования нашей домашней мастерской. Это питание от однофазной сети 220В раз. Производительность не ниже 250 литров в минуту на давлении 2 атм два.
Теперь пойдем в реальный мир. Питание от сети переменного тока 220В означает, что в большинстве случаев нам достанется компрессор с двигателем не выше 2.5 кВт мощности. Способный обеспечить нам до 8 бар предельного давления.
О том, что пределами рабочего давления мы можем маневрировать для достижения оптимальных условий функционирования оборудования - мы касались еще в первом посте серии. Вот тут Первый затравочный
Поэтому для простоты расчетов поставим предел давления в накопителе-ресивере в 6 атм (эту цифру мы легко можем получить без замены прессостата, простой его регулировкой). Что мы получаем в итоге:
на давлении 2 атм система воздухоподготовки должна дать пистолету 250 литров воздуха в минуту
объем накопителя сжатого воздуха (ресивера) должен гарантировать нам бесперебойную подачу нужных объемов рабочего тела и при этом обеспечивать двигателю компрессора нормальный цикл работы.
И вот на последнем пункте уже можно делать "стоп машина" и задавать себе вопросы. "А вот это должен гарантировать - это сколько вешать в граммах в литрах будет?". И самое смешное, что четкого ответа на этот вопрос я так и не смог найти :) Поэтому и назвал этот пост именно так, как это звучит в заголовке.
Давайте сделаем так. Сначала я выложу найденные на просторах сети и в различных учебниках методики и правила расчета/выбора объема ресивера. Это будет сегодня. Можно будет в комментариях немного поорать с целью голосования за самый рабочий вариант. Или поорать с целью поиска самого оптимального решения.
Вариант номер раз
Достаточно понятная и ГЛАВНОЕ самая расшифрованная и подробно поясняемая методика расчета необходимого объема ресивера для компрессора выглядит так:
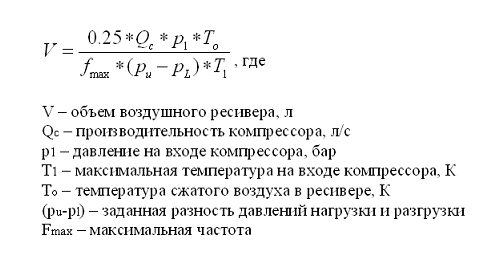
формула расчета объема ресивера
Здесь учтено все. Производительность "на входе" при нулевом сопротивлении. Входное и выходное давление в ресивере. Учтены даже температуры воздуха в цикле работы. Параметр максимальной частоты - это рекомендуемая для того или иного оборудования частота включения и выключения в минуту. Справочная информация гласит, что для двигателей от 4 до 7,5 кВт эта цифра составляет 1/40. А для устройств с мощностью от 200 до 250 кВт - 1/15.
Я почему привожу данные настолько кратко. Потому что результаты расчетов по этой формуле просто ставят в тупик. Для интересующихся - подробно все есть на сайте компрессоров Remeza, например. Вот тут https://a-remeza.ru/resivery
Однако. В примере расчета приводится базовая постановка задачи для компрессора с производительностью 4000 литров в минуту. Отлично. И для такого монстра */барабанная дробь/* по данной формуле хватит ресивера 270 литров.
Хватит для чего? Качать эти 270 литров даже с нулевого давления до единицы компрессор будет 3-4 секунды.... Это такой ресивер, чтобы двигатель мог разогнаться? Как хвост слона из анекдота - "чтобы слон не закончился внезапно".
Ок.
И если мы просчитаем по этой же формуле параметрику домашнего компрессора с производительностью, например, 440 литров в минуту - мы получим "необходимый и достаточный" объем ресивера в 9 литров.
Что-то здесь не так
Вариант номер два
Вот для этой формулы я даже первоисточник найти не смог. И вообще, буду очень благодарен, если мне кто-то ее расшифрует и покажет, как ею пользоваться. Потому что я встречал ее в куче статей и примеров расчетов. Но нигде, подчеркиваю - нигде - я не увидел расшифровки и значимости параметра Ратм
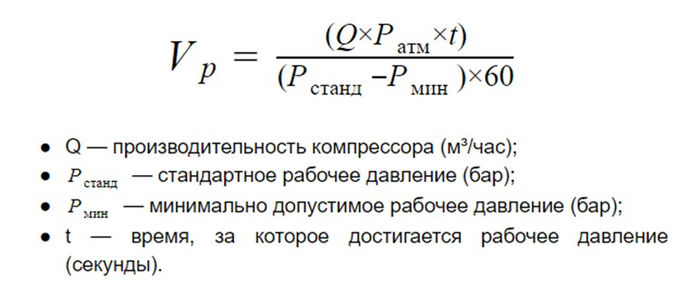
формула с великой тайной
Аналогично, я нигде не встречал живого рабочего примера использования данной формулы, который был бы так же понятен, как пример из предыдущего пункта.
Поэтому. Отбрасываем данную расчетную методику как недостоверное колдунство. Тем более, что в ней изначально заложен кривой горбыль в виде параметра "время, за которое достигается рабочее давление". Оно всегда будет разным. Так как мы даже не стараемся представить ситуацию, когда мы красим.... красим... и ровно в тот момент, когда двигатель компрессора включается для восстановления давления в ресивере - мы нахрен бросаем красить и ждем, даем ему поработать.
В реальности мы будем докрашивать. Неизвестное время. И в результате - у нас никогда заранее неизвестно, сколько времени будет длиться достижение рабочего давления. Даже при условии, что мы красим детали одинакового размера одним и тем же пистолетом.
Вариант номер три
Вариант номер три - это самая темная лошадка. Итак, полная версия формулы выглядит так:
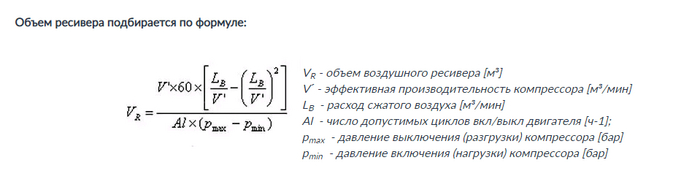
полная формула для расчета объема ресивера
Есть и упрощенные подходы, которые выглядят так:
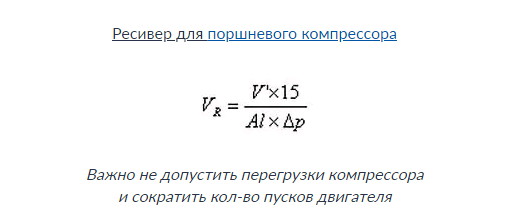
упрощенная формула для поршневого компрессора
Как пример, где эта методика расчета выставляется как достаточная и необходимая, можно привести вот этот ресурс
Здесь нас может смутить только один параметр. А именно число допустимых циклов включения выключения двигателя. Беда в том, что не существует явных и законно, так сказать, утвержденных параметров для тех или иных типов компрессоров.
Однако есть... но, к сожалению, я не могу на него сослаться в виде ссылки.... высказывание представителя компании Sturm! по отношению к бытовым компрессорам этого производителя.
Итак. Представитель компании Штурм во время интервью сказал следующее: если компрессор будет работать 10 минут, а после этого 20 минут остывать - в таком режиме устройство успешно проработает 3 года без поломок. Это было сказано о компрессорах прямого коаксиального привода раз, уточнения сколько часов в сутки не было - два.
Однако похожая цифра встречается в большинстве документов на устройства бытового и полупрофессионального класса. Будь то дрели, устройства с электродвигателями и так далее. То есть. Рекомендуемые сочетания времени "работа - простой" должны быть 1:2.
Исходя из этого, мы можем задать частоту включения нашего компрессорного оборудования как 20 раз в час. То есть минута работы. 2 минуты остывания.
Теперь о том, почему я назвал данную формулу темной лошадкой. Если мы воспользуемся упрощенной версией - мы получим близкие к реальности (существующим на рынке предложениям) цифры. Так, для компрессора с производительностью 440 литров у нас должен быть ресивер 165 при среднестатистической сотке у продающихся решений. А у компрессоров с производительностью 360 - 135 литров при рыночных предложениях от 80 до 100 литров.
Но. Нас не очень интересует, так сказать, ресивер в статике. Нам интересны цифры при живом рабочем процессе. То есть с учетом расхода воздуха. И здесь мы упираемся в жестокую реальность.
Воспользоваться полной формулой мы можем только при одном условии. Если приведем расход воздуха и производительность компрессора к одной точке рабочего давления. То есть, имея надпись на компрессоре 440 литров без нагрузки (понимаю, я этой цифрой надоел, но это производительность моей рабочей машинки и мне так проще) мы вынуждены к ней подтянуть расход воздуха пистолетом.
Ранее мы приняли нижний предел для этого параметра как 250 литров при давлении 2 атм. То есть, очень упрощенно, это будет 500 литров при давлении 1. Используя эти цифры, мы получим неожиданный результат расчета по полной формуле. Всего 6 литров необходимого и достаточного ресивера.
Я не говорю, что формула плоха. Но для ее полноценного использования нам необходимы результаты натурных измерений при помощи расходомеров и прочего тонкого оборудования. Что для домашней мастерской недостижимо.
Варианты, которые используют в реальности
Исходя из изложенного выше - понятно, что рассчитать объем необходимого ресивера для домашней компрессорной установки "с наскока" у нас не получится. Понятно, что сделать это не может и производитель, который заранее не знает, в каких условиях будет эксплуатироваться его оборудование.
Поэтому существуют общепринятые усреднения. Объем ресивера выбирается по мощности привода. Но это нам мало интересно, так как мы ограничены в выборе системой электропитания нашей домашней мастерской.
Но в общем и целом, для двигателей мощностью до 5 кВт - мы находимся в вилке от 50 до 100 литров. Что ни разу нам не может понравиться, так как мало коррелирует с поставленной задачей обеспечения комфортной работы оборудования, то есть достижения нормального режима пуск-стоп-охлаждение.
Есть и другая методика. По ней объем ресивера выбирается как величина от 20 до 50 процентов от производительности компрессора. Это уже, скажем так, ближе к телу. Можно поразмышлять, зачем, почему и главное - как, находясь в пределах данной параметрики и манипулируя пределами давлений рабочего цикла, получить желаемую частоту включений и отключений двигателя.
В качестве заключения
Итак. Зачем все это затевалось. Весь этот объем информации выливался на голову читателя с единственной целью. Породить споры и дебаты. Желательно, чтобы данные споры и дебаты пошли в нужном направлении.
А направление зададим максимально просто. Идею о том, что "чем больше ресивер, тем лучше" - мы откинем сразу, как гиблое направление для домашней мастерской. Объясню почему. Потому что мы ограничены в площади размещения, так скажем, емкостей для сжатого воздуха - раз. Два - мы ограничены в финансовых средствах для покупки промышленного ресивера, плюс здесь мы дополнительно перекликаемся с пунктом раз. Три - наш компрессор (за небольшими исключениями), скорее всего, не сможет работать в оптимальном цикле при использовании ресивера огромной емкости.
И наконец, четыре - оптимальным образом выбрав объем ресивера, мы бахнем дробью и убьем одним выстрелом толпу попугаев. А именно разместим оборудование компактно, гарантируем нормальное его функционирование, потратим как можно меньше денег, обеспечим себе достаточный объем воздухоподготовки.
Поэтому предлагаю поднять ор на поставленную тематику и действовать в рамках пункта четыре. Нужны методики, нужны цифры, нужны мысли.
Свои мысли и усредненные подходы я изложу в следующем посте. При этом буду активно ссылаться на материалы из второго поста серии, то есть базировать свои размышления на особенностях того или иного оборудования.
Но услышать конструктивный спор и посмотреть на чужие мысли мне тоже интересно. Поэтому - да будет ор в комментариях. Сразу говорю - участвовать в нем я буду постольку-поскольку.
Ссылки на прошлые посты (я их почему-то не вижу в профиле):
Прррродолжаем продолжать, как говорит классик, на тему домашней малярки.
Сегодня мы далеко от затравочного поста не пойдем. Потому что практика показывает, что наливать в голову море разнообразных данных означает повышать вероятность, что они тупо перемешаются и абонента начнет тошнить радугой без других значимых результатов.
Поэтому будем двигаться постепенно. Переваривать мамонта по кусочкам. Постановку задачи производства необходимых объемов воздуха и ориентировку, что данные паспорта компрессора нам мало помогают - мы рассмотрели в затравочном посте. Теперь немного коснемся железа. Просто посмотрим на то многообразие технических решений, которые сегодня есть на рынке.
На эту тему предлагаю вам посмотреть достаточно информативное видео. Очень и очень полезное. В свое время я собирал такую информацию по кусочкам. Буквально по крошечкам. А здесь сразу огромный пласт, причем еще с акцентуацией на "пользительные" преимущества или неприятные "говнистости" того или иного технического решения.
На данное видео я буду в последствие много и много ссылаться. Поэтому пост не теряем.
Ладно. Хватит болтать. Наслаждаемся. Матвееву респект:)
Я вроде как обещал автору исходного поста немного привести в порядок изложенный им/ею сумбур и показать ошибки понимания схемы взаимодействия между цветокорректирующими профилями, цветовыми охватами, цветовыми схемами и прочим.
Материала в исходном посте изложено много. Но есть явные непонимания предназначения тех или иных вещей и другие сложности. Будем действовать, как при переходе из университета на реальное предприятие.
Будем показывать, куда бить кувалдой, куда при этом смотреть и кратко объяснять, почему и зачем. А все "академические" тонкости пока отложим. Эта сфера настолько обширна, что даже опытные полиграфисты постигают ее лишь частично, в применении к собственной узкой сфере деятельности.
И да. Будем обходиться без поясняющих картинок. Тут все просто. Мне лень их искать :) Вместо этого я постараюсь подбирать простые слова и понятные выражения.
Начнем с азов. Итак, фаза первая.
Кувалда.
Поговорим о том, на каких схемах вообще базируется отображение цветов электронными устройствами и системами печати.
Это две так называемые "натурные" цветовые схемы или системы кодирования цветовых оттенков, они же цветовые охваты.
Система RGB. Описывает излучающие цвета. Изначально цвет кодировался по трем базовым оттенкам, излучаемым люминофором кинескопных систем. То есть красный - зеленый - синий.
Сегодня, несмотря на технический прогресс, все, что относится к цветам, отображаемым на мониторах-телевизорах-экранах смартфонов и так далее - кодируется в системе RGB. Это наиболее эффективный путь "попадания" в нужный оттенок. И дизайнер, задавая те или иные параметры цвета, может быть вполне уверен, что пользователь увидит именно то, что он задумал.
Вполне - потому что для идеальных попаданий в цвет устройство отображения должно быть калибровано, но об этом мы поговорим позже.
Итак, в качестве резюме. RGB описывает цвет, формируемый прямым световым потоком трех разных цветов, смешанных в определенных пропорциях. Гусары, молчать про длины волн, мы тут объясняем все простым языком.
Система CMYK. Базовая схема всех систем, работающих с непрозрачным носителем. Описывает оттенки, образованные отраженным светом. То есть. Белый свет, падая на образец, где нанесены сетки из точек четырех разных цветов, частично поглощается. Его остаток, отраженный от образца, формирует цвет, воспринимаемый глазом человека.
В системе CMYK используется четыре базовых цвета. Голубой, пурпурный (собираем мнения, кто еще как называет magenta), желтый и черный. Позже поговорим, как именно формируется схема отражения в разных системах печати, чтобы не распыляться - в двух основных, офсете и "глубокой печати".
Уже из сложности формирования итогового отраженного потока света в системе CMYK следует, что на "попадание" в оттенок влияет множество факторов. Например:
"белизна" носителя, то есть его базовая способность отражать свет;
прозрачность краски, так называемая "укрывистость";
точность передачи формы цветовой точки, за что отвечает как разрешающая способность фотоавтоматов, создающих пленки для "засветки" печатных пластин, качество этих самых пластин, вязкость красок, давление валов печатного устройства и так далее;
"чистота" основных пигментов, то есть этих самых голубой-пурпурный-желтый-черный;
точность "сведения" печатных машин при накатке нескольких цветов каждый отдельным проходом.
Но главное. Дизайнер уже ни разу не может быть уверен, что при печати он получит именно то, что видит на своем мониторе. Как по причинам существования указанных выше факторов. Так и по причине того, что на мониторе цвета формируются в схеме RGB, а на бумаге конечный потребитель будет взаимодействовать с CMYK.
Но об этом тоже чуть-чуть позже.
2. Ручка кувалды
Теперь перейдем к первой причине того, что мамкины дизайнеры приносят в печать макеты, которыми можно пугать инопланетян, ожидаемо не получают нужных результатов, чем расстраивают свои ... нет, не души, нет у них души, но кошельки точно.
Первое правило взаимодействия с издательством или другим подразделением печати - им нужно принести макет, где все картинки будут сделаны в CMYK. А для этого большинство дизайнеров неоднократно решают очень простую задачу. А именно конвертируют графику из RGB в CMYK и обратно.
Обе схемы, RGB и CMYK - они ограничены только теми оттенками, которые могут образоваться механиками излучения и отражения. Их цветовые охваты пересекаются в значительной мере. Но не до конца. Кроме этого, не существует явного и простого метода перекодировки трех цветовых каналов в четыре, причем с инверсной механикой (из излучающего в поглощающий).
В результате при прямой конвертации RGB-CMYK или наоборот - дизайнер получает сильное изменение оттенков. И вынужден корректировать изображение, зачастую теряя ценную информацию, а то и деталировку. Кроме того, есть тонкости работы с разными схемами. Например, некоторые фильтры фотошопа лучше работают с RGB, другие с CMYK и так далее.
Здесь на помощь приходят синтетические цветовые схемы с расширенным цветовым охватом. Всех я их перечислять не буду. Просто покажу механику на примере Lab.
Цветовая схема Lab полностью синтетическая. У нее нет природного аналога. Грубо говоря, ее основа - черно-белая картинка, задающая яркость того или иного оттенка. Затем для этого канала формируется описание с данными цвета каждого пикселя, сугубо математическими. Нужный оттенок задается как две координаты по осям A и B в виртуальном, "правильном" хранилище цветов.
Достоинства системы Lab очевидны. Она дает возможность описать очень широкий спектр оттенков. Вдобавок, данные в формате "оттенок+интенсивность" легко перекодировать как в систему отраженных цветов CMYK, так и в излучающую RGB.
Используя механику синтетических цветовых охватов, дизайнер получает минимальные потери цветовой информации при "перегоне" картинок из RGB в CMYK и обратно. Достаточно делать еще один шаг, то есть работать по пути RGB-Lab-CMYK.
Некоторые типографии достаточно лояльно относятся к тому, что дизайнер предоставляет графические материалы в Lab. Но злоупотреблять этим не стоит, так как конвертация все же не идеальна и зависит от конкретного "наполнения" картинки, то есть ее набора оттенков.
3. Замахиваемся и бьем кувалдой
Вот толку нам с кувалды, да еще и с ручкой, если мы ею бить не умеем....
Посмотрим, что для этого нужно. Основная беда мамкиных дизайнеров - никто, сцука, не занимается калибровкой устройств отображения и созданием правильного рабочего места. А здесь нам придется поковыряться, что называется, и в глазках, и в ручках, и в тех местах, откуда эти ручки растут.
3.1. Правильное рабочее место
При организации правильного рабочего места нужно нейтрализовать ряд вредных факторов.
Первое. Избавиться от "засветок". Любой яркий источник света в поле зрения, ярче монитора - зло. Он забивает глаза, заставляет хуже воспринимать цветовые оттенки, в результате дизайнер перестает различать "близкие данные", то есть, например, разницу в оттенках, измеряемую в 5%. Кроме этого, ухудшается общее восприятие "тонких" цветов с малой насыщенностью, падает восприятие и других параметров цвета. Поэтому на рабочем месте идеально создать бестеневую схему освещения со светильниками, которые не будут находиться в поле зрения.
Второе. Использовать нейтральный свет ламп. Не теплый в желтом тоне, не холодный со смещением в синий, а нейтральный. Это очевидно, ведь свет, падая на плоскость монитора, не должен влиять, грубо говоря, на тот спектр, который она излучает.
Третье. Избавиться от акцентирующего окружения. Яркие цвета, темные цвета, орнаменты в поле зрения - зло. Они также влияют на способность адекватно концентрироваться на картинке. Идеальный фон за монитором - стена, выкрашенная в нейтральный серый цвет. Кому прямо нужен образец - гуглим ЛДСП Кроношпан Серый камень. Не алюминий, не титан, не платину, а именно Серый камень. По моему субъективному мнению - это идеальный фон, позволяющий комфортно работать как с "тонкими" оттенками графики, так и насыщенными цветами.
Четвертое. Не нужна чрезмерная яркость освещения. Идеально, если плоскость монитора, залитая 40% оттенком серого, практически не будет выделяться на фоне за собой. Но это, по моей практике работы, практически недостижимо. Но не означает, что к этому нельзя стремиться.
Ну и конечно, никаких боковых засветов монитора от окна и прочего, никакой пыли на дисплее, желательно, чтобы точка глаз находилась точно посредине монитора. Крайне нежелательно, чтобы монитор был поднят так, чтобы линия зрения уходила вверх. Это заставит глаза открываться шире, в результате у вас будет пересыхать роговица, глаза уставать и не только снижать восприятие цветов, но и в общем страдать ухудшением зрения, раздражениями и т.п.
Ну и конечно, соблюдаем общую гигиену рабочего места, то есть удобное кресло, расстояние до монитора 40-60 см от глаз и прочее - в любой инструкции по ТБ этого полно.
3.2. Правильный монитор
Неправильный монитор способен угробить любое начинание. Дело не в его герцах, встроенных колонках, входах и прочем. Дело в технологиях, которые он использует.
Первое - матрица. Все эти дешманские TNFilm, любимые Самсунгом VA и их поколения - вот это все не то. Матрицы данного класса построены на схеме закрывания. То есть при отсутствии подачи напряжения на ячейки - они прозрачны. Ячейки открыты. При управлении они закрываются в той или иной степени, формируя светофильтр.
Это грубое изложение, но оно позволяет понять, почему матрицы "открытого" типа дизайнеру не подходят. 99% из них не могут создать точку идеального черного цвета. А те производители, которые заявляют, что их продукты могут - в большинстве своем пи... то есть лукавят.
"Открытая" матрица просто не может полностью перекрыть излучение подсветки. Даже если ячейка способна закрыться полностью, есть разные технологические тонкости, которые все равно не дают матрице стать полностью непрозрачной.
Аналогично "открытые" матрицы страдают отсутствием идеального белого цвета. Опять же, технологические ограничения прозрачности, не совсем чистый спектр подсветки, неравномерность подсветки и так далее.
Короче, ближе к делу. Вылавливать хороший монитор с матрицей открытого типа можно очень долго. Это сможет сделать опытный дизайнер, который на глаз видит, "что ему тут в тиливизоре показывают" и может сделать правильную покупку. И то, обойдется это в немаленькие деньги.
Ну и что делать? А все просто. Смотреть на матрицы "закрытого" типа. Это, прежде всего, IPS и ее производные. Когда на ячейку такого дисплея не подается напряжение управления, она полностью закрыта. То есть формирует идеально черную точку. И это очень хорошо, потому что, по большому счету, от правильности формирования и отображения черного канала восприятие картинки глазом зависит в огромной степени.
У "закрытых" матриц есть недостаток. Они не способны полностью открыть ячейку и сделать ее идеально прозрачной. Но, взвешивая все "за" и "против" и держа в уме, что подсветочка монитора ни разу не гарантирует идеальный белый - матрицы "закрытого" типа для дизайнера выигрывают у конкурентов просто с разгромным счетом.
Остальные параметры монитора не играют решающей роли. Герцы - зачем вам рекорды, если работать придется со статической картинкой? Скорость реакции - туда же (но я бы не обращал внимание на IPS с временем реагирования около и более 4мс, это может показывать низкий уровень технологии в целом).
Но обратить внимание на способность монитора работать с резкой границей цветов стоит обязательно. Попросите вывести на экран хотя бы стандартную настроечную таблицу ТВ, известную с советских времен. Все квадратики, особенно белые на темном фоне, все белые штрихи - должны быть четко очерчены, без ореолов, без размытий границы, без других дефектов на терминаторе, линии разделения насыщенного и тонкого оттенков.
3.3. Базовая калибровка
Так. Место рабочее организовали, монитор подходящий купили. А что толку, если руки у нас до сих пор из жопы? Надо пересаживать их на плечи, то есть делать базовую калибровку.
Что это за зверь? Автор исходного поста употреблял разные полуматерные выражения про цветовые профили, всякие .. лень искать, пусть будет, например, Euroscale Coated v2, которые можно встраивать в изображения. Так вот. Это конечная схема тонкой калибровки, позволяющая получить на мониторе изображение, близкое к тому, которое будет получаться при печати той или иной краской. Грубо, но просто для понимания.
Задача базовой калибровки - добиться того, чтобы на экране монитора цвета соответствовали своему цифровому выражению. Опять же грубо - если вы создали картинку в фотошопе, залили фон 100% CYAN, то поднеся отпечатанную бумажку с полосой CYAN - вы не должны видеть разницы. Аналогично с другими базовыми цветами CMYK - это минимальное требование.
Как делается базовая калибровка. Можно долго и упорно погружаться в теорию и рассказывать об использовании колориметров и прочего - но нахрен оно нам надо. Наша задача в минималке добиться правильного градиентного охвата монитора и верного баланса белого. Уже это позволит нам бить при "попадании" в цвет если не в десятку, но в границу между 9 и 10 точно.
Существует множество утилит для начальной калибровки. Самая простая для понимания пользователем - Adobe Gamma. Она существует даже в виде оснастки для панели управления операционных систем Windows. Документации и уроков по пользованию этой утилиткой - полный интернет.
В принципе, можно откалиброваться и "на глаз". Для этого создаем градиентную линейку. То есть линейку из квадратиков, каждый из которых последовательно залит нейтральным серым цветом (делаем Grayscale в фотошопе и не морочим себе голову) с шагом 5%. То есть 0, 5, 10, 15, 20, 25 и так далее до 100. Это должна быть именно линейка, то есть узкая картинка с высотой, например, 200 пикселей и шириной в соответствующую цифру разрешения монитора.
Далее создаем большую картинку, размером в пикселях с разрешение монитора. Заливаем ее целиком 40% серым. Накладываем в центр градиентную линейку и выводим весь этот винегрет на полный экран.
Следующий шаг. Выкручиваем в настройках монитора контрастность на максимум. Затем, регулируя яркость, добиваемся того, чтобы разница между квадратиком 0% серого и квадратиком 5% серого была практически неразличима на глаз. Также смотрим, чтобы 40% квадратик сливался с фоном полностью.
Праздравляем, вы только что отрегулировали базовую насыщенность своего монитора. Настало время подкрутить гамму. Сделать это вручную можно, но сложно. Проще воспользоваться любой утилитой для настройки баланса белого на мониторе.
Задача данной операции - заставить драйвер видеокарты правильно работать с преобразованием цвета при выводе на монитор. Белый должен быть белым. А серый - нейтрально серым, без сваливания в сторону голубого, красного и даже зеленого или желтого (бывает на некоторых мониторах).
Однако корректировка гаммы утилитой имеет особенности. Она линейна. Ну, открыв любую утилиту или запустив в фотошопе регулировку кривых- станет понятно, о чем я. Задрав гамму до какого-то предела, можно столкнуться с тем, что монитор начинает уравнивать граничные оттенки, то есть самые светлые или наоборот, самые темные.
Регулироваться можно и средствами дисплея. Для этого в его настройках должны быть регулировки "пушек", то есть каналов RGB Красный-Синий-Зеленый. Это более действенная методика, но опять же, рекомендована к применению опытными дизайнерами, способными оценить, "что за хрень нам тут в телевизоре показывают".
4. "Ну вот и карачун тебе, Церетелли"
В качестве резюме - о чем мы сейчас трепались.
Во-первых. Без базовой калибровки системы отображения на рабочем месте вся возня с достижением идеальной красоты печатного продукта смысла не имеет.
Во-вторых. Понимание разницы механики формирования оттенков цветов RGB и CMYK, а именно то, что технически невозможно заявить, что "красный" в RGB идентичен "красному" в CMYK - позволит осознать, зачем типографии требуют материалы именно в CMYK и почему их сразу нужно делать в такой цветовой схеме.
Третье. Знание о синтетических цветовых схемах позволят преобразовывать графику без потери ценной информации об оттенках.
Наконец, четвертое. Построив правильное рабочее место, купив подходящий монитор, проведя базовую калибровку - дизайнер может быть уверен в хорошей степени "попадания" в оттенки, то есть идентичности того, что он видит на мониторе и затем получит при печати. Если простыми словами - нарисованное красное наливное яблоко Антоновка при выводе на бумагу не будет превращаться в малиновую жопу.
Для базового понимания, что и зачем, то есть заявленной цели "мальчег, сейчас я тебе покажу, как и куда бить кувалдой" - этого вполне хватит. Все остальное, а именно пост-корректировки встраиваемыми цветовыми профилями, особенности печати офсетом, отличия его от глубокой печати, применение устройств цветопробирования и все остальное - как правильно заметил один из комментаторов исходного поста, материал очень и очень объемен.
А мои пальчики уже устали. Про встраиваемые профили я расскажу. Про цветовые профили устройств расскажу. Про офсет расскажу, может быть, на пальцах объясню, как делаются простые, но действенные защиты от копирования полиграфической продукции. Про устройства цветопробы и зачем они нужны тоже. Но потом.
Когда - а хрен его знает. Я достаточно ленивая скотина, причем в данный период жизни занятая производством мебели. Поэтому - как накатит очередной приступ графоманства, не раньше.
А вот тонкости вроде создания своих цветовых профилей, особенности работы с настольными бюджетными цветными принтерами, правила хорошей верстки и прочее - ну увольте, не хочу. Слишком объемный материал, причем уже сугубо профессиональный. А как было сказано выше - я достаточно ленивая скотина. Поэтому и о том, почему важна нейтрализация черного канала на картинках, как это влияет на качество отпечатка и как делается - тоже рассказывать не буду. Там поясняющие картинки придется делать :)
Все, всем пока.
С годами становится лучше только коньяк. А люди... Чем больше ты подсракулет, тем ты ворчливее и противнее.
Вот я вспоминаю свое детство. Когда во дворе взрослые заливали малюсенький каток на кусочке асфальта. Какой это был восторг и какая радость :)
А сейчас. Вот он. Каток. Идеальный. Ровный. Большой. Безо всяких усилий с твоей стороны. Прямо у ворот мастерской.
Чем ты, сцучка подсракулетняя, недоволен? Радость где? Стоит тут, ворчит :)

Не лежи зря на диване, создавай атмосферу праздника :)
